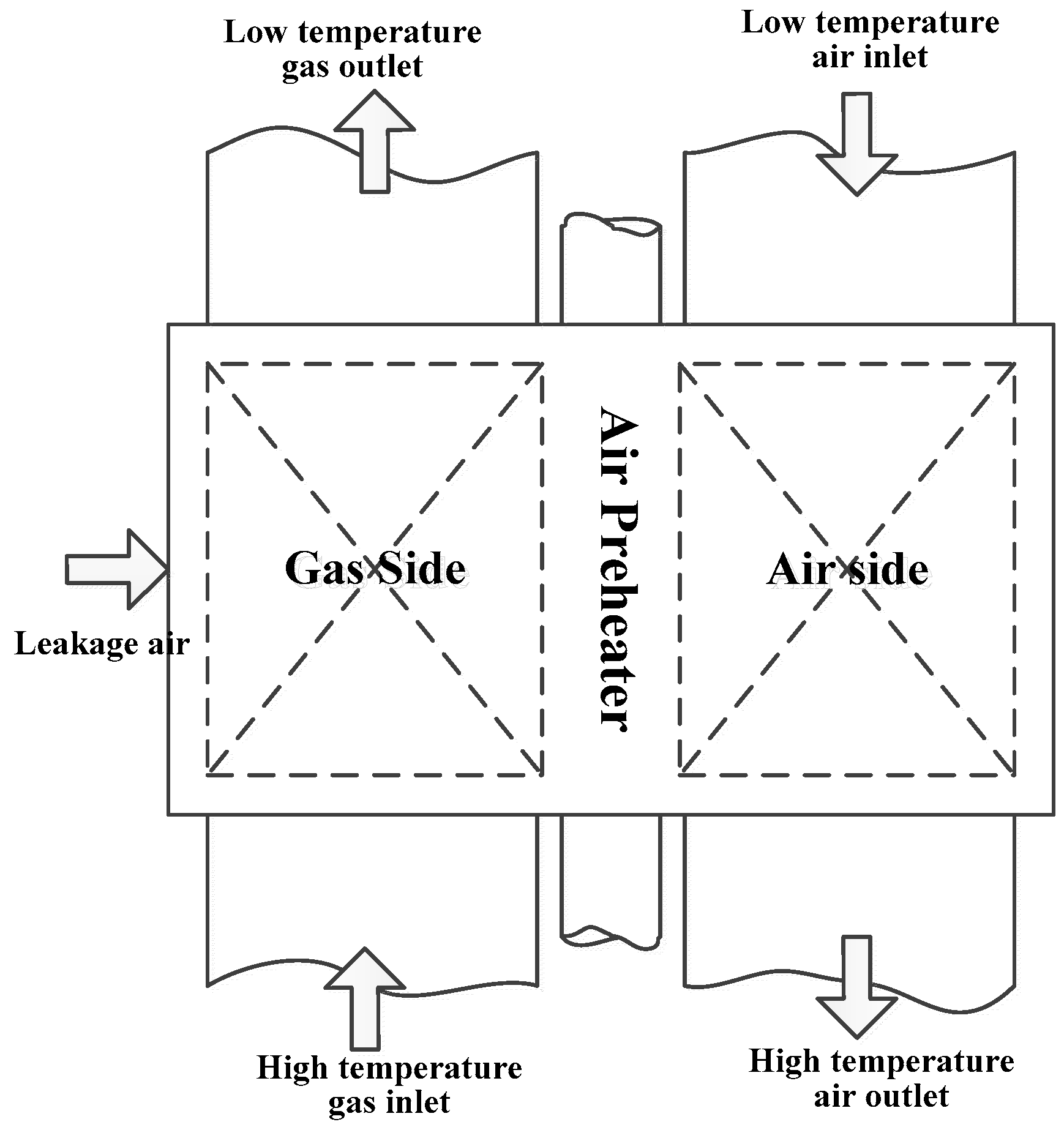
Monitoring and simulation of heat transfer of coal-fired power plant boiler can be undertaken as a set of heat transfer equipment due to the different heat transfer forms and distributed structures. APH is an independent heat recovery system which has its own separate soot-blowing system. There is no any particular instrumentation to assess ash deposition effects on heat transfer efficiency in APH. Only standard measurements of pressures and temperatures of primary air, secondary air, and flue gas are available in both inlet and outlet of the APH.
3.1. Ash Fouling Monitoring
Ash fouling monitoring provides an opportunity to know the operation status of the APHs of the boiler. It is also the basis for the optimization of soot-blowing and maintenance.
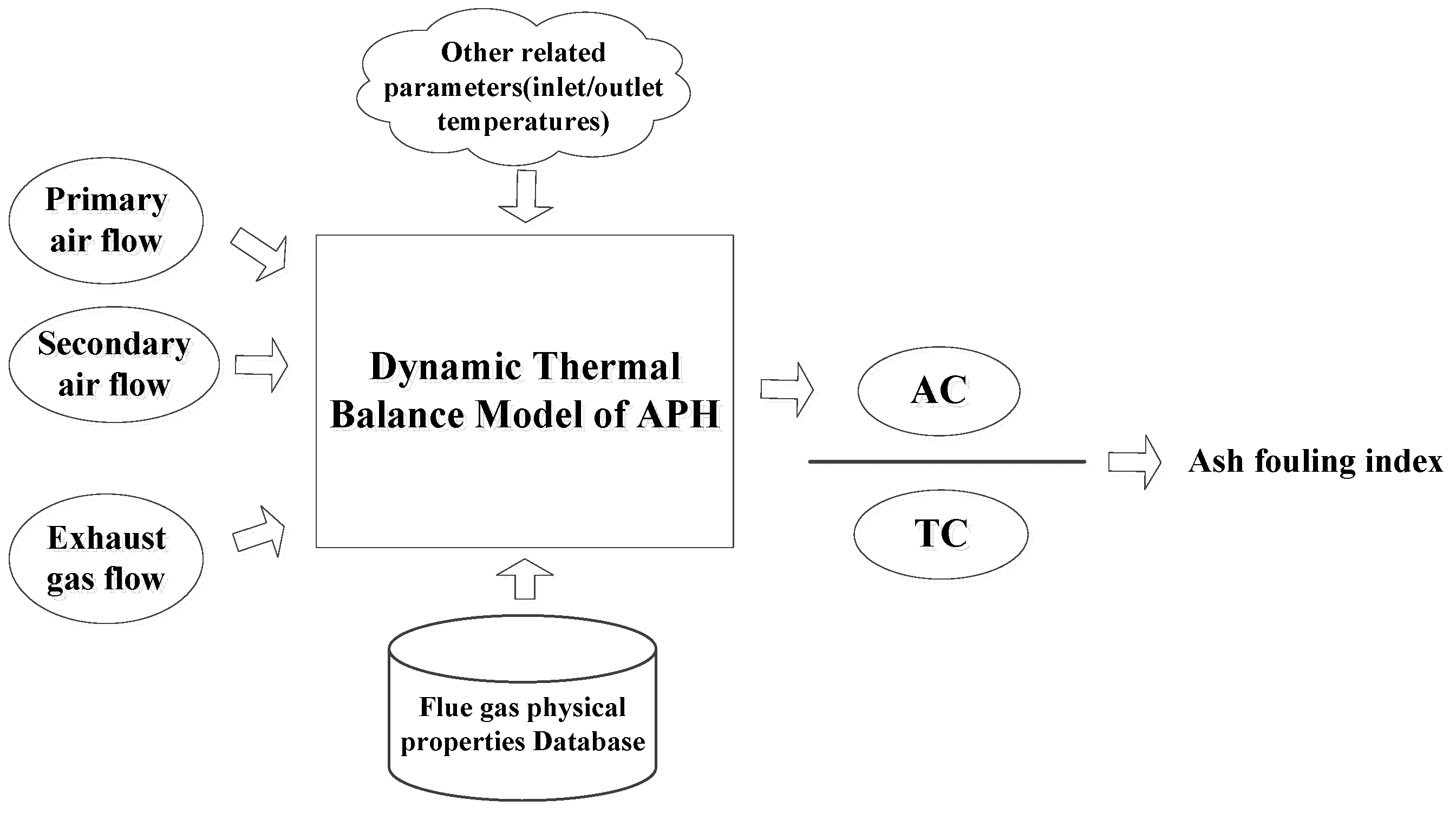
Figure 2 depicts the calculation structure. In this model, the energy transferred from the hot gas side to the cold air side can be calculated by means of an energy balance approach once the available temperatures, pressures, and mass flows are known. In actual working conditions, the working efficiency of the APH depends on ash deposition status but also on working status, especially the load variations. Therefore, to take away from the unwanted impacts, the energy storage variations in the mental elements are considered. The actual heat transfer coefficient (AC) is calculated by the dynamic energy balance model. Furthermore, the theoretical heat transfer coefficient (TC) is obtained. The cleanliness factor, which is the ratio of AC and TC, can be used to reflect the state of ash fouling.
For the air preheater, the heat transfer rate in gas side is determined as follows
where
is heat transfer rate of gas side,
is mass flow rate of flue gas,
is the approximate mean specific heat of flue gas,
are the gas temperatures in the APH gas inlet and outlet, respectively.
For the air side the heat transfer rate is
where
is heat transfer rate of air side,
are mass flow rate of primary air and secondary air,
are the mean specific heat of primary air and secondary air, and
are air temperatures in the APH primary air and secondary air inlet and outlet, respectively.
Traditionally, the energy released in the gas side equals the energy absorbed in the air side.
However, the energy storage of the metal of heat transfer surfaces is always varying with the load fluctuations. Therefore, we introduce the following equation to deal with these uncertainties in this study.
where
is the energy storage change of the metal of heat transfer surfaces in the air preheater.
where
,
, and
are the average specific heat capacity, mass, and temperature of the metal of air preheater, respectively.
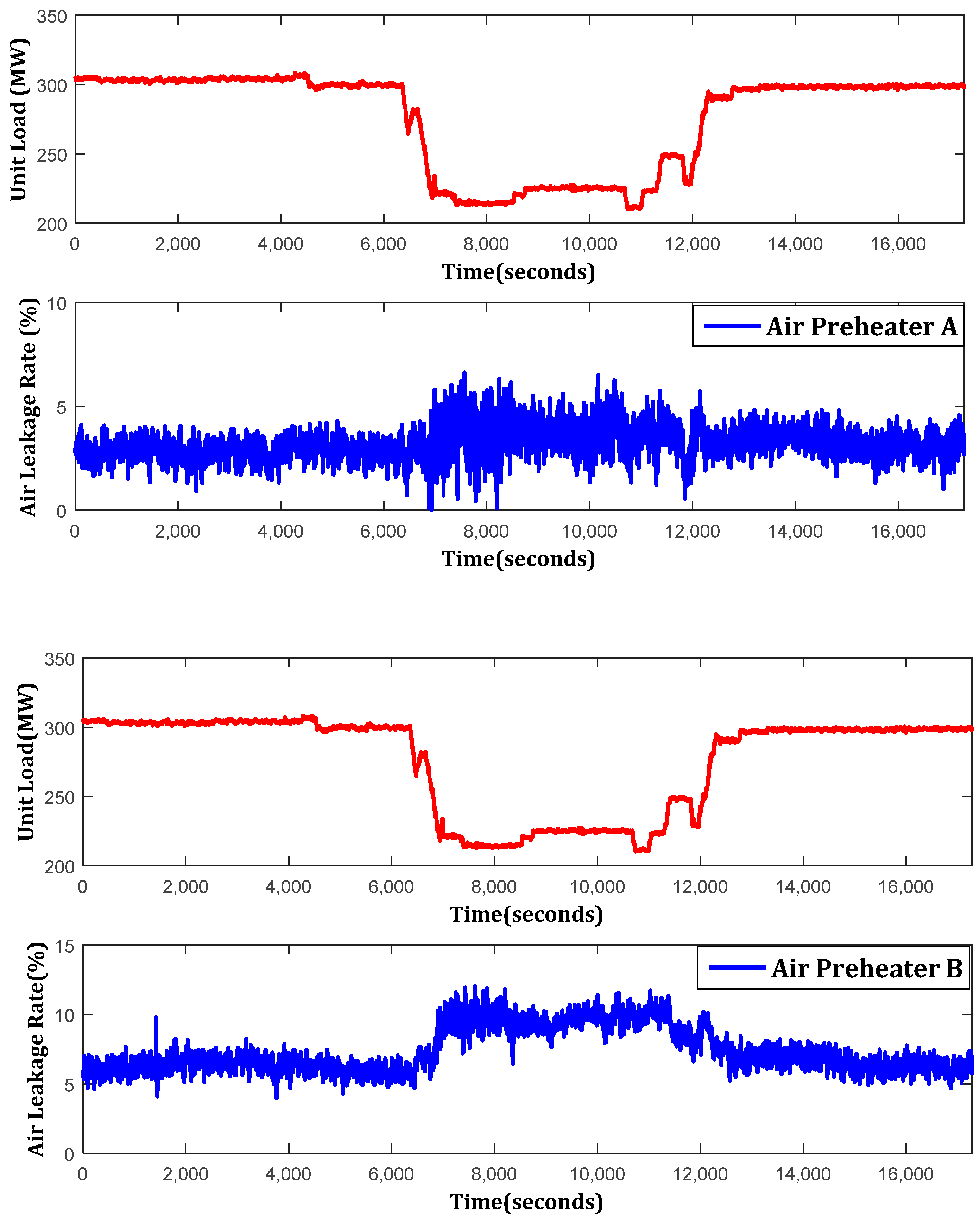
Due to the air leakage, Equation (1) can be rewritten as
where
is the air leakage rate and
is the heat absorbed by the leakage air.
Thus, the actual heat transfer coefficient of air preheater can be calculated as follows
where
is the actual heat absorption rate of the heat transfer surface,
is the area of the heat transfer surface, and
is the log mean temperature difference, which can be described as follows
To a certain degree, can reflect the fouling level of the heat transfer surface. However, assuming that the fouling level of the heat transfer surface is stable, with the increase of unit load and fuel quality, will increase while the fouling level is unchanged. Therefore, we introduced the cleanliness factor which is the ratio of actual heat transfer coefficient and theoretical heat transfer coefficient .
The TC represents the ideal heat transfer efficiency under clean status, which is usually calculated by the sum of theoretical radiation heat transfer coefficient and theoretical convection heat transfer coefficient .
Generally,
where
and
are the blackness of the heat transfer surface and the flue gas, respectively,
and
are the temperature of the heat transfer surface and the flue gas, respectively,
and
are the horizontal and vertical structure parameters of the heat transfer surface, respectively,
is the heat conductivity coefficient of the flue gas,
is the pipe diameter of the exchanger,
is the gas flow rate,
is the dynamic viscosity coefficient of the flue gas, and
is Prandtl constant.
The heat transfer in APHs is convection dominated form. Thus,
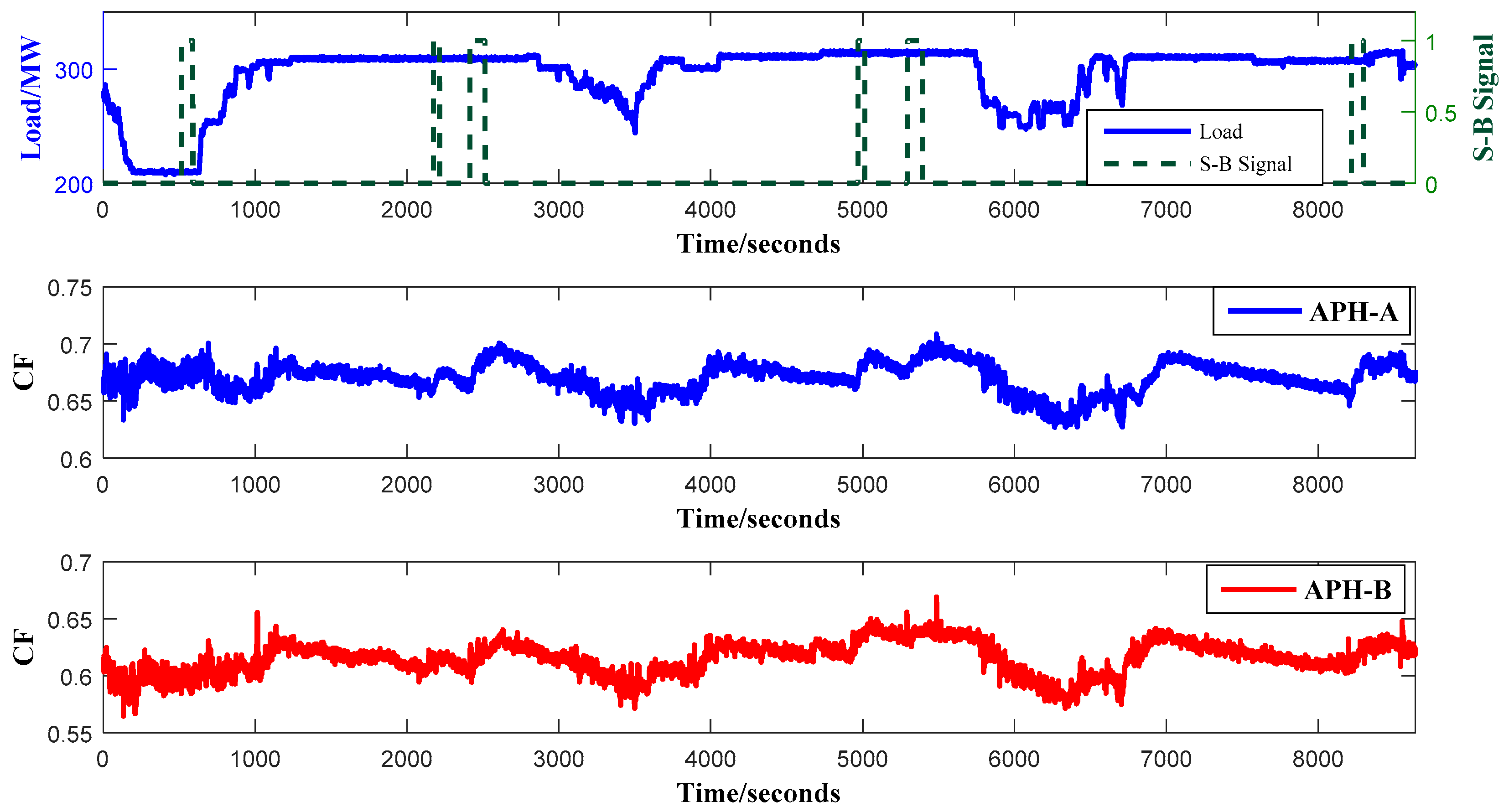
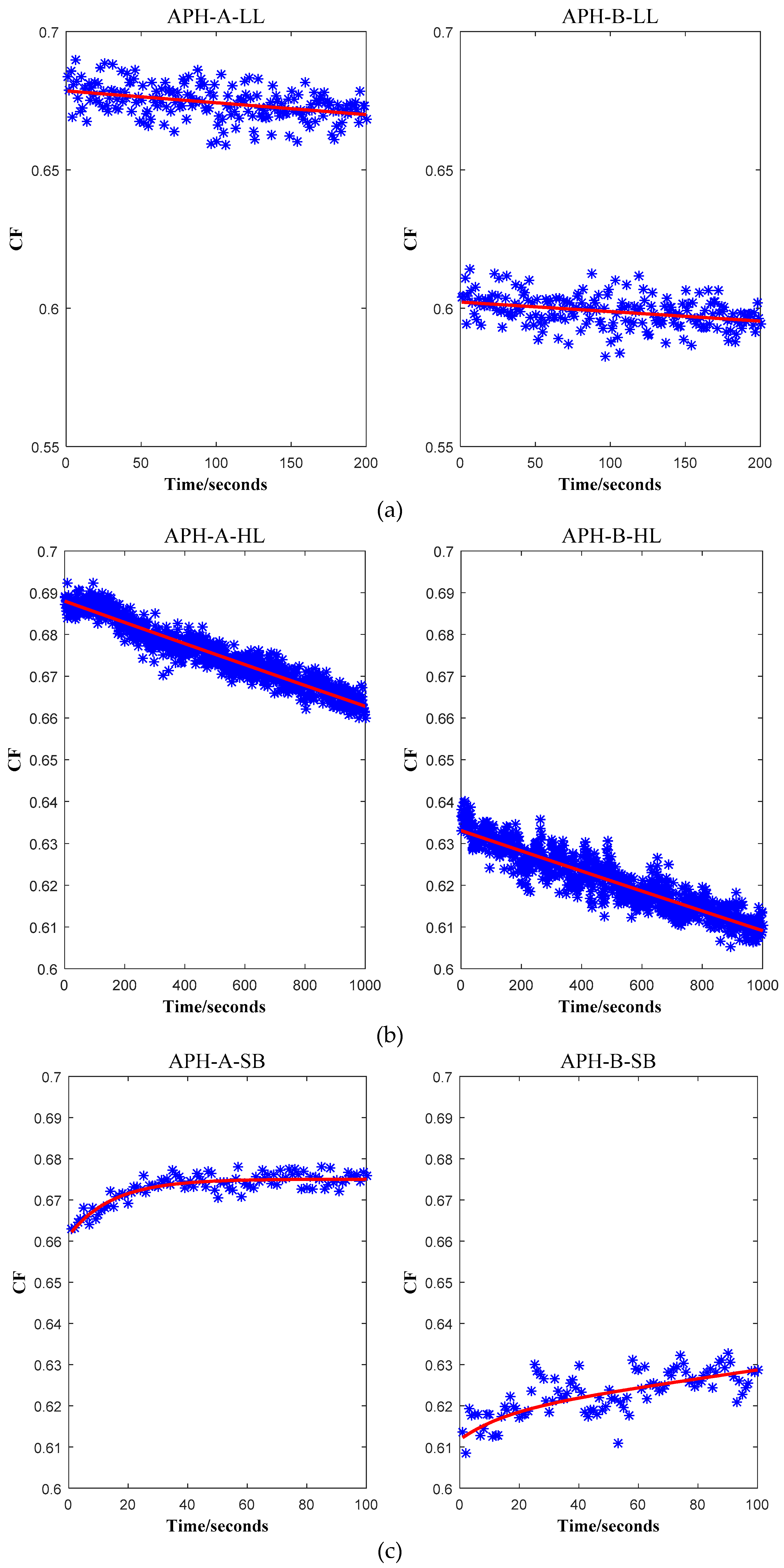
Therefore, the ash fouling status of APH can be described by Cleanliness Factor (CF) as follows
Obviously, the value of should range from 0 to 1, with 1 corresponding to the clean status of APH. In fact, CF will not be 1.0 or 0. Only in the ideal conditions will CF be close to 1.0 or 0.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}