The Use of CFD for the Design and Development of Innovative Configurations in Regenerative Glass Production Furnaces

Abstract
:1. Introduction
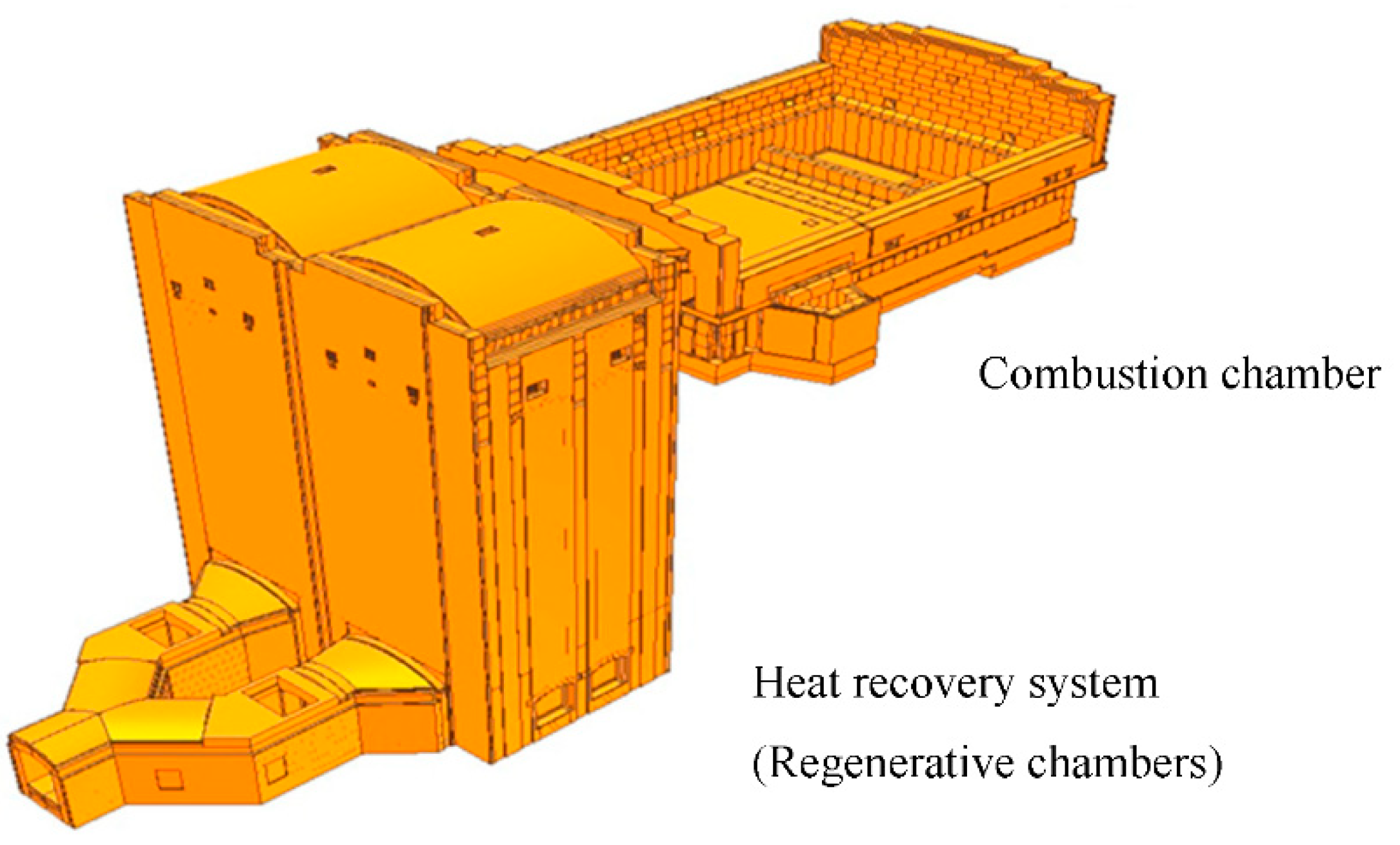
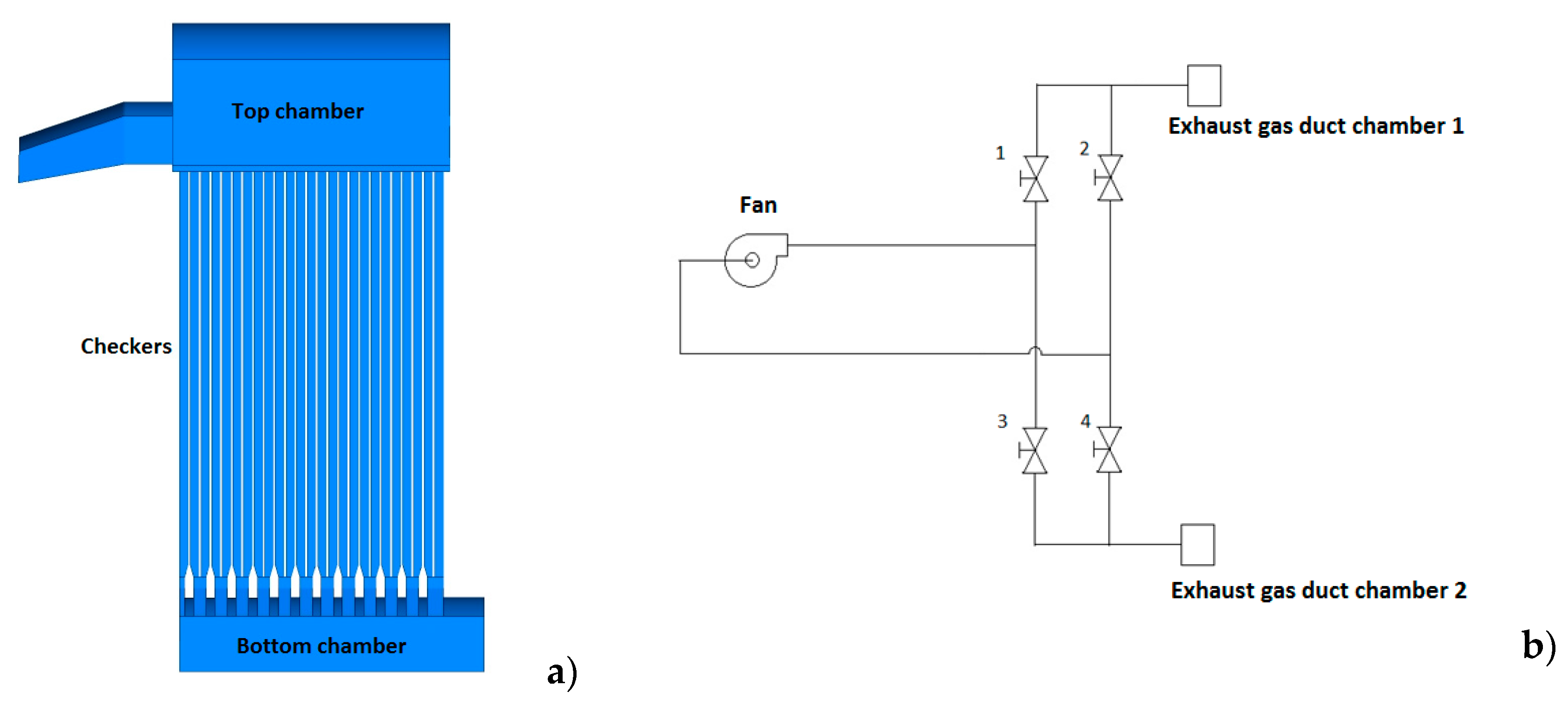
2. End-Port Glass Production Plant Layout and Regenerative Chambers
- -
- Cold Air Staging: mass flow of air at ambient temperature is injected inside the chamber;
- -
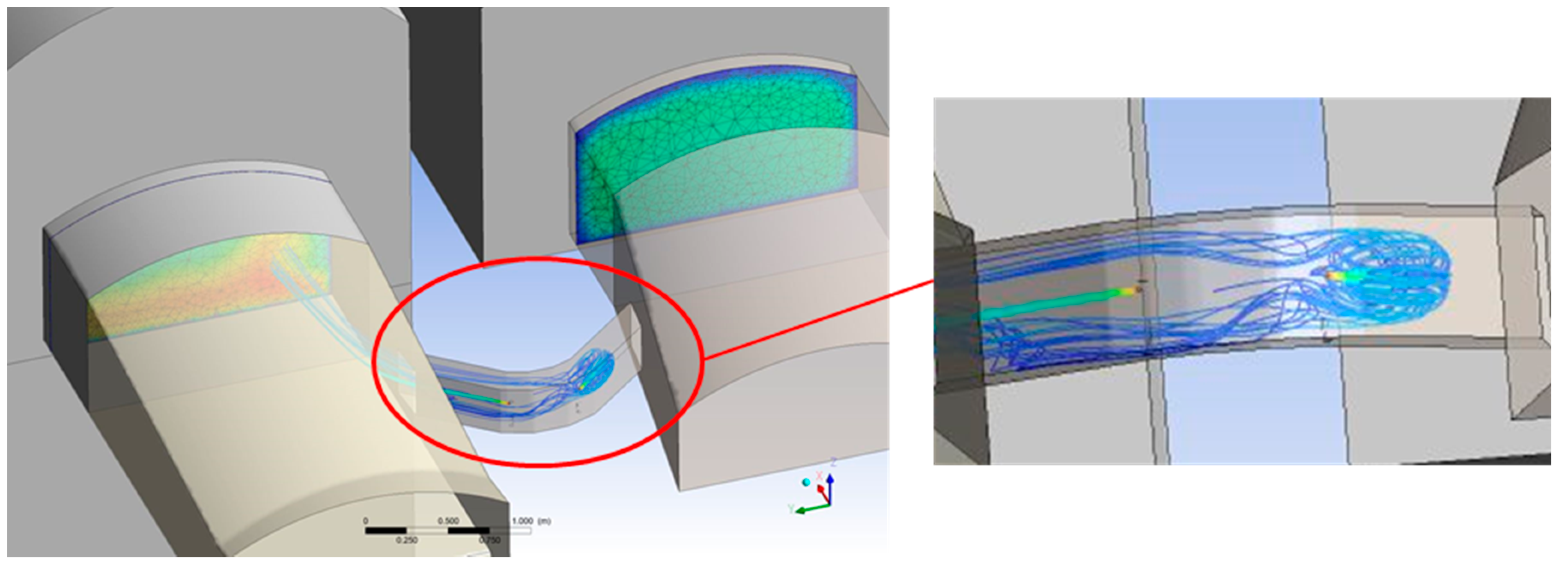
- Hot Air Staging: mass flow of hot air is conveyed naturally from the adjacent chamber through a U-shaped duct located between the two port-neck;
- -
- Hybrid Air Staging: it combines the previous techniques.
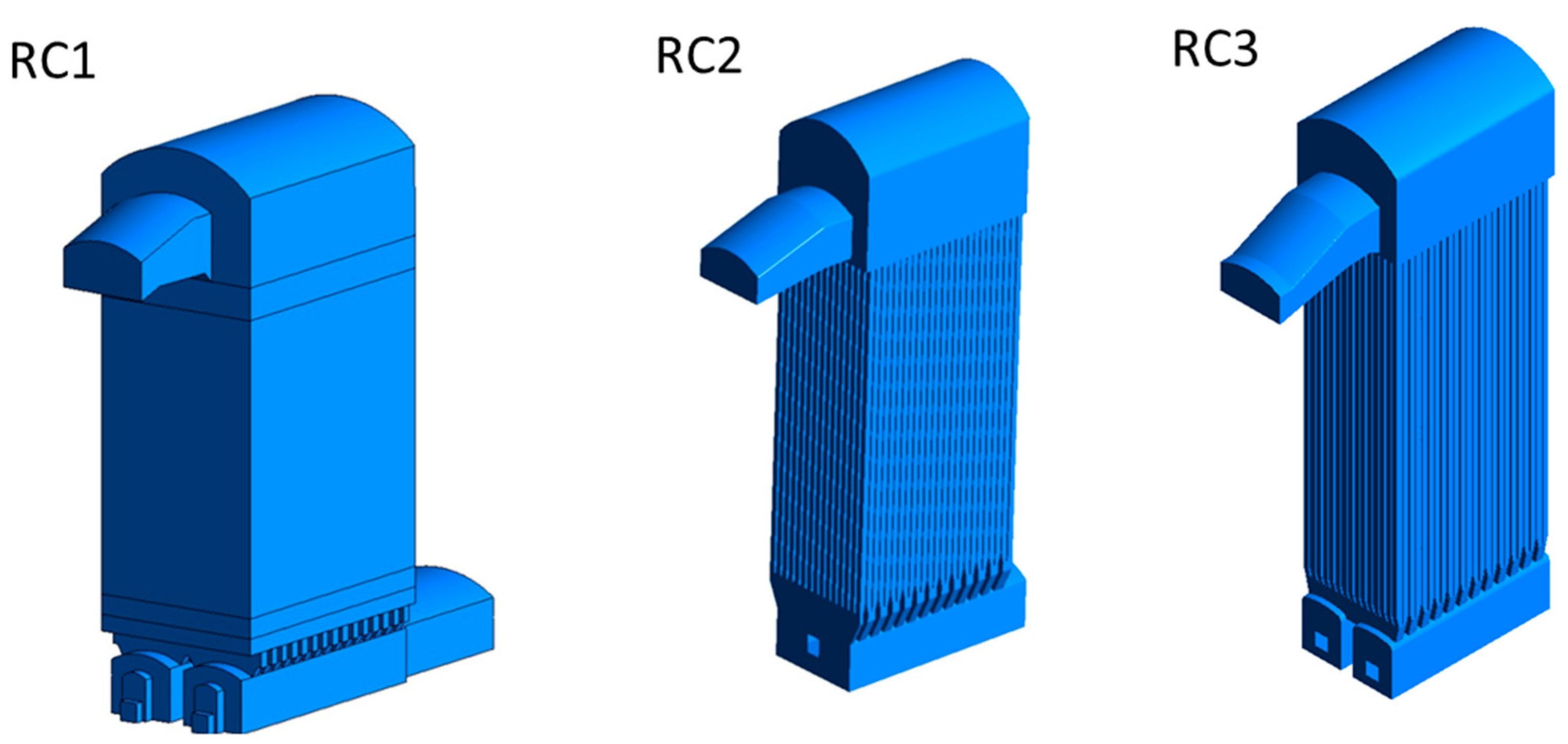
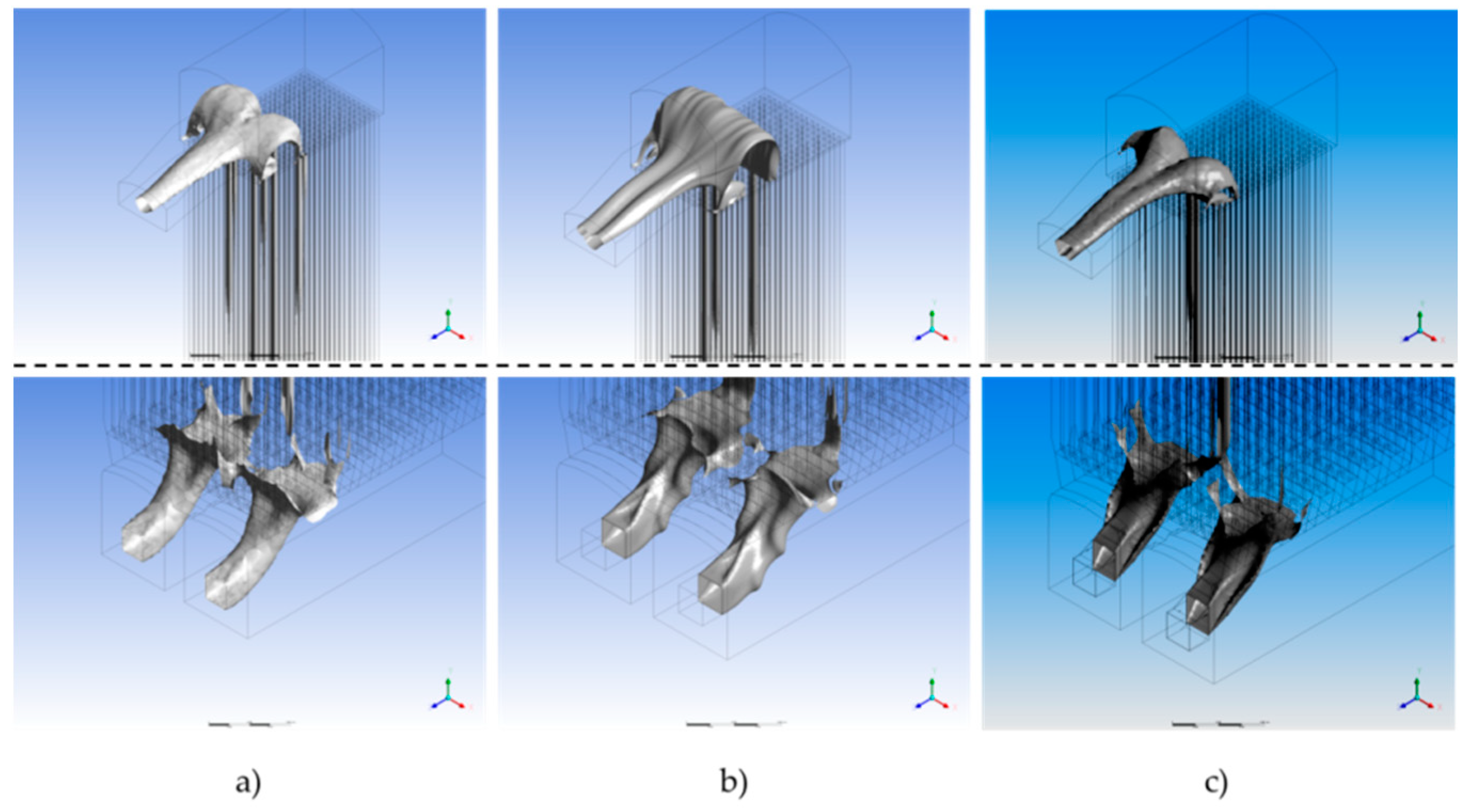
3. Reference Geometries and CFD Models
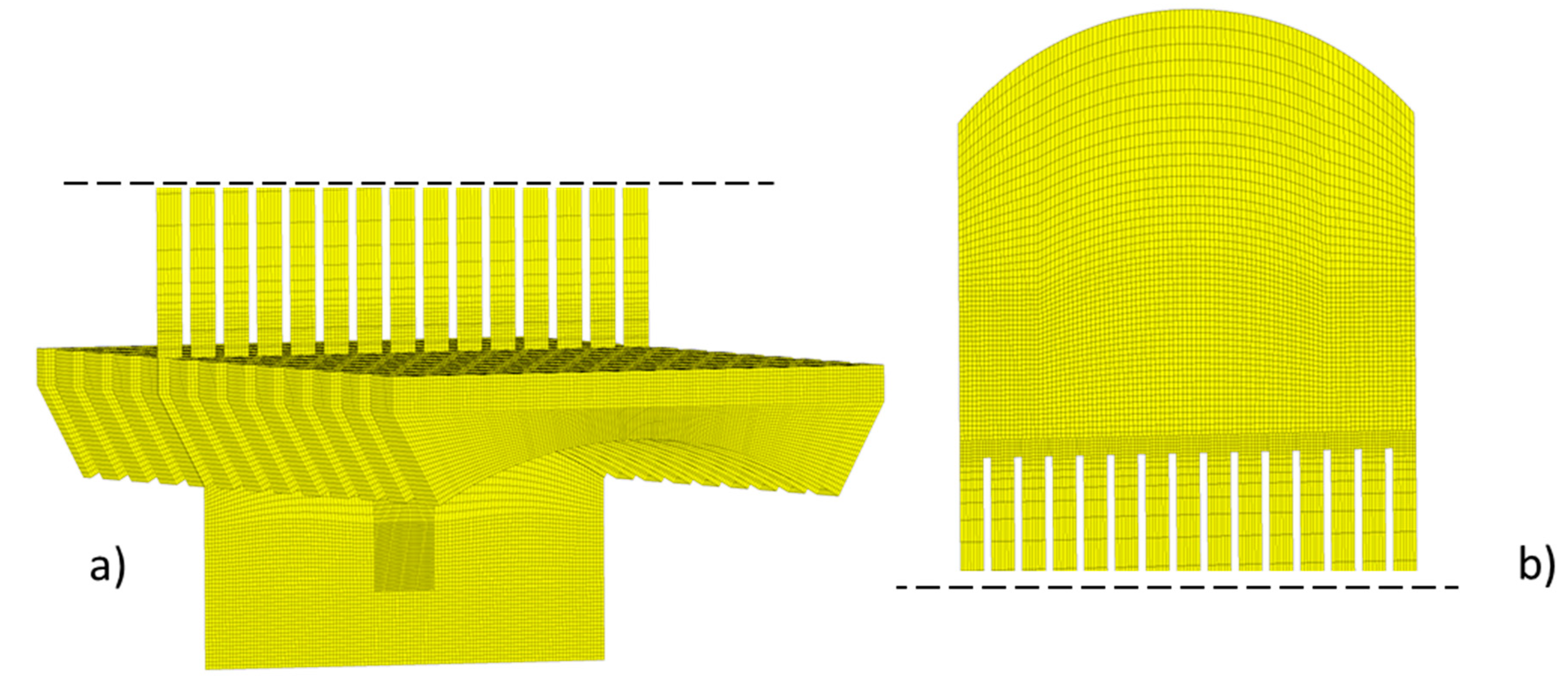
3.1. WGR Waste Gas Recyrculation Systems
- -
- As a porous domain, used when the geometry of the stackers is too complicated and
- -
- Straight vertical channels that discretize the effective geometry from checkers, used when the geometry is simpler.
3.2. HyAS—Hybrid Air Staging Configurations
4. Results and Discussion
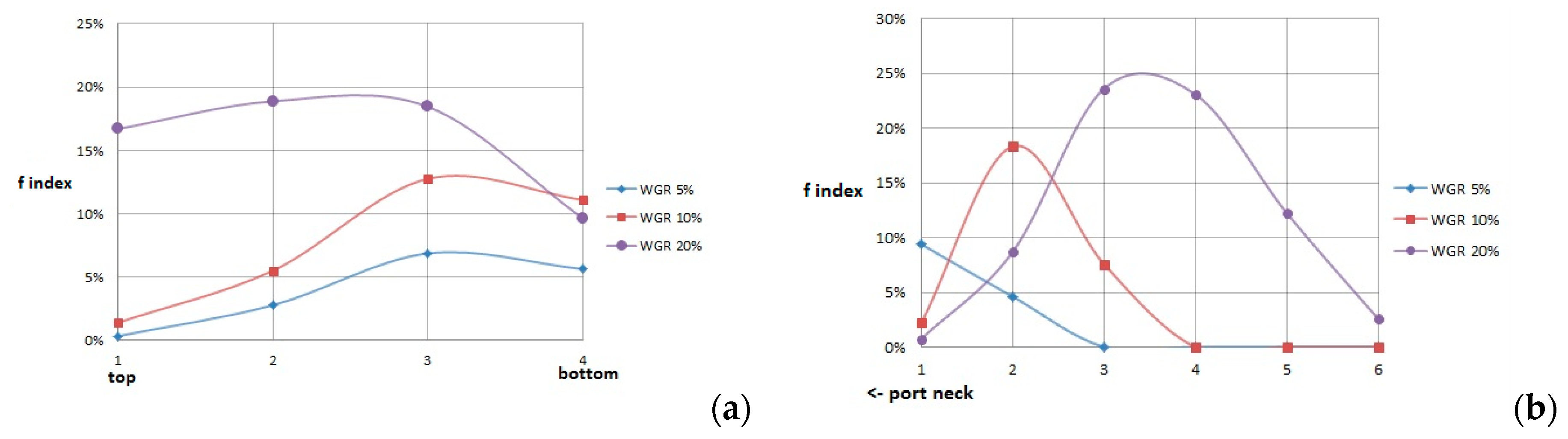
4.1. WGR—Waste Gas Recyrculation Systems
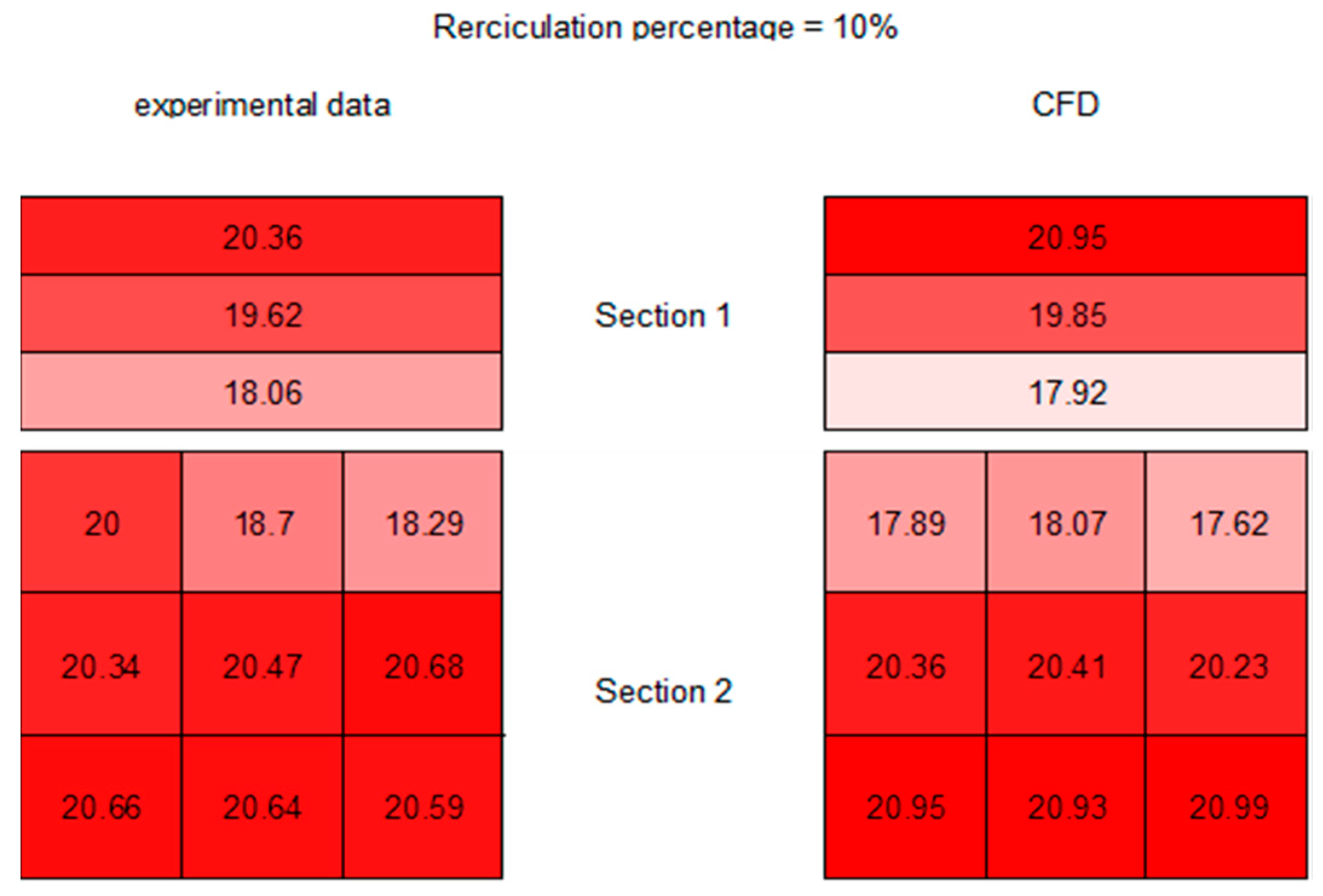
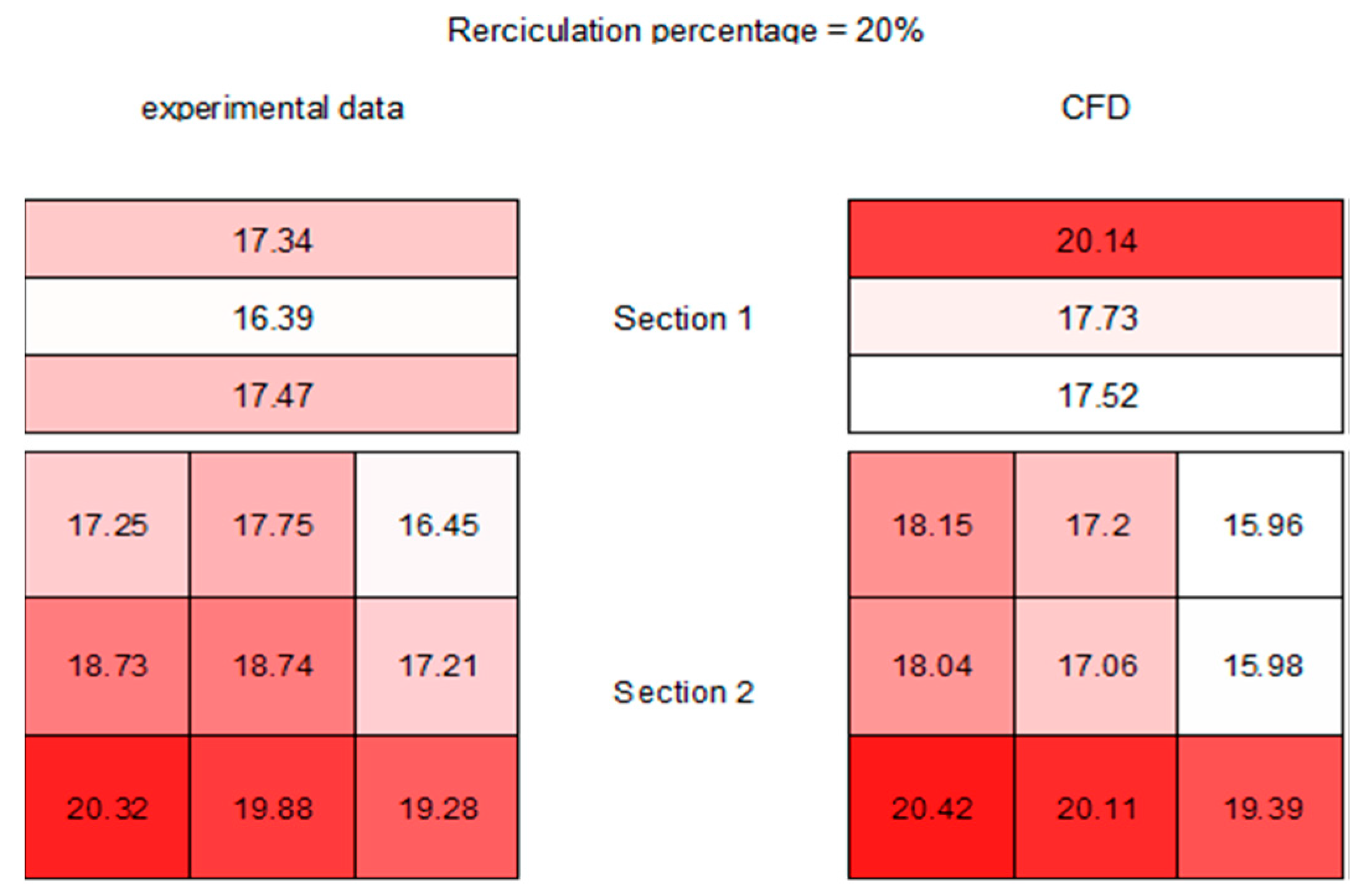
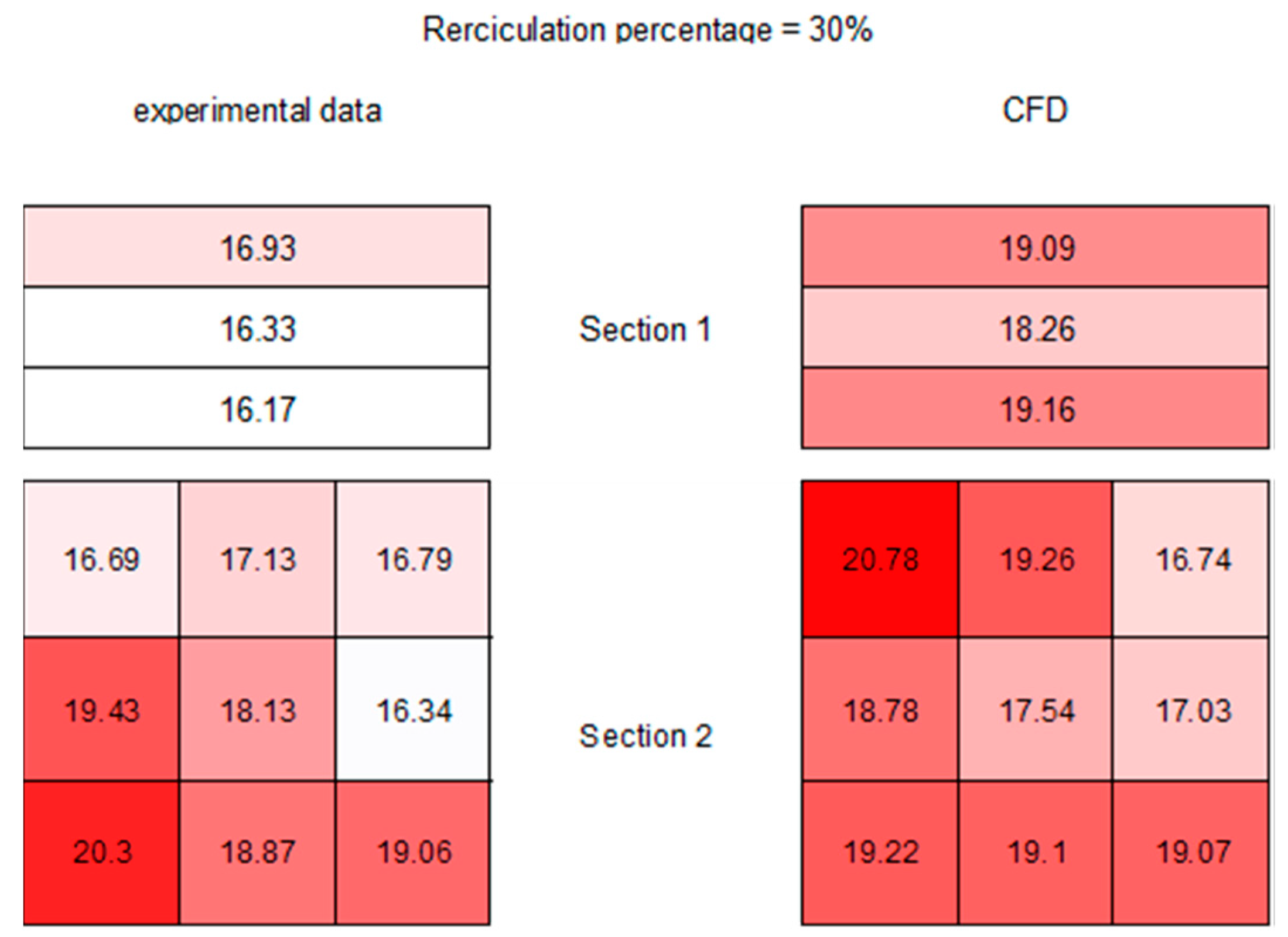
4.1.1. Simulation Campaign and Experimental Data
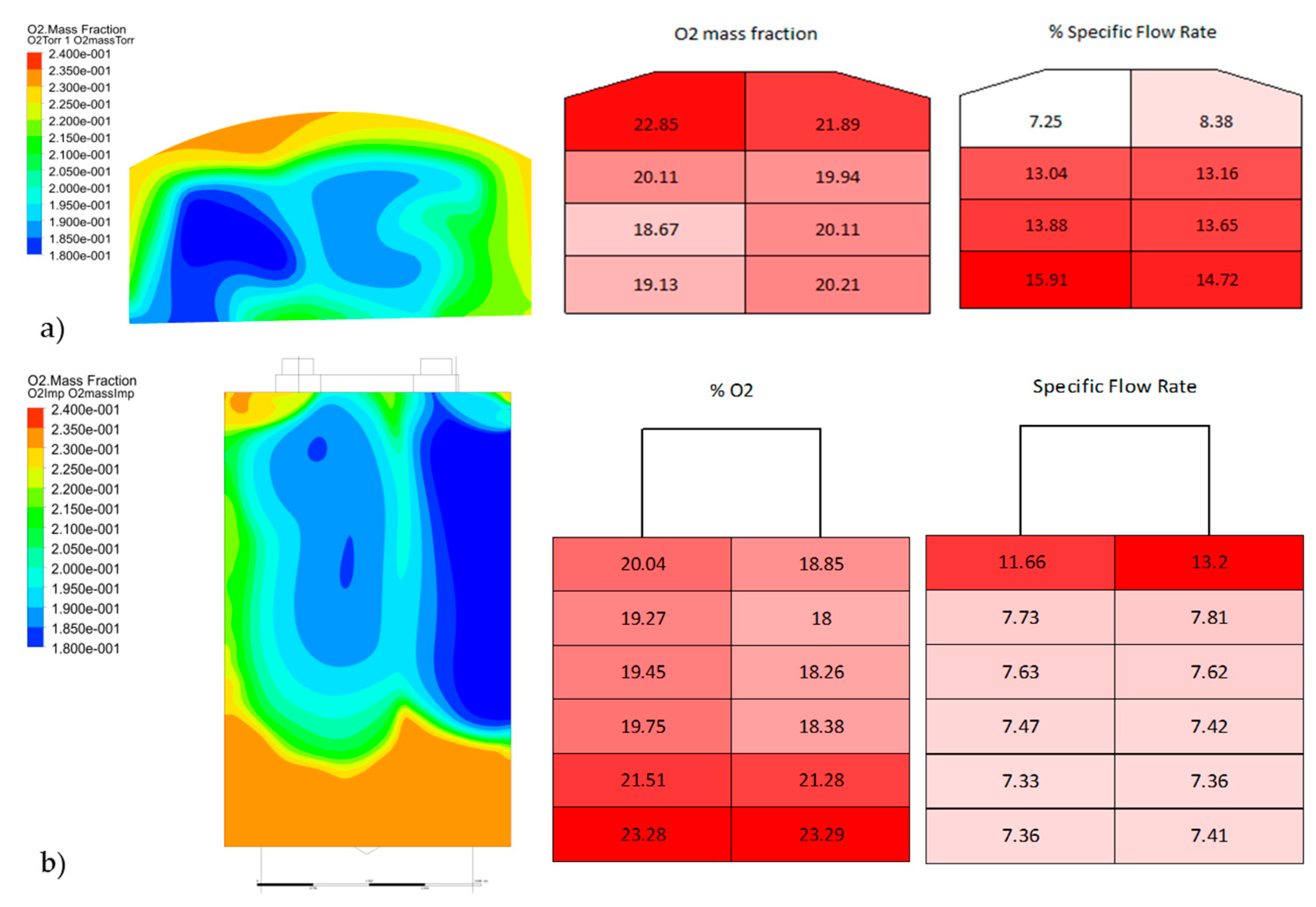
4.1.2. Configuration RC1
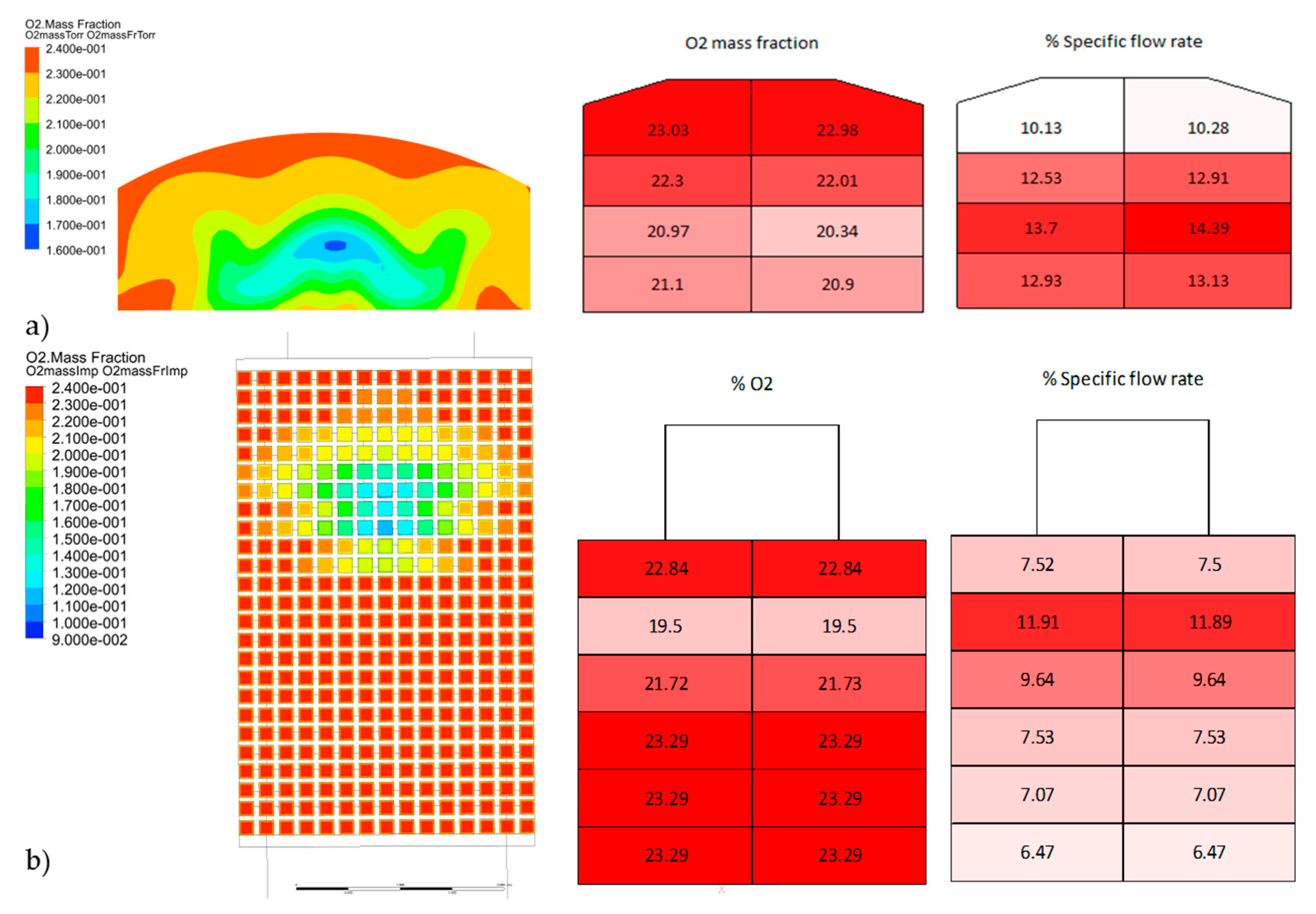
4.1.3. Configuration RC2
4.1.4. Configuration RC3
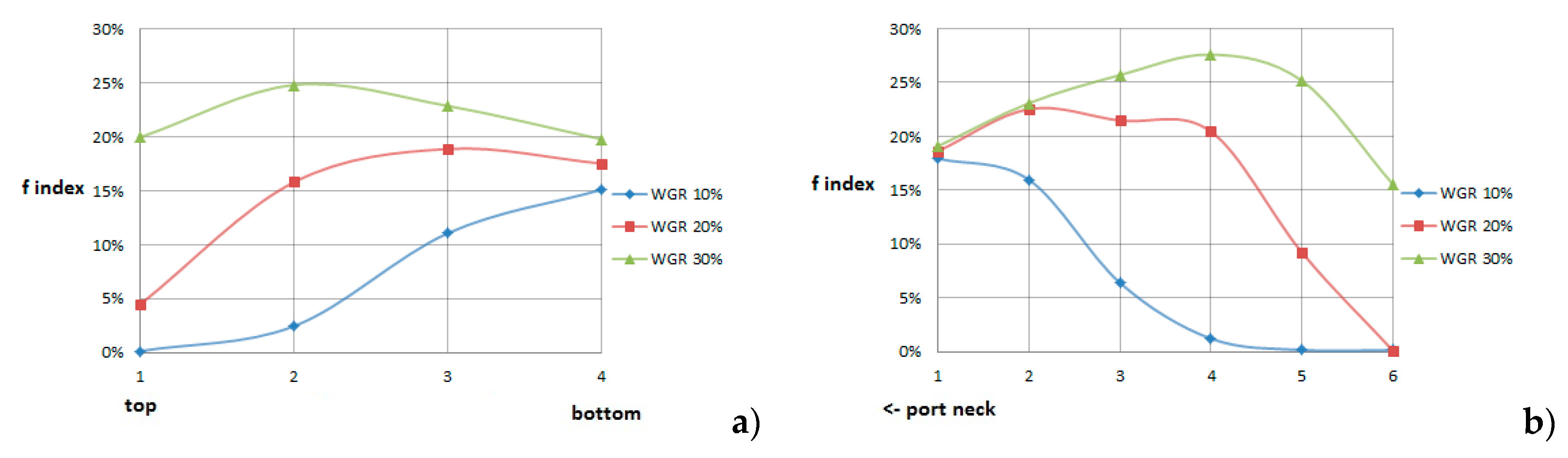
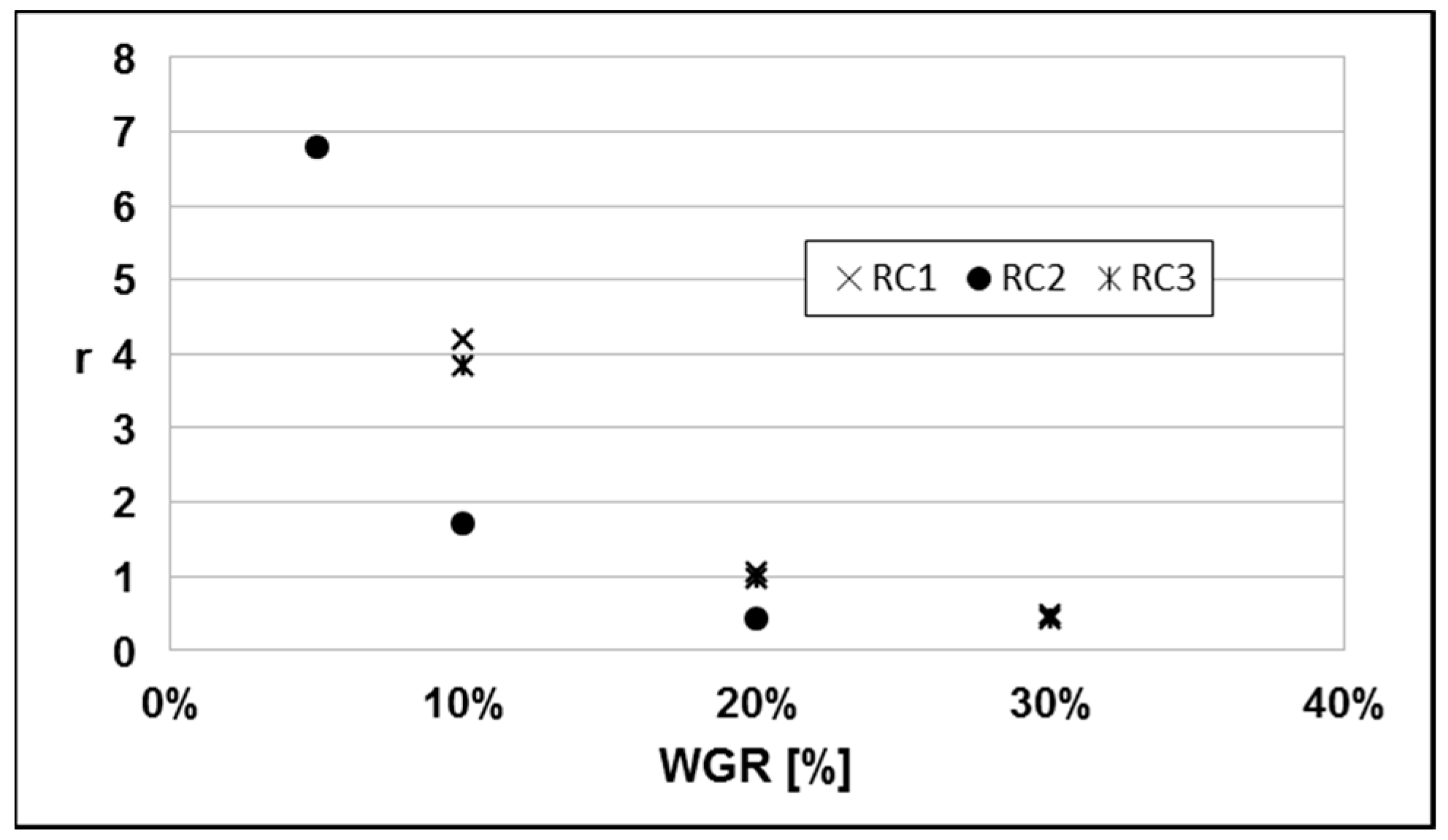
4.1.5. Momentum Index
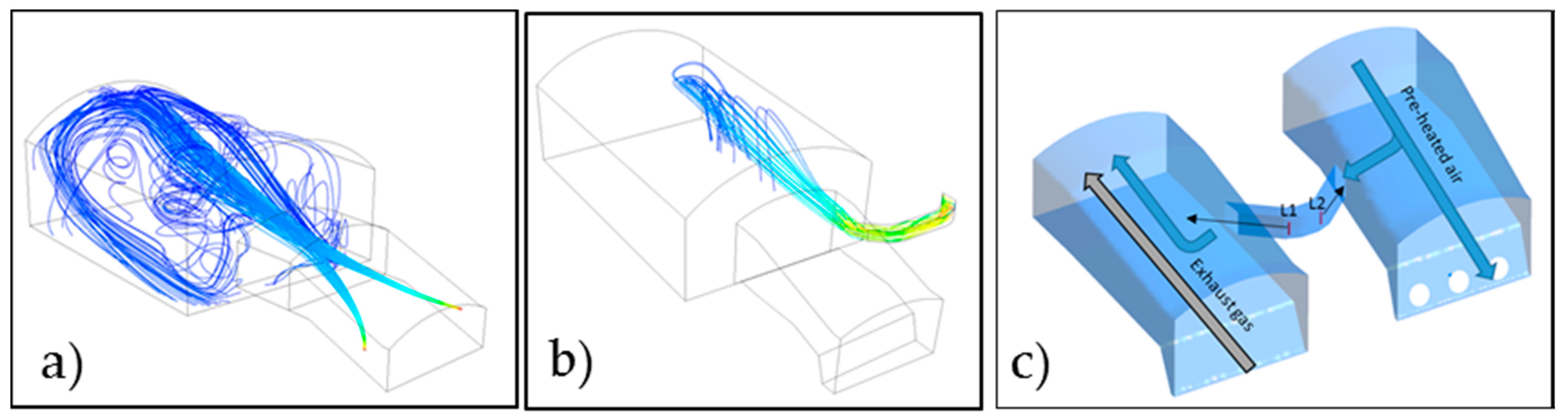
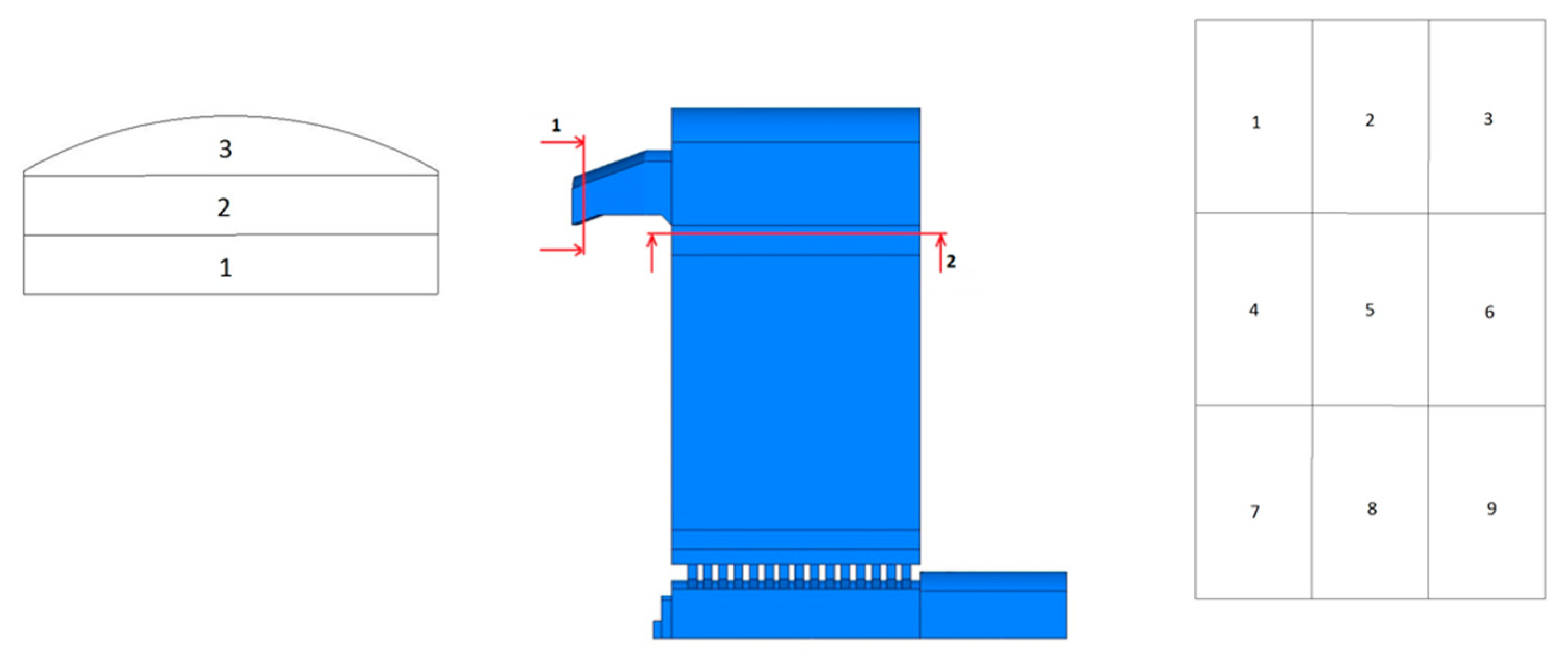
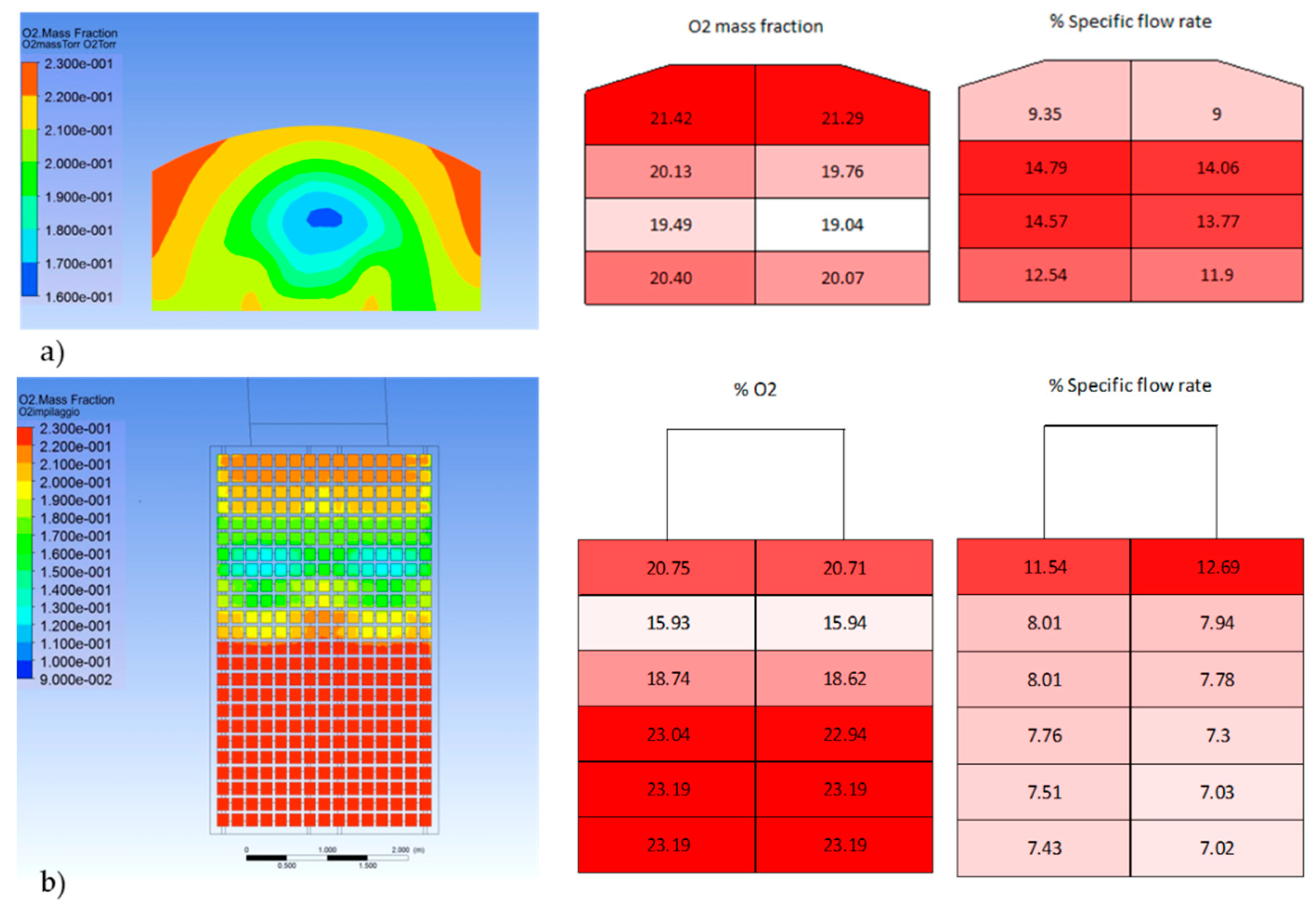
4.1.6. Recirculation System: Regenerative Chamber Inlet Section Details
4.2. HyAS—Hybrid Air Staging Solution
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| A | Area |
| f | Index of local recirculated gas |
| m | Mass flow rate [kg/s] |
| q | Momentum [kg m/s2] |
| r | Momentum ratio |
| r′ | Momentum index |
| v | Velocity [m/s] |
| ρ | Density [kg/m3] |
| [X] | Molar fraction |
| YX | Mass fraction |
| Acronyms | |
| CC | Combustion Chamber |
| CFD | Computational Fluid Dynamics |
| HRS | Heat Recovery System |
| HyAS | Hybrid Air Staging |
| RC | Regenerative Chamber |
| WGR | Waste Gas Recirculation |
References
- Zeldovich, Y.B. The oxidation of nitrogen in combustion explosions. Acta Physiochim. 1946, 21, 577–628. [Google Scholar]
- Skalska, K.; Miller, J.S.; Ledakowicz, S. Trends in NOx abatement: A review. Sci. Total Environ. 2010, 408, 3976–3989. [Google Scholar] [CrossRef] [PubMed]
- Scalet, B.M.; Garcia Muñoz, M.; Sissa, A.Q.; Roudier, S.; Delgado Sancho, L. “Best Available Tecniques (BAT) Reference Document for The Manufacture of Glass”, Industrial Emission Directive 2010/75/EU. Integrated Pollution Prevention and Control; Joint Research Centre (JRC): Seville, Spain, 2013. [Google Scholar]
- LIFE Project “LIFE 12 ENV/IT/001020”. Available online: http://ec.europa.eu/environment/life/project/Projects (accessed on 18 June 2019).
- PRIMEGLASS LIFE Project. Available online: http://www.primeglass.it/ (accessed on 18 June 2019).
- Zarrinehkafsh, M.T.; Sadrameli, S.M. Simulation of fixed bed regenerative heat exchangers for flue gas heat recovery. Appl. Therm. Energy 2004, 24, 373–382. [Google Scholar] [CrossRef]
- Yakinthos, K.; Missirlis, D.; Sideridis, A.; Vlahostergios, Z.; Seite, O.; Goulas, A. Modelling operation of system of recuperative heat exchangers for aero engine with combined use of porosity model and thermo-mechanical model. In Engineering Applications of Computational Fluid Mechanics; Taylor & Francis: Boca Raton, FL, USA, 2012; Volume 6, pp. 608–621. [Google Scholar]
- Sardeshpande, V.; Anthony, R.; Gaitonde, U.N.; Banerjee, R. Performance analysis for glass furnace regenerator. Appl. Energy 2011, 88, 4451–4458. [Google Scholar] [CrossRef]
- Reboussin, Y.; Fourmigué, J.F.; Marty, P.; Citti, O. A numerical approach for the study of glass furnace regenerators. Appl. Therm. Energy 2005, 25, 2299–2320. [Google Scholar] [CrossRef] [Green Version]
- Basso, D.; Cravero, C.; Reverberi, A.P.; Fabiano, B. CFD Analysis of regenerative chambers for energy efficiency improvement in glass production plants. Energies 2015, 8, 8945–8961. [Google Scholar] [CrossRef]
- Cravero, C.; Marsano, D. Numerical simulation of regenerative chambers for glass production plants with a non-equilibrium heat transfer model. WSEAS Trans. Heat Mass Transf. 2017, 12, 21–29. [Google Scholar]
- Cogliandro, S.; Cravero, C.; Marini, M.; Spoladore, A. Simulation strategies for regenerative chambers in glass production plants with strategic exhaust gas recirculation system. IIETA Int. J. Heat Technol. 2017, 35, S449–S455. [Google Scholar] [CrossRef]
- Spliethoff, H.; Greul, U.; Rodiger, H.; Hein, K.R.G. Basic effects on NOx emissions in air staging and reburning at a bench-scale test facility. Fuel 1996, 75, 560–564. [Google Scholar] [CrossRef]
- De Domenico, D. Development of CFD Procedure for Exhaust Gas Recirculation Strategies in Glass Production Plants. Master’s Thesis, University of Genova, Genova, Italy, 2018. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometrical Parameters | RC1 | RC2 | RC3 |
|---|---|---|---|
| Aexhaust/Aair | 0.1 | 0.05 | 0.08 |
| Aexhaust/Aexit | 0.16 | 0.1 | 0.17 |
| Bottom chamber aspect ratio | 2.2 | 3.9 | 4 |
| Top chamber aspect ratio | 1.6 | 1.5 | 1.6 |
| Subdomains | Mesh Type | n° of Elements | |
|---|---|---|---|
| Bottom chamber |  | Struct. | 2M–4M |
| Arches |  | Struct. | 500 k |
| Checkers zone |  | Struct. | 1M–2M |
| Top chamber |  | Struct. | 1M–2M |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cravero, C.; De Domenico, D. The Use of CFD for the Design and Development of Innovative Configurations in Regenerative Glass Production Furnaces. Energies 2019, 12, 2455. https://doi.org/10.3390/en12132455
Cravero C, De Domenico D. The Use of CFD for the Design and Development of Innovative Configurations in Regenerative Glass Production Furnaces. Energies. 2019; 12(13):2455. https://doi.org/10.3390/en12132455
Chicago/Turabian StyleCravero, Carlo, and Davide De Domenico. 2019. "The Use of CFD for the Design and Development of Innovative Configurations in Regenerative Glass Production Furnaces" Energies 12, no. 13: 2455. https://doi.org/10.3390/en12132455