
Study on the Properties and Heavy Metal Solidification Characteristics of Sintered Ceramsites Composed of Magnesite Tailings, Sewage Sludge, and Coal Gangue

Abstract
:1. Introduction
2. Materials and Methods
2.1. Characterization of Materials
2.2. Methods
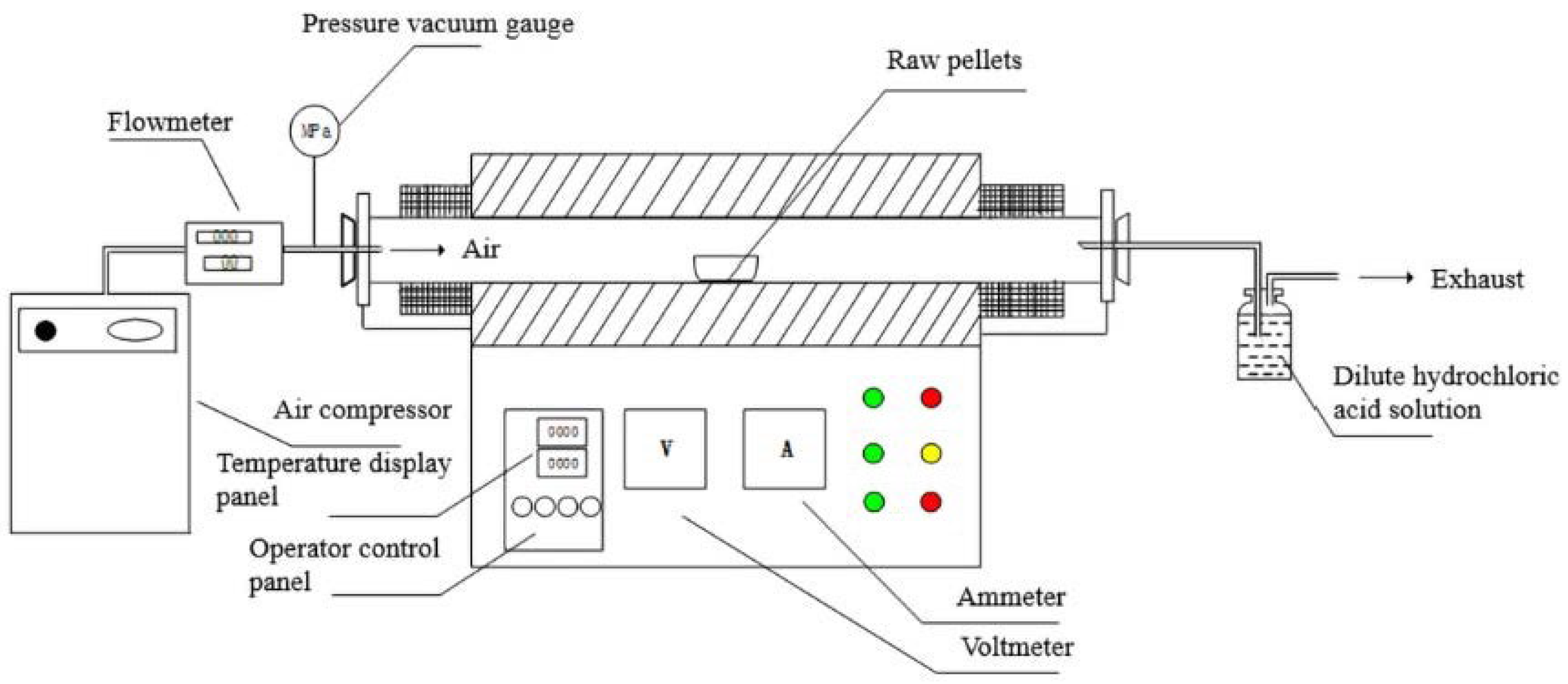
2.2.1. Experimental Operation Process
2.2.2. Characterization of Ceramsite
3. Results and Discussion
3.1. Thermal Characteristics of Materials
3.2. The Properties of Sintered Ceramsite
3.2.1. The Properties of Sintered Ceramsite with Different Material Ratios
3.2.2. Crystal Phase Analyses
3.2.3. Morphology Structure Analyses
3.3. The Solidification Characteristics of Heavy Metals at Different Sintering Temperatures
3.3.1. Total Heavy Metals Concentration in Ceramsite
3.3.2. Morphological Occurrence of Heavy Metals in Ceramsite
3.3.3. Heavy Metal Leaching Characteristics of Ceramsite
3.3.4. The Comprehensive Toxicity Evaluation Index of Ceramsite
4. Conclusions
- (1)
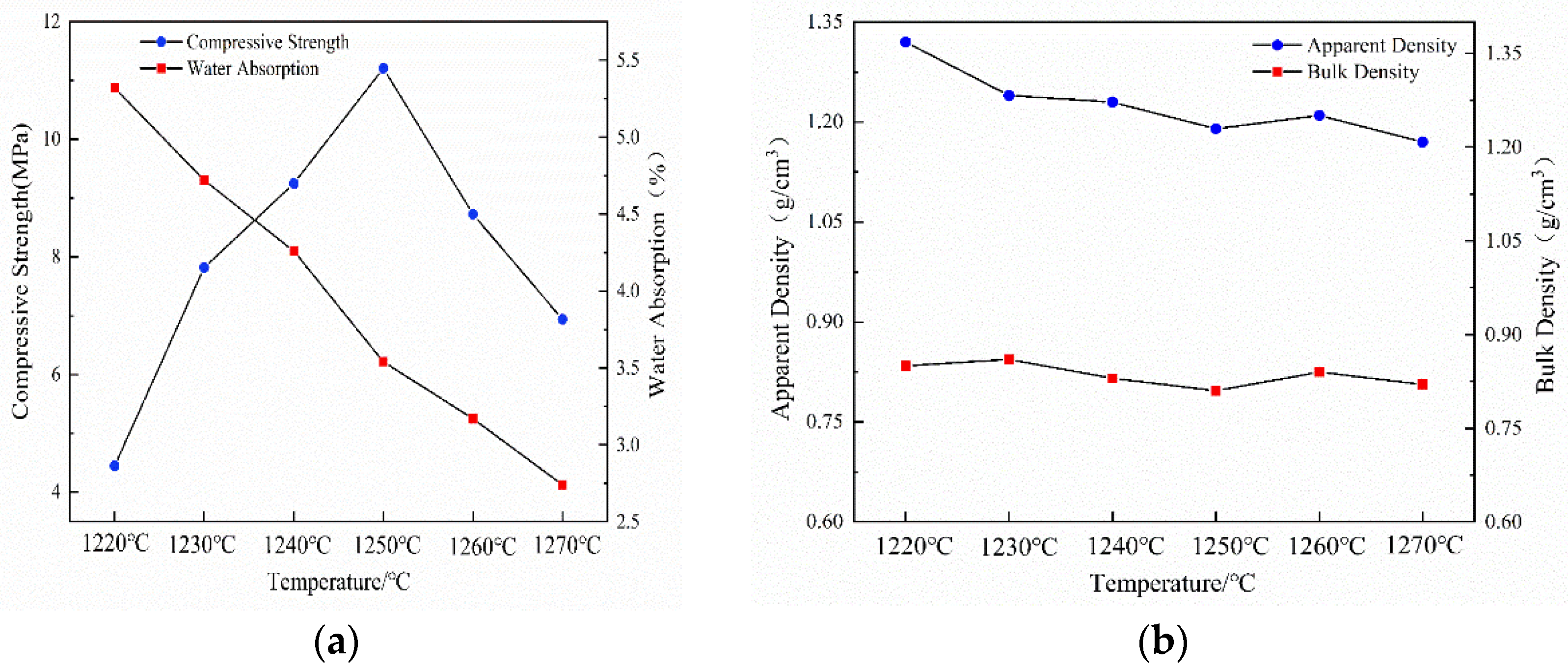
- Under the conditions of an SS:CG:MT ratio and a sintering temperature of 4.5:4:1.5 and 1250 °C, respectively, the compressive strength of the ceramsite reached 11.21 MPa, superior to the 900-density grade in the Chinese national standard, and the water absorption, apparent density, and bulk density were 3.54%, 1.19 g/cm3, and 0.81 g/cm3, respectively.
- (2)
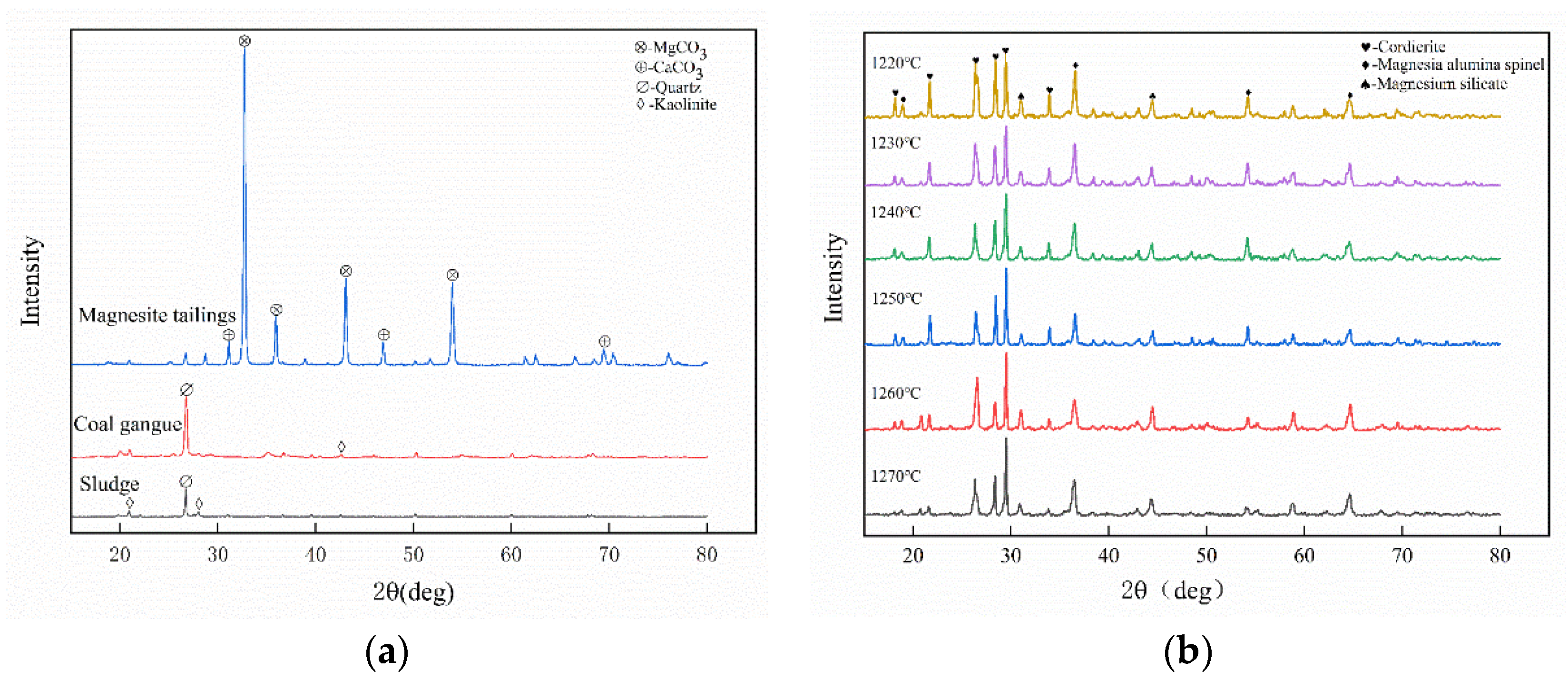
- Due to the addition of magnesite tailings, cordierite (Mg2Al4Si5O18), magnesia–alumina spinel (MgAl2O4), and magnesium silicate (MgSiO3) were generated. This improved the compressive strength of the ceramsite. The uniform pore structure formed inside the ceramsite not only increased the compressive strength but also contributed to the solidification of heavy metals.
- (3)
- The concentration of heavy metals, namely, Zn, Mn, and Ni, in ceramsite decreased to 336, 222, and 125 mg/kg, respectively, less than one-third of the concentration in the raw pellets. All the heavy metals in the ceramsite existed in the form of FD at a level higher than 95%, enhancing stability. The leaching concentrations of Zn, Cu, Cr, and Ni were 0.722, 0.887, 0.201, and 0.249 mg/L, respectively (Pb was undetected), all far below the limit. In addition, the OPTI index of the ceramsite was only 236.92, less than one–fifth of the raw pellets, indicating that it is safe for the environment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- He, H.; Yue, Q.; Su, Y.; Gao, B.; Gao, Y.; Wang, J.; Yu, H. Preparation and mechanism of the sintered bricks produced from Yellow River silt and red mud. J. Hazard. Mater. 2012, 203–204, 53–61. [Google Scholar] [CrossRef]
- Huang, K.; Deng, M.; Mo, L.; Wang, Y. Early age stability of concrete pavement by using hybrid fiber together with MgO expansion agent in high altitude locality. Constr. Build. Mater. 2013, 48, 685–690. [Google Scholar] [CrossRef]
- Wang, N.; Chen, M.; Li, Y.; Ni, H. Preparation of MgO whisker from magnesite tailings and its application. Trans. Nonferr. Met. Soc. China 2011, 21, 2061–2065. [Google Scholar] [CrossRef]
- Sun, Y.H.; Yang, Z.H.; Zhao, J.J.; Li, Q. Functional Diversity of Microbial Communities in Sludge-Amended Soils. Phys. Procedia 2012, 33, 726–731. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Tariq, R.; Shahbaz, M.; Naqvi, M.; Aslam, M.; Khan, Z.; Mackey, H.; Mckay, G.; Al-Ansari, T. Recent developments on sewage sludge pyrolysis and its kinetics: Resources recovery, thermogravimetric platforms, and innovative prospects. Comput. Chem. Eng. 2021, 150, 107325. [Google Scholar] [CrossRef]
- Lima, A.T.; Ottosen, L.M.; Ribeiro, A.B. Assessing fly ash treatment: Remediation and stabilization of heavy metals. J. Environ. Manag. L. 2010, 95, S110–S115. [Google Scholar] [CrossRef]
- Zhao, Y.; Qiu, J.; Ma, Z.; Sun, X. Eco-friendly treatment of coal gangue for its utilization as supplementary cementitious materials. J. Clean. Prod. 2021, 285, 124834. [Google Scholar] [CrossRef]
- Tan, W.-F.; Wang, L.-A.; Huang, C. Environmental effects of coal gangue and its utilization. Energy Sources Part Recovery Util. Environ. Eff. 2016, 38, 3716–3721. [Google Scholar] [CrossRef]
- Guo, W.; Xi, B.; Huang, C.; Li, J.; Tang, Z.; Li, W.; Ma, C.; Wu, W. Solid waste management in China: Policy and driving factors in 2004–2019. Resour. Conserv. Recycl. 2021, 173, 105727. [Google Scholar] [CrossRef]
- Wei, Y.-L.; Cheng, S.-H.; Ou, K.-T.; Kuo, P.-J.; Chung, T.-H.; Xie, X.-Q. Effect of calcium compounds on lightweight aggregates prepared by firing a mixture of coal fly ash and waste glass. Ceram. Int. 2017, 43, 15573–15579. [Google Scholar] [CrossRef]
- Riley, C.M. Relation of Chemical Properties to the Bloating of Clays. J. Am. Ceram. Soc. 1951, 34, 121–128. [Google Scholar] [CrossRef]
- Nakouzi, S.; Mielewski, D.; Ball, J.C.; Kim, B.R.; Salemeen, I.T.; Bauer, D.; Narula, C.K. A novel approach to paint sludge recycling: Reclaiming of paint sludge components as ceramic composites and their applications in reinforcement of metals and polymers. J. Mater. Res. 1998, 13, 53–60. [Google Scholar] [CrossRef]
- Cheng, G.; Li, Q.; Su, Z.; Sheng, S.; Fu, J. Preparation, optimization, and application of sustainable ceramsite substrate from coal fly ash/waterworks sludge/oyster shell for phosphorus immobilization in constructed wetlands. J. Clean. Prod. 2018, 175, 572–581. [Google Scholar] [CrossRef]
- Bouachera, R.; Kasimi, R.; Ibnoussina, M.; Hakkou, R.; Taha, Y. Reuse of sewage sludge and waste glass in the production of lightweight aggregates. Mater. Today Proc. 2021, 37, 3866–3870. [Google Scholar] [CrossRef]
- Liu, M.; Guo, J.; Shao, Y. Effects of CaO and MgO contents on the properties of lightweight aggregate produced from municipal solid wastes. Constr. Build. Mater. 2020, 259, 120398. [Google Scholar] [CrossRef]
- Geng, Y.-M.; Zhang, C.-B.; Zhang, Y.; Huang, D.-D.; Yan, S.-X.; Sun, T.-F.; Cheng, L.; Wang, J.; Mao, Y.-X. Speciation and Ecological Risk Assessment of Heavy Metal(loid)s in the Municipal Sewage Sludge of China. Huan Jing Ke Xue 2021, 42, 4834–4843. [Google Scholar] [CrossRef] [PubMed]
- Yu, R.; Hu, G.; Qi, H.; Hong, X. Assessment of toxicity of heavy metal contaminated dustfall in different city zones of QuanZhou by toxicity characteristic leaching procedure. In Proceedings of the 2011 International Conference on Electric Technology and Civil Engineering (ICETCE), Lushan, China, 22–24 April 2011; pp. 3936–3939. [Google Scholar]
- Li, R.; Li, Y.; Yang, T.; Wang, L.; Wang, W. A new integrated evaluation method of heavy metals pollution control during melting and sintering of MSWI fly ash. J. Hazard. Mater. 2015, 289, 197–203. [Google Scholar] [CrossRef]
- Chen, Y.; Shi, J.; Rong, H.; Zhou, X.; Chen, F.; Li, X.; Wang, T.; Hou, H. Adsorption mechanism of lead ions on porous ceramsite prepared by co-combustion ash of sewage sludge and biomass. Sci. Total Environ. 2020, 702, 135017. [Google Scholar] [CrossRef]
- Tessier, A.; Campbell, P.G.C.; Bisson, M. Sequential extraction procedure for the speciation of particulate trace metals. Anal. Chem. 1979, 51, 844–851. [Google Scholar] [CrossRef]
- Chang, E.E.; Chiang, P.C.; Lu, P.H.; Ko, Y.W. Comparisons of metal leachability for various wastes by extraction and leaching methods. Chemosphere 2001, 45, 91–99. [Google Scholar] [CrossRef]
- Yukselen, M.A.; Alpaslan, B. Leaching of metals from soil contaminated by mining activities. J. Hazard. Mater. 2001, 87, 289–300. [Google Scholar] [CrossRef]
- Zhang, J.; Su, P.; Li, Y.; Li, L. Environmental investigation of bio-modification of steel slag through microbially induced carbonate precipitation. J. Environ. Sci. 2021, 101, 282–292. [Google Scholar] [CrossRef]
- Brik, M.G. First-principles calculations of structural, electronic, optical and elastic properties of magnesite MgCO3 and calcite CaCO3. Phys. B Condens. Matter 2011, 406, 1004–1012. [Google Scholar] [CrossRef]
- Bai, L.; Deng, Y.; Han, Y.; Zhao, W. Thermal Decomposition Process and Kinetics of Micro-fine Magnesite. J. Northeast. Univ. Nat. Sci. 2018, 39, 398. [Google Scholar] [CrossRef]
- Hu, Y.J.; Ning, F.Y.; Zhong, Y.J. Study of the pyrolytic characteristics of and the dynamic law governing municipal sewage water and sludge. Reneng Dongli Gongcheng J. Eng. Therm. Energy Power 2012, 27, 253–258. [Google Scholar] [CrossRef]
- Furlani, E.; Tonello, G.; Maschio, S.; Aneggi, E.; Minichelli, D.; Bruckner, S.; Lucchini, E. Sintering Behaviour of Ceramics Containing Paper Sludge, Glass Cullet and Different Types of Clayey Materials. Adv. Sci. Technol. 2010, 68, 120–125. [Google Scholar]
- Wang, J.; Gong, M.; Qiao, X.; Yao, J. Effect of High-Temperature Calcination and Mechanically Ball-Milling on Coal-Gangue Reactivity. J. East China Univ. Sci. Technol. 2007, 33, 765–768. [Google Scholar] [CrossRef]
- Cheng, H.; Liu, Q.; Yang, J.; Ma, S.; Frost, R.L. The thermal behavior of kaolinite intercalation complexes-A review. Thermochim. Acta 2012, 545, 1–13. [Google Scholar] [CrossRef]
- Dong, Z.; Xia, J.; Fan, C.; Cao, J. Activity of calcined coal gangue fine aggregate and its effect on the mechanical behavior of cement mortar. Constr. Build. Mater. 2015, 100, 63–69. [Google Scholar] [CrossRef]
- Chinese Standard GB/T 17431.2-2010; Lightweight Aggregate and Its Test Methods-Part 2: Test Method for Lightweight Aggregates. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China; National Standardization Administration of China: Beijing, China, 2010.
- Wang, H.; Xu, J.; Liu, Y.; Sheng, L. Preparation of ceramsite from municipal sludge and its application in water treatment: A review. J. Environ. Manag. 2021, 287, 112374. [Google Scholar] [CrossRef]
- Chiou, I.-J.; Wang, K.-S.; Chen, C.-H.; Lin, Y.-T. Lightweight aggregate made from sewage sludge and incinerated ash. Waste Manag. 2006, 26, 1453–1461. [Google Scholar] [CrossRef] [PubMed]
- Chinese Standard GB/T 17431.1-2010; Lightweight Aggregate and Its Test Methods-Part 1: Lightweight Aggregates. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China; National Standardization Administration of China: Beijing, China, 2010.
- Li, C.-T.; Lee, W.-J.; Huang, K.-L.; Fsu, S.-F.; Lai, Y.-C. Vitrification of Chromium Electroplating Sludge. Environ. Sci. Technol. 2007, 41, 2950–2956. [Google Scholar] [CrossRef] [PubMed]
- Zou, J.L.; Xu, G.R.; Li, G.B. Ceramsite obtained from water and wastewater sludge and its characteristics affected by Fe2O3, CaO, and MgO. J. Hazard. Mater. 2009, 165, 995–1001. [Google Scholar] [CrossRef]
- Mi, H.; Yi, L.; Wu, Q.; Xia, J.; Zhang, B. Preparation of high-strength ceramsite from red mud, fly ash, and bentonite. Ceram. Int. 2021, 47, 18218–18229. [Google Scholar] [CrossRef]
- Yang, W.; Chen, Y.; Wang, H.; Lei, X.; Zeng, Z. Study on the preparation technology of chromium contaminated soil-fly ash ceramsite. J. Funct. Mater. 2018, 49, 9169–9179. [Google Scholar]
- Kwon, E.E.; Yi, H.; Park, J. Transesterification of Used Vegetable Oil by Magnesium Slag as Heterogeneous Catalyst (MgO–CaO/Al2O3). J. Chem. Eng. Jpn. 2012, 45, 850–856. [Google Scholar] [CrossRef]
- González-Corrochano, B.; Alonso-Azcárate, J.; Rodas, M. Effect of prefiring and firing dwell times on the properties of artificial lightweight aggregates. Constr. Build. Mater. 2014, 53, 91–101. [Google Scholar] [CrossRef]
- Zha, J.; Huang, Y.; Xia, W.; Xia, Z.; Liu, C.; Dong, L.; Liu, L. Effect of mineral reaction between calcium and aluminosilicate on heavy metal behavior during sludge incineration. Fuel 2018, 229, 241–247. [Google Scholar] [CrossRef]
- Huang, H.; Yuan, X. The migration and transformation behaviors of heavy metals during the hydrothermal treatment of sewage sludge. Bioresour. Technol. 2016, 200, 991–998. [Google Scholar] [CrossRef]
- Zhang, Y.; Cetin, B.; Likos, W.J.; Edil, T.B. Impacts of pH on leaching potential of elements from MSW incineration fly ash. Fuel 2016, 184, 815–825. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt%) | MT | SS | CG |
|---|---|---|---|
| SiO2 | 10.15 | 39.14 | 66.79 |
| Al2O3 | 3.693 | 15.75 | 30.35 |
| MgO | 33.59 | - | - |
| Fe2O3 | 1.489 | 13.70 | 0.498 |
| P2O5 | - | 12.04 | - |
| CaO | 2.91 | 13.91 | 0.175 |
| Others | 48.16 | 5.468 | 2.187 |
| Method | MT | SS | CG | |
|---|---|---|---|---|
| Proximate analysis (wt%) | Mad | 0.08 ± 0.01 | 1.06 ± 0.04 | 1.33 ± 0.01 |
| Aad | 52.4 ± 0.01 | 56.88 ± 0.04 | 50.56 ± 0.06 | |
| Vad | 46.21 ± 0.06 | 36.92 ± 0.06 | 26.62 ± 0.01 | |
| FCaad | 0.32 | 5.14 | 21.49 | |
| Elemental analysis (wt%) | Cad | 13.247 | 20.28 | 30.98 |
| Had | 0.406 | 3.318 | 1.878 | |
| Nad | - | 1.21 | 0.8465 | |
| Sad | - | 0.478 | 1.505 |
| Sample (wt%) | SS | CG | MTs |
|---|---|---|---|
| C1 | 55% | 40% | 5% |
| C2 | 52.5% | 40% | 7.5% |
| C3 | 50% | 40% | 10% |
| C4 | 47.5% | 40% | 12.5% |
| C5 | 45%% | 40% | 15% |
| C6 | 42.5 | 40% | 17.5% |
| C7 | 40% | 40% | 20% |
| C8 | 37.5% | 40% | 22.5% |
| C9 | 35% | 40% | 25% |
| Sample | Raw | 1220 °C | 1230 °C | 1240 °C | 1250 °C | 1260 °C | 1270 °C | Limits |
|---|---|---|---|---|---|---|---|---|
| Zn | 7.034 | 0.935 | 0.852 | 0.868 | 0.722 | 0.665 | 0.412 | 2.0 |
| Ni | 1.079 | 0.101 | 0.076 | 0.052 | 0.049 | 0.036 | 0.031 | 0.1 |
| Cu | 5.683 | 1.426 | 1.026 | 0.952 | 0.887 | 0.597 | 0.379 | 2.0 |
| Cr | 0.402 | 0.326 | 0.276 | 0.252 | 0.201 | 0.191 | 0.175 | 0.5 |
| Pb | 0.061 | 0.055 | 0.054 | - | - | - | - | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Xu, M.; Li, Q.; Gai, A.; Yang, T.; Li, R. Study on the Properties and Heavy Metal Solidification Characteristics of Sintered Ceramsites Composed of Magnesite Tailings, Sewage Sludge, and Coal Gangue. Int. J. Environ. Res. Public Health 2022, 19, 11128. https://doi.org/10.3390/ijerph191711128
Li Y, Xu M, Li Q, Gai A, Yang T, Li R. Study on the Properties and Heavy Metal Solidification Characteristics of Sintered Ceramsites Composed of Magnesite Tailings, Sewage Sludge, and Coal Gangue. International Journal of Environmental Research and Public Health. 2022; 19(17):11128. https://doi.org/10.3390/ijerph191711128
Chicago/Turabian StyleLi, Yanlong, Mingyuan Xu, Quan Li, Anjun Gai, Tianhua Yang, and Rundong Li. 2022. "Study on the Properties and Heavy Metal Solidification Characteristics of Sintered Ceramsites Composed of Magnesite Tailings, Sewage Sludge, and Coal Gangue" International Journal of Environmental Research and Public Health 19, no. 17: 11128. https://doi.org/10.3390/ijerph191711128