1. Introduction
Duplex stainless steels are two-phase alloys, which contain ferrite and austenite phases in their microstructures [
1,
2,
3]. This provides a combination of excellent corrosion resistance and greater strength. The strength of duplex stainless steels is about two times larger than that of austenitic stainless steels, and an improved resistance to localized corrosion is also observed. Compared to ferritic stainless steel, they also have improved toughness and ductility. This material is widely used in the chemical and petrochemical industries as a base material in pressure vessels, pipelines and containers.
One type of duplex stainless steel is 2507 (UNS S32750), which is a super duplex stainless steel designed for applications which require exceptional strength and corrosion resistance. It is an alloy of 25% chromium, 4% molybdenum and 7% nickel, which results in excellent resistance to chloride pitting and crevice corrosion attacks [
4]. Its duplex structure provides 2507 with exceptional resistance to pitting and chloride stress corrosion cracking. In duplex stainless steels, several phase transformations can happen in the 300–1000 °C temperature range, generating segregation and the precipitation of new phases. A significant deterioration of the mechanical properties can be caused by the appearance of these phases [
5,
6]. The most significant phase transformation in duplex stainless steels is the eutectoidal decomposition of δ-ferrite while it transforms into the σ-phase and secondary austenite (δ→σ + γ
2) [
7]. The appearance of the σ-phase dramatically decreases the ductility of duplex stainless steel. Considering that these steels are widely used as construction materials, a nondestructive inspection of this process is of extremely great practical importance.
In contrast to destructive tests, nondestructive testing methods do not directly measure the mechanical properties of the investigated material, and before the practical application of any of them, their results must be carefully compared to the standardized destructive methods, such as—for instance—hardness measurements. Duplex stainless steels are ferromagnetic materials. This means that magnetic techniques can be used successfully for this purpose. Some magnetic properties are rather sensitive to the microstructure of the material, as described in [
8]. The possible applications of magnetic methods in nondestructive evaluations are given in [
9,
10,
11].
The effect of the sigma phase on the properties of duplex stainless steel was studied, verifying the detrimental effects of small percentages on corrosion resistance and toughness [
7]. Saturation magnetization measurements were applied in a DC magnetometer to measure the amount of steel that was in the ferrite phase. These methods were found to be suitable to detect small percentages of the microstructure that were in the sigma phase.
A novel method of magnetic nondestructive testing has been developed recently. This method is called magnetic adaptive testing (MAT) [
12]. With this technique, the investigated specimens are magnetized by a magnetizing yoke, and reliable parameters can be determined from the series of minor magnetic hysteresis loops. As an illustration of this method, similar samples to those studied in the present work (cold-rolled stainless steel) were measured [
13].
It was demonstrated that magnetic quantities, which are closely related to the samples’ structural variation, main coercivity and remanence magnetization, can be determined much more sensitively from minor loops than from the major one. Consequently, the outcomes of analyses of the minor loops are more helpful than those of the conventional major loop measurements, and MAT is highly suitable for the sensitive and nondestructive characterization of structural changes in such materials. Another advantageous feature of this method is the confirmation that reliable parameters can be obtained by using the series of minor loops without magnetic saturation of the samples. Moreover, these measurements can be taken with a magnetizing yoke attached to the sample, and the yoke does not have to be special or large.
In a very recent work [
14], the influence of heat treatment and that of plastic deformation were investigated upon the appearance of the sigma phase in 2507 duplex stainless steel. In this study, only the thermoelectric power measurements and magnetic saturation polarization were applied to monitor the microstructural changes generated by cold rolling and heat treatment. It was demonstrated that the magnetic saturation measurement and the thermo-electric power measurements were useful tools for monitoring the sigma-phase formation generated by heat input in 2507 duplex stainless steels. In the present work, the same sample set was investigated using MAT measurements in order to emphasize the capabilities and effectiveness of this method, compared to traditional magnetic measurements.
The purpose of the present work is to apply the MAT method to several series of cold-rolled and heat-treated 2507 duplex stainless steel, to compare the MAT results with the results of traditional DC magnetometry and also to compare the nondestructively determined magnetic parameters with the Vickers hardness of the samples.
3. Results
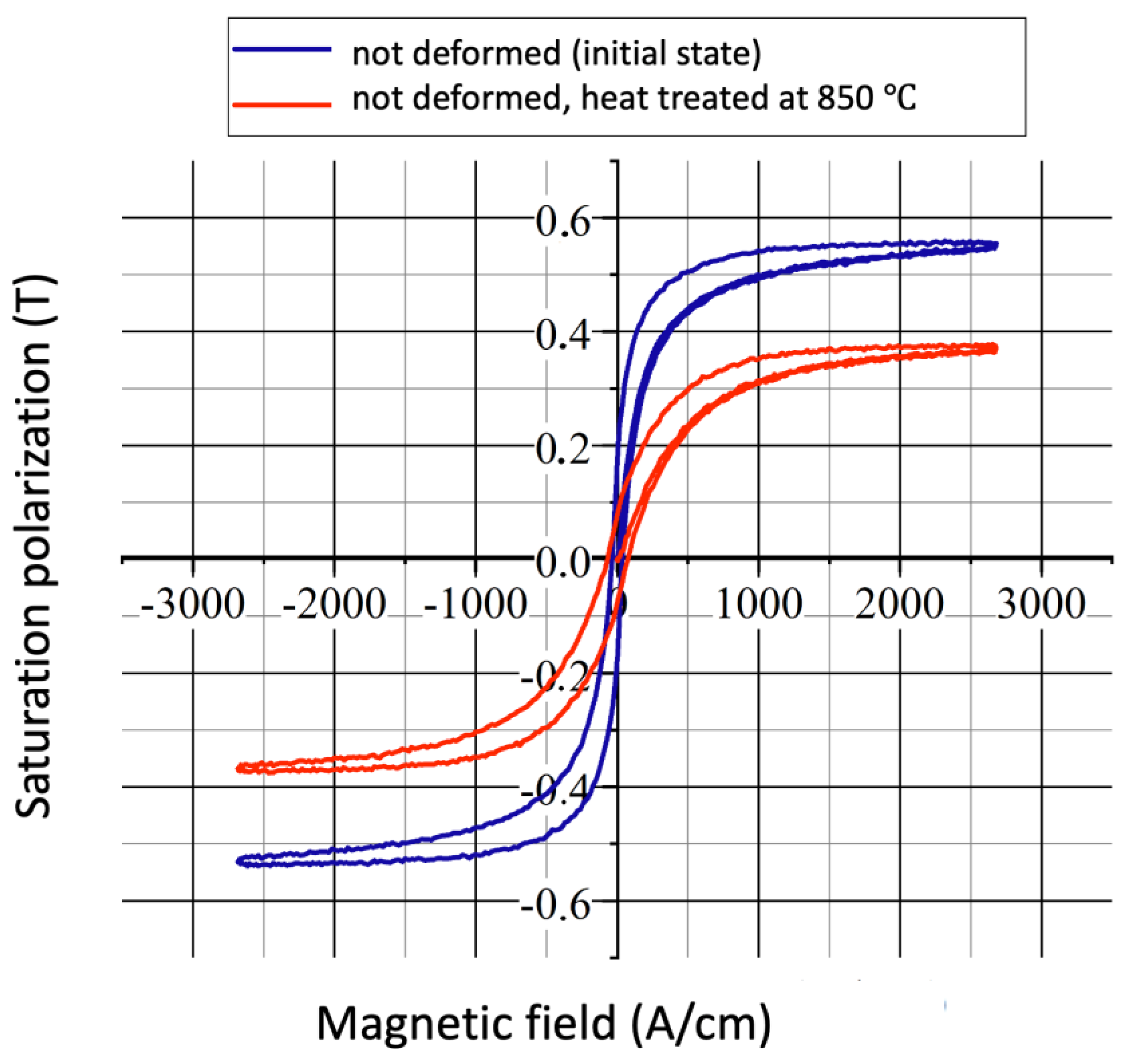
All of the samples were measured using the two methods previously mentioned. The results of the DC magnetic measurements and magnetization curves of the undeformed heat-treated samples can be seen in
Figure 6.
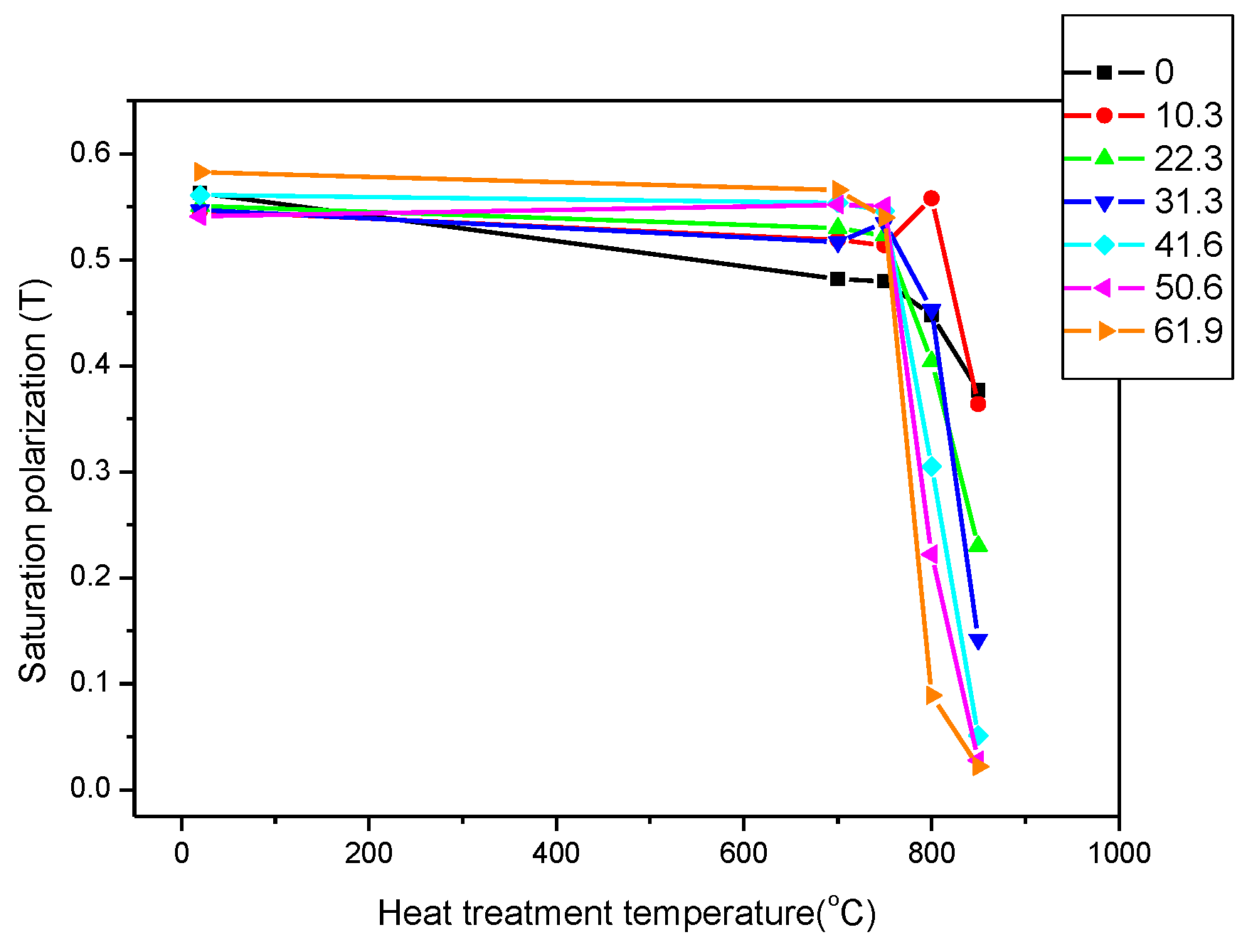
The saturation polarization is shown as a function of the temperature of the heat treatment in
Figure 7. It clearly demonstrates that the magnetic parameters of unannealed (heat treatment temperature, T = 20 °C) samples in the figure were very close to each other, and even rolling reductions had no effect on their value. Heat treatments below 700 °C also had virtually no effect on the magnetic behaviour of the material, regardless of the rolling reduction. However, with heat treatments above 700 °C, the magnetic parameters started to decrease rapidly in all cases. Heat treatments at temperatures of 800 °C and 850 °C caused remarkable differences in the magnetic behaviours of the differently deformed samples.
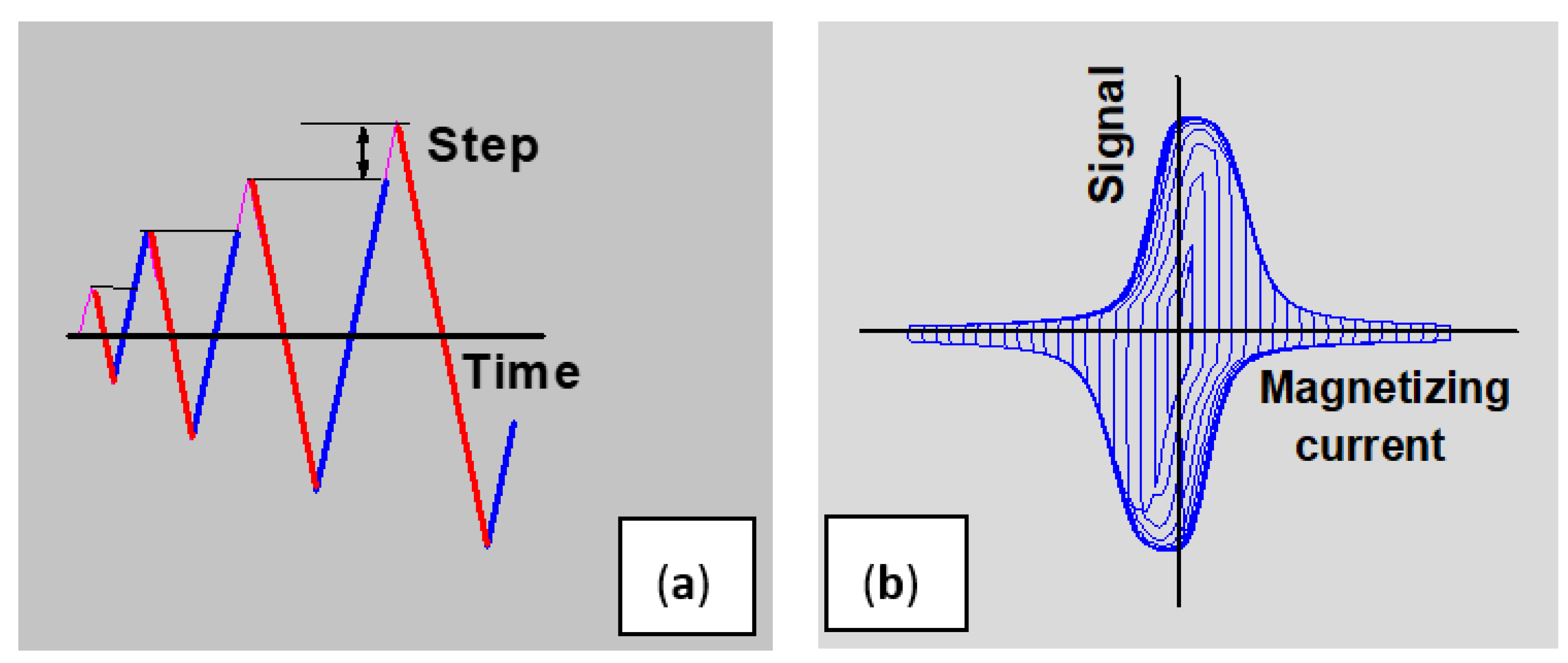
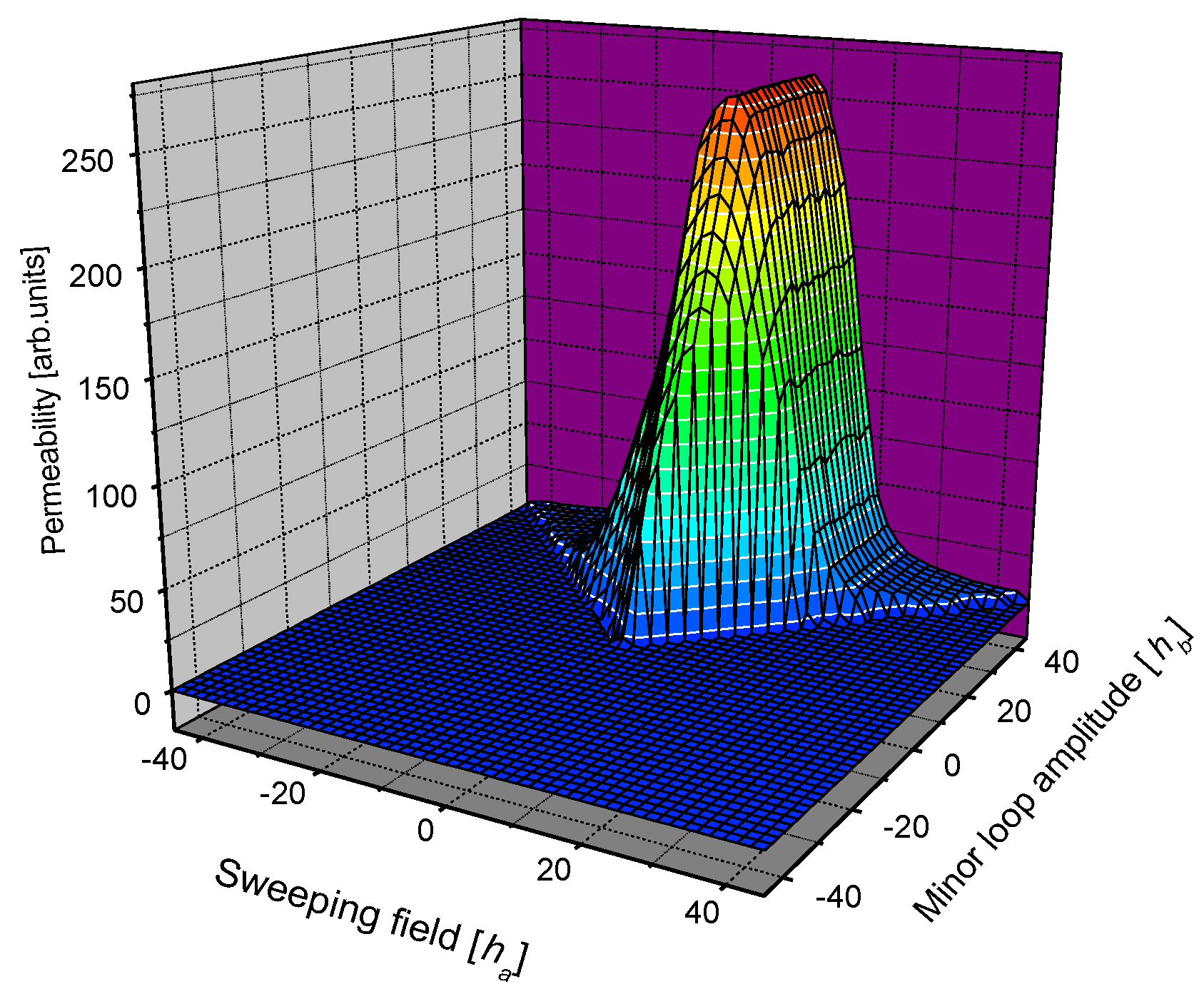
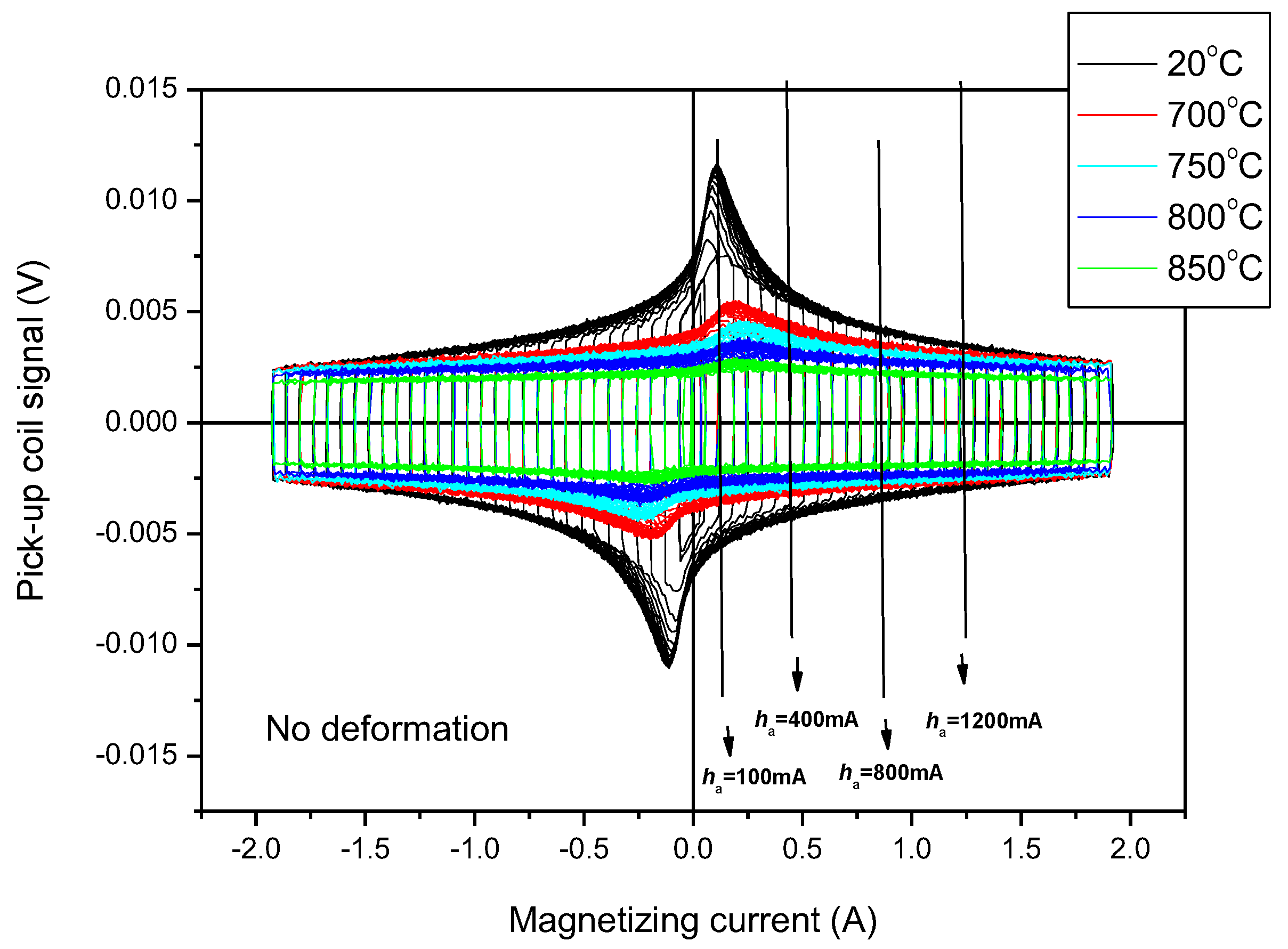
As an illustration of the MAT measurements, the series of measured permeability loops for samples without a rolling reduction is shown in
Figure 8. The signal of the pick-up coil can be viewed as a function of the magnetizing current. (Minor loops are well-illustrated in the graphs.) The parameter is the temperature of the heat treatment. The influence of the heat treatments is reflected very well, especially if the maximal value of the permeability is considered. Some of the values of the magnetizing fields are marked, and an explanation can be found below.
The permeability loops illustrated above were used for calculating the
m matrices. Considering that the most visible effect of the heat treatment is in the region where the magnetizing current is around
ha = 100 mA (see
Figure 8 at the first arrow, which is close to the maximal permeability of samples),
ha = 100 mA MAT descriptors were calculated at the beginning.
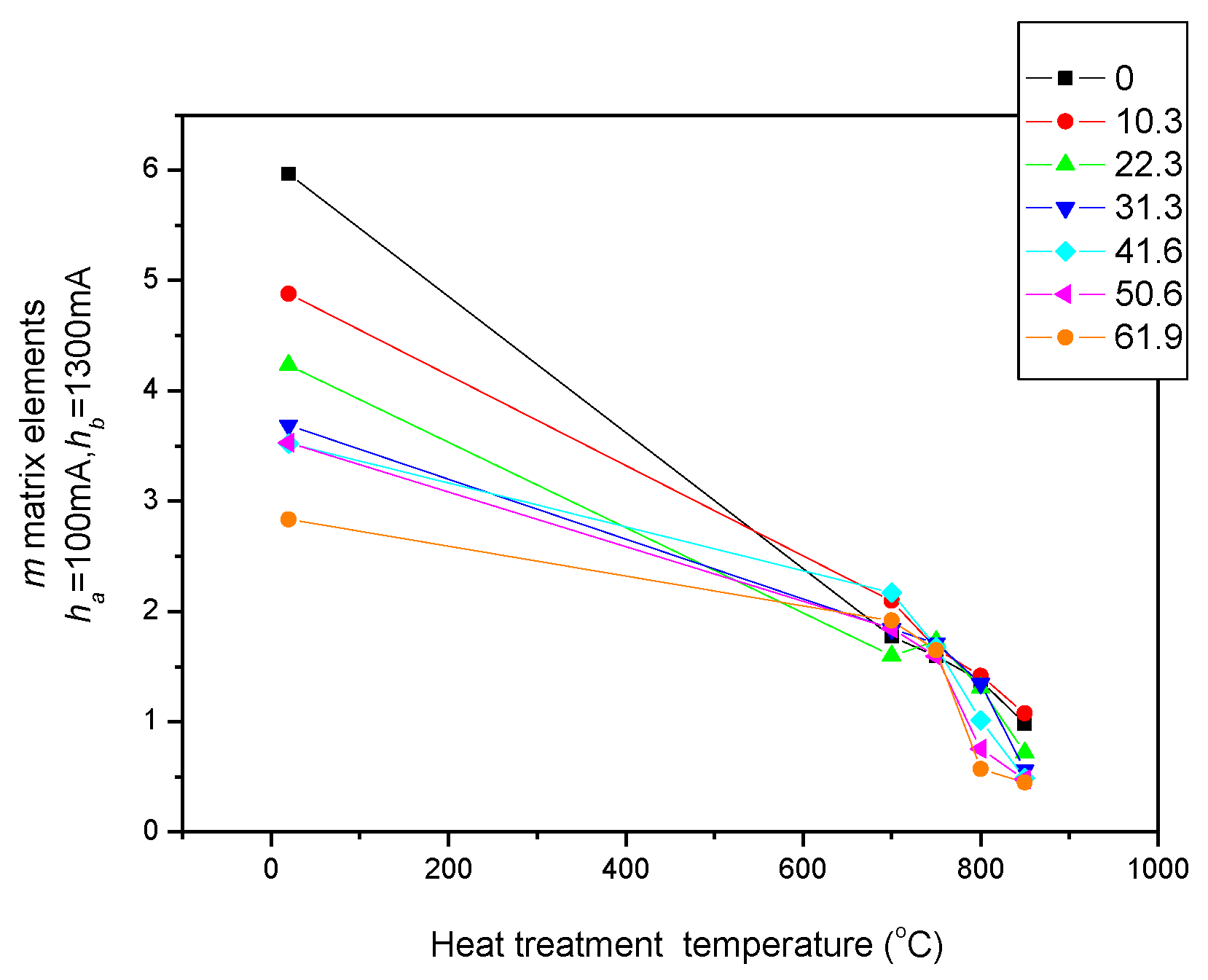
Figure 9 demonstrates how the MAT descriptors (
m matrices) depended on the temperature of the heat treatments of the seven investigated series of samples, if the matrices were calculated using field values of
ha = 100 mA and
hb = 1300 mA. This MAT parameter offered the largest sensitivity.
In
Figure 9, the influence of the heat treatments can be seen on the MAT descriptors (
ha = 100 and
hb = 1300) for the samples having rolling reductions from 0 to 61.9%. A field value of
ha = 100 mA corresponds to the magnetizing field, where the maximal permeability was experienced (see
Figure 8). The MAT descriptors of unannealed but differently cold-rolled samples differed significantly from each other. The heat treatments caused a significant reduction in this parameter. This behaviour is clearly different from that shown in
Figure 7.
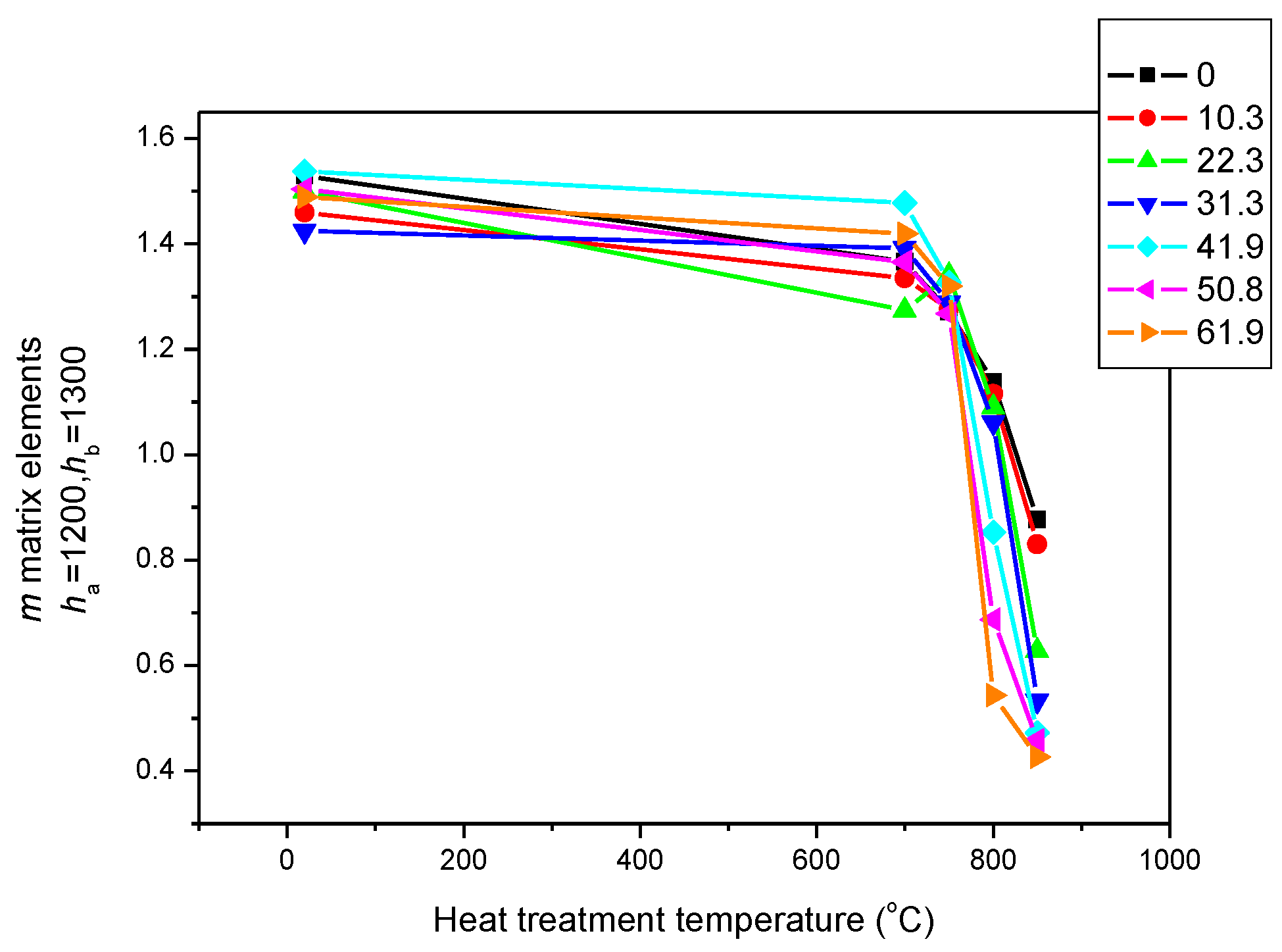
However, if another MAT descriptor (
ha = 1200 and
hb = 1300) is considered as a function of the temperature of the heat treatment (see
Figure 10), another type of correlation can be observed, as shown in
Figure 9. The sensitivity is smaller in this case, but the figure is more or less the same as
Figure 7. The differences between the magnetic parameters belonging to the rolling reductions of 10.3 and 20.3 are attributed to measurement errors.
All of this means that for the proper magnetic characterization of the heat treatment and the rolling reductions, the parameter of rolling reductions seems to be suitable. It is also marked in
Figure 8, which is the region from which these parameters were taken. It is a feature of magnetic adaptive testing that the most suitable descriptor can be chosen from the large data pool that is generated.
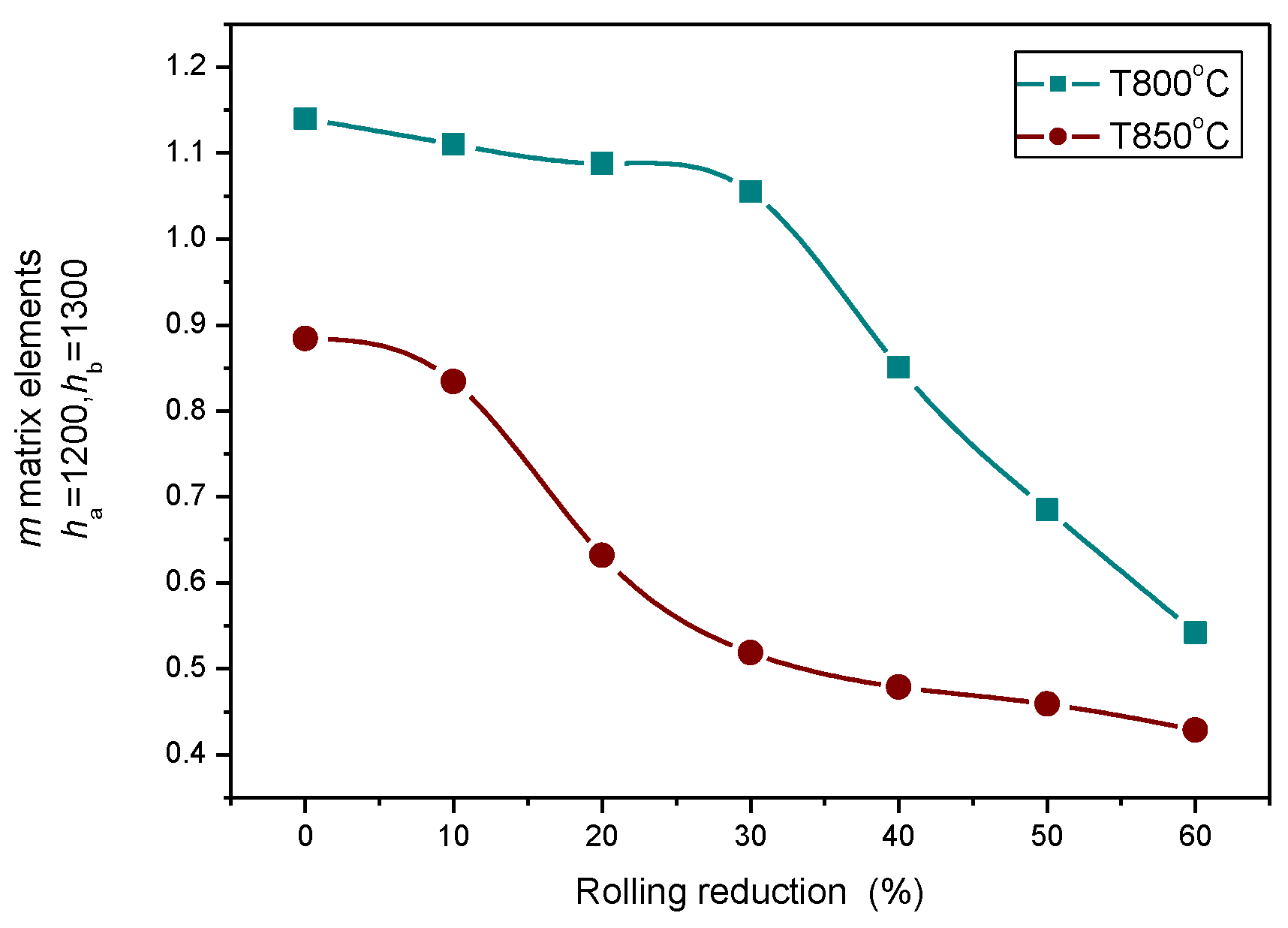
Heat treatments performed at 800 °C and 850 °C temperatures caused significant decreases in the magnetic parameters, as shown in
Figure 11, and this modification depended very much on the rolling reduction.
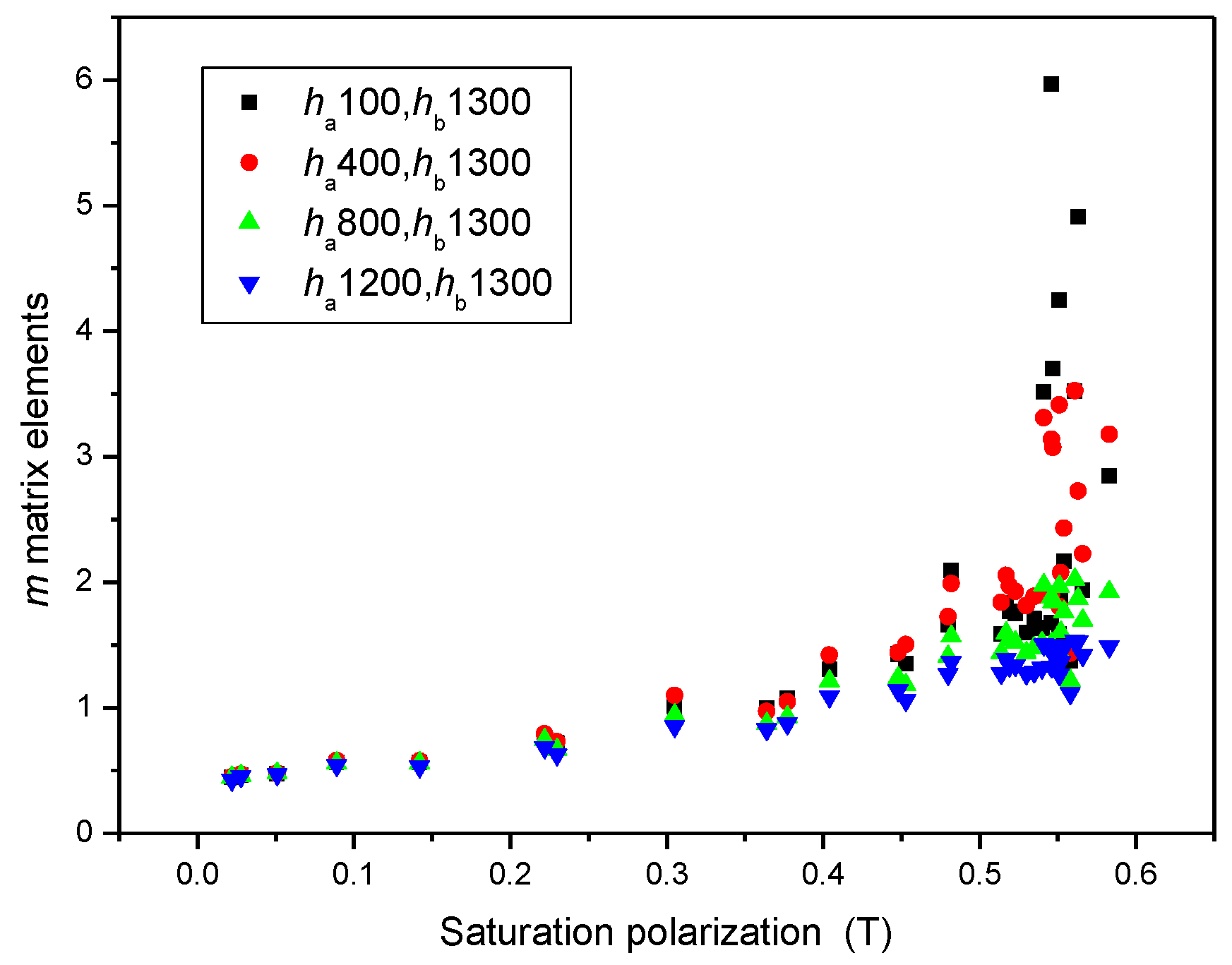
To prove that (
ha = 1200 and
hb = 1300) MAT descriptors were equal to the saturation induction measured by DC magnetometry, the correlation between MAT descriptors taken from different regions of permeability and saturation inductions is shown in
Figure 12. It highlights that if the (
ha = 1200 and
hb = 1300) descriptors are considered, a very good and almost linear correlation exists between these two differently measured magnetic parameters, as shown by the blue triangles in
Figure 12. In regions of lower magnetization, the difference becomes more and more pronounced, as shown by black squares in
Figure 12. By taking MAT descriptors from the low magnetizing region, (
ha = 100 and
hb = 1300) the difference becomes significant (as demonstrated by the black squares).
Figure 13 is a magnification of the part of
Figure 12 where only (
ha = 1200 and
hb = 1300) MAT descriptors are taken into account, but the different sample series are marked by different colours. The parameter in this figure is the temperature of the heat treatment. The equivalence of (
ha = 1200 and
hb = 1300) MAT parameters and the saturation induction is evident, regardless of the individual samples.
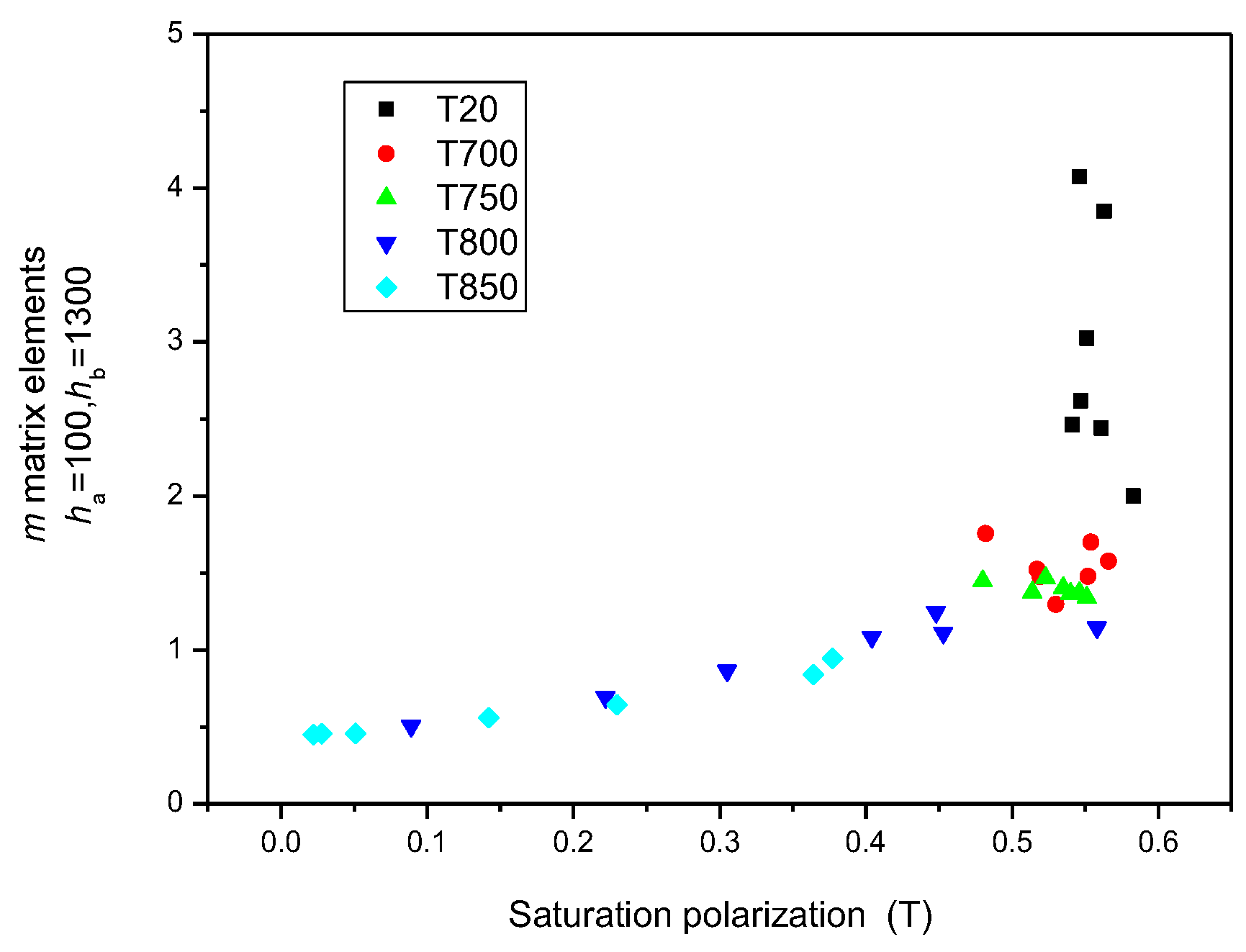
The situation becomes interesting if the (
ha = 100 and
hb = 1300)
m matrix elements are considered by marking the different sample series again with different-coloured symbols. The correlation also seems to be good in this case, but only for those samples that were heat-treated. Samples without heat treatment (T = 20 °C) behaved very differently. These considerations are shown in
Figure 14.
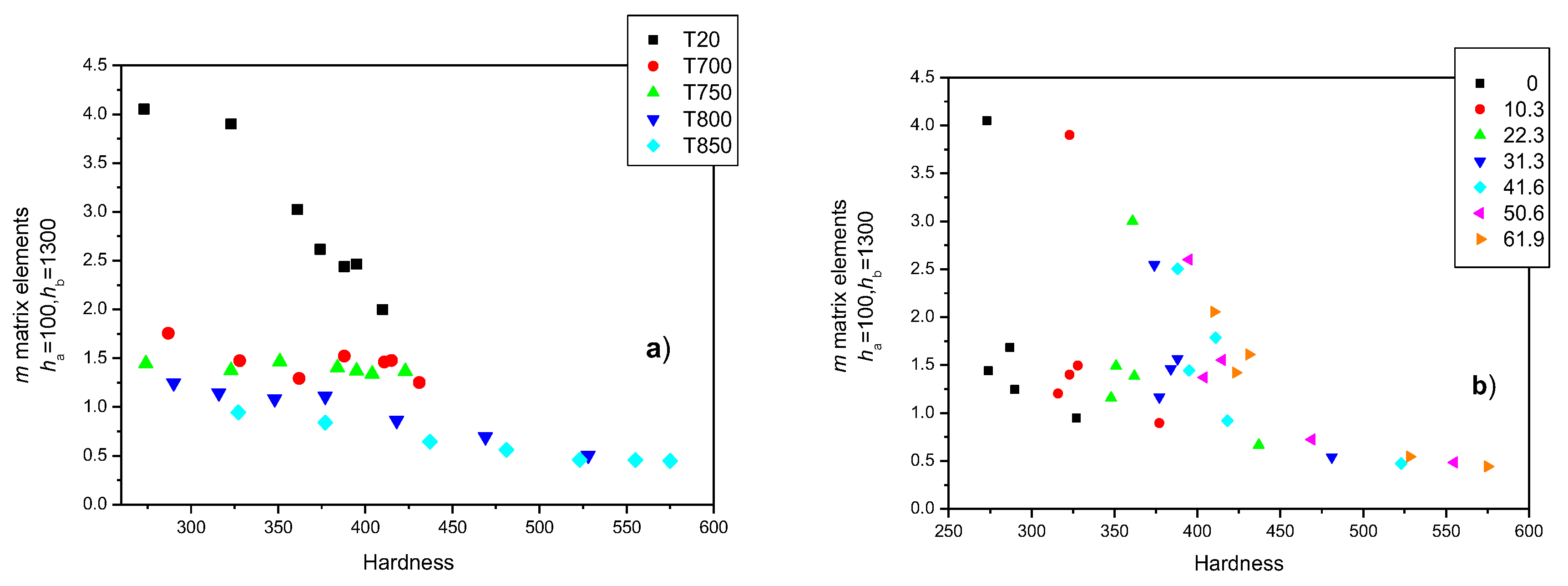
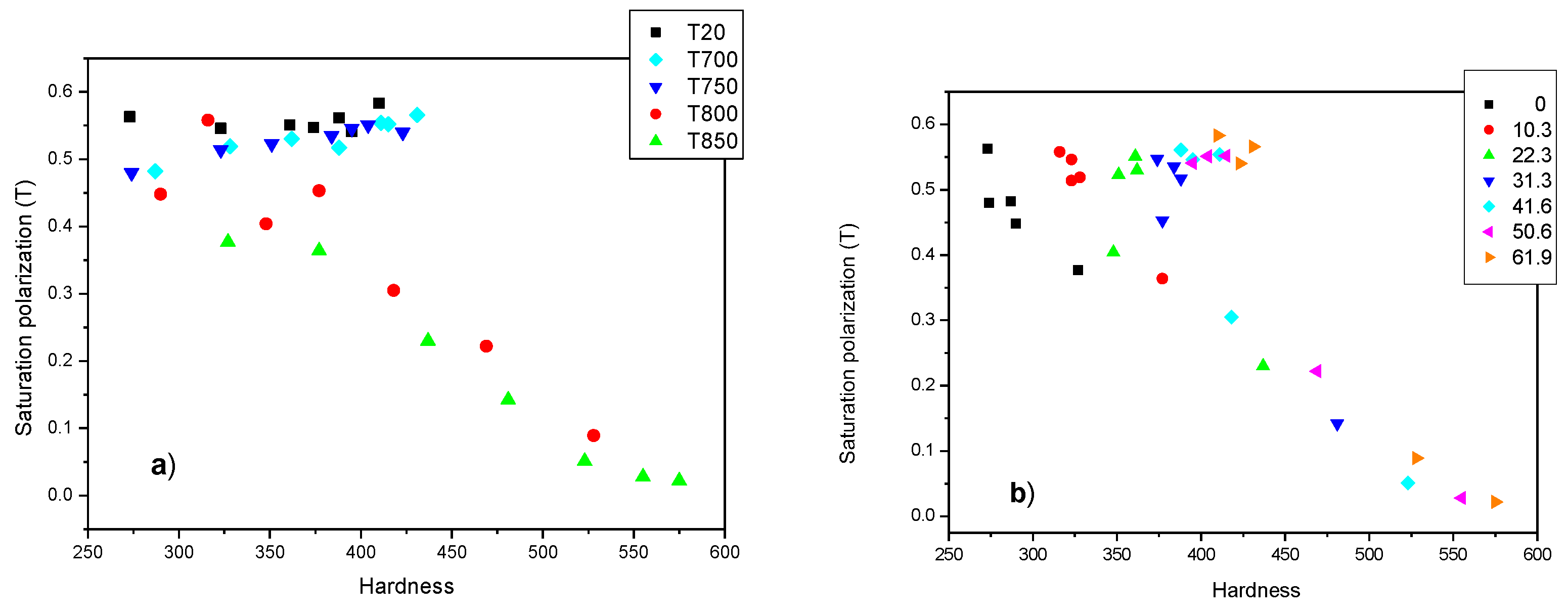
MAT descriptors can also be considered as functions of the Vickers hardness. In this case, (
ha = 100 and
hb = 1300)
m matrix elements were found to yield the best correlation between hardness and magnetic parameters. This correlation is shown in
Figure 15. Interestingly, cold rolling causes a rapid and significant decrease in hardness if unannealed samples (the black squares) are considered, and there is an almost linear but less pronounced correlation between the magnetic parameters and the hardness due to cold rolling and heat treating at temperatures of 800 and 850 °C. Conversely, the magnetic parameters of the samples hardly seemed to be dependent on the hardness when heat treated at temperatures of 700 and 750 °C. As demonstrated in
Figure 15a,b, the actual temperature value of the heat treatment seems to be important (
Figure 15a) rather than the value of deformation (
Figure 15b).
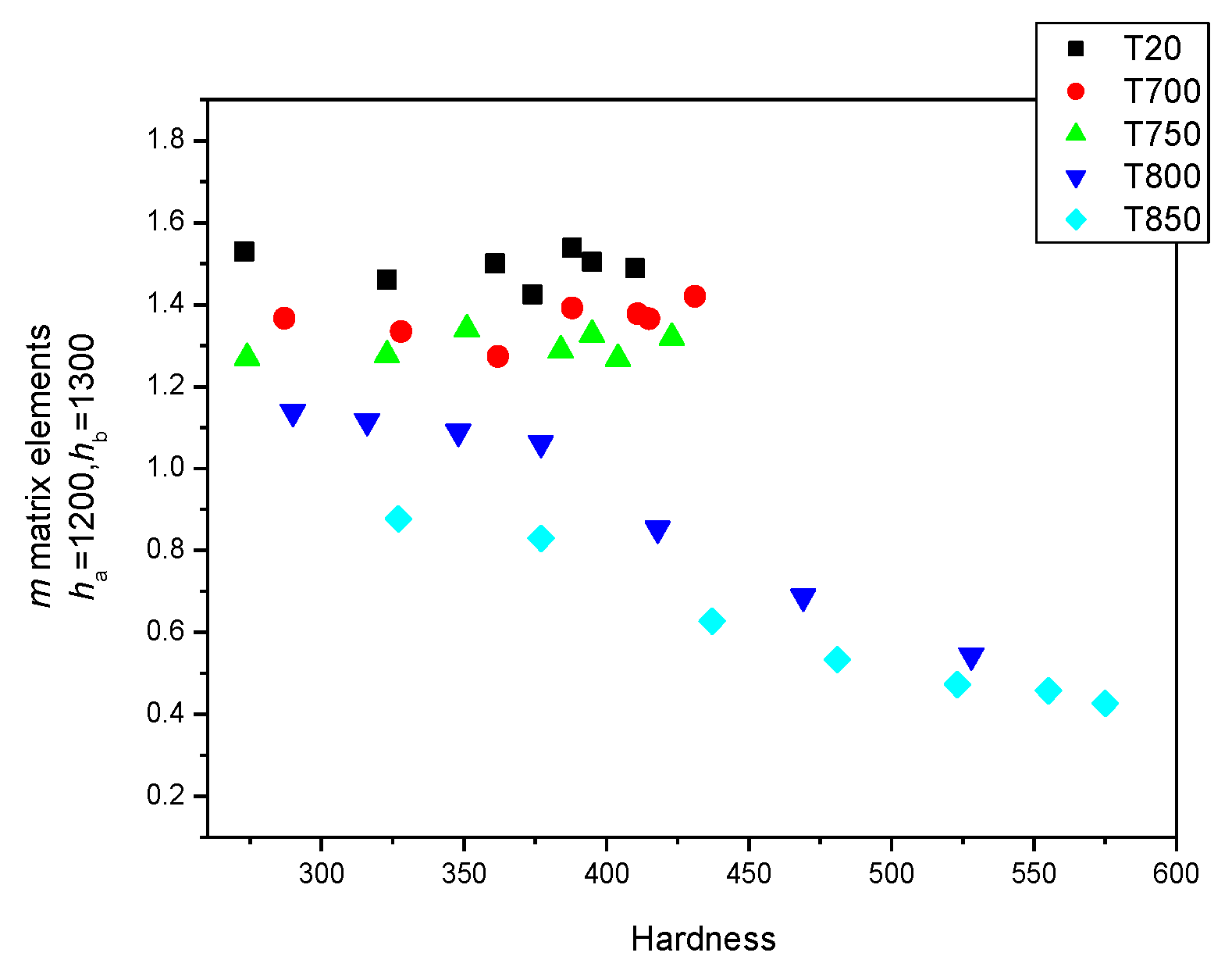
However, if the other group of magnetic descriptors (
ha = 1200 and
hb = 1300) are used for the magnetic characterization of the material, the correlation with the hardness is different, as shown in
Figure 16. The difference in the MAT parameters vs. the hardness values is significant in the cases of deformed but unannealed samples.
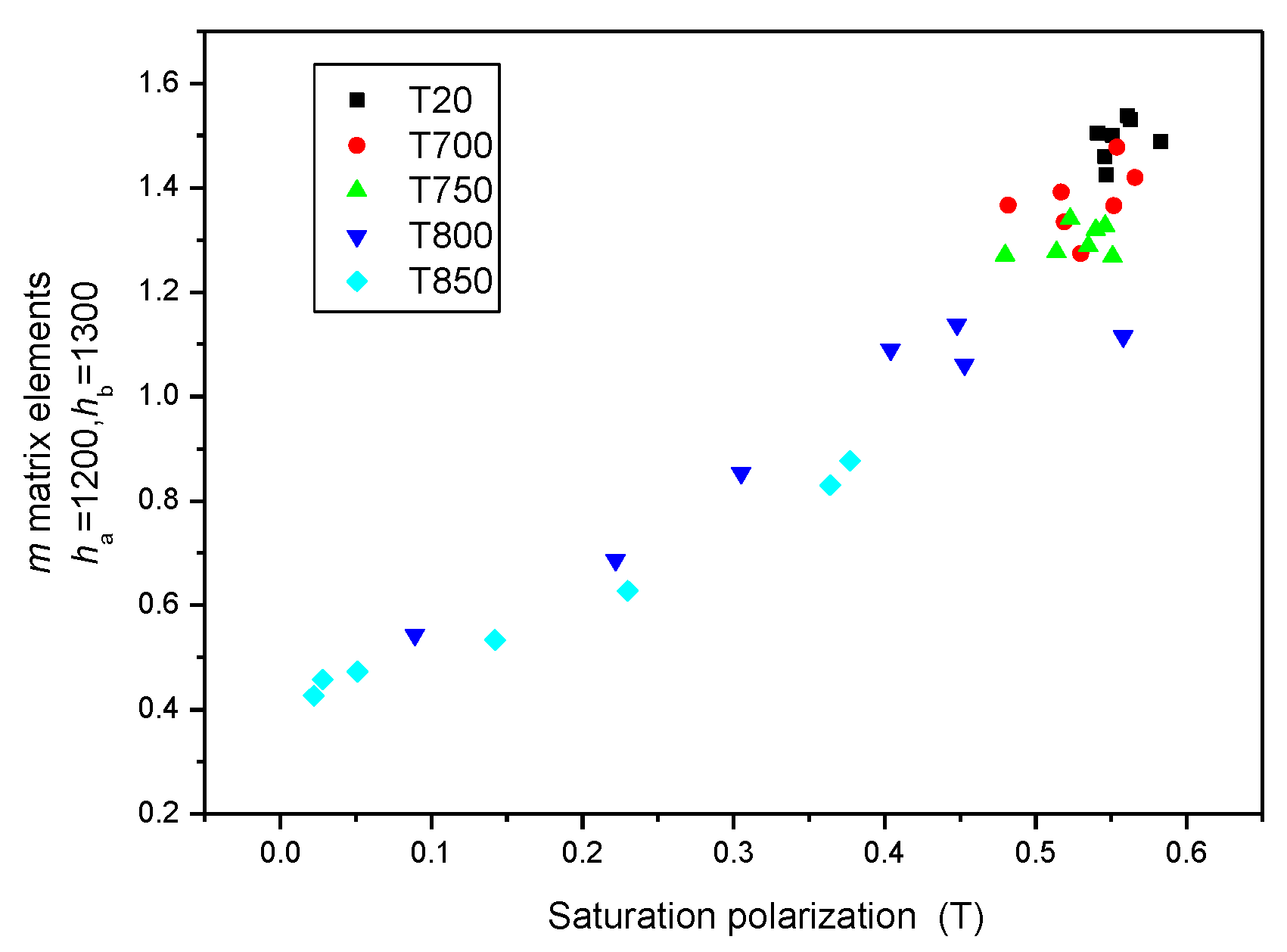
It is also possible to consider the saturation polarization as a function of the hardness, as shown in
Figure 17. The correlation, or lack of correlation, is identical with the case of the (
ha = 1200 and
hb = 1300)
m matrix elements.
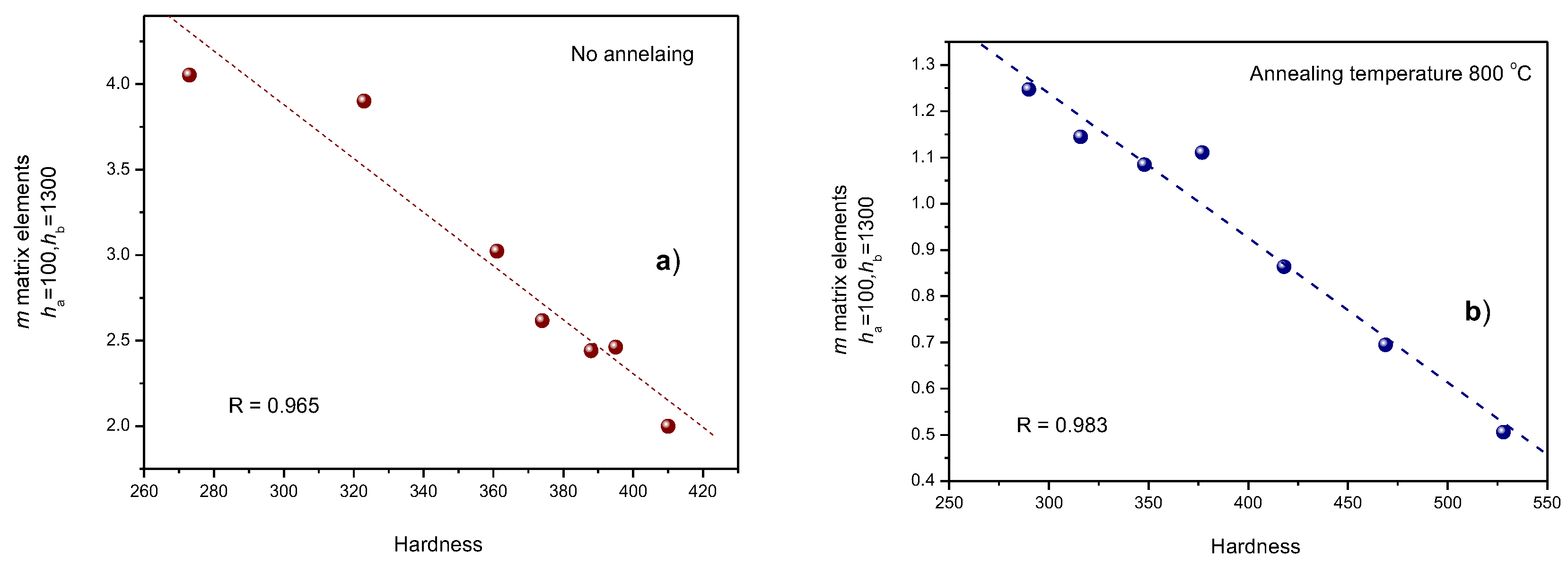
The good correlation between (
ha = 100 and
hb = 1300)
m matrix elements are demonstrated better, if—for illustration—the two groups of samples are considered separately. This is illustrated in
Figure 18, where the MAT descriptors are shown for cold-rolled but unannealed samples (
Figure 18a) and for cold-rolled samples annealed at a temperature of 800 °C (
Figure 18b). The regression factors of the linear fit are also indicated in the graphs.
4. Discussion
Several series of cold-rolled and heat-treated 2507 duplex stainless steel samples were magnetically characterized using two techniques: DC magnetic measurements and MAT. It was found that each method was sensitive either to heat treatment or to cold rolling. If one group of MAT descriptors was considered, it was identical with the results of the DC measurements.
This is a good result from the point of view of the magnetic characterization of materials; the different methods of taking measurements are in good correlation with each other. The Stablein-Steinitz DC magnetometer bridge is a frequently used and accepted means of taking magnetic measurements. The good correlation is a kind of validation of the MAT method as well. The DC magnetometry results in absolute values of magnetic quantities, in contrast to MAT, which only gives relative values, and it is only suitable for comparative measurements. On the other hand, MAT measurements can be performed on large-sized and irregularly shaped specimens as well, in contrast to the Stablein-Steinitz DC magnetometer bridge. Thus, only MAT can be considered only to be a true nondestructive testing method.
Another advantage of MAT is that it offers many parameters which can give a more complex characterization of the material degradation. In the experiments described in this work, if the other group of MAT descriptors was taken into consideration, the correlation between the DC measurement and the MAT parameters was no longer as good. These MAT descriptors showed that, in terms of magnetization, the samples seemed to behave differently than indicated by DC magnetometry.
The principal difference in permeability is evident, as shown in
Figure 8; it cannot be a measurement error. The repeatability of the measurement is excellent. The different behaviours of deformed but unannealed samples were not seen in the DC magnetic measurements, but if the “proper” descriptors were used, they were evident in the case of MAT. The saturation polarization was independent of the effect of the plastic deformation in the investigated duplex stainless steel. Some MAT parameters, on the other hand, were highly sensitive to the structure, so the magnetic hardening caused by the plastic deformation influenced them. This behaviour of duplex steels needs further discussion/investigation, as our measurements only call attention to this anomalous characteristic.
The second group of MAT descriptors, calculated from the low magnetizing field region, does well at characterizing the modified mechanical hardness due to the heat treatment and the rolling reduction, in contrast to the results of the DC magnetic measurements. The good correlation between the MAT parameters and the hardness was also found in several other materials, such as [
20]. In these cases, the good correlation was also found in the low magnetizing field region of permeability.
5. Conclusions
In the present work, the same sample set, as measured by traditional magnetometry, was investigated using MAT measurements in order to emphasize the capabilities and effectiveness of this novel method, compared to traditional magnetic measurements. It was found that the changes in material properties that were generated by heat treatments and mechanical deformations could easily be followed by both types of magnetic measurement. DC magnetometry and MAT produced similar results. This fact can be considered to be a kind of validation of the MAT method.
However, in contrast to the DC magnetic measurements, a good correlation was also found between the MAT descriptors and the Vickers hardness, demonstrating the capability of MAT. Our experiments proved another advantage of the MAT method, which is that many parameters can be chosen from the large data pool that is generated, and different parameters can be used for the complex characterization of a given material.
Last but not least, we would like to emphasize that, based on our experiments, MAT seems to be a powerful tool for nondestructive characterizations of structural elements of machinery that is composed of duplex stainless steels. The Stablein-Steinitz DC magnetometer cannot be considered to be a true nondestructive technique, because in contrast to MAT, it cannot measure large or irregular shape samples.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}