
Application of Pulse Compression Technique in High-Temperature Carbon Steel Forgings Crack Detection with Angled SV-Wave EMATs

Abstract
:1. Introduction
2. Circuit-Field Coupled FE Model of an Angled SV Wave EMAT in High-Temperature Carbon Steel Inspection
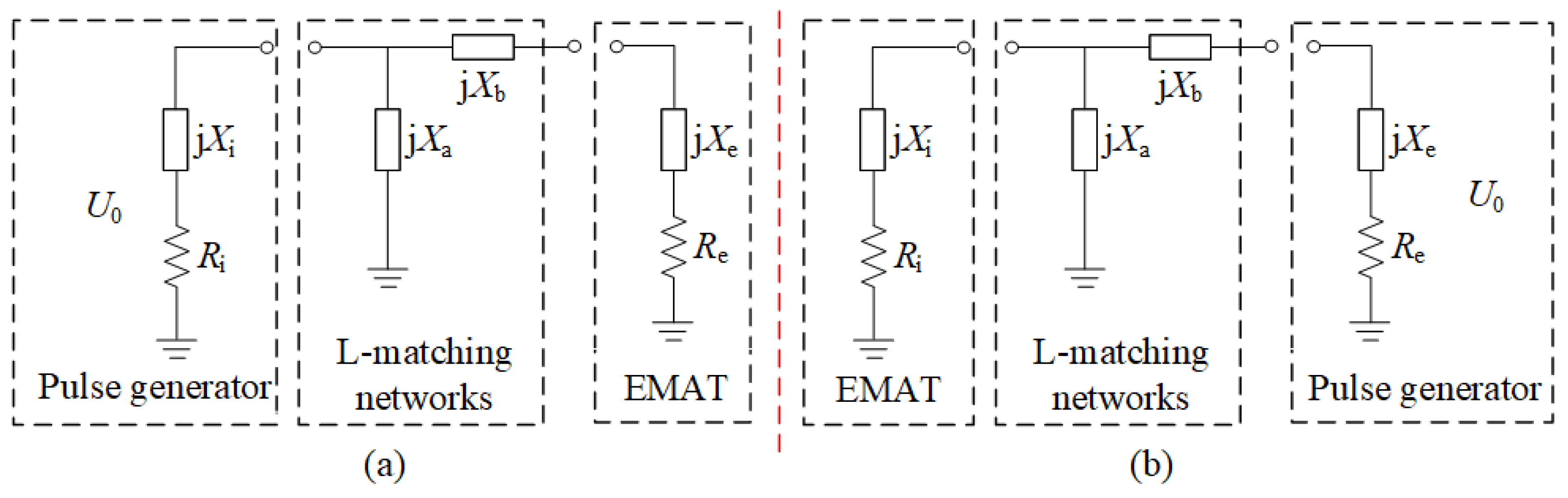
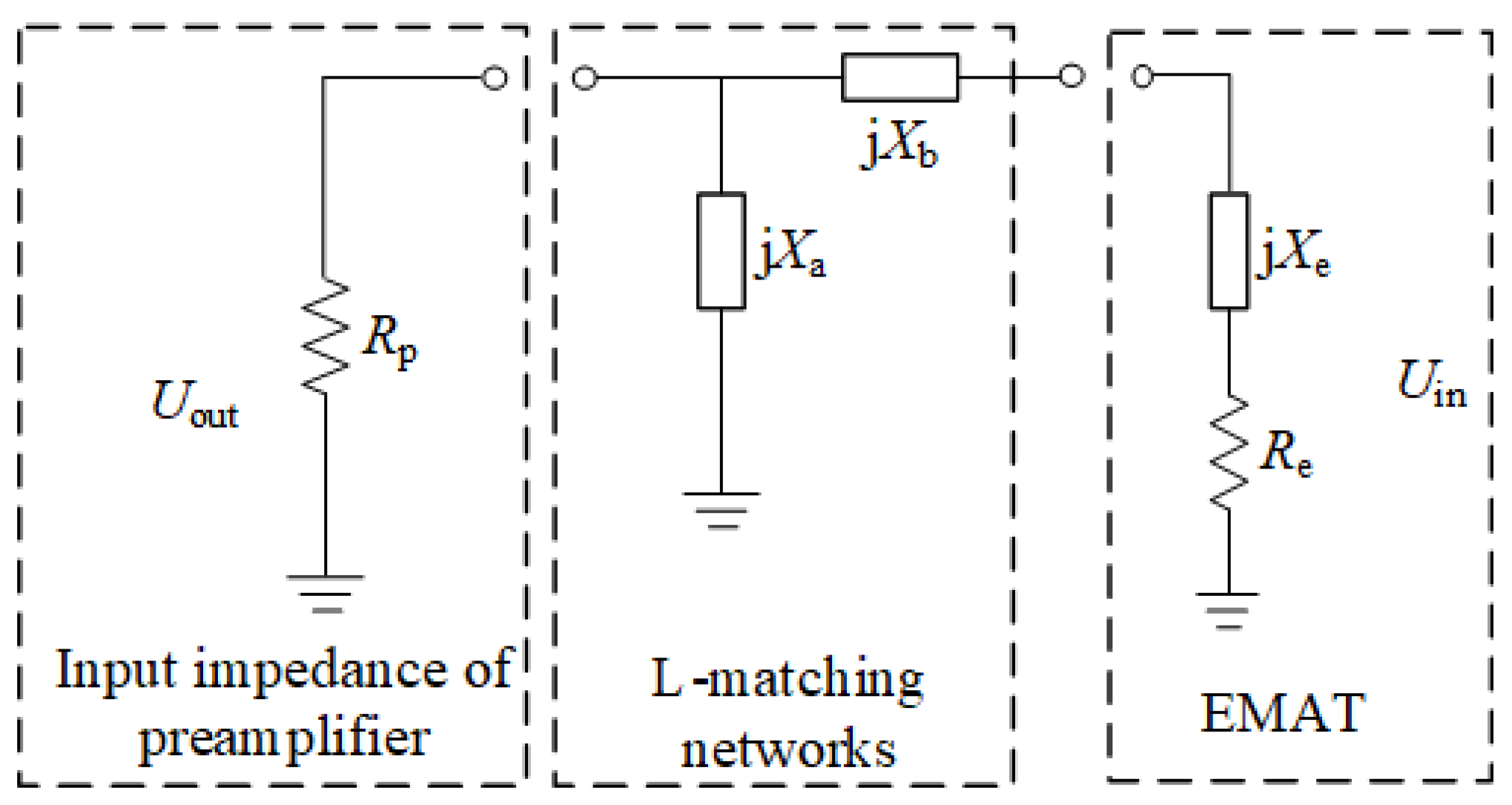
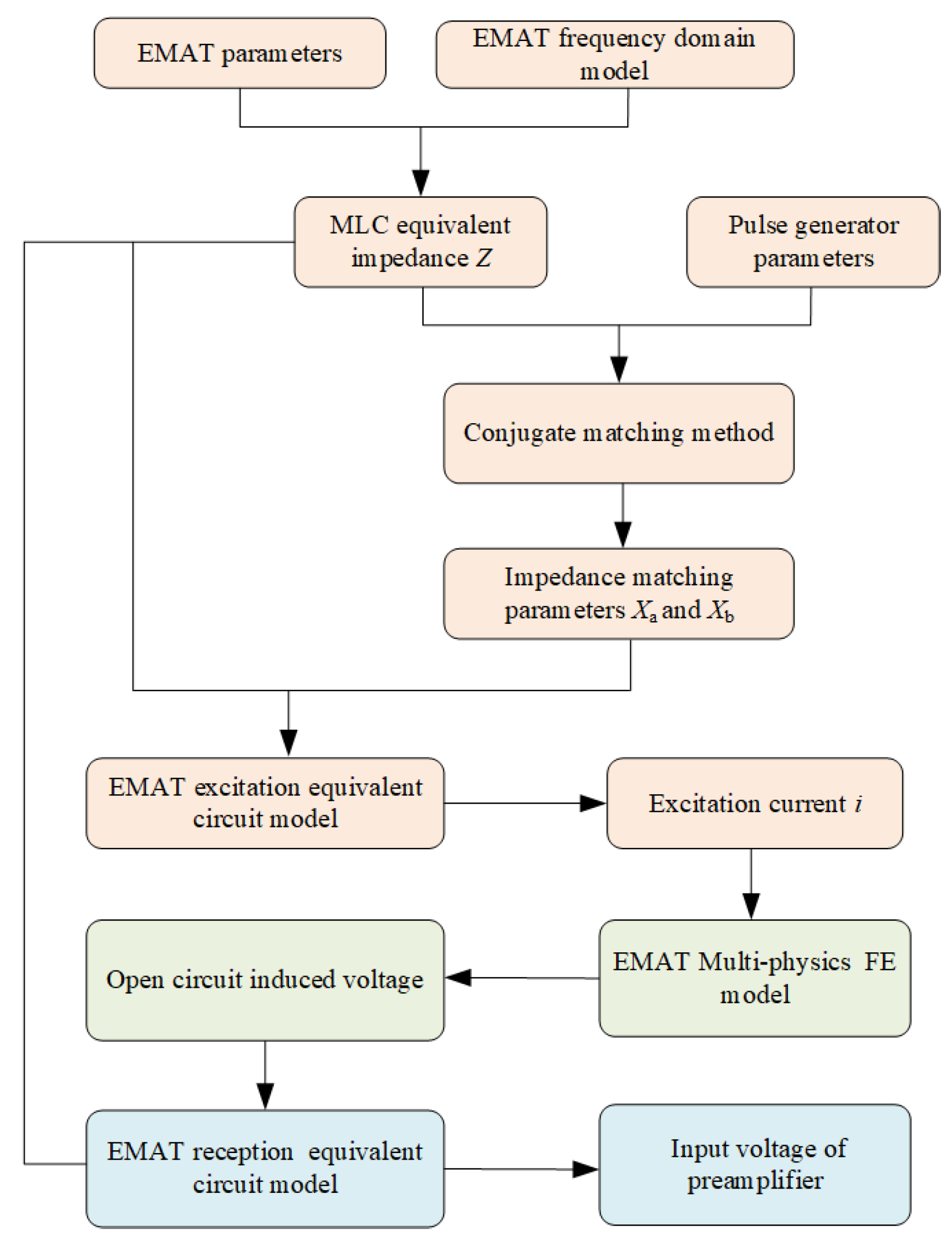
2.1. EMAT Excitation and Reception Equivalent Circuit Model
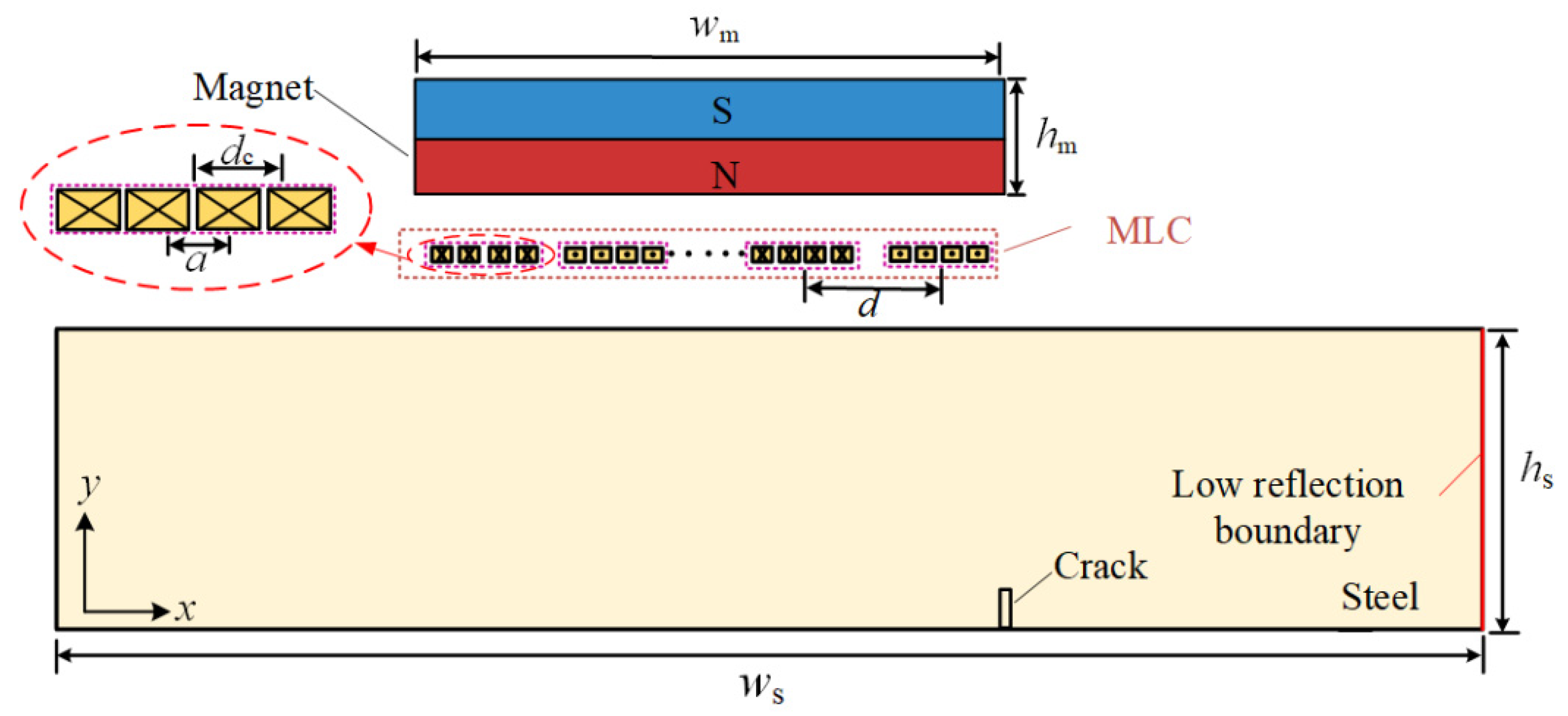
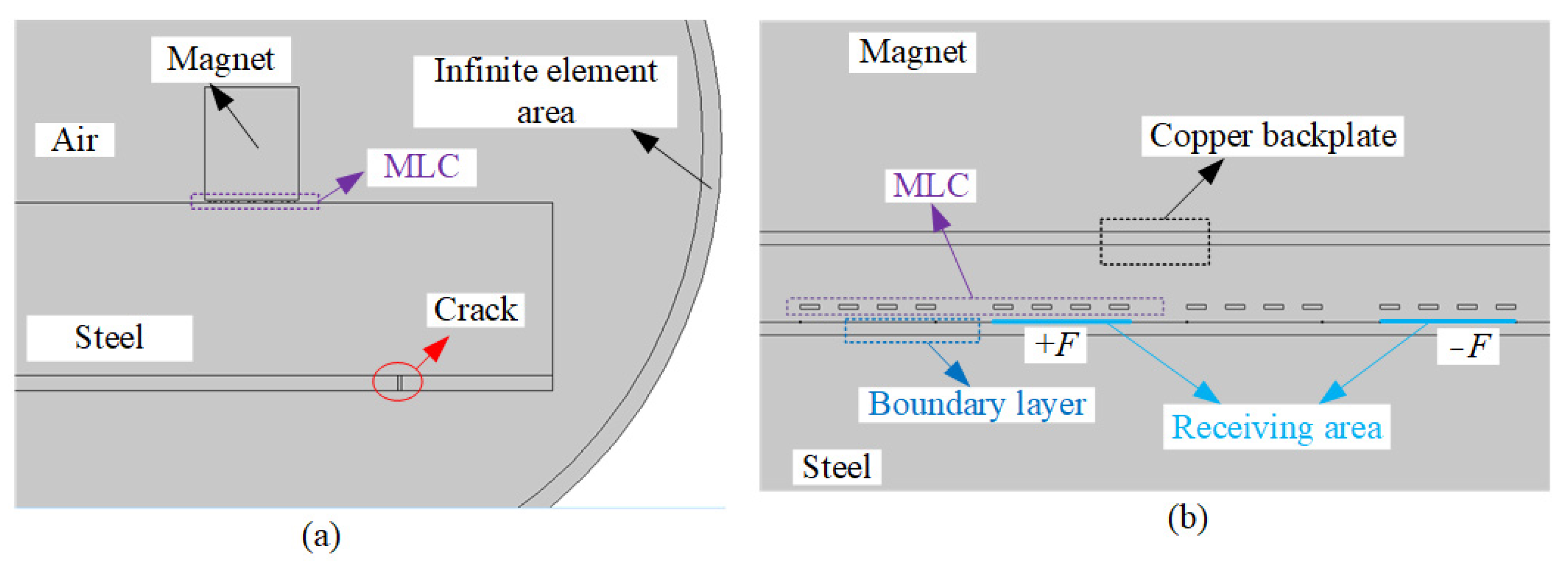
2.2. FE Model of the Detection Process with Angled SV Wave EMAT
2.3. Circuit-Field Coupled Modeling Detection Process of Angled SV Wave EMAT
3. Analysis of the Influence Factor of the Ultrasonic Echoes from the Angled SV Wave EMAT in the Detection of High-Temperature Carbon Steel
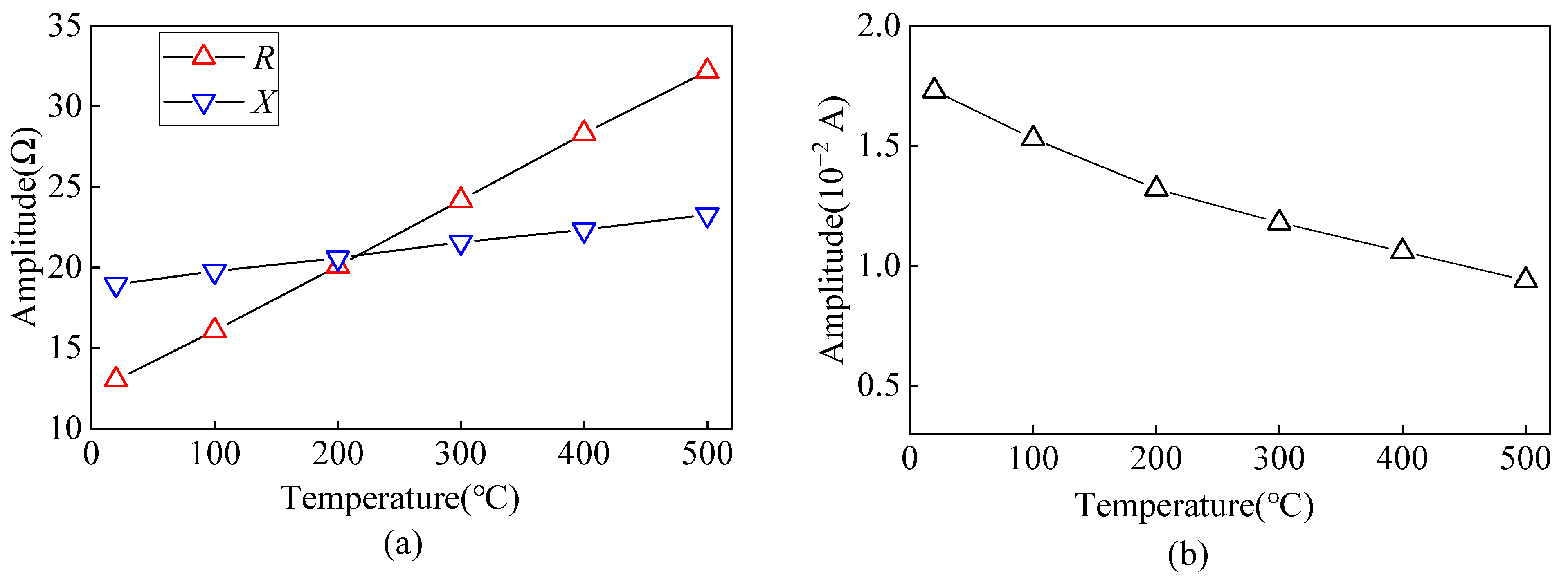
3.1. Influence of Temperature on the Excitation Ultrasonic Wave of Angled SV Wave EMAT
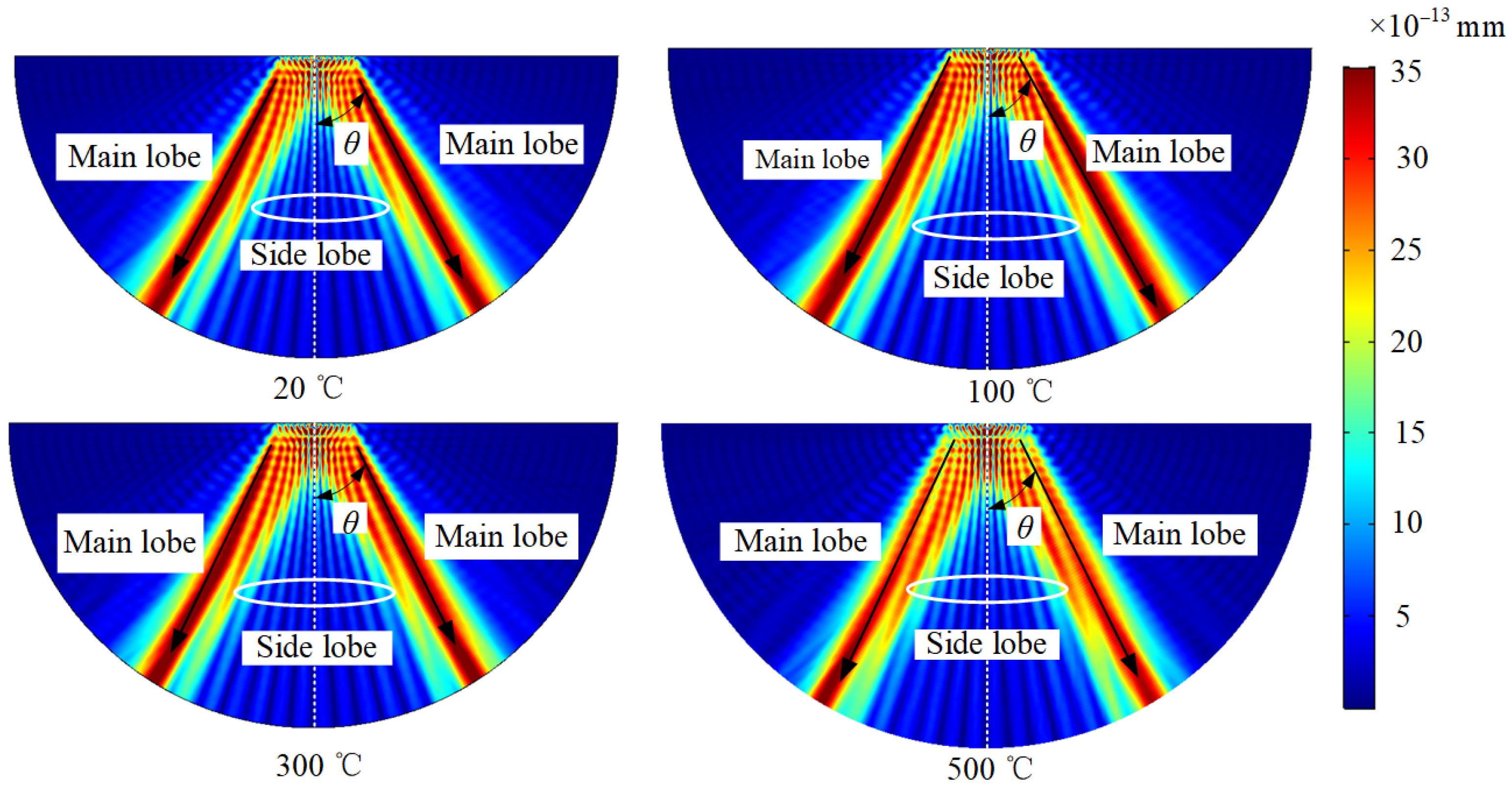
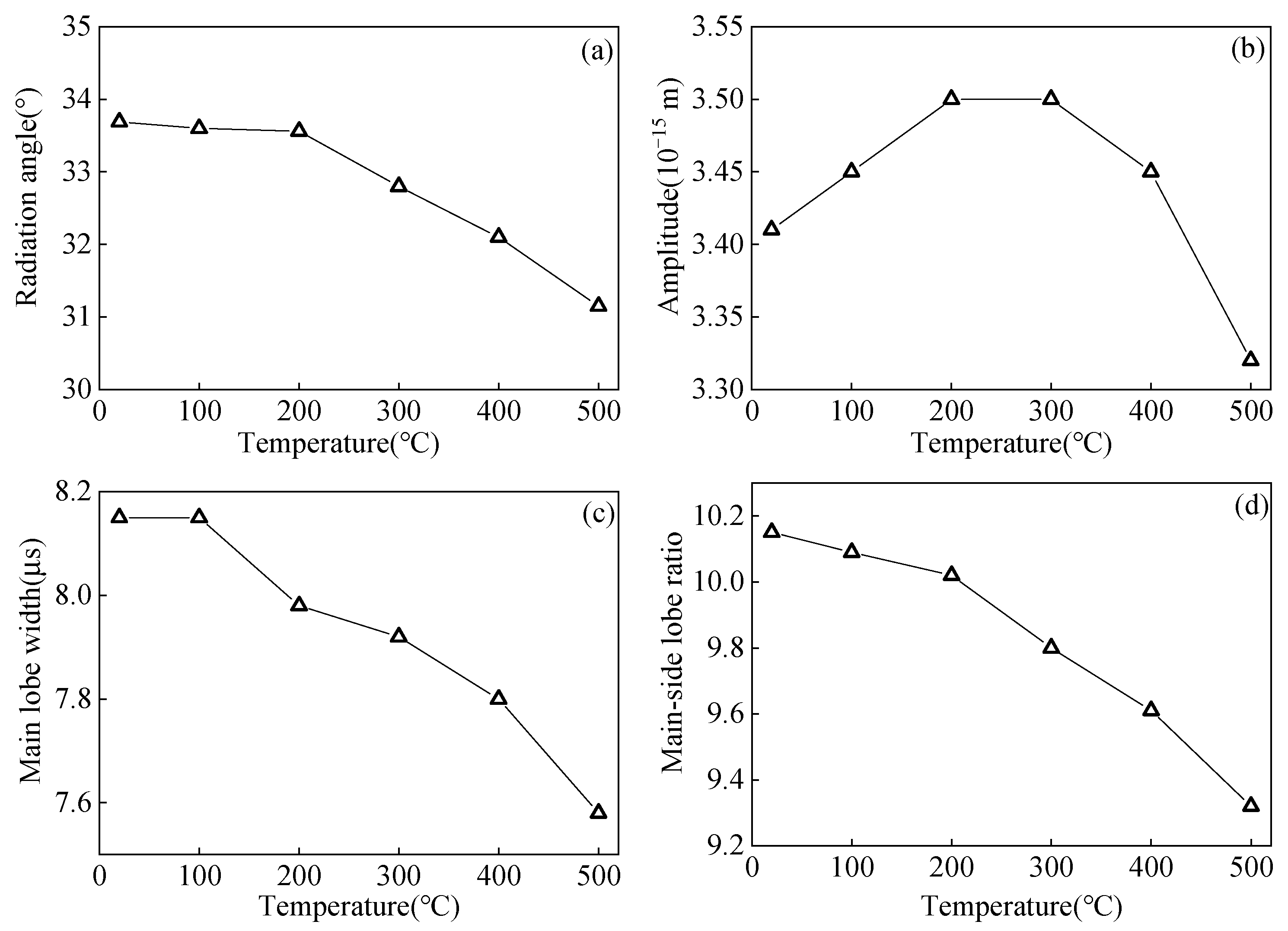
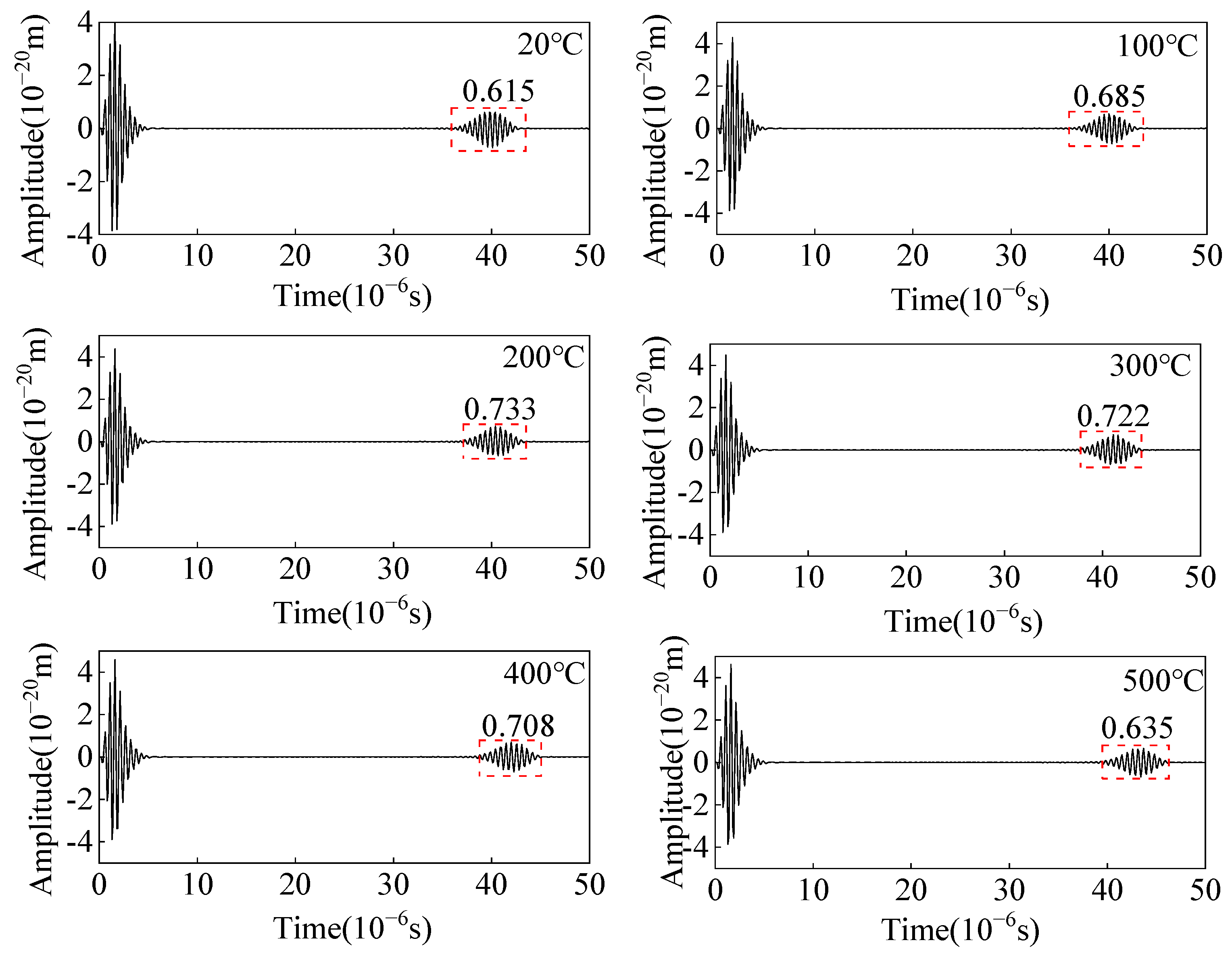
3.2. Influence of Temperature on the Propagation Process of Angled SV Wave
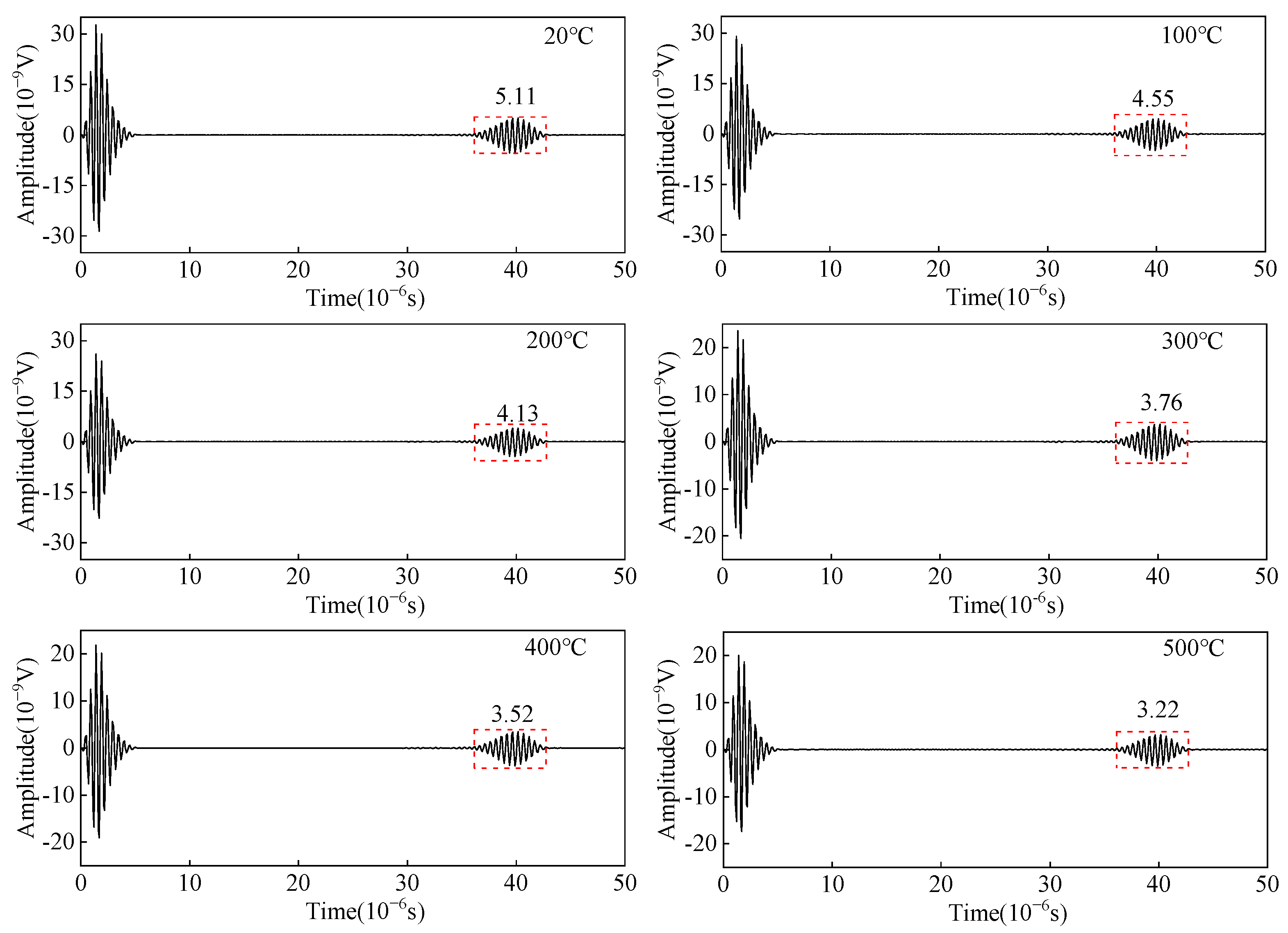
3.3. Influence of Temperature on the EMAT Reception Process of Angled SV Waves
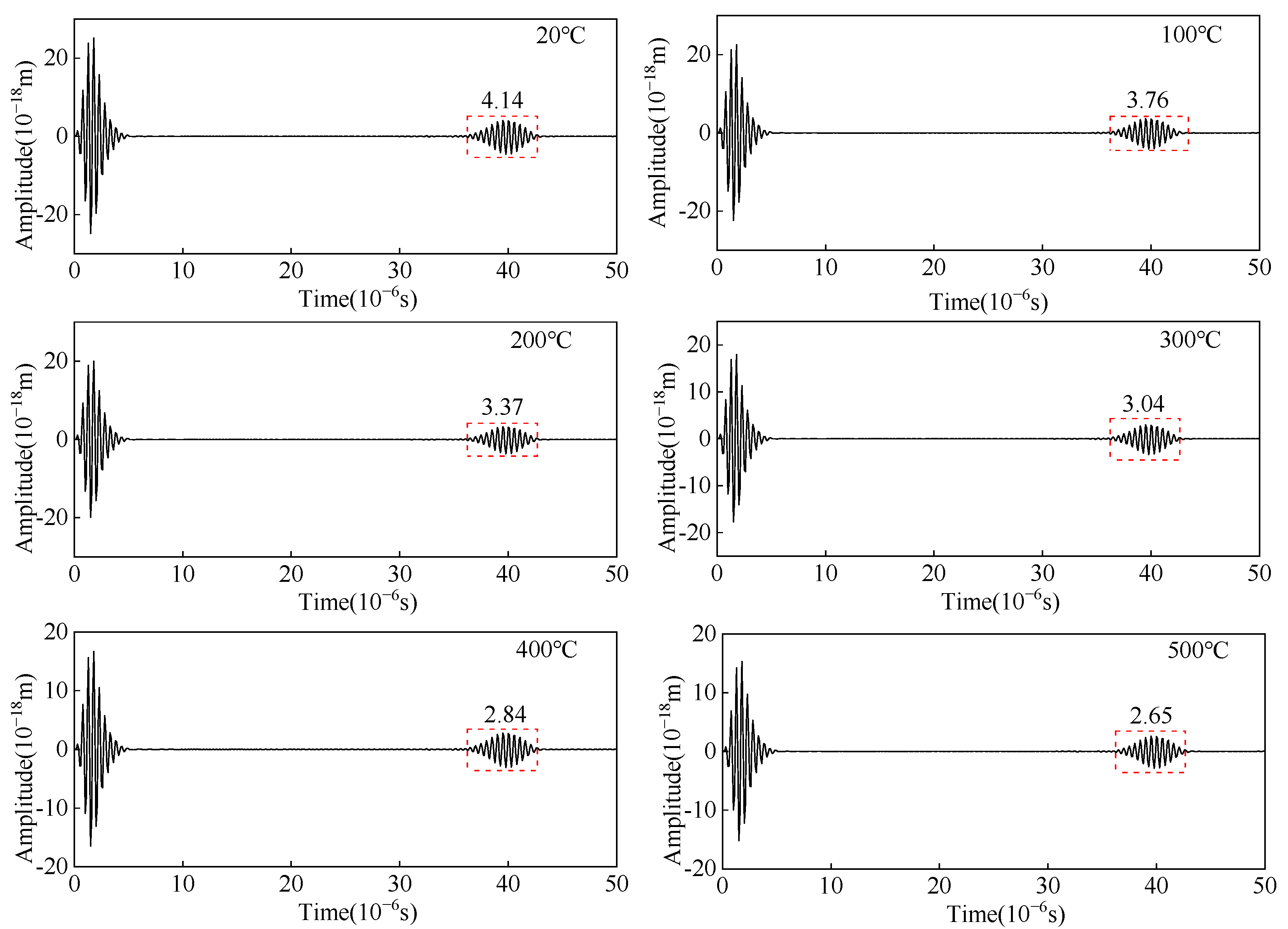
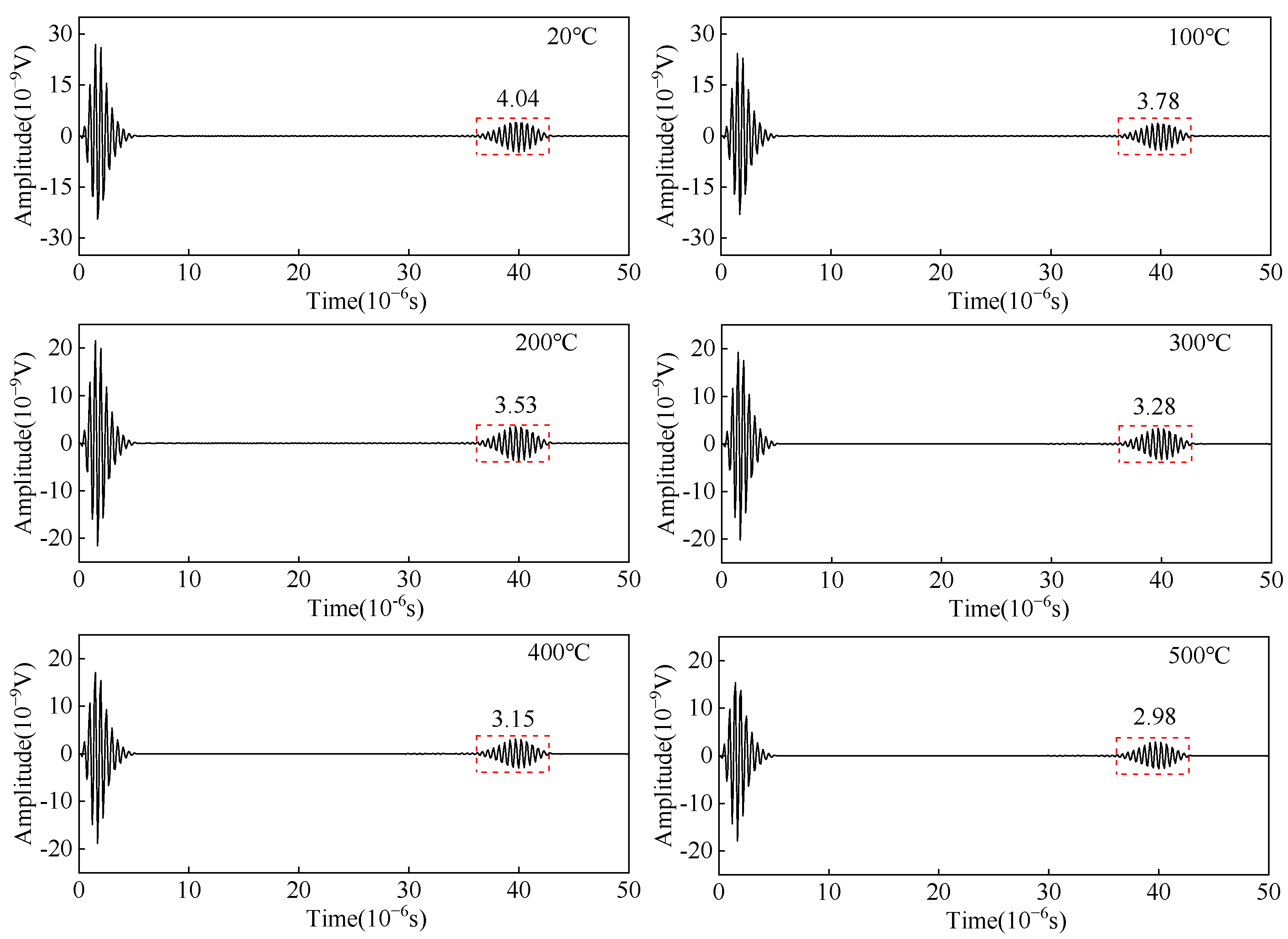
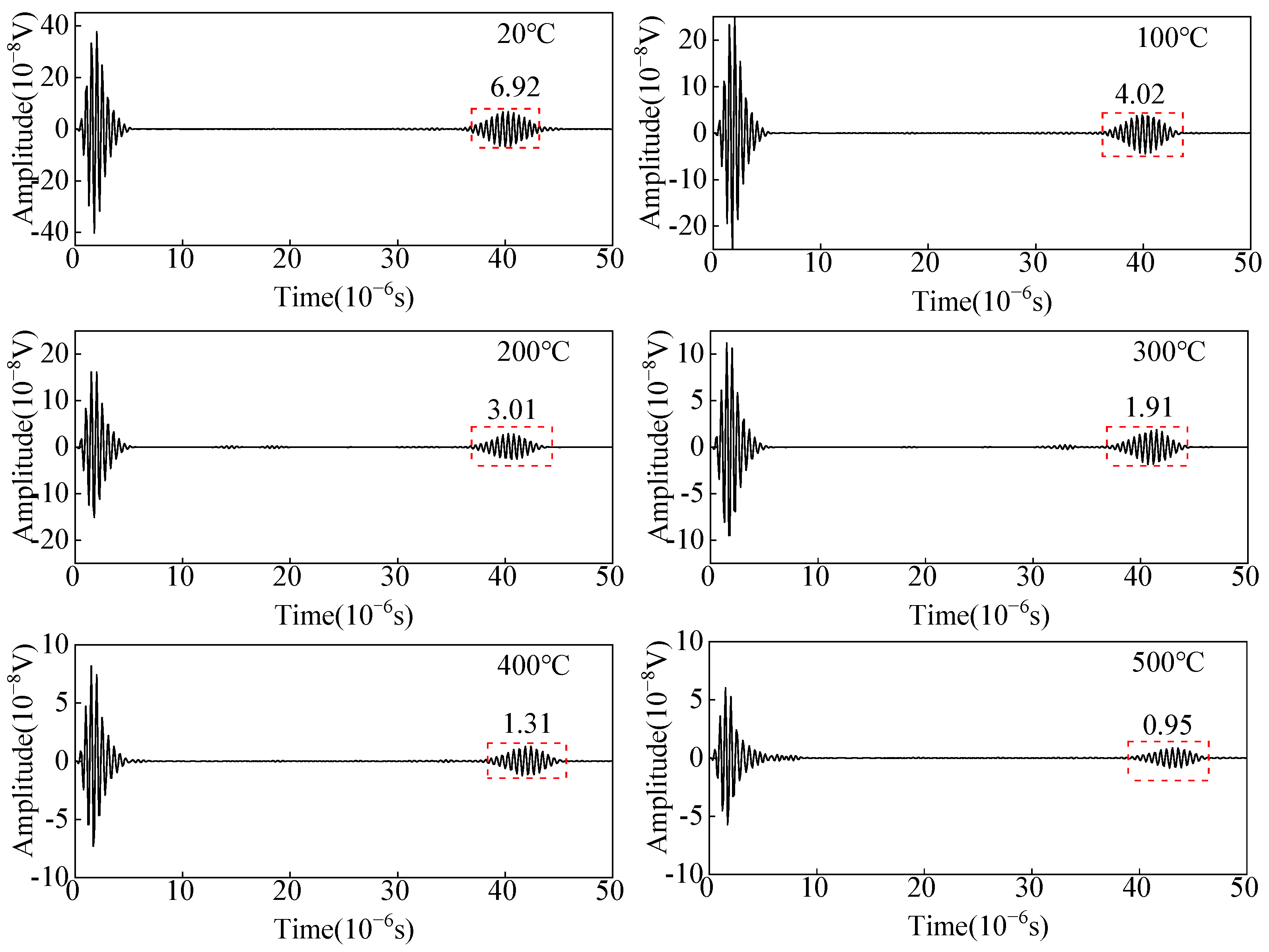
3.4. Influence of Temperature on the Detected Ultrasonic Wave from Angled SV Wave EMAT
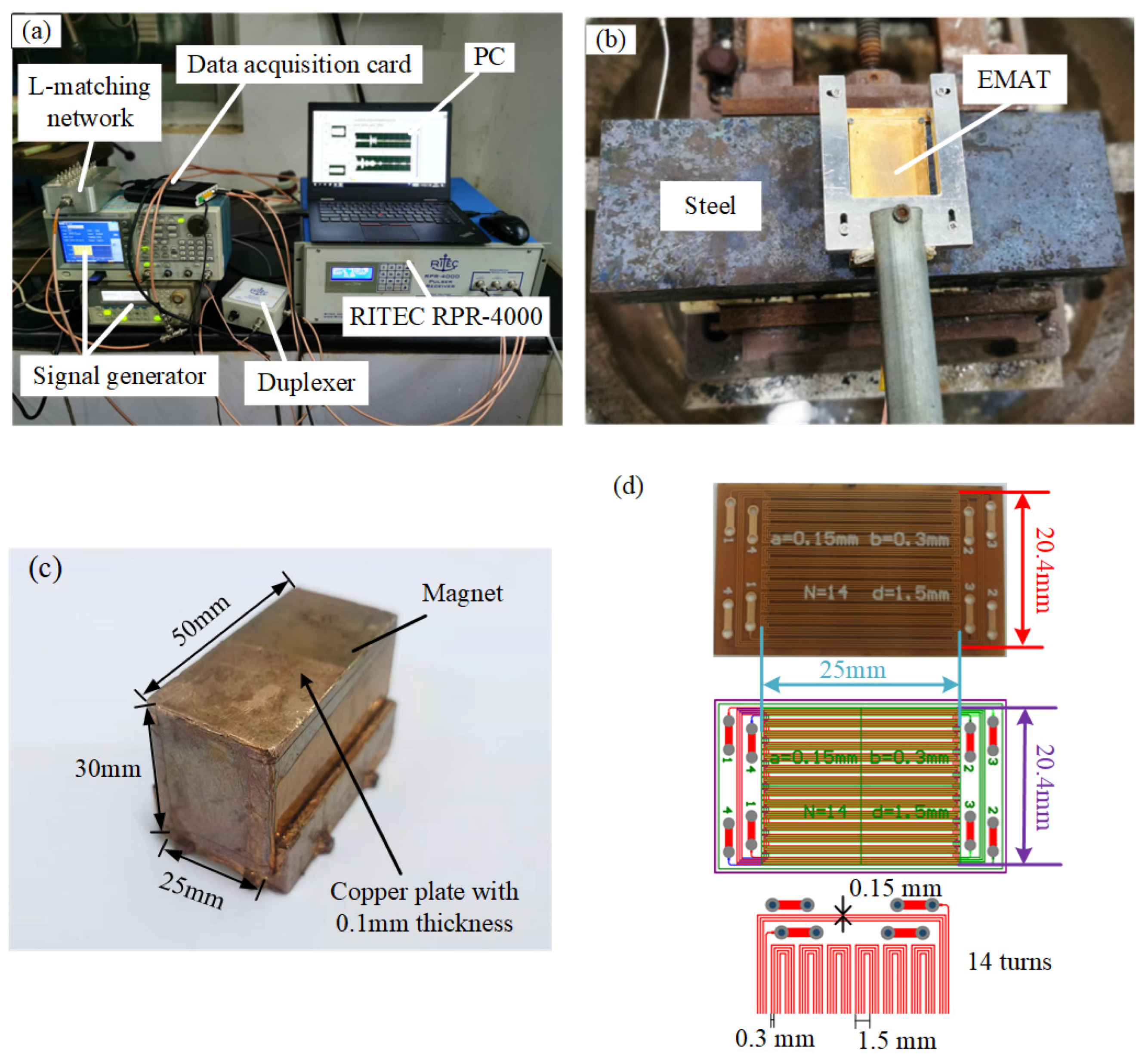
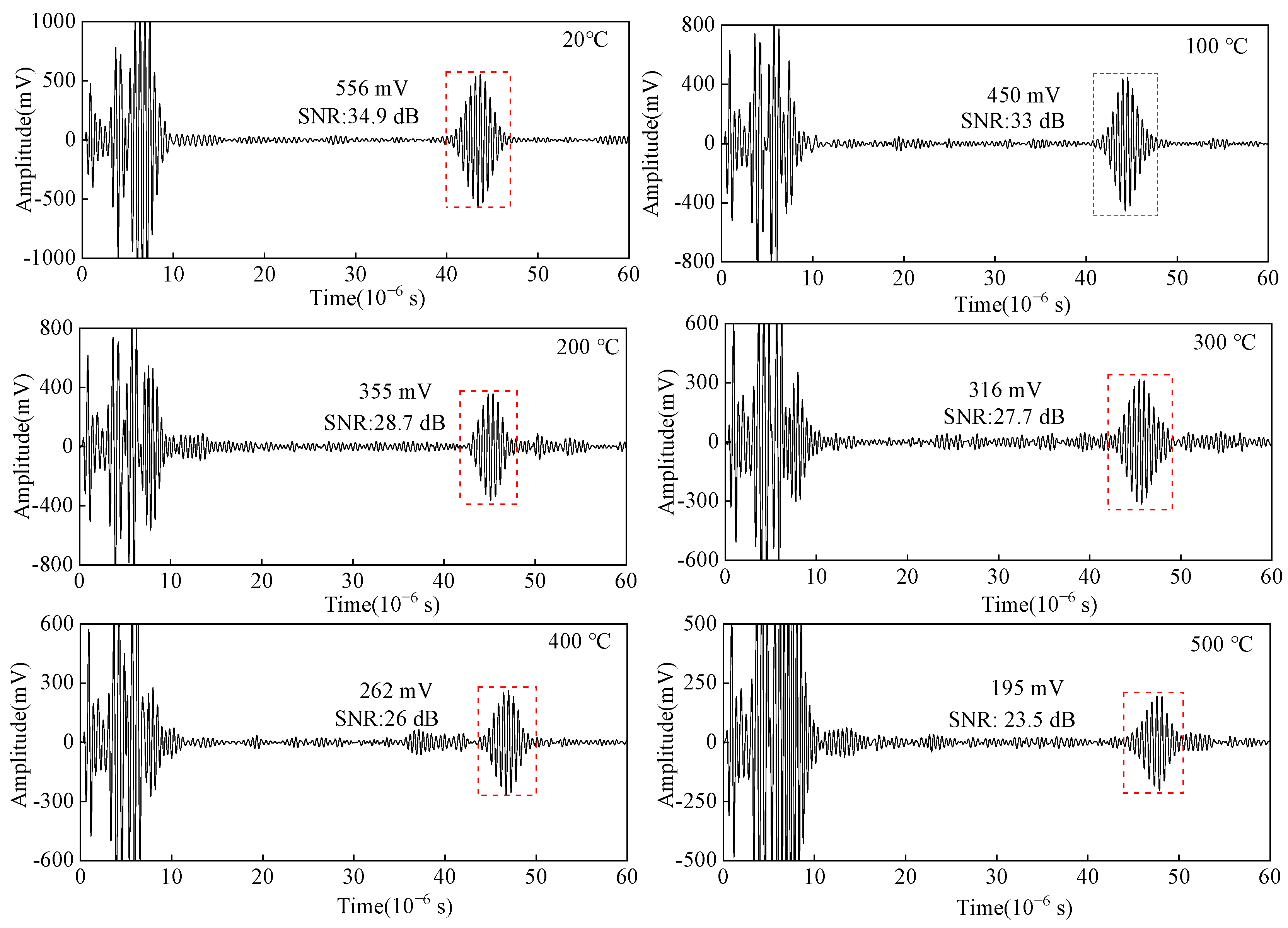
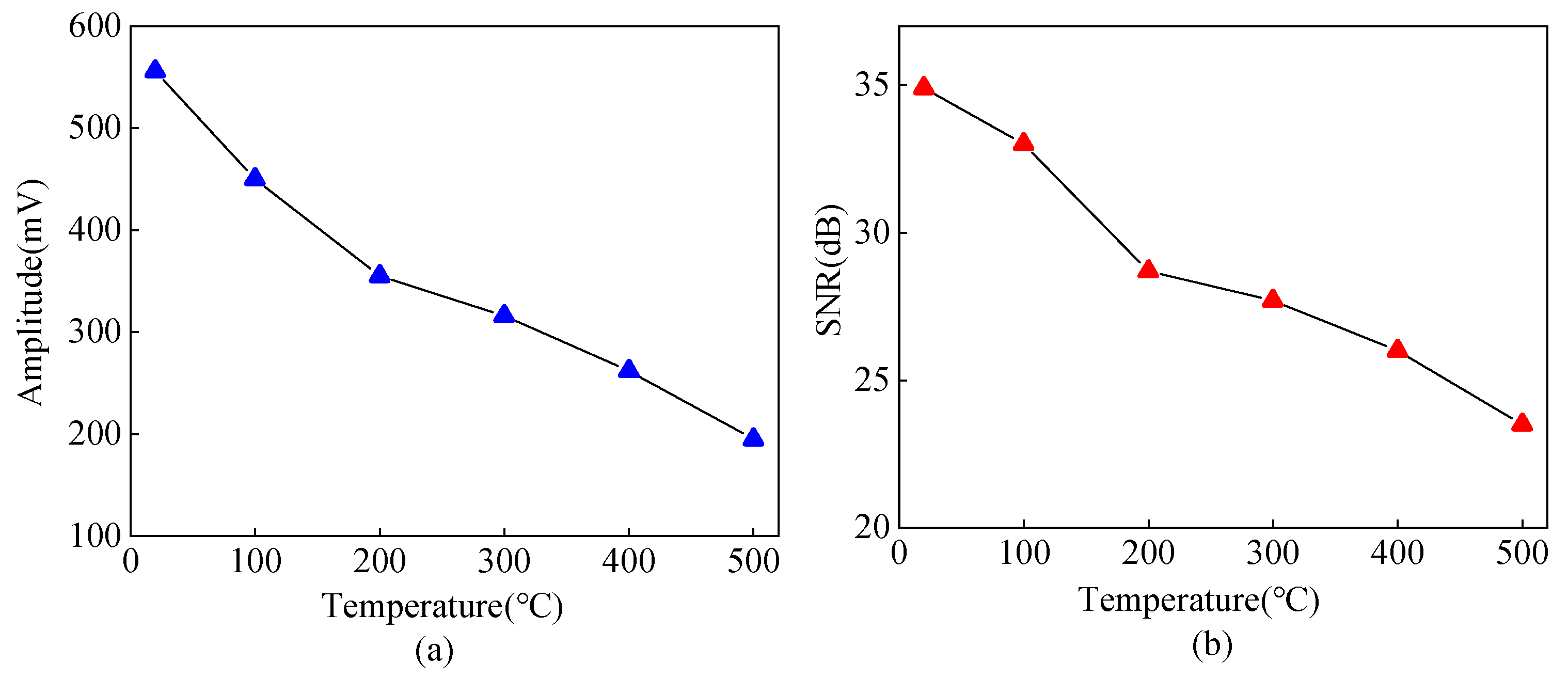
3.5. Experimental Verification of Angled Wave EMAT in High-Temperature Carbon Steel Inspection
4. Application of Pulse Compression Technique in High-Temperature Angled SV Wave EMAT Carbon Steel Detection
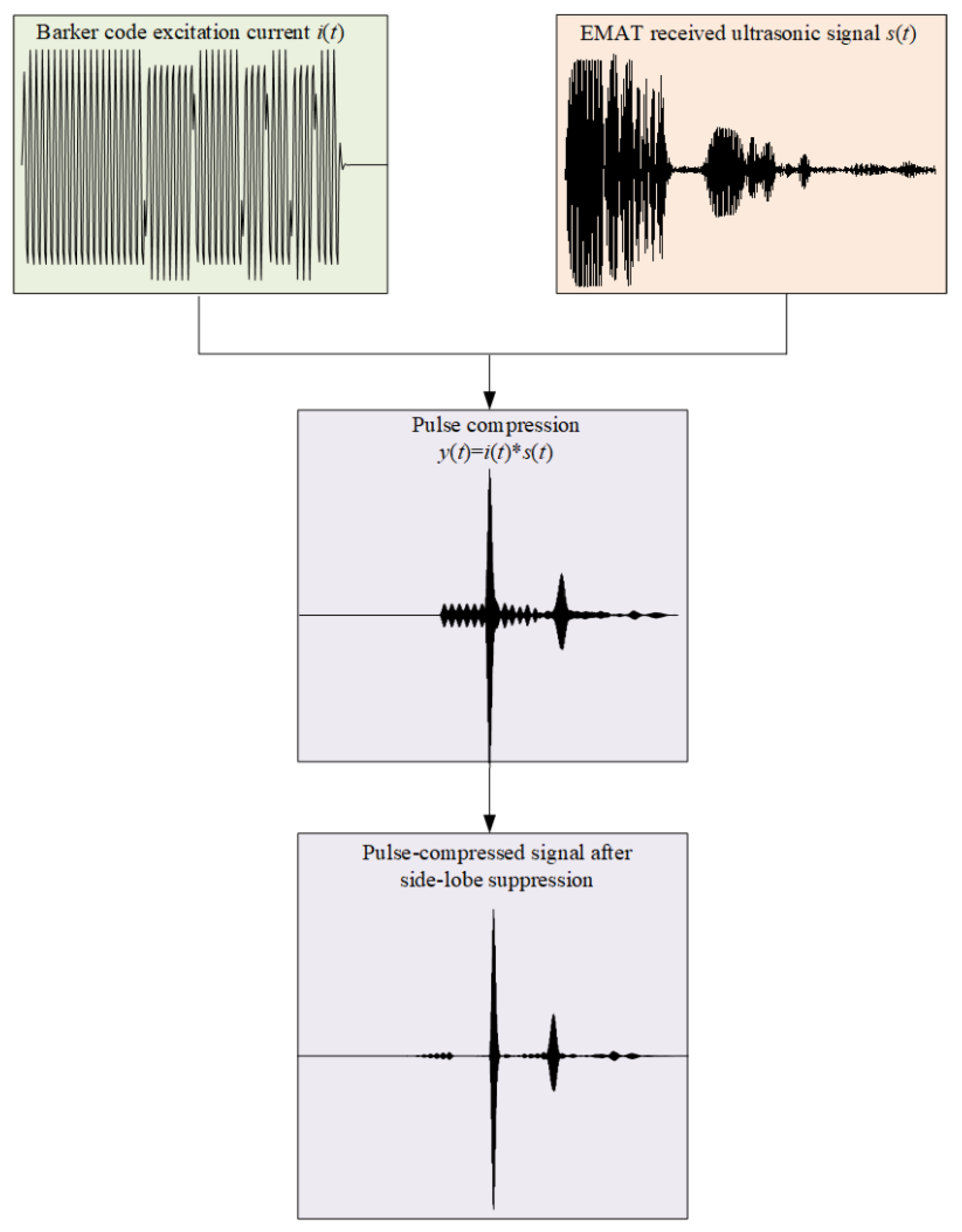
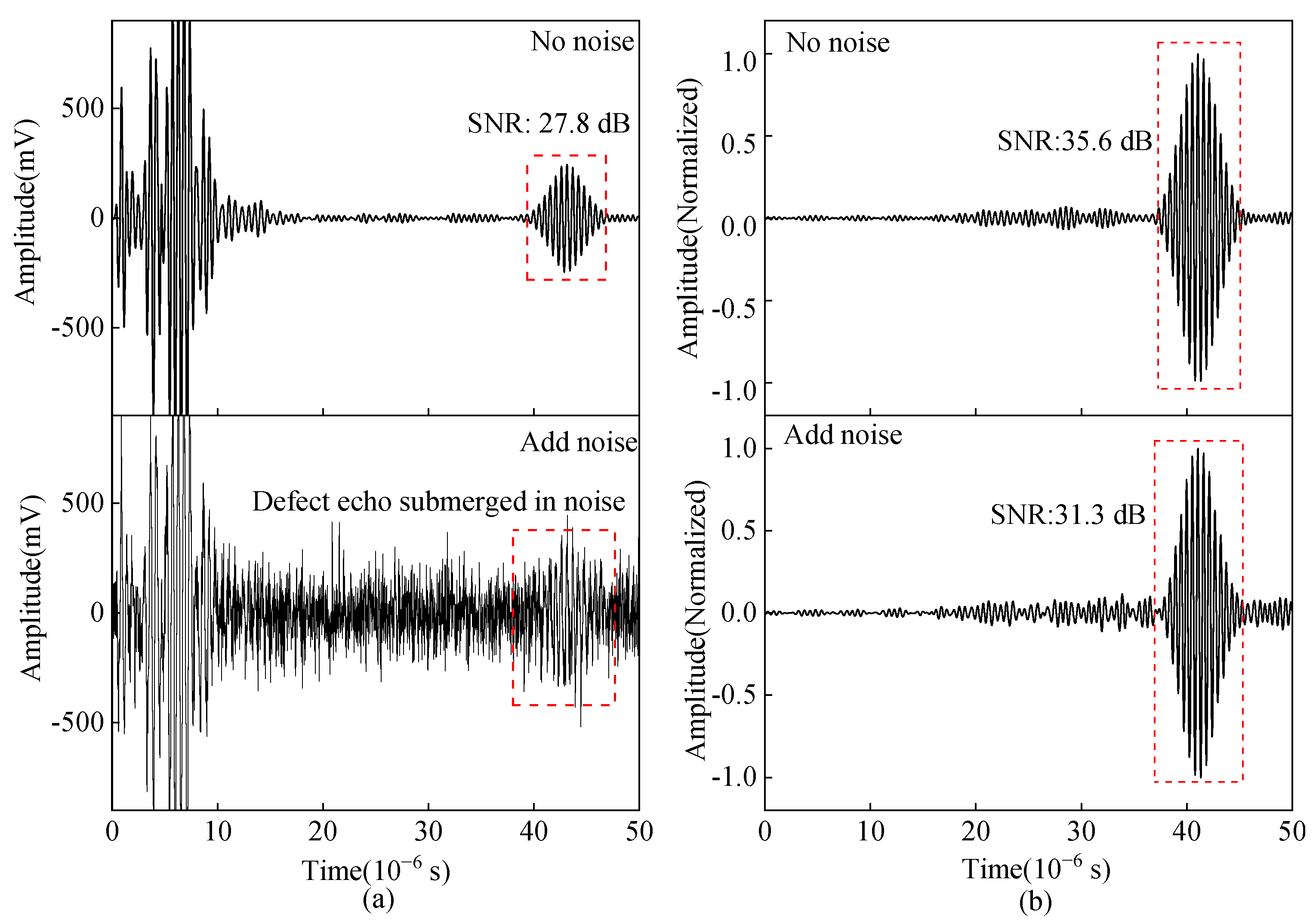
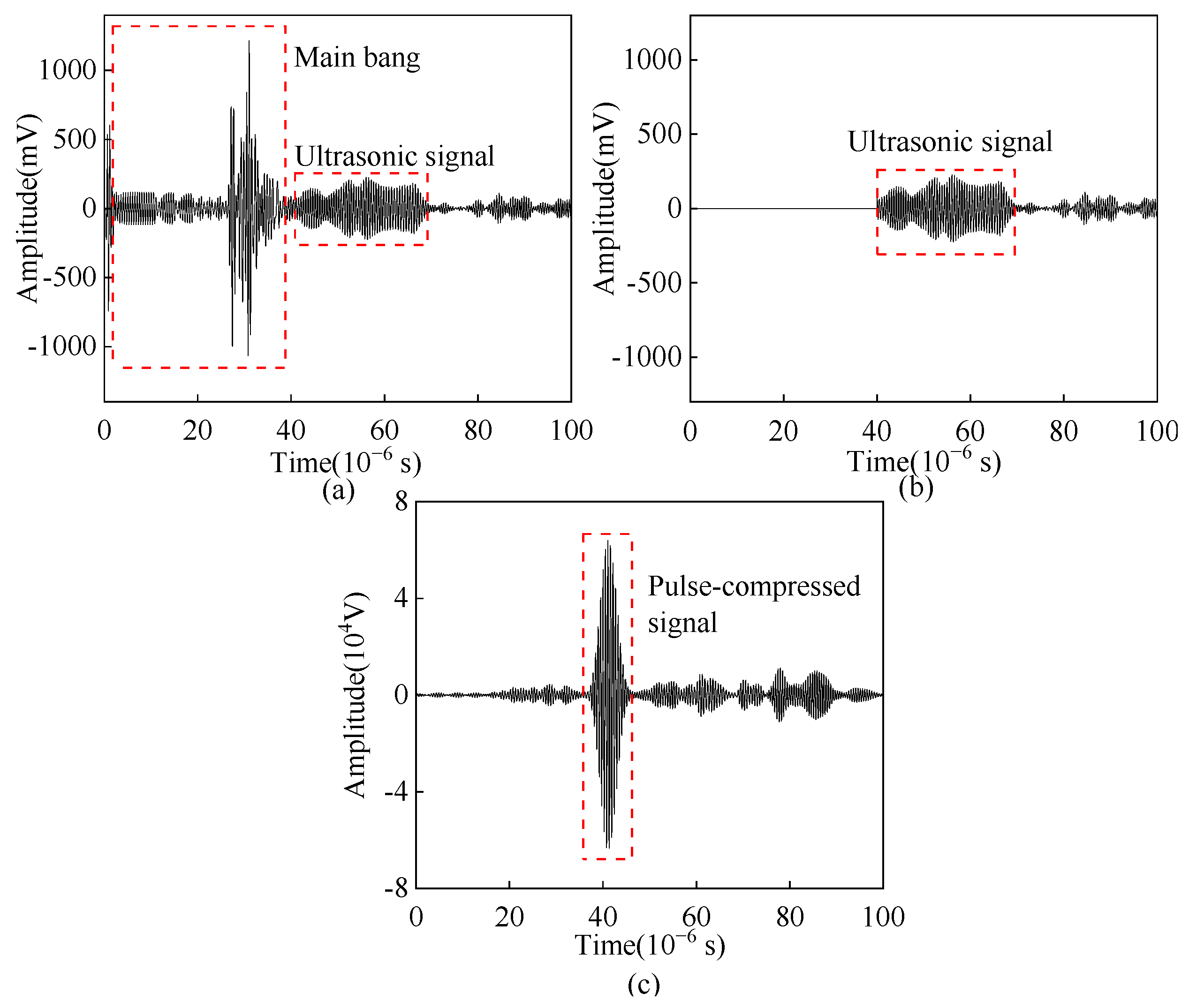
4.1. Implementation Process of Barker Code Pulse Compression Technique and Noise Suppression Capability
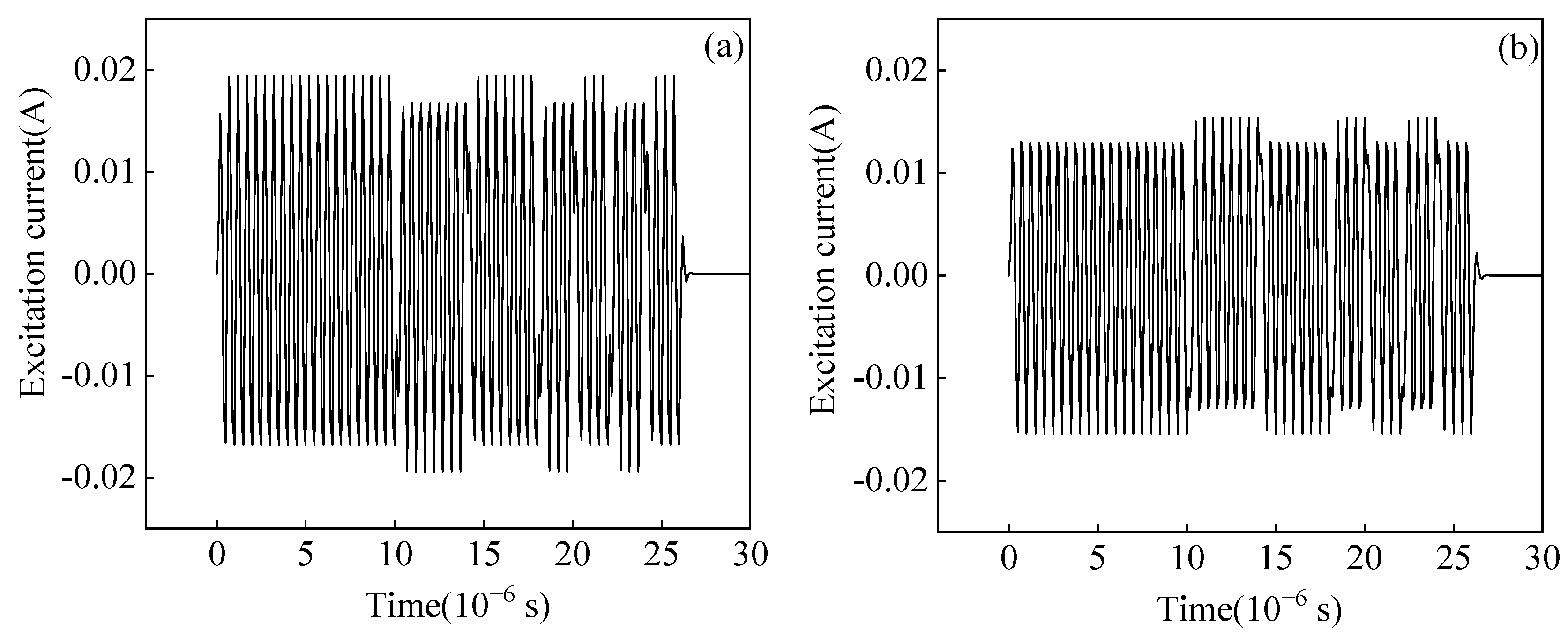
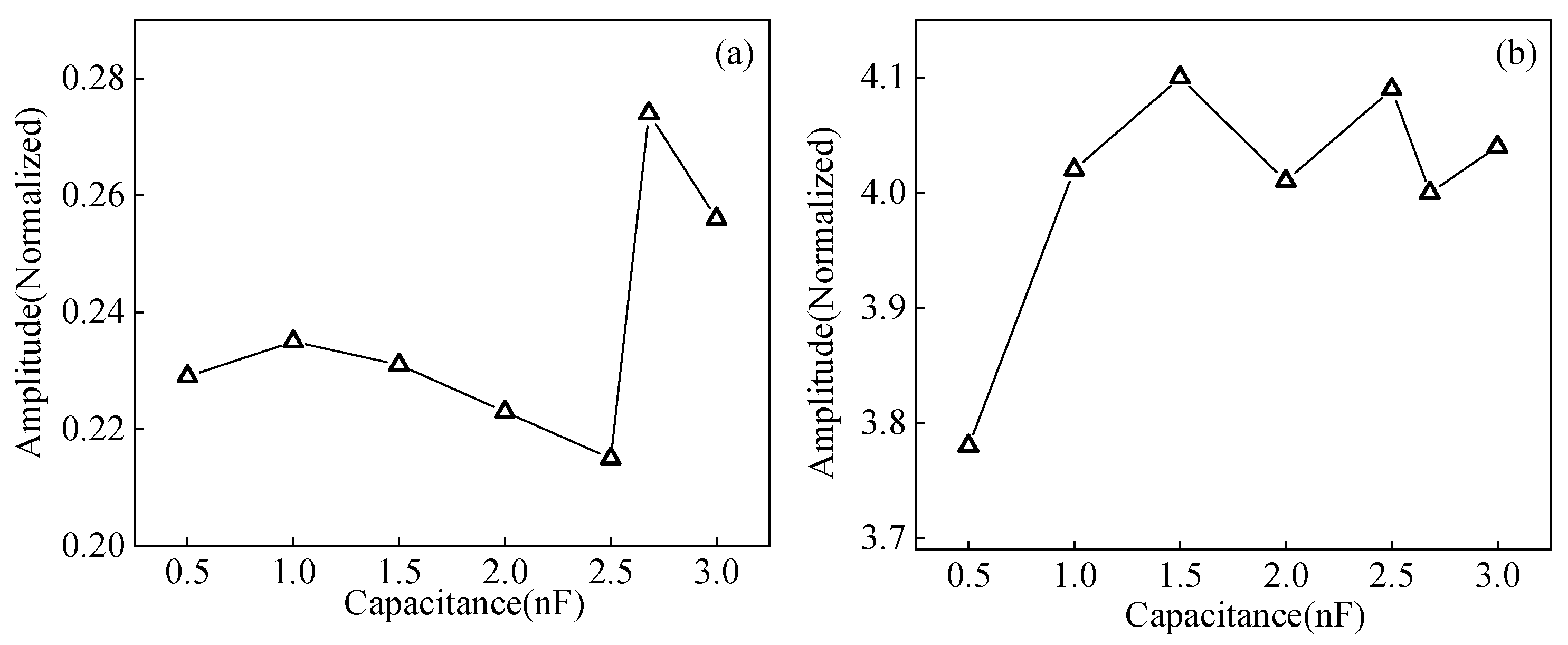
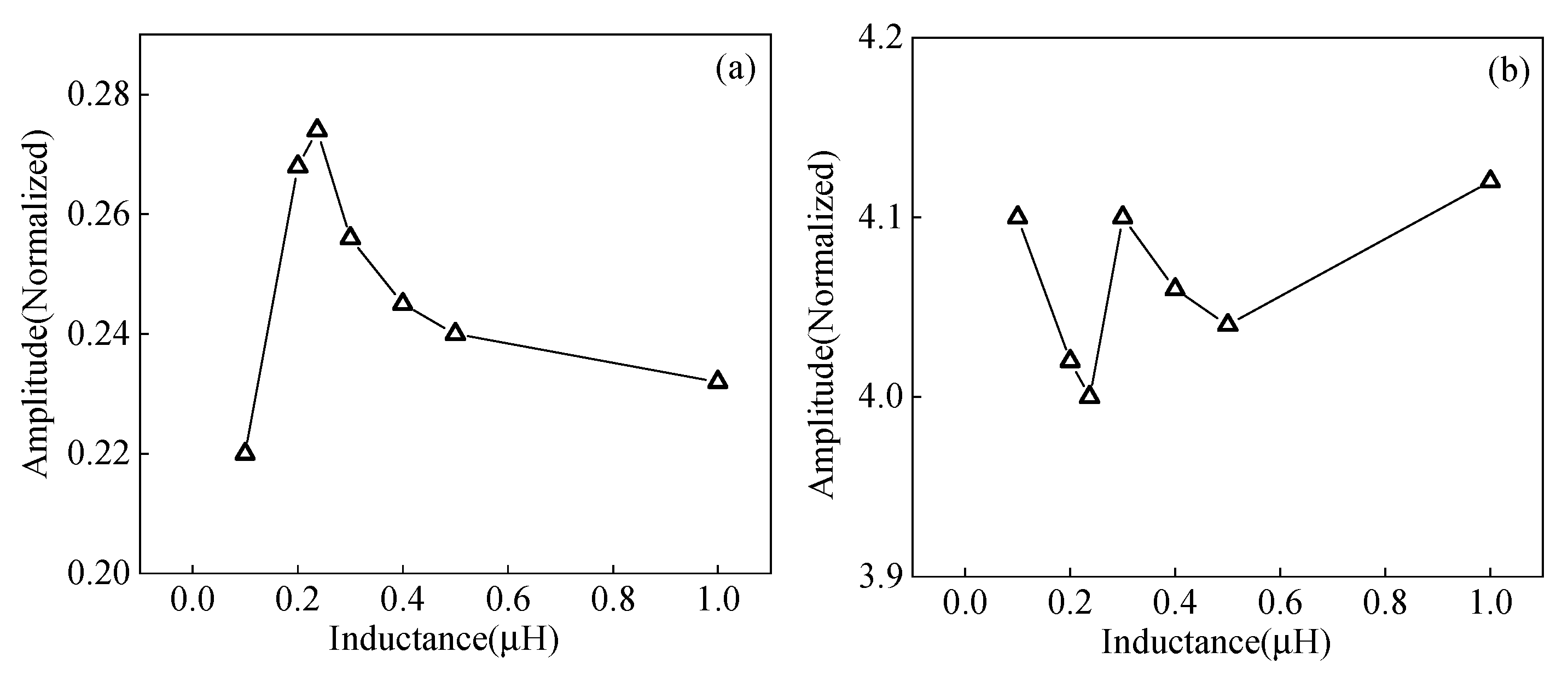
4.2. Circuit-Field Coupled Analysis of Angled SV Wave EMAT
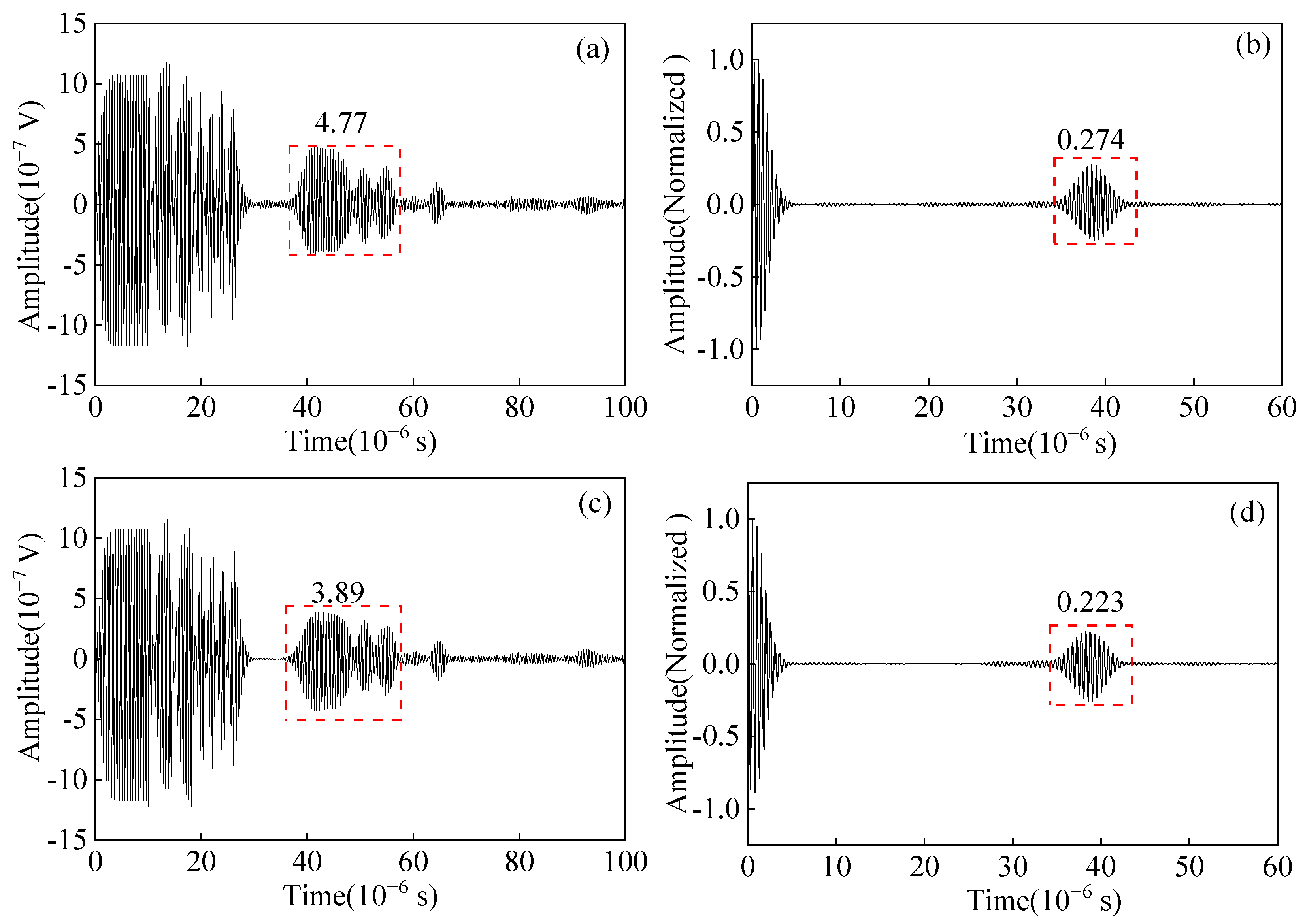
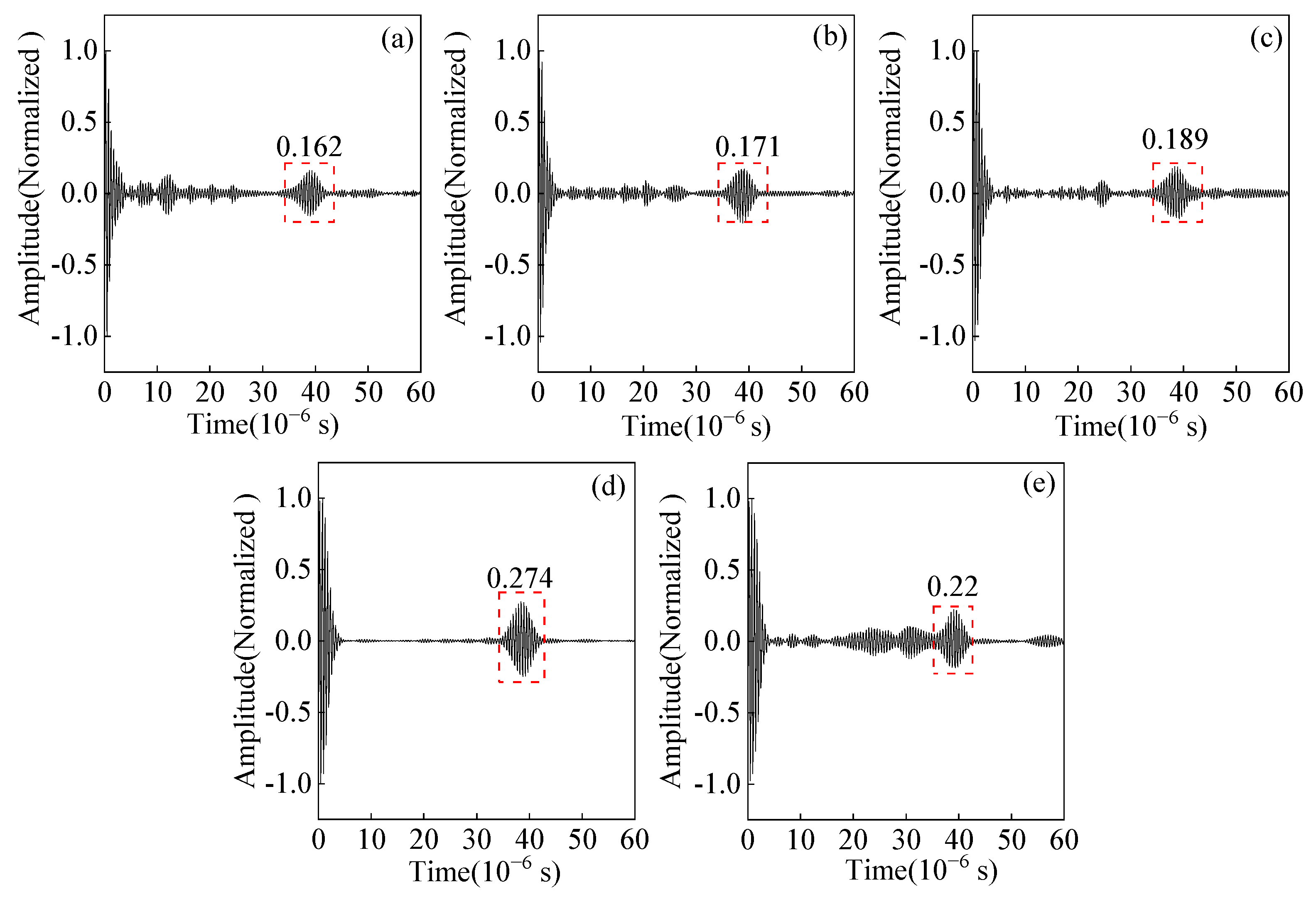
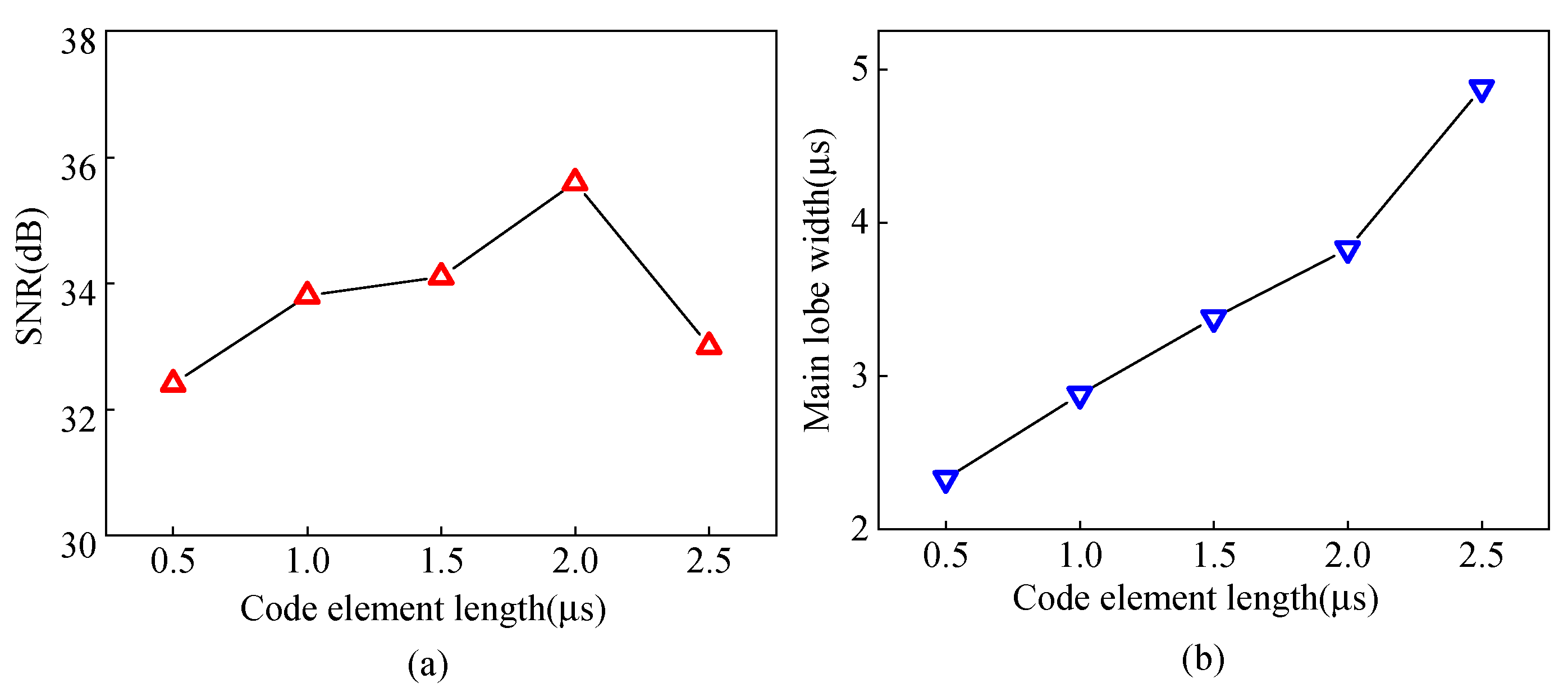
4.3. Analysis of the Effect of Code Element Length on Pulse Compression
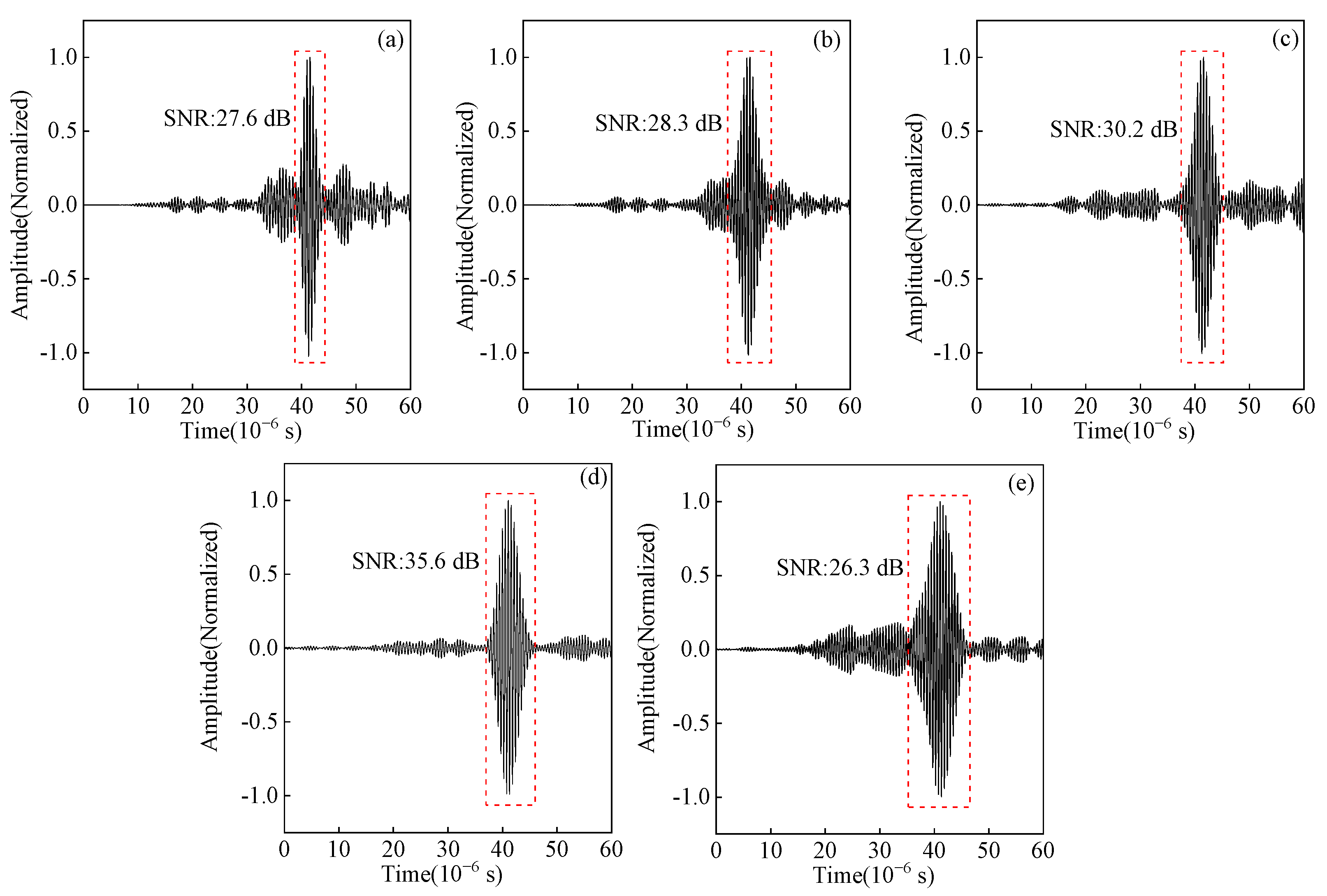
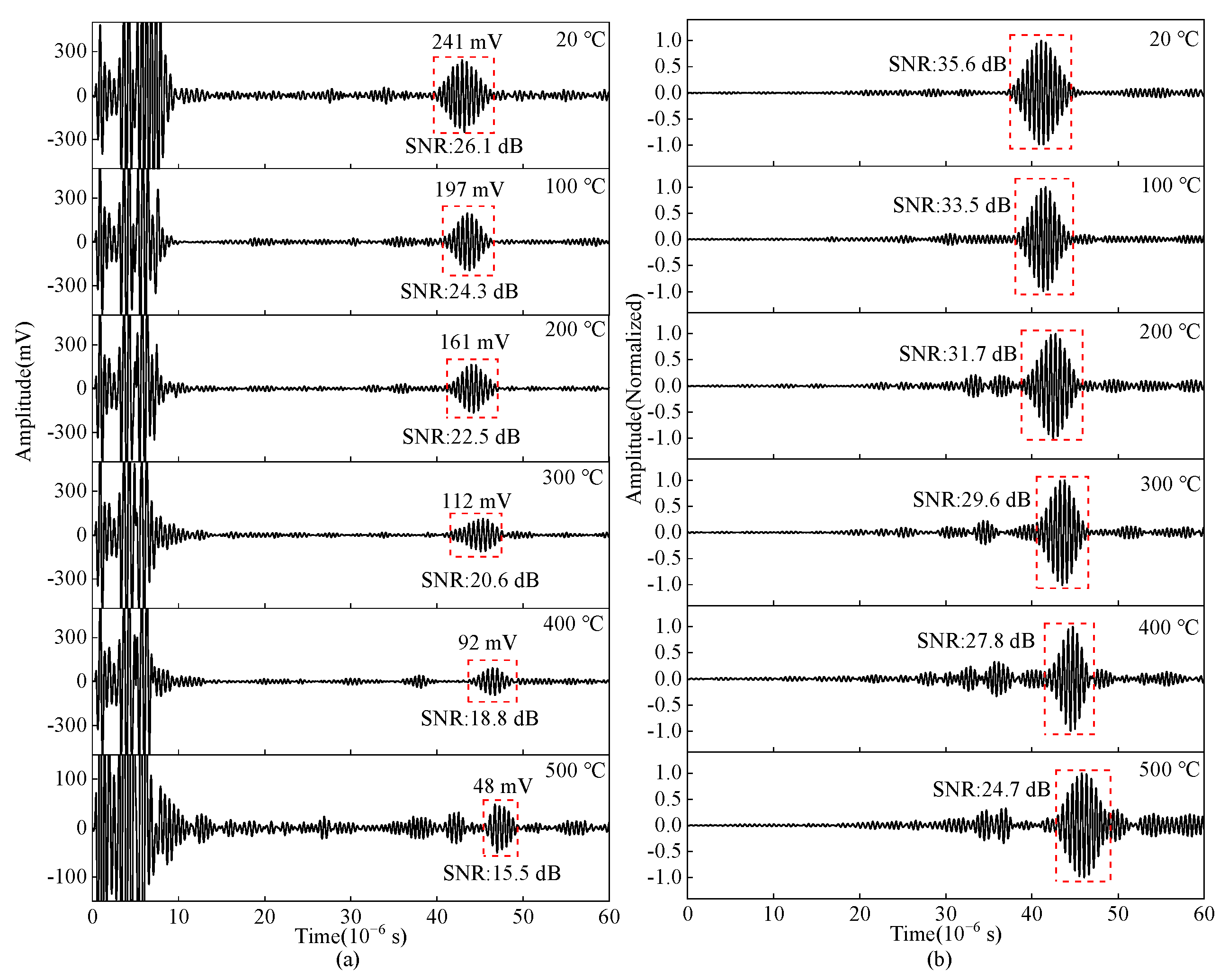
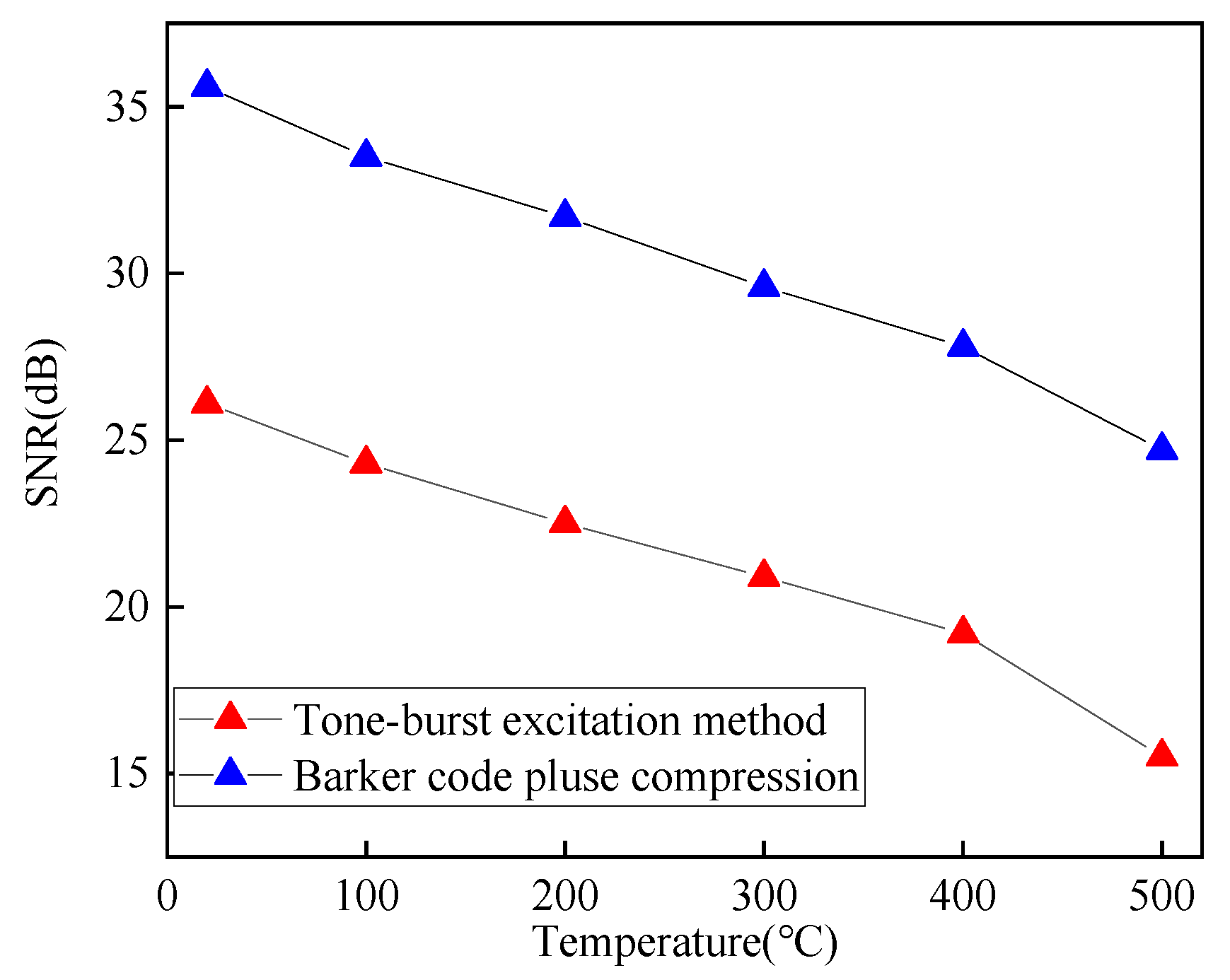
4.4. Analysis of Angled SV Wave EMAT in High-Temperature Carbon Steel Crack Detection
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Y.; Sun, L.; He, C. Flow induced vibration investigation of a main steam pipe suffering from high temperature steam flow. Prog. Nucl. Energy 2022, 143, 104040. [Google Scholar] [CrossRef]
- Norose, Y.; Mizutani, K.; Wakatsuki, N. Nondestructive inspection for steel billet using phase-modulated signal by gold sequence for improving measurement speed. Jpn. J. Appl. Phys. 2012, 51, 07GB17. [Google Scholar] [CrossRef]
- Kobayashi, M.; Jen, C.K.; Bussiere, J.F. High-temperature integrated and flexible ultrasonic transducers for nondestructive testing. Ndt. E Int. 2009, 42, 157–161. [Google Scholar] [CrossRef] [Green Version]
- Amini, M.H.; Sinclair, A.N.; Coyle, T.W. A new high-temperature ultrasonic transducer for continuous inspection. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2016, 63, 448–455. [Google Scholar] [CrossRef]
- Kogia, M.; Cheng, L.; Mohimi, A. Electromagnetic acoustic transducers applied to high temperature plates for potential use in the solar thermal industry. Appl. Sci. 2015, 5, 1715–1734. [Google Scholar] [CrossRef] [Green Version]
- Kogia, M.; Gan, T.H.; Balachandran, W. High temperature shear horizontal electromagnetic acoustic transducer for guided wave inspection. Sensors 2016, 16, 582. [Google Scholar] [CrossRef] [Green Version]
- Choi, S.; Cho, H.; Lindsey, M.S. Electromagnetic acoustic transducers for robotic nondestructive inspection in harsh environments. Sensors 2018, 18, 193. [Google Scholar] [CrossRef] [Green Version]
- Jia, X.J.; Ouyang, Q.; Zhang, X.L. An improved design of the spiral-coil EMAT for enhancing the signal amplitude. Sensors 2017, 17, 1106. [Google Scholar] [CrossRef] [Green Version]
- Ashigwuike, E.C. Coupled Finite Element Modelling and Transduction Analysis of a Novel EMAT Configuration Operating on Pipe Steel Materials. Ph.D. Thesis, Brunel University, London, UK, September 2014. [Google Scholar]
- Thon, A.; Painchaud-April, G.; Le Duff, A. Optimization of a Lorentz forces EMAT for the reconstruction of the circumferential thickness profile of a steel pipe using high order shear horizontal modes. Ndt. E Int. 2022, 128, 102631. [Google Scholar] [CrossRef]
- Hill, S.; Dixon, S.; Rajagopal, P. A new electromagnetic acoustic transducer design for generating torsional guided wave modes for pipe inspections. In Proceedings of the AIP Conference, Atlanta, GA, USA, 17–22 July 2016. [Google Scholar]
- Matz, V.; Smid, R.; Starman, S. Signal-to-noise ratio enhancement based on wavelet filtering in ultrasonic testing. Ultrasonics 2009, 49, 752–759. [Google Scholar] [CrossRef]
- Huang, S.; Tong, Y.; Zhao, W. A denoising algorithm for an electromagnetic acoustic transducer (EMAT) signal by envelope regulation. Meas. Sci. Technol. 2010, 21, 085206. [Google Scholar] [CrossRef]
- Tiwari, K.A.; Raisutis, R.; Samaitis, V. Hybrid signal processing technique to improve the defect estimation in ultrasonic non-destructive testing of composite structures. Sensors 2017, 17, 2858. [Google Scholar] [CrossRef] [Green Version]
- Hill, S.; Dixon, S. Frequency dependent directivity of periodic permanent magnet electromagnetic acoustic transducers. NDT E Int. 2014, 62, 137–143. [Google Scholar] [CrossRef]
- Ogi, H.; Hirao, M.; Ohtani, T. Line-focusing of ultrasonic SV wave by electromagnetic acoustic transducer. J. Acoust. Soc. Am. 1998, 103, 2411–2415. [Google Scholar] [CrossRef]
- Ogi, H.; Hirao, M.; Ohtani, T. Line-focusing electromagnetic acoustic transducers for the detection of slit defects. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1999, 46, 341–346. [Google Scholar] [CrossRef] [PubMed]
- Nakamura, N.; Ashida, K.; Takishita, T. Inspection of stress corrosion cracking in welded stainless steel pipe using point-focusing electromagnetic-acoustic transducer. NDT E Int. 2016, 83, 88–93. [Google Scholar] [CrossRef]
- Cai, Z.C.; Yan, Y.; Tian, G.Y. Enhancement of Lamb-EMAT signal using a modified one-side pitch-catch design. IEEE Access 2019, 7, 138556–138566. [Google Scholar] [CrossRef]
- Jia, X.J.; Liang, J.; Zhao, K. Multi-parameters optimization for electromagnetic acoustic transducers using surrogate-assisted particle swarm optimizer. Mech. Syst. Signal Process. 2021, 152, 107337. [Google Scholar] [CrossRef]
- Xie, Y.D.; Li, J.Y.; Huang, P. A novel design of window function modulated meander-line-coils EMATs for unidirectional Rayleigh waves generation and sidelobes suppression. NDT E Int. 2021, 123, 102501. [Google Scholar] [CrossRef]
- Lunn, N.; Dixon, S.; Potter, M.D.G. High temperature EMAT design for scanning or fixed point operation on magnetite coated steel. NDT E Int. 2017, 89, 74–80. [Google Scholar] [CrossRef]
- Ogata, S.; Uchimoto, T.; Takagi, T. Development and performance evaluation of a high-temperature electromagnetic acoustic transducer for monitoring metal processing. Int. J. Appl. Electromagn. Mech. 2018, 58, 309–318. [Google Scholar] [CrossRef]
- Kojima, F. Inverse problem for internal temperature distribution of metal products using pulser-receiver EMAT. Int. J. Appl. Electromagn. Mech. 2019, 59, 1451–1457. [Google Scholar] [CrossRef]
- Hernandez-Valle, F.; Dixon, S. Pulsed electromagnet EMAT for ultrasonic measurements at elevated temperatures. Insight-Non-Destr. Test. Cond. Monit. 2011, 53, 96–99. [Google Scholar] [CrossRef]
- Sun, H.; Peng, L.; Wang, S. Development of frequency-mixed point-focusing shear horizontal guided-wave EMAT for defect inspection using deep neural network. IEEE Trans. Instrum. Meas. 2020, 70, 1–14. [Google Scholar] [CrossRef]
- Ho, K.S.; Gan, T.H.; Billson, D.R. Application of pulse compression signal processing techniques to electromagnetic acoustic transducers for noncontact thickness measurements and imaging. Rev. Sci. Instrum. 2005, 76, 0549021–0549028. [Google Scholar] [CrossRef] [Green Version]
- Iizuka, Y.; Awajiya, Y. High sensitivity EMAT system using chirp pulse compression and its application to crater end detection in continuous casting. In Proceedings of the 3rd International Symposium on Laser Ultrasonics and Advanced Sensing, Yokohama, Japan, 25–28 June 2013. [Google Scholar]
- Cheng, J.J.; Shi, W.Z.; Lu, C. Study and comparison of pulse compression techniques with three types of excitation for high-temperature EMAT detection. Non-Destr. Test. Cond. Monit. 2022, 64, 138–145. [Google Scholar] [CrossRef]
- Shi, W.Z.; Wu, Y.X.; Gong, H. Optimal design of spiral coil electromagnetic acoustic transducers considering lift-off sensitivity operating on non-ferromagnetic media. Nondestruct. Test. Eval. 2018, 33, 56–74. [Google Scholar] [CrossRef]
- Hirao, M.; Ogi, H. EMATs for Science and Industry: Noncontacting Ultrasonic Measurements, 1st ed.; Springer: New York, NY, USA, 2003; pp. 73–80. [Google Scholar]
- Shi, W.Z.; Wu, Y.X.; Gong, H. Enhancement of lift-off performance and conversion efficiency using a copper backplate for a spiral coil EMAT in generating and receiving shear waves. Int. J. Appl. Electromagn. Mech. 2018, 56, 173–194. [Google Scholar] [CrossRef]
- Thompson, R.B. Physical Principles of Measurements with EMAT Transducers. In Ultrasonic Measurement Methods; Thurston, R.N., Pierce, A.D., Eds.; Academic Press: San Diego, CA, USA, 1990; Volume 19, pp. 157–200. [Google Scholar]
- Sun, Y.; Tu, Y.; Sun, J.; Niu, D. Effect of temperature and composition on thermal properties of carbon steel. In Proceedings of the 2009 Chinese Control and Decision Conference, Guilin, China, 17–19 June 2009. [Google Scholar]
- Idris, A.; Edwards, C.; Palmer, S.B. Acoustic wave measurements at elevated temperature using a pulsed laser generator and an electromagnetic acoustic transducer detector. Non-Destr. Test. Cond. Monit. 1994, 11, 195–213. [Google Scholar] [CrossRef]
- Kawashima, K.; Nakamori, Y.; Murota, S. On-line non-destructive measurement of solidification shell thickness of continuous casting steel slabs. Tetsu-to-Hagané 1981, 67, 1515–1522. [Google Scholar] [CrossRef]
- Markham, M.F. Measurement of elastic constants by the ultrasonic pulse method. Br. J. Appl. Phys. 1957, 8, S56. [Google Scholar] [CrossRef]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value/mm | Parameter | Value |
|---|---|---|---|
| magnet width | 25 | wire width | 0.15 mm |
| magnet height | 30 | wire spacing | 0.3 mm |
| sample length | 160 | turns | 14 |
| sample height | 50 | splits | 4 |
| Temperature (°C) | Copper Conductivity (107 S/m) | Steel Conductivity (106 S/m) | Steel Elastic Modulus (GPa) |
|---|---|---|---|
| 20 | 6.00 | 5.96 | 212 |
| 100 | 4.60 | 4.44 | 210 |
| 200 | 3.49 | 3.39 | 206 |
| 300 | 2.80 | 2.52 | 199 |
| 400 | 2.32 | 2.04 | 190 |
| 500 | 2.00 | 1.59 | 180 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, M.; Shi, W.; Lu, C.; Chen, G.; Qiu, F.; Zhu, Y.; Liu, Y. Application of Pulse Compression Technique in High-Temperature Carbon Steel Forgings Crack Detection with Angled SV-Wave EMATs. Sensors 2023, 23, 2685. https://doi.org/10.3390/s23052685
He M, Shi W, Lu C, Chen G, Qiu F, Zhu Y, Liu Y. Application of Pulse Compression Technique in High-Temperature Carbon Steel Forgings Crack Detection with Angled SV-Wave EMATs. Sensors. 2023; 23(5):2685. https://doi.org/10.3390/s23052685
Chicago/Turabian StyleHe, Min, Wenze Shi, Chao Lu, Guo Chen, Fasheng Qiu, Ying Zhu, and Yuan Liu. 2023. "Application of Pulse Compression Technique in High-Temperature Carbon Steel Forgings Crack Detection with Angled SV-Wave EMATs" Sensors 23, no. 5: 2685. https://doi.org/10.3390/s23052685