

Influence of Tools and Cutting Strategy on Milling Conditions and Quality of Horizontal Thin-Wall Structures of Titanium Alloy Ti6Al4V
 , , ,
, , ,  and
and
Abstract
:1. Introduction
- The use of vibration spectrograms for the control of the machining process seems feasible [2,3,12,28,29,30,31]. The publications just cited lead us to the conclusion that the use of such a signal processing method can be the basis for the process control and detection of anomalies during material processing.
- Verifying the applicability of adaptive milling when machining thin-walled structures under predefined cutting conditions is going to be valuable in future research involving this machining strategy [9].
2. Materials and Methods
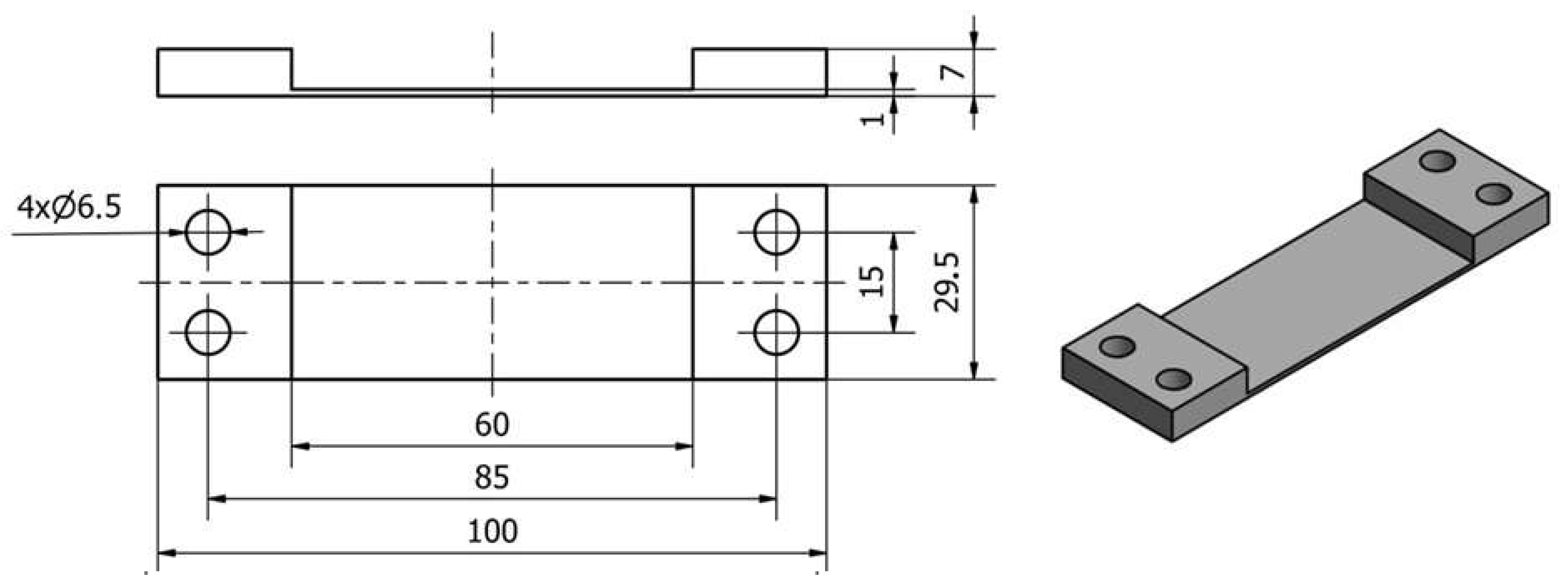
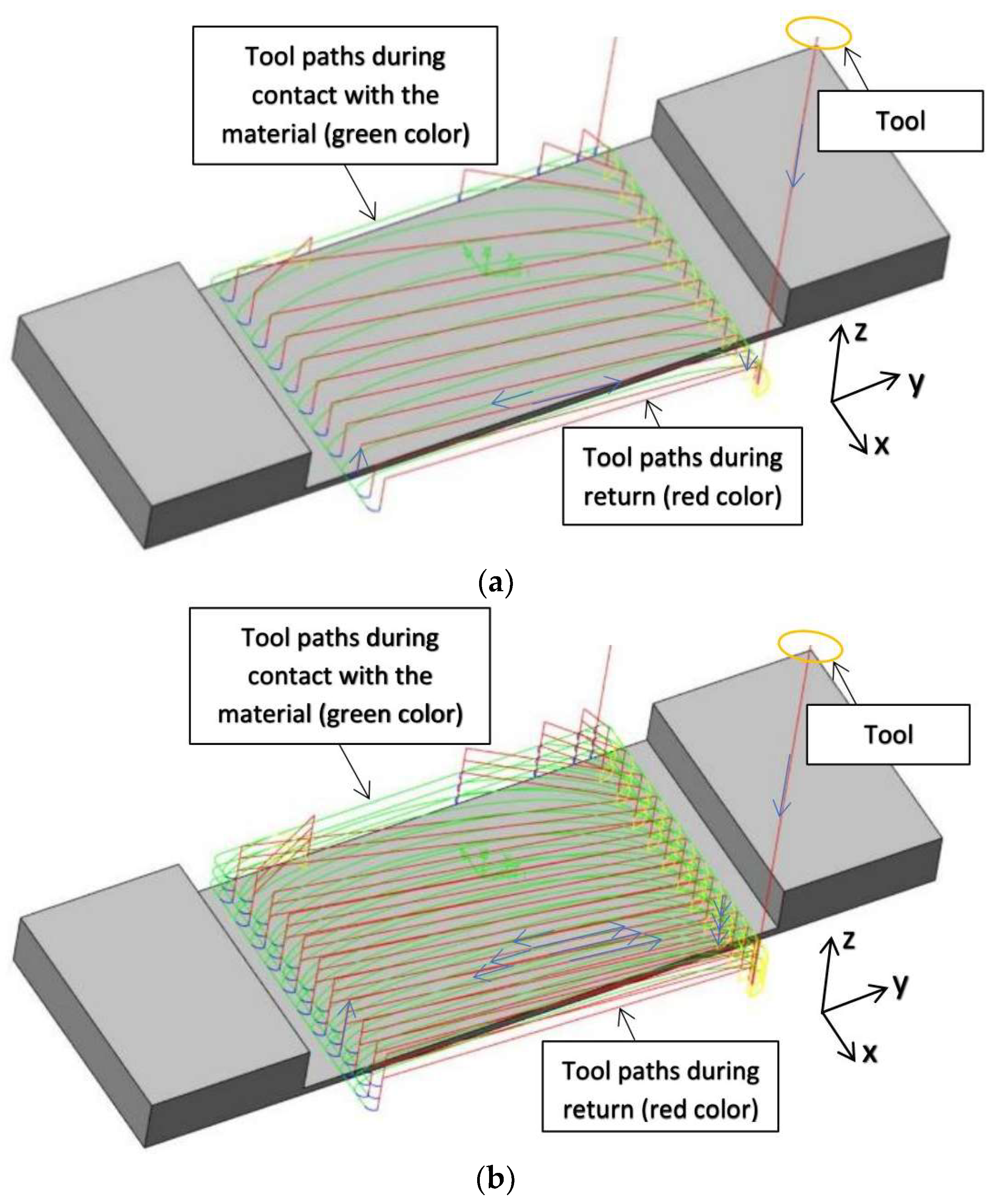
2.1. Machining Conditions
- Tool 1: JS554100E2R050.0Z4-SIRA: for general purpose (for machining all materials) [37];
- Tool 2: JS754100E2C.0Z4A-HXT: tool for high-performance machining (dedicated to machining titanium alloys and nickel superalloys) [38];
- Tool 3: JH730100D2R100.0Z7-HXT: tool for high-speed machining (dedicated to the machining of titanium alloys and nickel superalloys) [39].
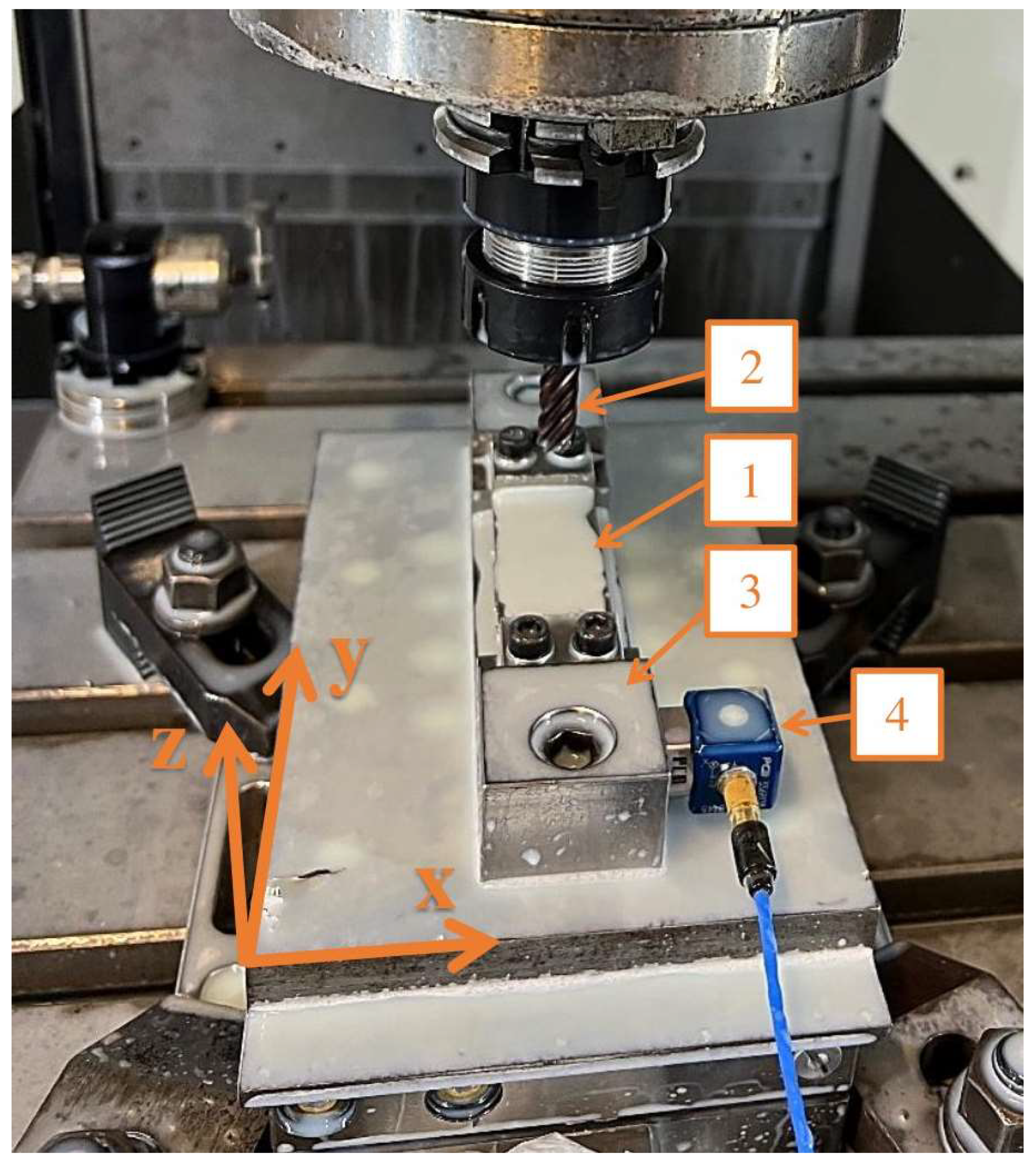
2.2. Measurement of Vibration Signal
2.3. Measurement of Surface Topography
2.4. Statistical Analysis
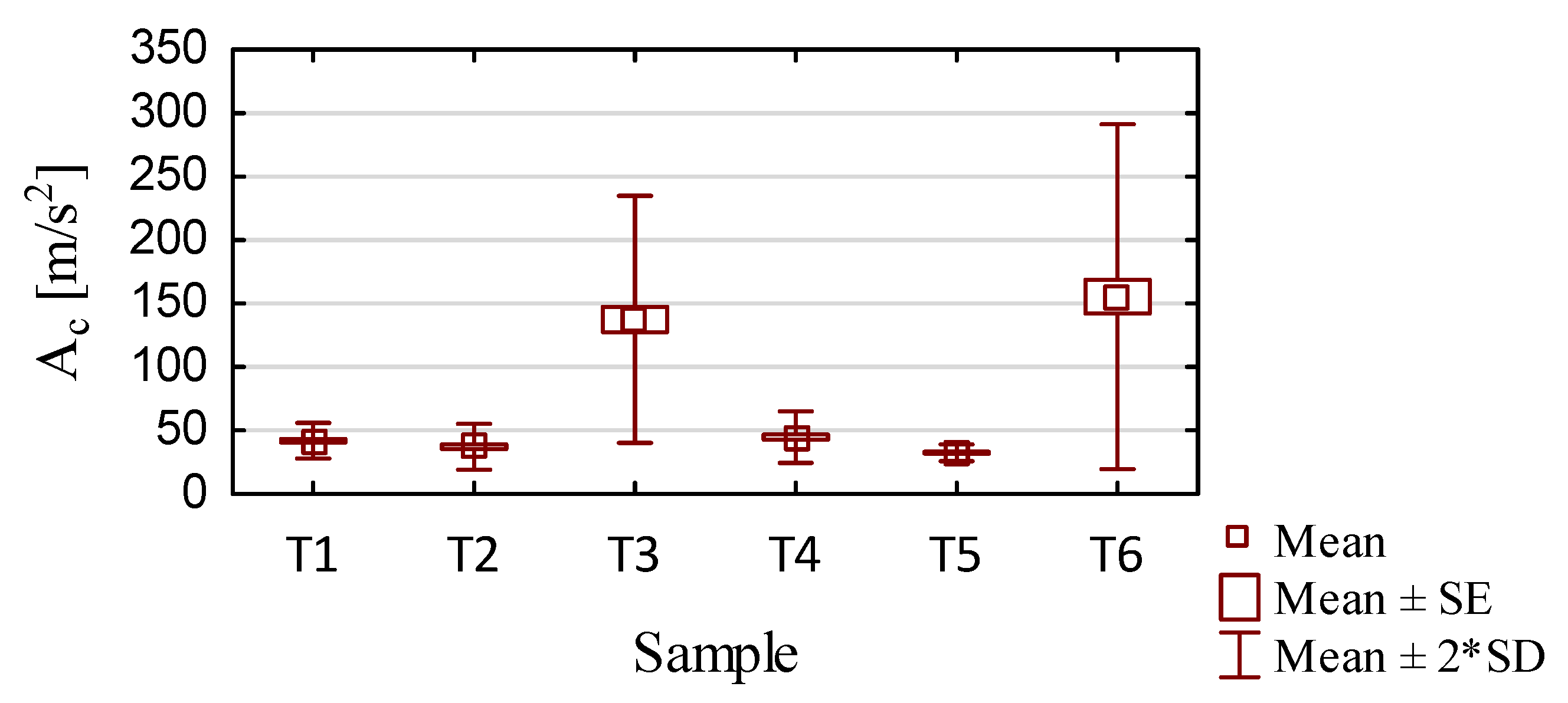
- Vibration—the maximum values of the three components of the acceleration vibration amplitudes for all full passes made in the sample processing were assumed. For statistical analysis, the total amplitude of acceleration vibration Ac was determined using vector folding of the components on the x, y, and z axes.
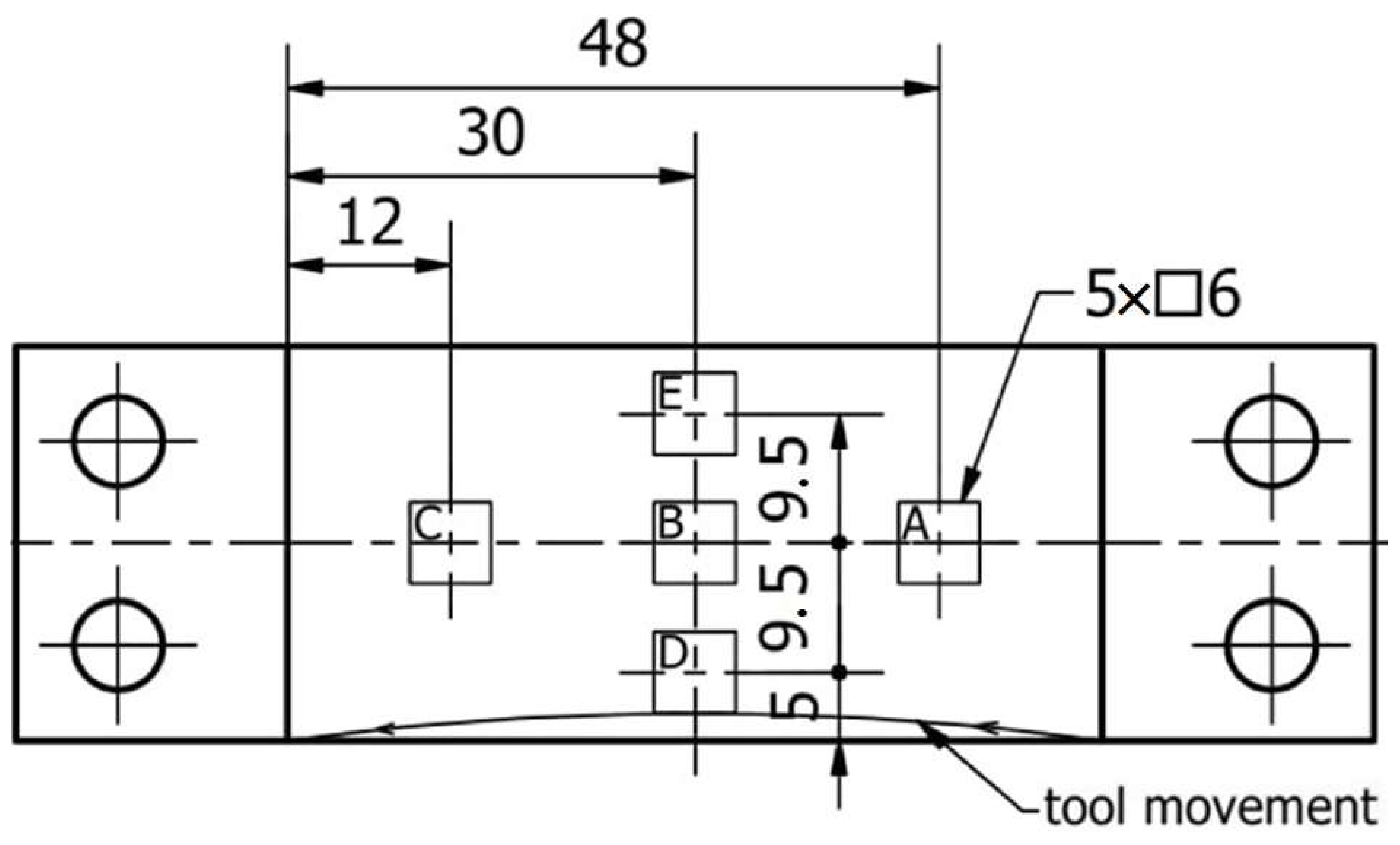
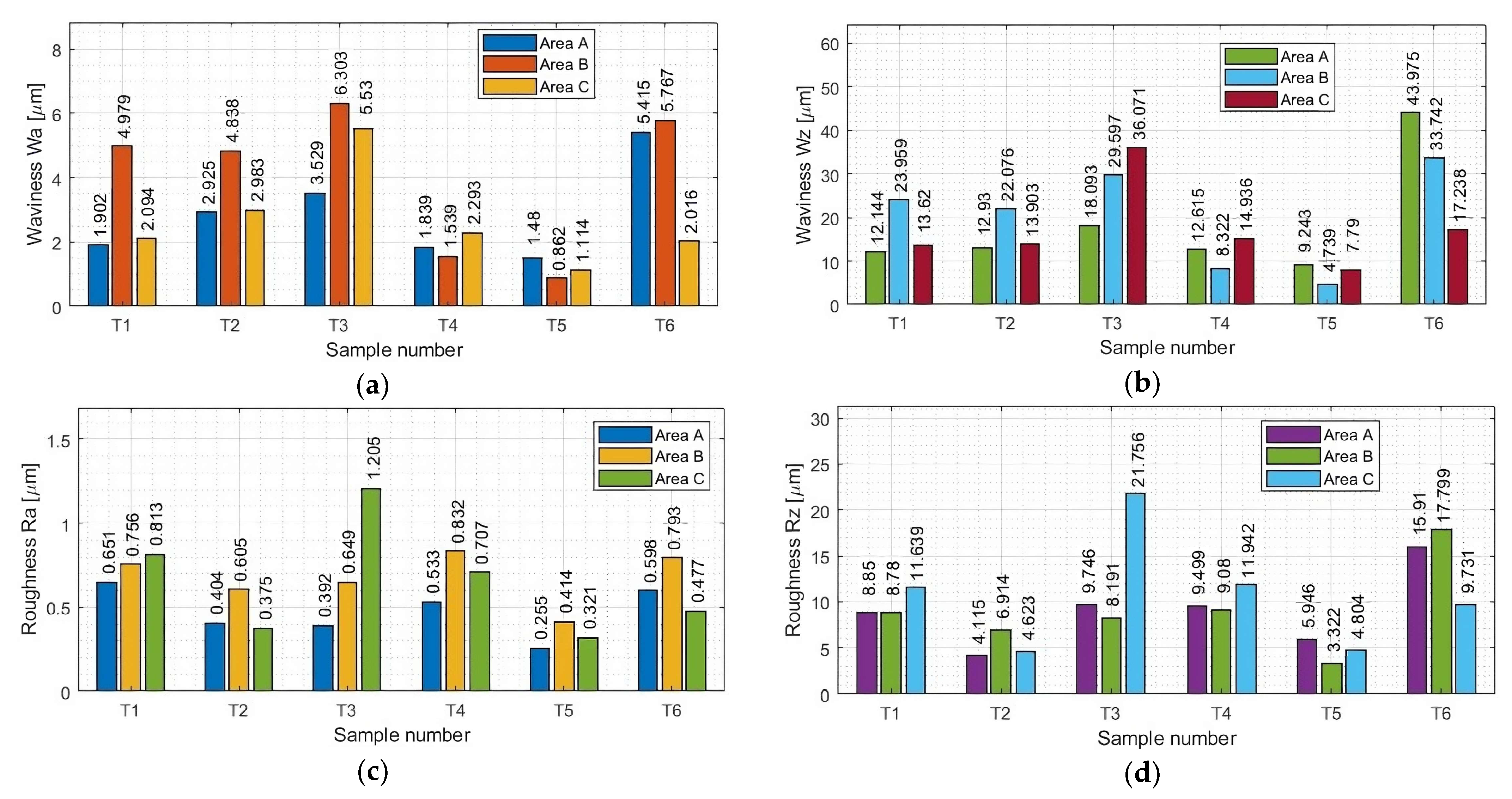
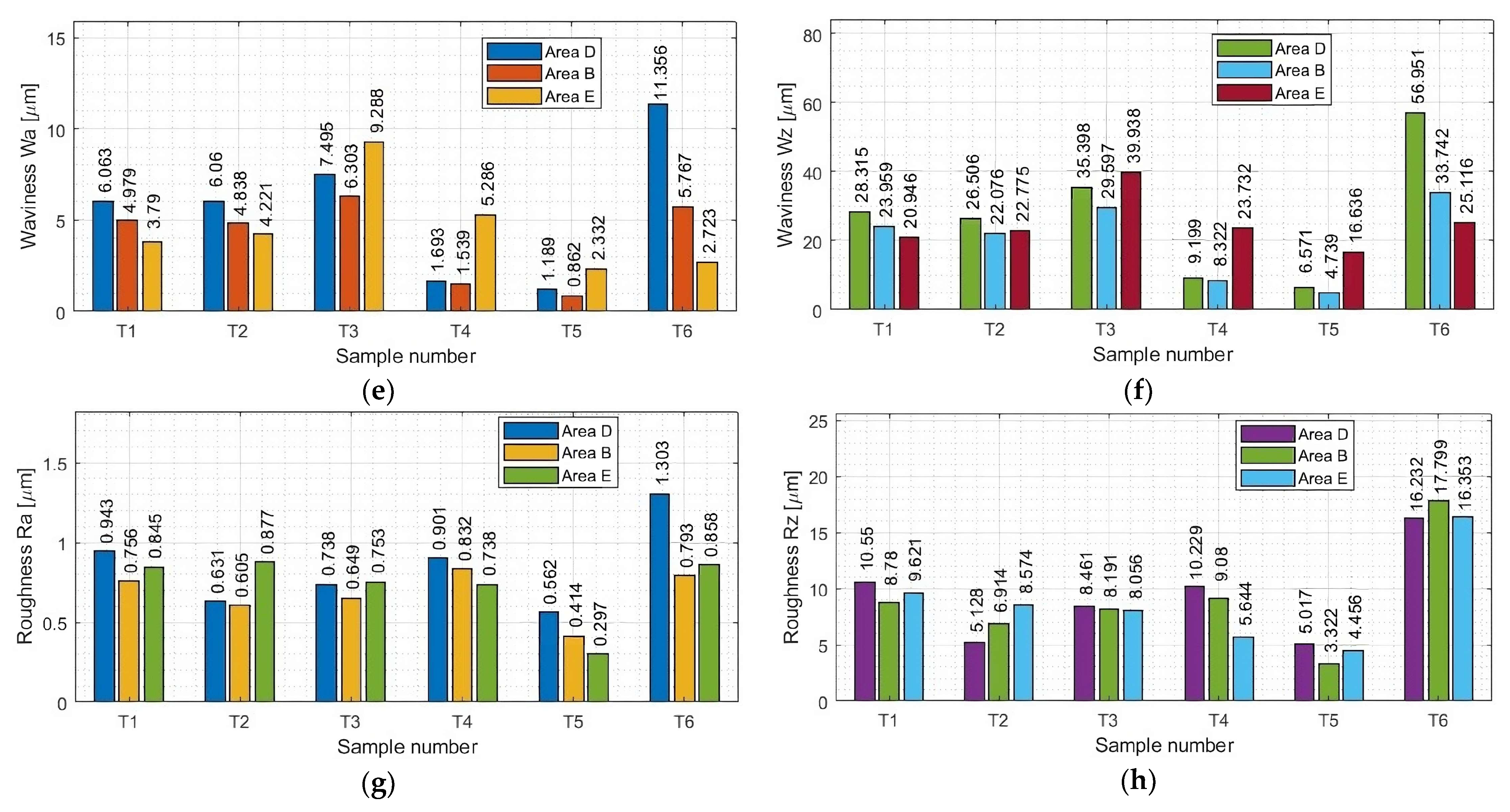
- Surface topography—the values of the waviness parameters (Wa and Wz) and roughness parameters (Ra and Rz) were determined in 5 measurement areas (areas A–E), as shown in Figure 5.
3. Results and Discussion
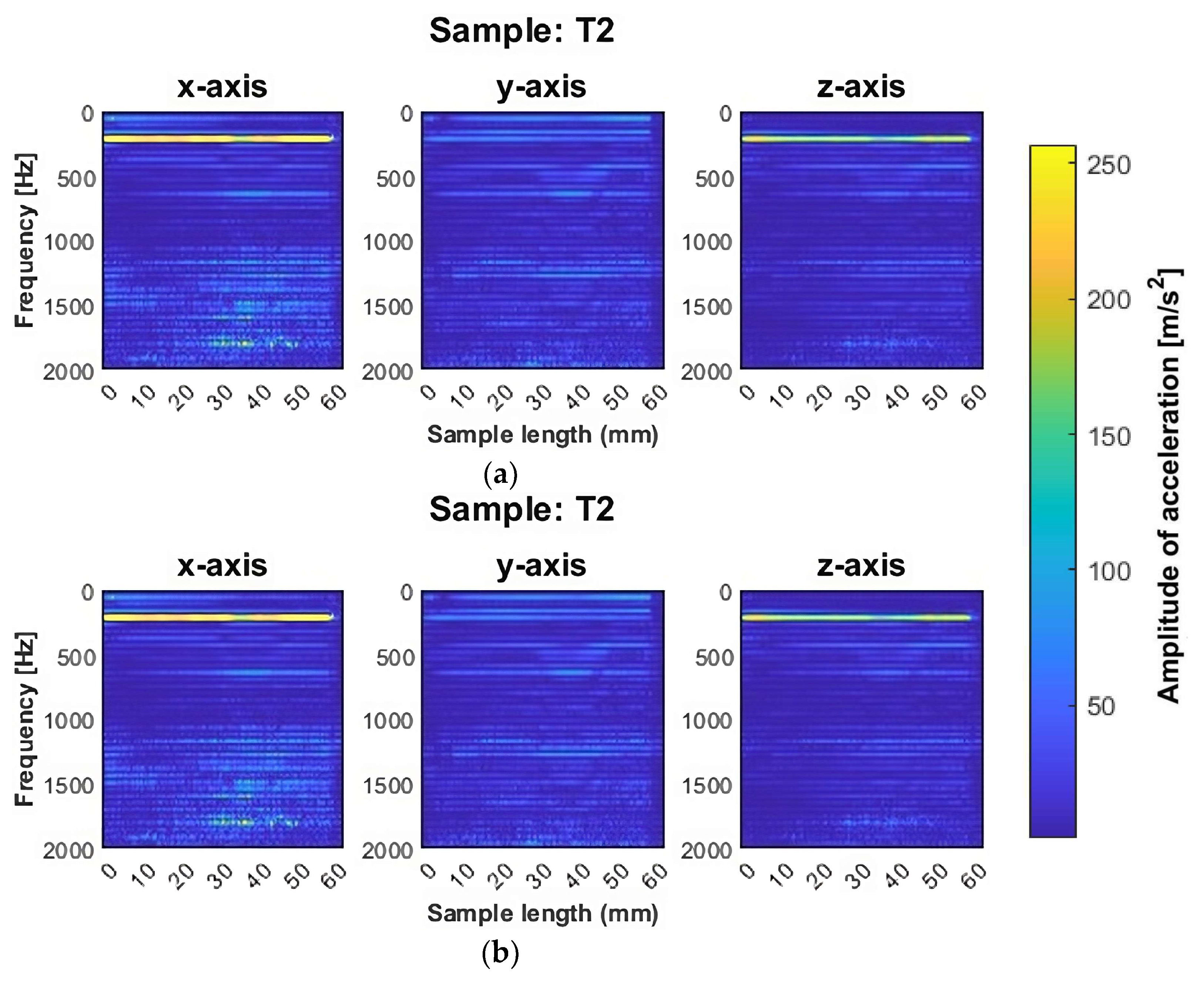
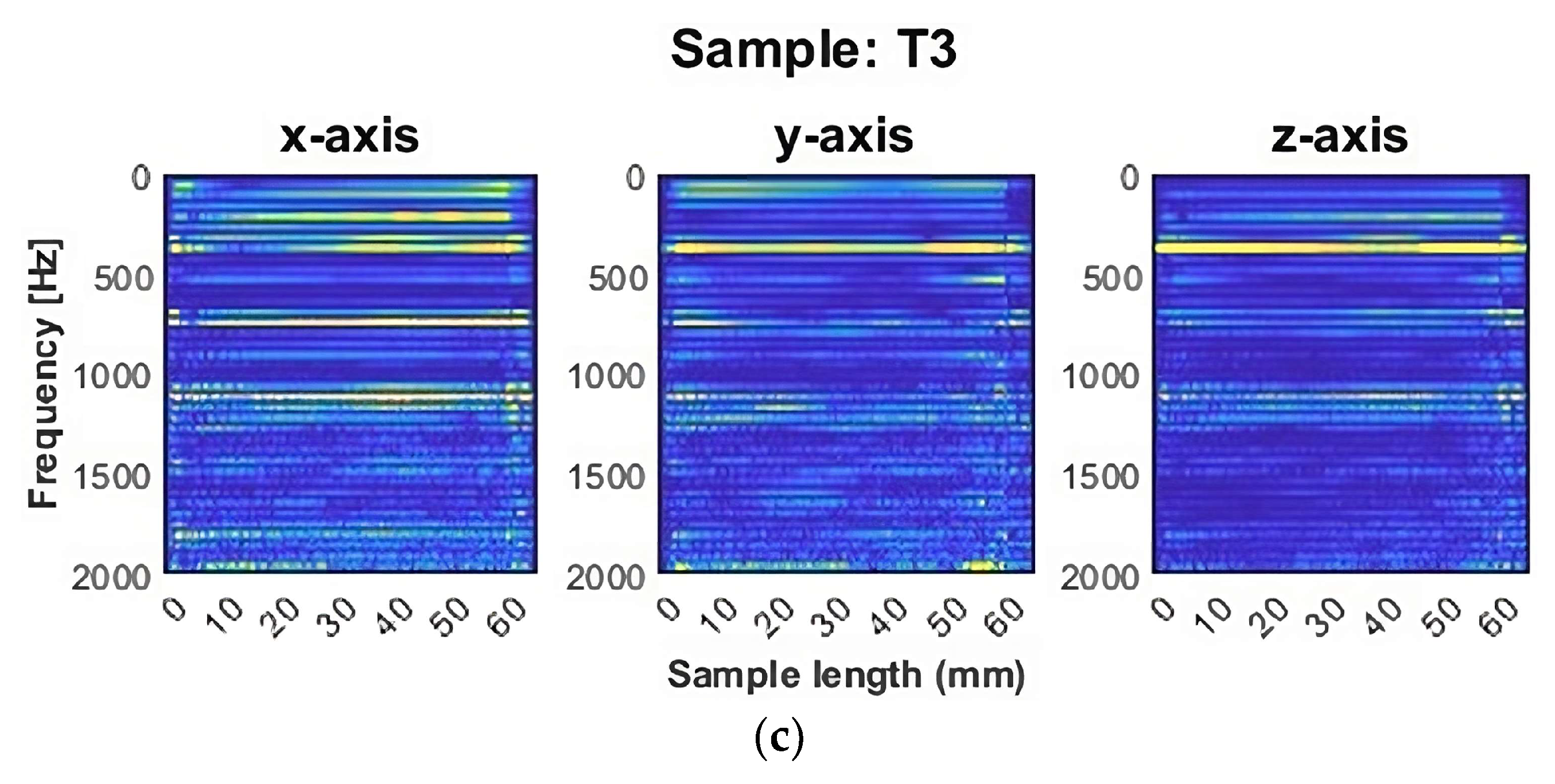
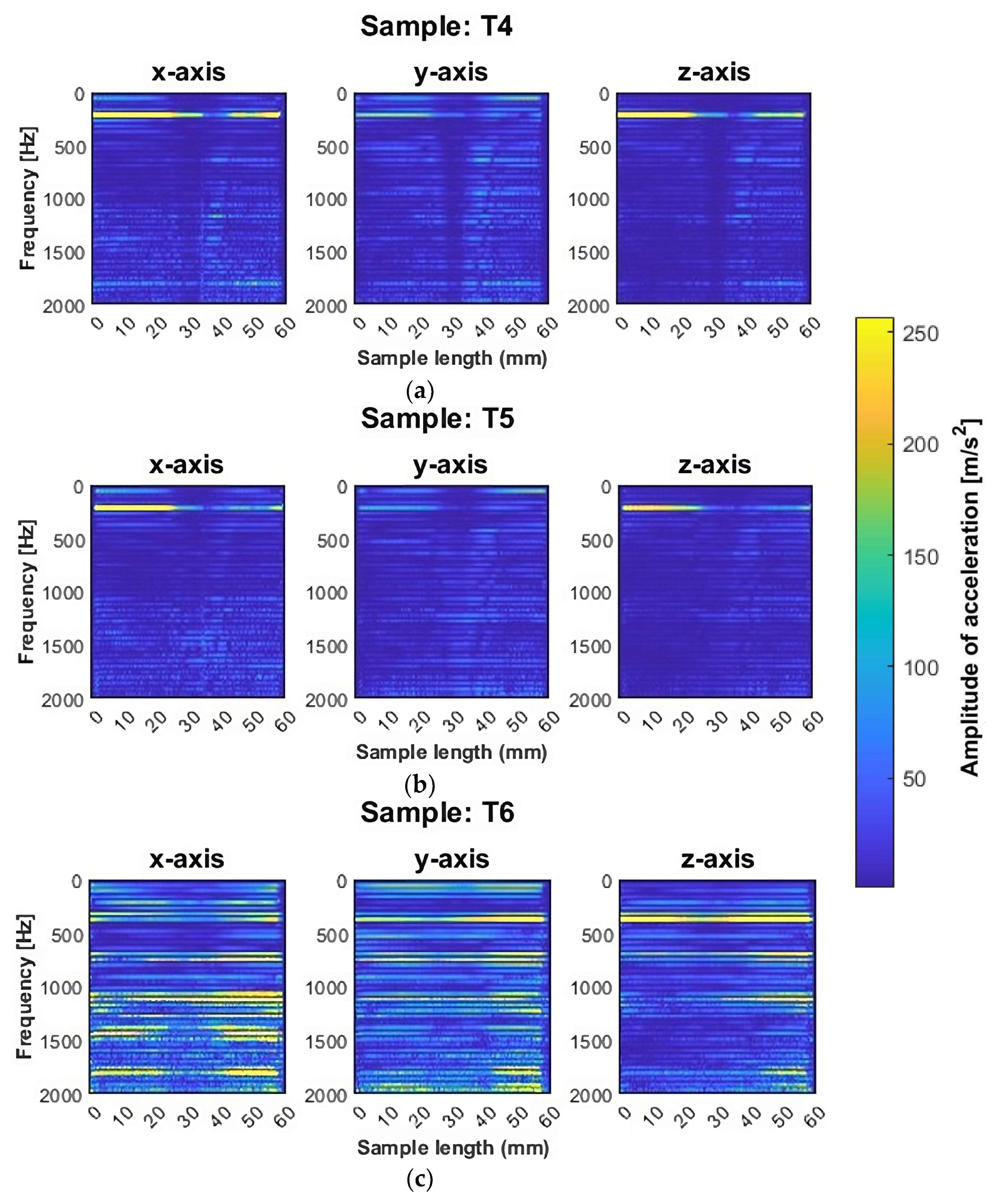
3.1. Vibration Spectrograms
3.2. Surface Topography
3.3. Statistical Analysis of Results
- Samples milled with the tool for general purpose machining (T1 and T4) and the tool for high-performance machining (T2 and T5) had similar average values and a similar scatter of total acceleration vibration amplitude results, likely as a consequence of the similar geometries of these tools and the identical machining conditions used for thin-walled structures. The similarity in the waveforms for these samples is also seen in the vibration spectrograms shown in Figure 6 and Figure 7.
- The most stable results were obtained for samples machined with the tool for high-performance machining with adaptive cylindrical milling, i.e., for sample T5.
- Samples machined with the tool for high-speed machining (T3 and T6) also had similar average values of the total amplitude of acceleration vibration, but they were about 10% greater when using adaptive cylindrical milling (T6) compared to adaptive face milling (T3). The use of adaptive cylindrical milling with the tool for high-speed machining (T6) showed a larger scatter of values compared to the results obtained for adaptive face milling with the same tool (T3). This indicates that the process was more unstable for the T6 sample, which is also seen in the vibration spectrogram in Figure 7.
- The values of the total amplitude of acceleration vibrations for the titanium alloy samples obtained with the tools for high-speed machining (T3 and T6) were up to four times greater than those obtained when using the other tools (samples T1, T2, T4, and T5).
- It is difficult to say unequivocally which machining strategy—adaptive face milling or adaptive cylindrical milling—has a more favorable effect on minimizing vibrations. We obtained similar average values of total vibration amplitudes for samples made with the same tools.
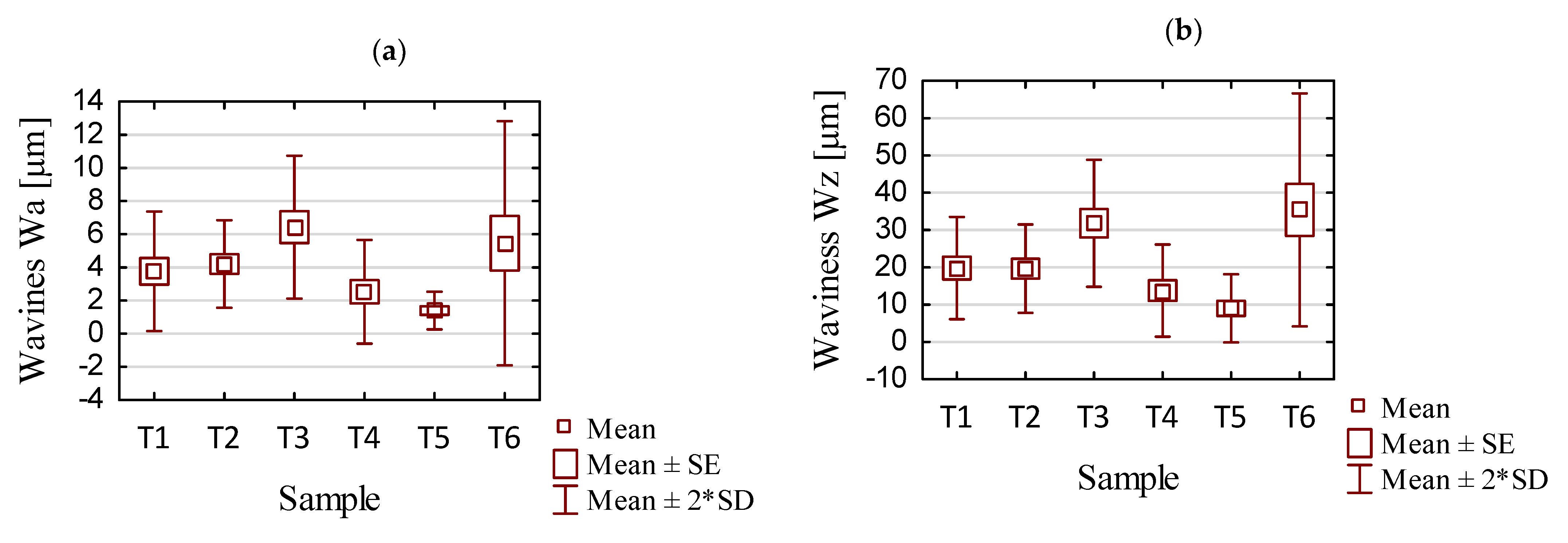
- For samples milled with the tool for general purpose machining and the tool for high-performance machining, lower average values of waviness (Wa and Wz) and roughness (Ra, Rz) were obtained when using adaptive cylindrical milling (T4 and T5) rather than adaptive face milling (T1 and T2). This conclusion does not apply to the use of the tool for high-speed machining (T3 and T6).
- As for the tool selection, the most favorable (i.e., the lowest) surface topography parameters were obtained when using the tools for high-performance machining (T2 and T5). We also obtained low values for the variance and the standard deviation; clearly, the spread of values was not large. Comparing now the T2 and T5 samples, significantly lower values were seen for sample T5 (adaptive cylindrical milling). Taking into account all samples, this sample also had the smallest scatter of the results.
- We consider now the average waviness values Wa and Wz. For samples made with the general purpose machining tool (T1 and T4), the results were very similar to those obtained with the high-performance machining tool (T2 and T5). At the same time, the average roughness values Ra and Rz obtained using the general purpose machining tool (T1 and T4) were up to two times greater than those obtained when milling with the tool for high-performance machining (T2 and T5).
- Samples milled with the tool for high-speed machining (T3 and T6) exhibited significantly greater average values of measured surface topography parameters. These values were up to three times greater than those obtained for samples made with the general purpose machining tool (T1 and T4), and up to four times greater than those for samples milled with the high-performance machining tool (T2 and T5).
- Large values for the variance and the standard deviation were observed for the samples made with the tool for high-speed machining (T3 and T6), suggesting a large amount of variability in the data. The instability of the surface topography parameters has its origin in unstable cutting conditions (i.e., vibrations), which may depend on the geometry of the tool used. We infer that such cutting conditions are not recommended for machining thin-walled structures.
4. Summary and Concluding Remarks
- During the use of adaptive cylindrical milling, the samples were seen to shine in the last full pass, which was apparently related to the surface topography.
- The process of machining the samples with the tool for general purpose machining (T1 and T4) and the tool for high-performance machining (T2 and T5) was characterized by similar values of the total amplitude of vibration, which was influenced by the similar geometry of these tools. For the mentioned samples, the process was stable and the obtained values presented a slight scatter. However, slightly lower values of total vibration amplitude were seen when using the high-performance machining tools (T2 and T5) compared to the tool for general purpose machining (T1 and T4).
- Surfaces characteristic of chatter vibrations were seen for all machined samples.
- The lowest values of the total amplitude of vibration acceleration and selected surface topography parameters (waviness Wa and Wz; and roughness Ra and Rz) were seen for sample T5, which was machined with the tool for high-performance machining using adaptive cylindrical milling. Slightly higher values were recorded for samples prepared with the same tool, but under the opposite strategy of adaptive face milling (T2).
- Samples milled with the tool high-speed machining (T3 and T6) were characterized by significantly higher values of the pertinent parameters (total amplitude of vibration acceleration, waviness, and roughness) when compared to samples prepared with the other tools (T1, T2, T4, and T5). The results for samples milled with the tool for high-speed machining showed a significant scatter of values, which is clearly an undesirable phenomenon.
- Lower values of pertinent parameters were obtained during machining with adaptive cylindrical milling than for adaptive face milling. It is not possible to say unequivocally which strategy provides more favorable results in terms of vibration minimization; there were similar values obtained using different strategies for samples made with the same tools.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Measuring Area | Wa [µm] | Wz [µm] | Wsk | Wp [µm] | Wv [µm] | Wq [µm] | Wku |
|---|---|---|---|---|---|---|---|---|
| T1 | A | 1.9 | 12.14 | 1.61 | 6.61 | 5.54 | 2.4 | 2.95 |
| B | 4.98 | 23.96 | 1.4 | 13.26 | 10.7 | 5.9 | 2.19 | |
| C | 2.09 | 13.62 | 1.74 | 8.96 | 4.66 | 2.69 | 3.63 | |
| D | 6.06 | 28.32 | 1.42 | 17.21 | 11.11 | 7.08 | 2.34 | |
| E | 3.79 | 20.95 | 1.55 | 12.42 | 8.53 | 4.68 | 2.77 | |
| T2 | A | 2.93 | 12.93 | 1.29 | 7.03 | 5.9 | 3.31 | 1.83 |
| B | 4.84 | 22.08 | 1.34 | 10.52 | 11.56 | 5.67 | 1.93 | |
| C | 2.98 | 13.9 | 1.41 | 8.11 | 5.79 | 3.58 | 2.21 | |
| D | 6.06 | 26.51 | 1.32 | 13.32 | 13.19 | 6.94 | 1.89 | |
| E | 4.22 | 22.78 | 1.43 | 10.29 | 12.49 | 5.09 | 2.24 | |
| T3 | A | 3.53 | 18.09 | 1.4 | 9.63 | 8.47 | 4.17 | 2.18 |
| B | 6.3 | 29.6 | 1.34 | 15.22 | 14.38 | 7.35 | 1.94 | |
| C | 5.53 | 36.07 | 1.52 | 22.03 | 14.04 | 6.67 | 2.76 | |
| D | 7.5 | 35.4 | 1.35 | 19.74 | 15.66 | 8.7 | 2.02 | |
| E | 9.29 | 39.94 | 1.31 | 17.86 | 22.08 | 10.8 | 1.85 | |
| T4 | A | 1.84 | 12.62 | 1.54 | 5.05 | 7.57 | 2.27 | 2.72 |
| B | 1.54 | 8.32 | 1.45 | 3.82 | 4.5 | 1.89 | 2.28 | |
| C | 2.29 | 14.94 | 1.48 | 6.83 | 8.11 | 2.76 | 2.51 | |
| D | 1.69 | 9.2 | 1.5 | 4.25 | 4.95 | 2.11 | 2.48 | |
| E | 5.29 | 23.73 | 1.3 | 12.12 | 11.61 | 6.04 | 1.82 | |
| T5 | A | 1.48 | 9.24 | 1.46 | 4.12 | 5.12 | 1.77 | 2.47 |
| B | 0.86 | 4.74 | 1.41 | 2.3 | 2.44 | 1.04 | 2.17 | |
| C | 1.11 | 7.79 | 1.55 | 3.24 | 4.55 | 1.38 | 2.78 | |
| D | 1.19 | 6.57 | 1.44 | 2.97 | 3.61 | 1.43 | 2.28 | |
| E | 2.33 | 16.64 | 1.58 | 7.92 | 8.72 | 2.94 | 2.86 | |
| T6 | A | 5.42 | 43.98 | 1.84 | 17.91 | 26.07 | 6.96 | 4.38 |
| B | 5.77 | 33.74 | 1.42 | 15.75 | 17.991 | 6.84 | 2.27 | |
| C | 2.02 | 17.24 | 1.91 | 4.9 | 12.34 | 2.59 | 5.07 | |
| D | 11.36 | 56.95 | 1.3 | 23.51 | 33.45 | 12.96 | 1.86 | |
| E | 2.72 | 25.12 | 1.61 | 11.95 | 13.16 | 3.4 | 3.19 |
| Sample Number | Measuring Area | Ra [µm] | Rz [µm] | Rsk | Rp [µm] | Rv [µm] | Rq [µm] | Rku |
|---|---|---|---|---|---|---|---|---|
| T1 | A | 0.65 | 8.85 | 2.09 | 5.24 | 3.62 | 0.88 | 6.02 |
| B | 0.76 | 8.78 | 1.77 | 4.05 | 4.73 | 0.98 | 3.86 | |
| C | 0.81 | 11.64 | 2.02 | 7.28 | 4.36 | 1.09 | 5.52 | |
| D | 0.94 | 10.55 | 2.04 | 6.16 | 4.5 | 1.32 | 5.18 | |
| E | 0.85 | 9.62 | 1.7 | 4.89 | 4.73 | 1.08 | 3.53 | |
| T2 | A | 0.4 | 4.12 | 1.7 | 1.88 | 2.24 | 0.52 | 3.46 |
| B | 0.61 | 6.91 | 1.78 | 3.43 | 3.49 | 0.79 | 3.91 | |
| C | 0.38 | 4.62 | 1.83 | 2.43 | 2.19 | 0.49 | 4.28 | |
| D | 0.63 | 5.13 | 1.55 | 2.68 | 2.45 | 0.79 | 2.77 | |
| E | 0.88 | 8.57 | 1.72 | 4.51 | 4.06 | 1.13 | 3.59 | |
| T3 | A | 0.39 | 9.75 | 2.83 | 4.22 | 5.53 | 0.57 | 13.08 |
| B | 0.65 | 8.19 | 1.98 | 3.97 | 4.22 | 0.93 | 4.68 | |
| C | 1.21 | 21.76 | 2.31 | 10.2 | 11.55 | 1.74 | 7.34 | |
| D | 0.74 | 8.46 | 1.82 | 4.38 | 4.08 | 1.02 | 3.89 | |
| E | 0.75 | 8.06 | 1.87 | 3.87 | 4.19 | 1.07 | 4.06 | |
| T4 | A | 0.53 | 9.5 | 2.42 | 5.52 | 3.98 | 0.81 | 7.56 |
| B | 0.83 | 9.08 | 1.99 | 4.62 | 4.46 | 1.22 | 4.59 | |
| C | 0.71 | 11.94 | 2.09 | 8.09 | 3.85 | 1.02 | 5.63 | |
| D | 0.9 | 10.23 | 2.13 | 4.81 | 5.42 | 1.41 | 5.13 | |
| E | 0.74 | 5.64 | 1.5 | 3.16 | 2.48 | 0.92 | 2.54 | |
| T5 | A | 0.26 | 5.95 | 3.09 | 3.12 | 2.83 | 0.41 | 13.41 |
| B | 0.41 | 3.32 | 1.68 | 1.75 | 1.57 | 0.53 | 3.3 | |
| C | 0.32 | 4.8 | 2.09 | 2.66 | 2.14 | 0.45 | 5.62 | |
| D | 0.56 | 5.02 | 1.83 | 2.74 | 2.28 | 0.78 | 3.86 | |
| E | 0.3 | 4.46 | 1.7 | 2.55 | 1.91 | 0.38 | 3.74 | |
| T6 | A | 0.6 | 15.91 | 3.4 | 8.43 | 7.48 | 1.04 | 15.81 |
| B | 0.79 | 17.8 | 2.36 | 8.78 | 9.02 | 1.14 | 8.51 | |
| C | 0.48 | 9.73 | 2.22 | 4.48 | 5.25 | 0.66 | 7.29 | |
| D | 1.3 | 16.32 | 1.85 | 8.91 | 7.41 | 1.79 | 4.14 | |
| E | 0.86 | 16.35 | 2.5 | 10.85 | 5.5 | 1.24 | 9.73 |
References
- Global Service Forecast of Airbus. Available online: https://www.airbus.com/en/products-services/commercial-aircraft/market/global-market-forecast (accessed on 25 October 2023).
- Chen, Y.; Li, H.; Hou, L.; Bu, X.; Ye, S.; Chen, D. Chatter detection for milling using novel p-leader multifractal features. J. Intell. Manuf. 2020, 33, 121–135. [Google Scholar] [CrossRef]
- Tran, M.Q.; Liu, M.K. Chatter Identification in End Milling Process Based on Cutting Force Signal Processing. IOP Conf. Ser. Mater. Sci. Eng 2019, 654, 012001. [Google Scholar] [CrossRef]
- Chen, Z.; Yue, C.; Liu, X.; Liang, S.Y.; Wei, X.; Du, Y. Surface Topography Prediction Model in Milling of Thin-Walled Parts Considering Machining Deformation. Materials 2021, 14, 7679. [Google Scholar] [CrossRef] [PubMed]
- Bałon, P.; Rejman, E.; Świątoniowski, A.; Kiełbasa, B.; Smusz, R.; Szostak, J.; Cieślik, J.; Kowalski, Ł. Thin-walled Integral Constructions in Aircraft Industry. Procedia Manuf. 2020, 47, 498–504. [Google Scholar] [CrossRef]
- Fitzgerald, R.W. Mechanics of Materials, 2nd ed.; Addison-Wesley Publishing Company Inc.: Boston, MA, USA, 1982. [Google Scholar]
- Del Sol, I.; Rivero, A.; López de Lacalle, L.N.; Gamez, A.J. Thin-Wall Machining of Light Alloys: A Review of Models and Industrial Approaches. Materials 2019, 12, 2012. [Google Scholar] [CrossRef] [PubMed]
- Hintze, W.; Wenserski, R.; Junghans, S.; Möller, C. Finish machining of Ti6Al4V SLM components under consideration of thin walls and support structure removal. Procedia Manuf. 2020, 48, 485–491. [Google Scholar] [CrossRef]
- Adaptive Milling—New Technological Enhancement for High Speed Machining. Available online: https://www.sapience-group.com/adaptive-milling-new-technological-enhancement-for-high-speed-machining/ (accessed on 25 October 2023).
- Four New High-Performance Milling Techniques for 3D Machining—Adaptive Milling. Available online: https://www.mmsonline.com/articles/four-new-high-performance-milling-techniques-for-3d-machining (accessed on 25 October 2023).
- Morel, J. Drgania Maszyn i Diagnostyka Ich Stanu Technicznego; Polskie Towarzystwo Diagnostyki Technicznej: Warszawa, Poland, 1994. [Google Scholar]
- Liu, X.; Jin, L. Experimental investigation into the effect of chatter on surface microtopography of gears in grinding. J. Mech. Eng. Sci. 2016, 231, 294–308. [Google Scholar] [CrossRef]
- Chodnicki, M. Nadzorowanie Drgań Podczas Frezowania Przedmiotów Podatnych z Wykorzystaniem Aktywnego Sterowania Optymalnego. Ph.D. Thesis, Politechnika Gdańska, Gdańsk, Poland, 2011. [Google Scholar]
- Twardowski, P. Stabilność procesu frezowania zahartowanej stali w warunkach obróbki HSM. Inst. Zaawansowanych Technol. Wytw. 2008, 26, 244–251. [Google Scholar]
- Ivan, K.P.; Tingye, L.; Alan, E.W. Optical Fiber Telecommunications Systems and Networks, 6th ed.; Academic Press: Cambridge, MA, USA, 2013. [Google Scholar]
- Zhu, C.; Xu, L.; Ma, F.; Xu, X.; Che, S. Remote real-time online testing and evaluation for a megawatt level wind turbine gearbox. J. Vib. Shock 2012, 31, 17–22. [Google Scholar]
- Hameed, Z.; Hong, Y.; Cho, Y.; Ahn, S.; Son, C. Condition monitoring and fault detection of wind turbines and related algorithms: A review. Renew. Sustain. Energy Rev. 2009, 13, 1–39. [Google Scholar] [CrossRef]
- Lee, W.K.; Ratnam, M.M.; Ahmad, Z. Detection of chipping in ceramic cutting inserts from workpiece profile during turning using fast Fourier transform (FFT) and continuous wavelet transform (CWT). Precis. Eng. 2017, 47, 406–423. [Google Scholar] [CrossRef]
- Rajaby, E.; Sayed, S.M. A structured review of sparse fast Fourier transform algorithms. Digit. Signal Process. 2022, 123, 103403. [Google Scholar] [CrossRef]
- Rioul, O.; Vetterli, M. Wavelets and signal processing. IEEE Signal Process. Mag. 1991, 8, 14–38. [Google Scholar] [CrossRef]
- Manhertz, G.; Bereczky, A. STFT spectrogram based hybrid evaluation method for rotating machine transient vibration analysis. Mech. Syst. Signal Process. 2021, 154, 107583. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, B.; Yuan, J. Modeling of surface topography based on cutting vibration in ball-end milling of thin-walled parts. Int. J. Adv. Manuf. Technol. 2019, 101, 1837–1854. [Google Scholar] [CrossRef]
- Peng, F.Y.; Wu, J.; Yuan, S.; Yan, R. The Effect of Vibration on the Surface Topography in Micro-Milling. Appl. Mech. Mater. 2012, 217–219, 1791–1801. [Google Scholar] [CrossRef]
- Tian, W.; Ren, J.; Wang, D.; Zhang, B. Optimization of non-uniform allowance process of thin-walled parts based on eigenvalue sensitivity. Int. J. Adv. Manuf. Technol. 2018, 96, 2101–2116. [Google Scholar] [CrossRef]
- Elbestawi, M.A.; Sagherian, R. Dynamic modeling for the prediction of surface errors in the milling of thin-walled sections. J. Mater. Process. Technol. 1991, 25, 215–228. [Google Scholar] [CrossRef]
- Yang, M.; Mao, X.; Peng, Y.; Li, B.; Jiang, X.; Li, L. Trajectory Dependent Structural Vibration and Its Effects on Surface Generation. IOP Conf. Ser. Mater. Sci. Eng. 2019, 491, 012009. [Google Scholar] [CrossRef]
- Fei, J.; Lin, B.; Yan, S.; Ding, M.; Zhang, J.; Ji, C.; Zhang, X. Modeling of surface roughness for manufactured thin-walled structure. Proc. Inst. Mech. Eng. J. Eng. Manuf. 2019, 233, 1216–1223. [Google Scholar] [CrossRef]
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Brostow, W. Evaluation of the Vibration Signal during Milling Vertical Thin-Walled Structures from Aerospace Materials. Sensors 2023, 23, 6398. [Google Scholar] [CrossRef]
- Rusinek, R.; Lajmert, P. Chatter Detection in Milling of Carbon Fiber-Reinforced Composites by Improved Hilbert–Huang Transform and Recurrence Quantification Analysis. Materials 2020, 13, 4105. [Google Scholar] [CrossRef] [PubMed]
- Frigieri, E.P.; Gonçalves de Brito, T.; Ynoguti, C.A.; Paiva, A.P. Pattern recognition in audible sound energy emissions of AISI 52100 hardened steel turning: A MFCC-based approach. Int. J. Adv. Manuf. Technol. 2017, 88, 1383–1392. [Google Scholar] [CrossRef]
- Yan, B.; Zhu, L.; Liu, C. Prediction model of peripheral milling surface geometry considering cutting force and vibration. Int. J. Adv. Manuf. Technol. 2020, 110, 1429–1443. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Kuczmaszewski, J.; Pieśko, P. Effect of the Geometry of Thin-Walled Aluminium Alloy Elements on Their Deformations after Milling. Materials 2022, 15, 9049. [Google Scholar] [CrossRef] [PubMed]
- Gang, L. Study on deformation of titanium thin-walled part in milling process. J. Mater. Process. Technol. 2009, 209, 2788–2793. [Google Scholar] [CrossRef]
- Yusop, M.S.M.; Said, A.Y.M.; Karim, Z.; Ramli, A.S.; Azman, R.; Rahman, A.B.A.; Kamil, F.N.A. Effect of Different Cutting Speed towards Machinability of Titanium (Ti6Al4V) Curved Thin Wall using Trochoidal Milling Path. Int. J. Eng. Adv. Technol. (IJEAT) 2019, 8, 3392–3396. [Google Scholar] [CrossRef]
- Polishetty, A.; Goldberg, M.; Littlefair, G.; Puttaraj, M.; Patil, P.; Kalra, A. A preliminary assessment of machinability titanium alloy Ti6Al4V during thin wall machining using trochoidal milling. Procedia Eng. 2014, 97, 357–364. [Google Scholar] [CrossRef]
- Zha, J.; Liang, J.; Li, Y.; Zhang, H.; Chen, Y. Large Cutting Depth and Layered Milling of Titanium Alloy Thin-Walled Parts. Materials 2020, 13, 1499. [Google Scholar] [CrossRef]
- Seco Tools Catalog—JS554100E2R050.0Z4-SIRA. Available online: https://www.secotools.com/article/p_03029964 (accessed on 20 October 2023).
- Seco Tools Catalog—JS754100E2C.0Z4A-HXT. Available online: https://www.secotools.com/article/p_03186836 (accessed on 20 October 2023).
- Seco Tools Catalog—JH730100D2R100.0Z7-HXT. Available online: https://www.secotools.com/article/p_03127380 (accessed on 20 October 2023).
- López de Lacalle, L.N.; Campa, F.J.; Lamikiz, A. Milling. In Modern Machining Technology: A Practical Guide; Woodhead Publishing Limited: Cambridge, UK, 2011; pp. 213–303. [Google Scholar]
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K. Investigation of Selected Surface Topography Parameters and Deformation during Milling of Vertical Thin-Walled Structures from Titanium Alloy Ti6Al4V. Materials 2023, 16, 3182. [Google Scholar] [CrossRef]
- Bibus Metals—Ti6Al4V. Available online: https://www.bibusmetals.pl/alloys/tytan-grade-5-6al-4v/ (accessed on 21 October 2023).
- Kahles, J.; Field, M.; Eylon, D.; Froes, F. Machining of titanium alloys. J. Met. 1985, 37, 27–35. [Google Scholar] [CrossRef]
- Abotiheen, H.A.A.; Khidir, B.A.; Bashir, M.; Balasubramanian, R.; Oshkour, A.A. Machining of Titanium Alloys: A Review. In Proceedings of the Student Conference on Research and Development (SCOReD 2011), Cyberjaya, Malaysia, 19–20 December 2011. [Google Scholar]
- Mrazowa, M. Advanced composite materials of the future in aerospace industry. Incas Bull. 2013, 5, 139–150. [Google Scholar]
- SIS Industry Catalog. Available online: https://www.sisindustry.com/chemia-przemyslowa/srodki-smarne-do-obrobki-metali/ (accessed on 11 October 2023).
- Kurpiel, S.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Kapayeva, S.; Torekhanova, M. Dimensional Deviations of Horizontal Thin Wall of Titanium Alloy Ti6Al4V Determined by Optical and Contact Methods. Materials 2023, 16, 7272. [Google Scholar] [CrossRef]
- Saenz, A.; Brostow, W.; Rivera, E.; Castaño, V.M. Ceramic biomaterials: An introductory overview. J. Mater. Educ. 1999, 21, 267–276. [Google Scholar]
- Brostow, W.; Castaño, V.M. Voronoi polyhedra as a tool for dealing with spatial structures of amorphous solids, liquids and gases. J. Mater. Educ. 1999, 21, 297–304. [Google Scholar]
- Kalogeras, I.M.; Hagg Lobland, H.E. The nature of the glassy state: Structure and transitions. J. Mater. Educ. 2012, 34, 69–94. [Google Scholar]
- Brostow, W.; Hagg Lobland, H.E.; Pal, S.; Singh, R.P. Polymeric flocculants for wastewater and industrial effluent treatment. J. Mater. Educ. 2009, 31, 157–166. [Google Scholar]
- Uddin, M.S.; Brostow, W. Functional polymeric flocculants for water treatment. J. Mater. Educ. 2020, 42, 41–49. [Google Scholar]













| Mechanical Properties | Value |
|---|---|
| Tensile strength Rm [MPa] | min. 760 |
| Yield strength [MPa] | min. 380 |
| Elongation at break [%] | min. 35 |
| Density [g/cm3] | 8.44 |
| Melting point [°C] | 1648 |
| Element | Ti | Al | V | Fe | O | C |
|---|---|---|---|---|---|---|
| Percentage [%] | other | 5.5–6.75 | 3.5–4.5 | max. 0.4 | max. 0.2 | max 0.08 |
| Material | Sample Number | Tool | Machining Strategy | Cutting Speed Vc [m/min] | Feed Rate Vf [mm/min] | Depth of Cut ap [mm] | Radial Depth ae [mm] |
|---|---|---|---|---|---|---|---|
| Titanium alloy Ti6Al4V-grade 5 | T1 | Tool 1 | adaptive face milling | 40 | 255 | 2 (3 passes) | 4 |
| T2 | Tool 2 | 40 | 255 | 2 (3 passes) | 4 | ||
| T3 | Tool 3 | 40 | 255 | 2 (3 passes) | 4 | ||
| T4 | Tool 1 | adaptive cylindrical milling | 40 | 255 | 6 (1 pass) | 1.33 | |
| T5 | Tool 2 | 40 | 255 | 6 (1 pass) | 1.33 | ||
| T6 | Tool 3 | 40 | 255 | 6 (1 pass) | 1.33 |
| Sample | Mean | Median | Min. | Max. | Variance | Std. Dev. | Std. Error |
|---|---|---|---|---|---|---|---|
| T1 | 41.88 | 41.14 | 32.50 | 58.26 | 49.01 | 7 | 1.43 |
| T2 | 37.19 | 35.4 | 26.63 | 62.62 | 80.79 | 8.99 | 1.83 |
| T3 | 137.4 | 124.3 | 79.94 | 270.7 | 2369 | 48.68 | 9.94 |
| T4 | 44.72 | 41.90 | 38.22 | 78.43 | 103 | 10.15 | 1.99 |
| T5 | 32.42 | 32.21 | 27.89 | 42.87 | 11.07 | 3.33 | 0.65 |
| T6 | 155.4 | 127.8 | 96.22 | 339.3 | 4607 | 67.88 | 13.31 |
| Parameter | Sample | Mean | Median | Min. | Max. | Variance | Std. Dev. | Std. Error |
|---|---|---|---|---|---|---|---|---|
| Wa | T1 | 3.77 | 3.79 | 1.9 | 6.06 | 3.25 | 1.8 | 0.81 |
| T2 | 4.21 | 4.22 | 2.93 | 6.06 | 1.74 | 1.32 | 0.59 | |
| T3 | 6.43 | 6.3 | 3.53 | 9.29 | 4.64 | 2.15 | 0.96 | |
| T4 | 2.53 | 1.84 | 1.54 | 5.29 | 2.45 | 1.57 | 0.7 | |
| T5 | 1.4 | 1.19 | 0.86 | 2.33 | 0.32 | 0.57 | 0.25 | |
| T6 | 5.46 | 5.42 | 2.02 | 11.36 | 13.55 | 3.68 | 1.65 | |
| Wz | T1 | 19.8 | 20.95 | 12.14 | 28.32 | 46.98 | 6.85 | 3.07 |
| T2 | 19.64 | 22.08 | 12.93 | 26.51 | 35.21 | 5.93 | 2.65 | |
| T3 | 31.82 | 35.4 | 18.09 | 39.94 | 72.54 | 8.52 | 3.81 | |
| T4 | 13.76 | 12.62 | 8.32 | 23.73 | 38.13 | 6.17 | 2.76 | |
| T5 | 9 | 7.79 | 4.74 | 16.64 | 20.97 | 4.58 | 2.05 | |
| T6 | 35.4 | 33.74 | 17.24 | 56.95 | 244.1 | 15.62 | 6.99 | |
| Ra | T1 | 0.8 | 0.81 | 0.65 | 0.94 | 0.01 | 0.11 | 0.05 |
| T2 | 0.58 | 0.61 | 0.38 | 0.88 | 0.04 | 0.2 | 0.09 | |
| T3 | 0.75 | 0.74 | 0.39 | 1.21 | 0.09 | 0.29 | 0.13 | |
| T4 | 0.74 | 0.74 | 0.53 | 0.9 | 0.02 | 0.14 | 0.06 | |
| T5 | 0.37 | 0.32 | 0.26 | 0.56 | 0.01 | 0.12 | 0.05 | |
| T6 | 0.81 | 0.79 | 0.48 | 1.3 | 0.1 | 0.32 | 0.14 | |
| Rz | T1 | 9.89 | 9.62 | 8.78 | 11.64 | 1.47 | 1.21 | 0.54 |
| T2 | 5.87 | 5.13 | 4.12 | 8.57 | 3.4 | 1.84 | 0.82 | |
| T3 | 11.24 | 8.46 | 8.06 | 21.76 | 34.99 | 5.92 | 2.65 | |
| T4 | 9.28 | 9.5 | 5.64 | 11.94 | 5.32 | 2.31 | 1.03 | |
| T5 | 4.71 | 4.8 | 3.32 | 5.95 | 0.91 | 0.95 | 0.43 | |
| T6 | 15.22 | 16.32 | 9.73 | 17.8 | 9.94 | 3.15 | 1.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurpiel, S.; Cudok, B.; Zagórski, K.; Cieślik, J.; Skrzypkowski, K.; Brostow, W. Influence of Tools and Cutting Strategy on Milling Conditions and Quality of Horizontal Thin-Wall Structures of Titanium Alloy Ti6Al4V. Sensors 2023, 23, 9905. https://doi.org/10.3390/s23249905
Kurpiel S, Cudok B, Zagórski K, Cieślik J, Skrzypkowski K, Brostow W. Influence of Tools and Cutting Strategy on Milling Conditions and Quality of Horizontal Thin-Wall Structures of Titanium Alloy Ti6Al4V. Sensors. 2023; 23(24):9905. https://doi.org/10.3390/s23249905
Chicago/Turabian StyleKurpiel, Szymon, Bartosz Cudok, Krzysztof Zagórski, Jacek Cieślik, Krzysztof Skrzypkowski, and Witold Brostow. 2023. "Influence of Tools and Cutting Strategy on Milling Conditions and Quality of Horizontal Thin-Wall Structures of Titanium Alloy Ti6Al4V" Sensors 23, no. 24: 9905. https://doi.org/10.3390/s23249905