
Optimizing Yarn Tension in Textile Production with Tension–Position Cascade Control Method Using Kalman Filter

Abstract
:1. Introduction
2. Roll-to-Roll Tension Modeling
2.1. System Dynamics Modeling
2.2. System Identification for the Tension Model
2.3. System Identification for the Motor
3. Signal Processor
4. Control Design
Tension–Position Cascade Control Model
5. Experiment and Analysis
5.1. Experimental Setup
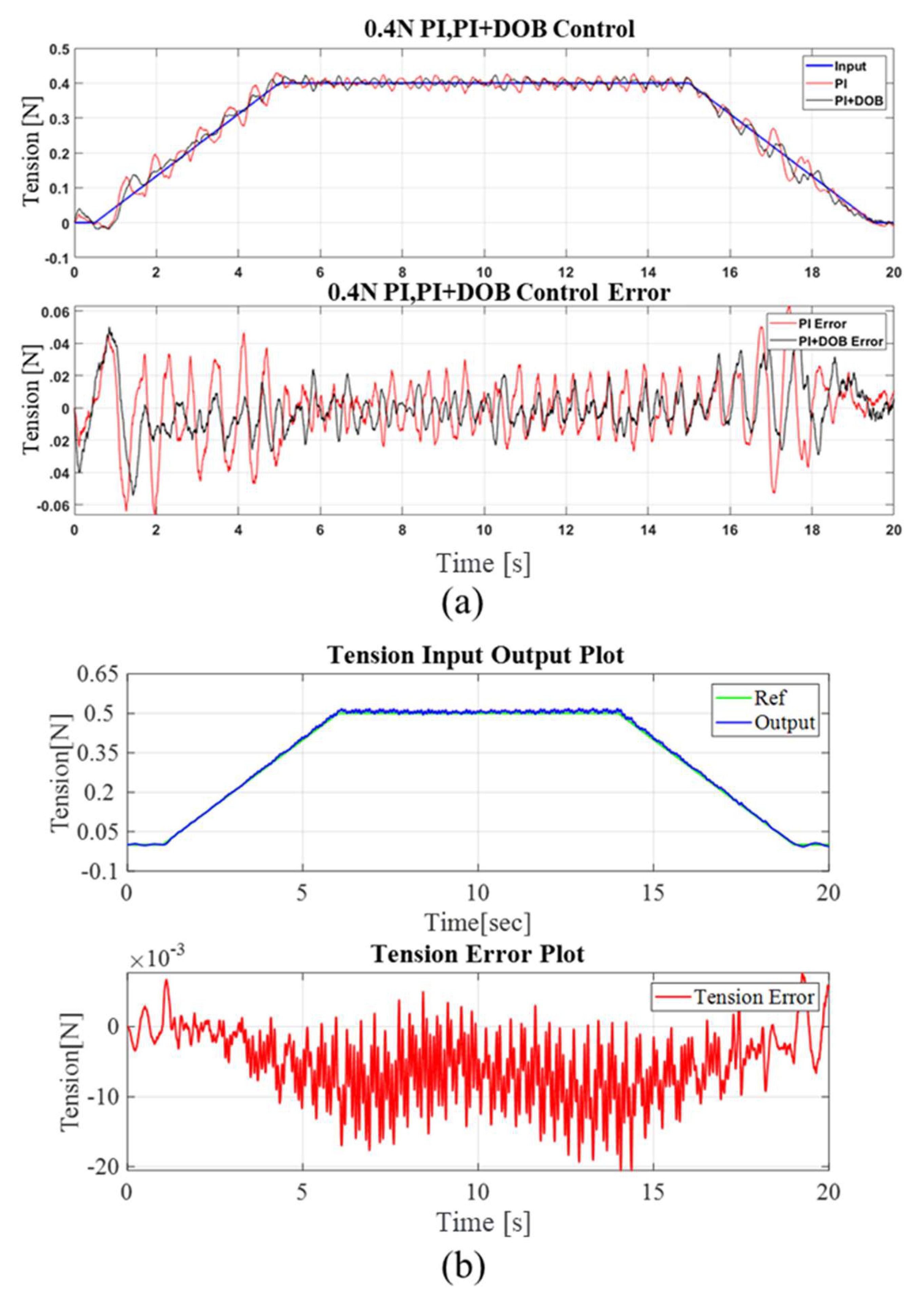
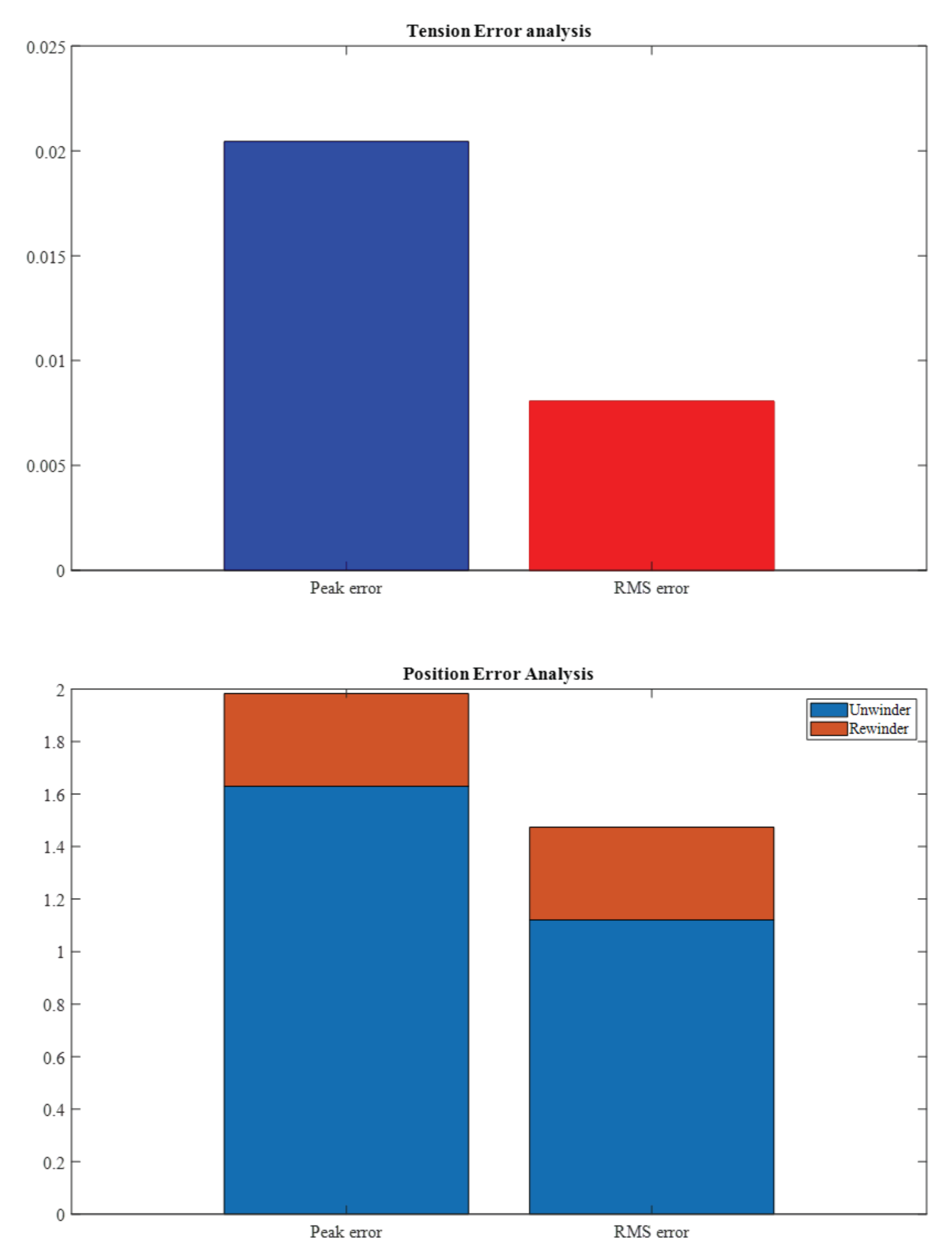
5.2. Experimental Results and Analysis
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. Symbols and Definitions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Definition |
|---|---|
| Load sensor signal output | |
| Tension force of the yarn | |
| Angle between the reference axis of the load sensor and the yarn | |
| External disturbance | |
| Elasticity constant of the yarn | |
| Angular position of the rewinder motor | |
| Angular velocity of the rewinder motor | |
| Angular position of the unwinder motor | |
| Angular velocity of the unwinder motor | |
| Radius of the rewinder pully | |
| Radius of the unwinder pully | |
| Thickness of the yarn | |
| Nominal plant of the system | |
| Cutoff frequency of the nominal plant’s low-pass filter | |
| Input tension (reference) | |
| s | Wheel radius |
| r | Roller radius |
| A | State matrix or system matrix |
| B | Input matrix |
| C | Output matrix |
| D | Feedthrough matrix |
| Q | Covariance of the process noise |
| R | Covariance of the observation noise |
| H | Observation matrix |
| Estimated value at time k | |
| Predicted future value at time k | |
| Current observation at time k | |
| Kalman gain at time k | |
| Predicted error covariance at time k | |
| Estimated error covariance at time k | |
| Identity matrix |
References
- Broudy, E. The Book of Looms: A History of the Handloom from Ancient Times to the Present; UPNE: Lebanon, NH, USA, 1993; ISBN 978-0-87451-649-4. [Google Scholar]
- Cotterill, E. Modern Trends in Textile Machinery. J. Text. Inst. Proc. 1948, 39, P99–P106. [Google Scholar] [CrossRef]
- Lord, P.R.; Mohamed, M.H. Weaving: Conversion of Yarn to Fabric; Woodhead Publishing: Sawston, UK, 1982; ISBN 978-0-900541-78-0. [Google Scholar]
- Ali, M.; Ahmed, R.; Amer, M. Yarn Tension Control Technique for Improving Polyester Soft Winding Process. Sci. Rep. 2021, 11, 1060. [Google Scholar] [CrossRef] [PubMed]
- Shankam Narayana, V.P. Novel Method for Dynamic Yarn Tension Measurement and Control in Direct Cabling Process. Ph.D. Thesis, North Carolina State University, Raleigh, NC, USA, 2006. [Google Scholar]
- Eum, S.; Lee, J.; Nam, K. Robust Tension Control of Roll to Roll Winding Equipment Based on a Disturbance Observer. In Proceedings of the IECON 2016—42nd Annual Conference of the IEEE Industrial Electronics Society, Florence, Italy, 24–27 October 2016; pp. 625–630. [Google Scholar]
- Hwang, H.; Lee, J.; Eum, S.; Nam, K. Kalman-Filter-Based Tension Control Design for Industrial Roll-to-Roll System. Algorithms 2019, 12, 86. [Google Scholar] [CrossRef] [Green Version]
- Ramulu, C.; Sanjeevikumar, P.; Karampuri, R.; Jain, S.; Ertas, A.H.; Fedak, V. A Solar PV Water Pumping Solution Using a Three-Level Cascaded Inverter Connected Induction Motor Drive. Eng. Sci. Technol. Int. J. 2016, 19, 1731–1741. [Google Scholar] [CrossRef] [Green Version]
- Hu, Y.; Sun, J.; Peng, W.; Zhang, D. Nash Equilibrium-Based Distributed Predictive Control Strategy for Thickness and Tension Control on Tandem Cold Rolling System. J. Process Control 2021, 97, 92–102. [Google Scholar] [CrossRef]
- Yan, M.-T.; Shiu, Y.-J. Theory and Application of a Combined Feedback–Feedforward Control and Disturbance Observer in Linear Motor Drive Wire-EDM Machines. Int. J. Mach. Tools Manuf. 2008, 48, 388–401. [Google Scholar] [CrossRef]
- Song, S.-H.; Sul, S.-K. A New Tension Controller for Continuous Strip Processing Line. IEEE Trans. Ind. Appl. 2000, 36, 633–639. [Google Scholar] [CrossRef]
- Ma, G.; Branscomb, D.J.; Beale, D.G. Modeling of the Tensioning System on a Braiding Machine Carrier. Mech. Mach. Theory 2012, 47, 46–61. [Google Scholar] [CrossRef]
- Liu, L.; Chen, X.; Li, Y.; Wang, J. Finite Element Modeling and Simulation of Yarn in Winding Process. Text. Res. J. 2023, 93, 70–79. [Google Scholar] [CrossRef]
- Kaya, İ.; Tan, N.; Atherton, D.P. Improved Cascade Control Structure for Enhanced Performance. J. Process Control 2007, 17, 3–16. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.; Oh, S.; Park, S. Enhanced Control with a General Cascade Control Structure. Ind. Eng. Chem. Res. 2002, 41, 2679–2688. [Google Scholar] [CrossRef]
- Soto, M.A.; Jderu, A.; Dorobantu, D.; Enachescu, M.; Ziegler, D. High-Order Polynomial Fitting Assistance for Fast Double-Peak Finding in Brillouin-Distributed Sensing. Sensors 2021, 21, 187. [Google Scholar] [CrossRef] [PubMed]
- Halimic, M.; Balachandran, W. Kalman Filter for Dynamic Weighing System. In Proceedings of the 1995 IEEE International Symposium on Industrial Electronics, Athens, Greece, 10–14 July 1995; Volume 2, pp. 786–791. [Google Scholar]
- Shelton, J.J. Dynamics of Web Tension Control with Velocity or Torque Control. In Proceedings of the 1986 American Control Conference, Seattle, WA, USA, 18–20 June 1986; pp. 1423–1427. [Google Scholar]
- Zhou, X.; Wang, D.; Wang, J.; Chen, S.-C. Precision Design and Control of a Flexure-Based Roll-to-Roll Printing System. Precis. Eng. 2016, 45, 332–341. [Google Scholar] [CrossRef]
- Daya, F.J.L.; Sanjeevikumar, P.; Blaabjerg, F.; Wheeler, P.W.; Olorunfemi Ojo, J.; Ertas, A.H. Analysis of Wavelet Controller for Robustness in Electronic Differential of Electric Vehicles: An Investigation and Numerical Developments. Electr. Power Compon. Syst. 2016, 44, 763–773. [Google Scholar] [CrossRef]
- Sundaram, E.; Gunasekaran, M.; Krishnan, R.; Padmanaban, S.; Chenniappan, S.; Ertas, A.H. Genetic algorithm based reference current control extraction based shunt active power filter. Int. Trans. Electr. Energy Syst. 2021, 31, e12623. [Google Scholar] [CrossRef]
- Awasthi, A.; Venkitusamy, K.; Selvamuthukumaran, R.; Padmanaban, S.; Siano, P.; Ertas, A.H. Dual Mode Control of Inverter to Integrate Solar-Wind Hybrid Fed DC-Grid with Distributed AC Grid. In Proceedings of the 2016 IEEE 16th International Conference on Environment and Electrical Engineering (EEEIC), Florence, Italy, 7–10 June 2016; pp. 1–6. [Google Scholar]
- Jain, S.; Ramulu, C.; Padmanaban, S.; Ojo, J.O.; Ertas, A.H. Dual MPPT Algorithm for Dual PV Source Fed Open-End Winding Induction Motor Drive for Pumping Application. Eng. Sci. Technol. Int. J. 2016, 19, 1771–1780. [Google Scholar] [CrossRef] [Green Version]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neaz, A.; Lee, E.H.; Jin, T.H.; Cho, K.C.; Nam, K. Optimizing Yarn Tension in Textile Production with Tension–Position Cascade Control Method Using Kalman Filter. Sensors 2023, 23, 5494. https://doi.org/10.3390/s23125494
Neaz A, Lee EH, Jin TH, Cho KC, Nam K. Optimizing Yarn Tension in Textile Production with Tension–Position Cascade Control Method Using Kalman Filter. Sensors. 2023; 23(12):5494. https://doi.org/10.3390/s23125494
Chicago/Turabian StyleNeaz, Ahmed, Eun Ha Lee, Tae Hwan Jin, Kyung Chul Cho, and Kanghyun Nam. 2023. "Optimizing Yarn Tension in Textile Production with Tension–Position Cascade Control Method Using Kalman Filter" Sensors 23, no. 12: 5494. https://doi.org/10.3390/s23125494