Deep Metallic Surface Defect Detection: The New Benchmark and Detection Network


Abstract
:1. Introduction
- We contribute a new dataset named "GC10-DET" that includes 10 defect types collected in real industry situations.
- We propose a novel end-to-end defect detection and classification network based on the Single Shot MultiBox Detector combined with a hard negative mining method and data augmentation method.
- The extensive experiments on two datasets demonstrate the effectiveness of the proposed method and the superiority of our dataset.
2. Related Work
2.1. Traditional Method
2.2. Deep Learning Method
3. Our Method
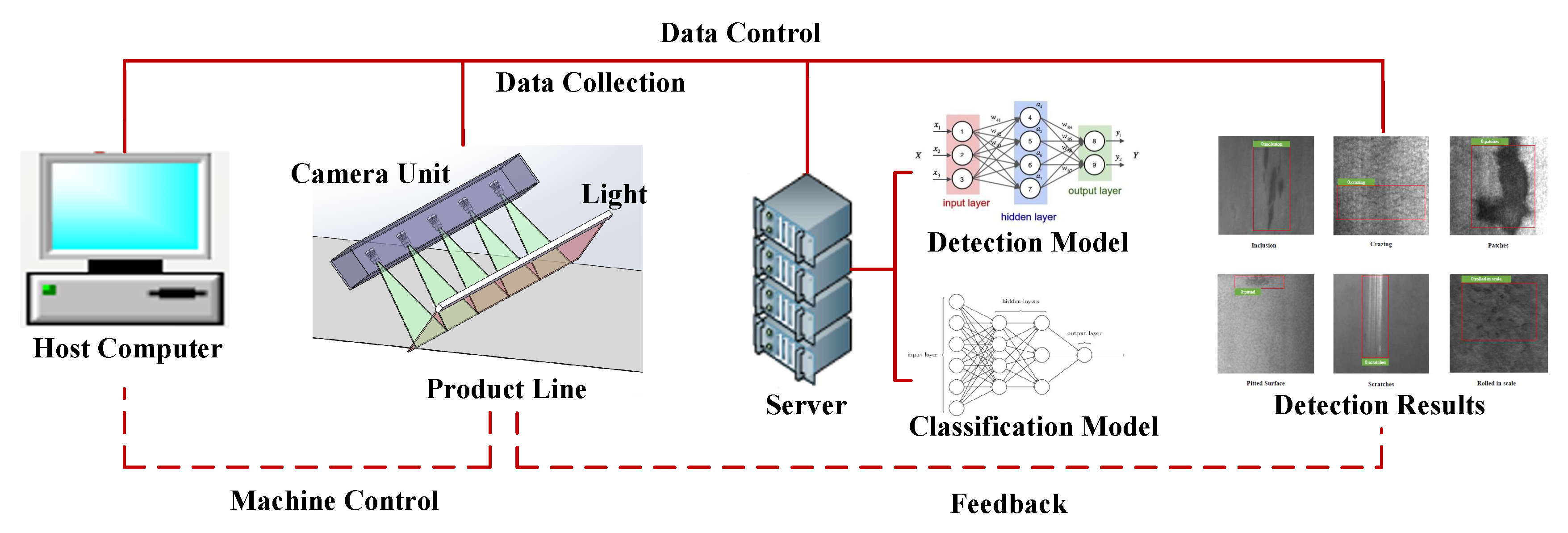
3.1. Overview of Our Industrial System
3.2. Data Collection for Production Line
- Camera: The brand of camera is while the camera model is --. The type of lens is ML-3528-43F of . The pixel size is 7.04 m × 7.04 m.
- Server The running memory is 32G with the GPU cards of NVIDIA RTX 2082ti.
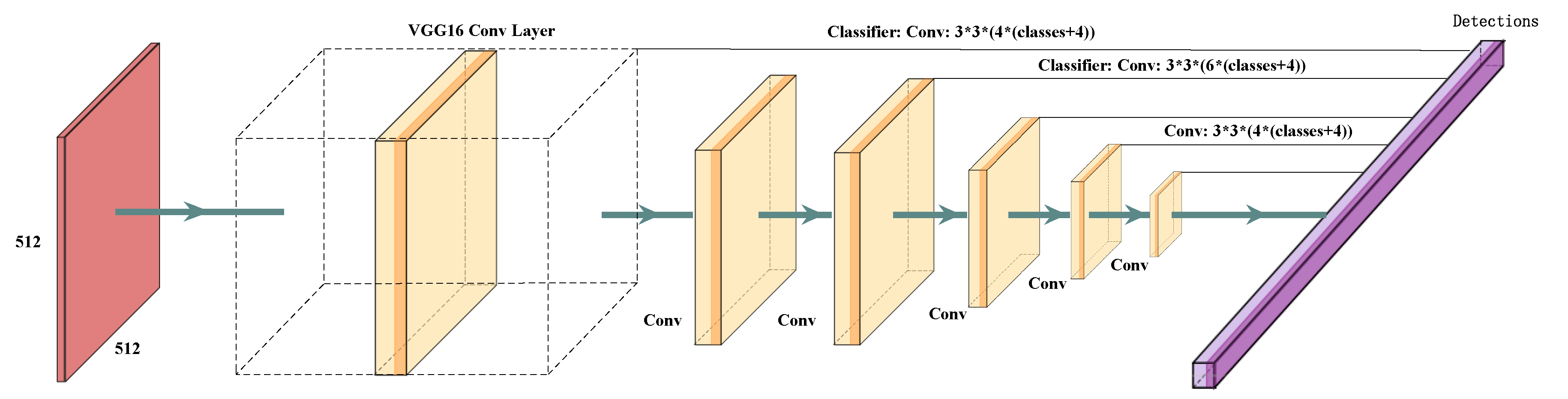
3.3. Detection Model
3.3.1. Multi-Scale Feature Maps
3.3.2. Predictors for Detection
3.4. Defect Default Boxes
3.5. Loss Function
3.6. Matching Strategy
3.7. Hard Negative Mining
3.8. Data Augmentation
4. Experiments
4.1. Datasets
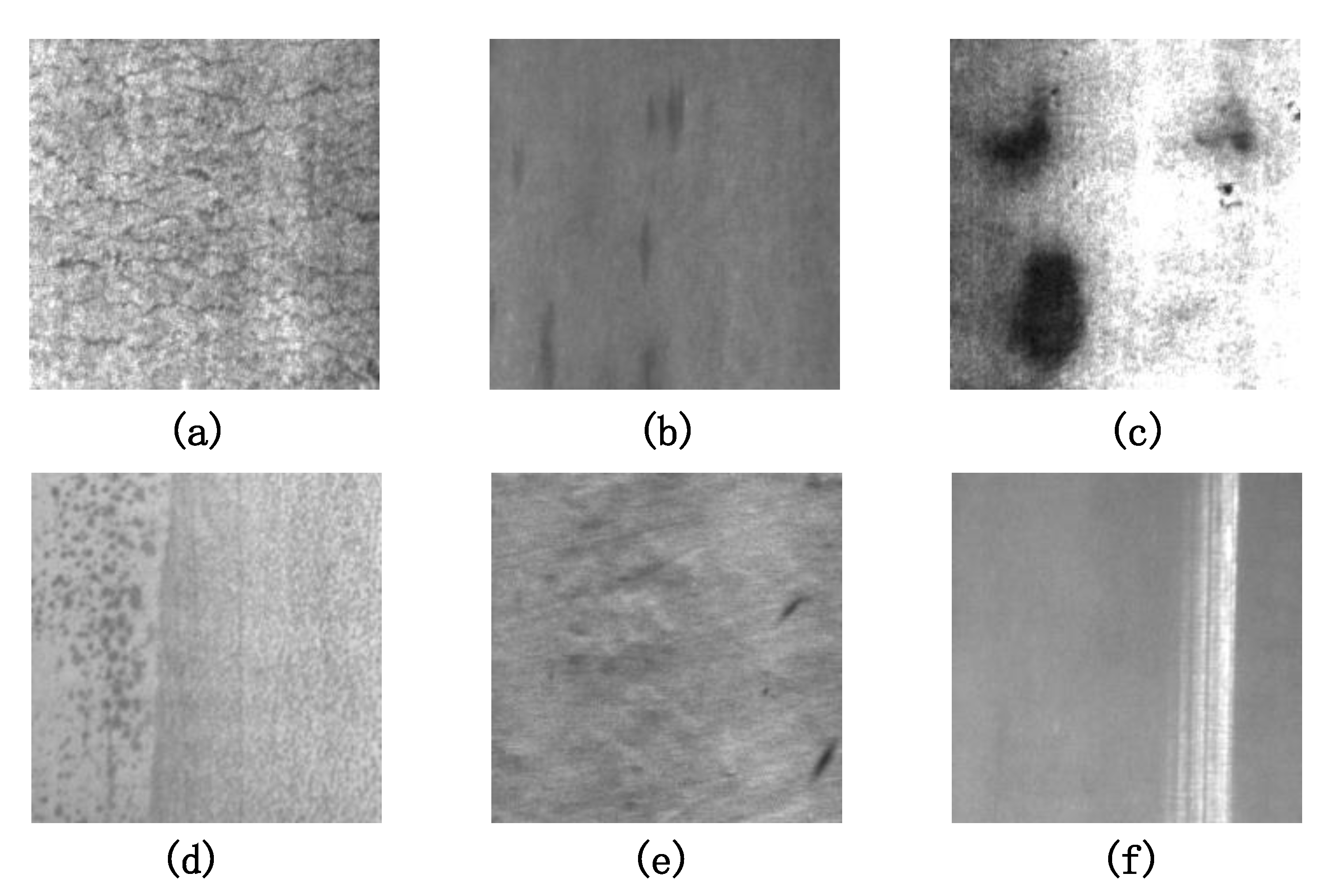
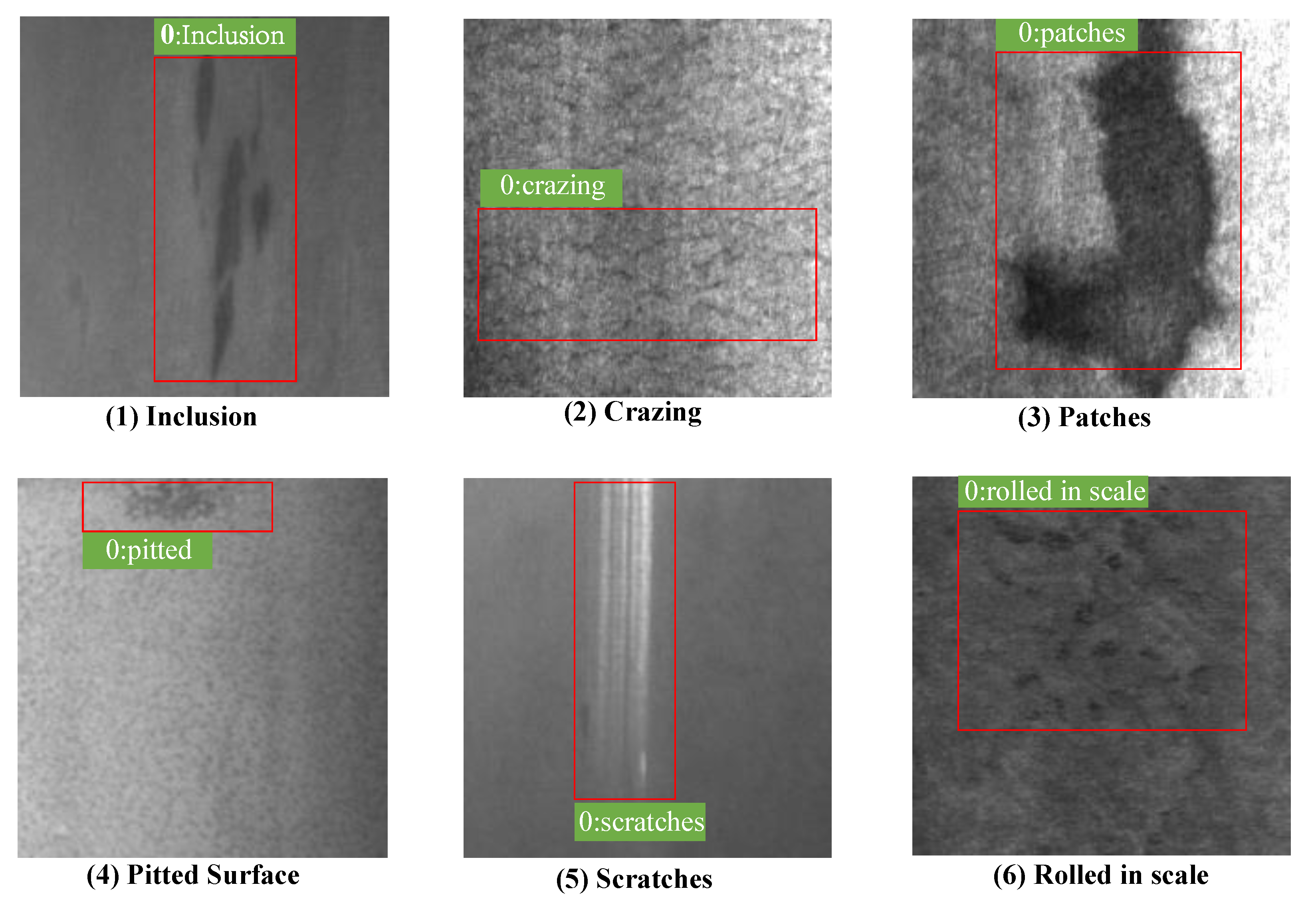
4.1.1. Description of NEU-DET
- Inclusion: Inclusion is a typical defect of metal surface defects. Some inclusions are loose and easy to fall off, some pressed into the plate.
- Crazing: Crazing is the phenomenon that produces some cracks on the surface of a material.
- Patches: A part of metal marked out from the rest by a particular characteristic.
- Pitted surface: Pitting is a form of corrosion that focuses on a very small range of metal surfaces and penetrates into the metal interior. Pitting is generally small in diameter but deep in depth.
- Scratches: A scratch is a mark of abrasion on a surface.
- Rolled in scale: A rolled-in scale defect occurs when the mill scale is rolled into the metal during the rolling process.
4.1.2. Description of GC10-DET
- Punching: In the production line of the strip, the steel strip needs to be punched according to the product specifications; mechanical failure may lead to unwanted punching, resulting in punching defects.
- Welding line: When the strip is changed, it is necessary to weld the two coils of the strip, and the weld line is produced. Strictly speaking, this is not a defect, but it needs to be automatically detected and tracked to be circumvented in subsequent cuts.
- Crescent gap: In the production of steel strip, cutting sometimes results in defects, just like half a circle.
- Water spot: A water spot is produced by drying in production. Under different products and processes, the requirements for this defect are different. However, because the water spots are generally with low contrast, and are similar to other defects such as oil spots, they are usually detected by mistake.
- Oil spot: An oil spot is usually caused by the contamination of mechanical lubricant, which will affect the appearance of the product.
- Silk spot: A local or continuous wave-like plaque on a strip surface that may appear on the upper and lower surfaces, and the density is uneven in the whole strip length direction. Generally, the main reason lies in the uneven temperature of the roller and uneven pressure.
- Inclusion: Inclusion is a typical defect of metal surface defects, usually showing small spots, fish scale shape, strip shape, block irregular distribution in the strip of the upper and lower surface (global or local), and is often accompanied by rough pockmarked surfaces. Some inclusions are loose and easy to fall off and some are pressed into the plate.
- Rolled pit: Rolled pits are periodic bulges or pits on the surface of a steel plate that are punctate, flaky, or strip-like. They are distributed throughout the strip length or section, mainly caused by work roll or tension roll damage.
- Crease: A crease is a vertical transverse fold, with regular or irregular spacing across the strip, or at the edge of the strip. The main reason is the local yield along the moving direction of the strip in the uncoiling process.
- Waist folding: There are obvious folds in the defect parts, a little more popular, a little like wrinkles, indicating that the local deformation of the defect is too large. The reason is due to low-carbon.
4.2. Performance Evaluation
4.3. Comparison Methods and Parameter Tuning
- Learning Rate: In the classical back propagation algorithm, the learning rate is determined by training experience. The larger training rate denotes the larger weight updating, which can accelerate the convergence of the model, but if the learning rate is too large, it may cause the oscillation of the training. Besides, a slower learning rate may lead to a slow convergence of the training process. Thus, we adjust as follows: (1) A large learning rate is used to initialize the model, and the learning rate decreases as training iterations increase. (2) Initial learning rate is set from to , and the best one is selected through experiments. Thus, we obtain the best learning rate as follows: SSD (), Faster-RCNN (), YOLO-V2 (), and YOLO-v3 ().
- Weight decay: Weight decay is used to alleviate overfitting. In the loss function, the weight decay is a coefficient of the regular term. Thus, the setting of weight decay depends on the loss function. According to the loss function and experiments, the final settings of weight decay are follows: SSD (), Faster-RCNN (), YOLO-V2 (), and YOLO-v3 ().
- Momentum: Momentum is a method to retrieve the updating direction and speed up convergence of the model. This value is fixed for the SGD method according to the existing experiments. Thus, all of the methods have a set momentum of .
4.4. Accuracy Comparisons with Deep Methods
4.4.1. NEU-DET
4.4.2. GC10-DET
4.5. Accuracy Comparisons with Traditional Methods
4.6. Computational Time Comparisons
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kim, S.; Kim, W.; Noh, Y.K.; Park, F.C. Transfer Learning for Automated Optical Inspection. In Proceedings of the 2017 International Joint Conference on Neural Networks (IJCNN), Anchorage, Alaska, 14–19 May 2017; pp. 2517–2524. [Google Scholar]
- Luckow, A.; Cook, M.; Ashcraft, N.; Weill, E.; Djerekarov, E.; Vorster, B. Deep Learning in the Automotive Industry: Applications and Tools. In Proceedings of the 2016 IEEE International Conference on Big Data (Big Data), Washington, DC, USA, 5–8 December 2016; pp. 3759–3768. [Google Scholar]
- Hossain, M.S.; Al-Hammadi, M.; Muhammad, G. Automatic fruit classification using deep learning for industrial applications. IEEE Trans. Ind. Inf. 2018, 15, 1027–1034. [Google Scholar] [CrossRef]
- Yang, Z.; Mahajan, D.; Ghadiyaram, D.; Nevatia, R.; Ramanathan, V. Activity Driven Weakly Supervised Object Detection. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Long Beach, CA, USA, 15–21 June 2019; pp. 2917–2926. [Google Scholar]
- Benhimane, S.; Najafi, H.; Grundmann, M.; Genc, Y.; Navab, N.; Malis, E. Real-Time Object Detection and Tracking for Industrial Applications. In Proceedings of the Third International Conference on Computer Vision Theory and Applications, Funchal, Portugal, 22–25 January 2008; pp. 337–345. [Google Scholar]
- Liu, W.; Anguelov, D.; Erhan, D.; Szegedy, C.; Reed, S.; Fu, C.Y.; Berg, A.C. Ssd: Single Shot Multibox Detector. In Proceedings of the European conference on computer vision, Amsterdam, The Netherlands, 8–16 October 2016; pp. 21–37. [Google Scholar]
- Ren, R.; Hung, T.; Tan, K.C. A generic deep-learning-based approach for automated surface inspection. IEEE Trans. Cybern. 2017, 48, 929–940. [Google Scholar] [CrossRef] [PubMed]
- Tastimur, C.; Yetis, H.; Karaköse, M.; Akin, E. Rail defect detection and classification with real time image processing technique. Int. J. Comput. Sci. Software Eng. 2016, 5, 283. [Google Scholar]
- Jian, C.; Gao, J.; Ao, Y. Automatic surface defect detection for mobile phone screen glass based on machine vision. Appl. Soft Comput. 2017, 52, 348–358. [Google Scholar] [CrossRef]
- Tsanakas, J.A.; Chrysostomou, D.; Botsaris, P.N.; Gasteratos, A. Fault diagnosis of photovoltaic modules through image processing and Canny edge detection on field thermographic measurements. Int. J. Sustain. Energy 2015, 34, 351–372. [Google Scholar] [CrossRef]
- Mak, K.L.; Peng, P.; Yiu, K.F.C. Fabric defect detection using morphological filters. Image Vis. Comput. 2009, 27, 1585–1592. [Google Scholar] [CrossRef]
- Li, X.; Gao, B.; Woo, W.L.; Tian, G.Y.; Qiu, X.; Gu, L. Quantitative surface crack evaluation based on eddy current pulsed thermography. IEEE Sens. J. 2016, 17, 412–421. [Google Scholar] [CrossRef]
- Yuan, X.c.; Wu, L.s.; Peng, Q. An improved Otsu method using the weighted object variance for defect detection. Appl. Surf. Sci. 2015, 349, 472–484. [Google Scholar] [CrossRef] [Green Version]
- Win, M.; Bushroa, A.; Hassan, M.; Hilman, N.; Ide-Ektessabi, A. A contrast adjustment thresholding method for surface defect detection based on mesoscopy. IEEE Trans. Ind. Inf. 2015, 11, 642–649. [Google Scholar] [CrossRef]
- Kalaiselvi, T.; Nagaraja, P. A rapid automatic brain tumor detection method for MRI images using modified minimum error thresholding technique. Int. J. Imaging Syst. Technol. 2015, 1, 77–85. [Google Scholar]
- Bai, X.; Fang, Y.; Lin, W.; Wang, L.; Ju, B.F. Saliency-based defect detection in industrial images by using phase spectrum. IEEE Trans. Ind. Inf. 2014, 10, 2135–2145. [Google Scholar] [CrossRef]
- Borwankar, R.; Ludwig, R. An optical surface inspection and automatic classification technique using the rotated wavelet transform. IEEE Trans. Instrum. Meas. 2018, 67, 690–697. [Google Scholar] [CrossRef]
- Hu, G.H. Automated defect detection in textured surfaces using optimal elliptical Gabor filters. Optik 2015, 126, 1331–1340. [Google Scholar] [CrossRef]
- Cen, Y.G.; Zhao, R.Z.; Cen, L.H.; Cui, L.H.; Miao, Z.J.; Wei, Z. Defect inspection for TFT-LCD images based on the low-rank matrix reconstruction. Neurocomputing 2015, 149, 1206–1215. [Google Scholar] [CrossRef]
- Susan, S.; Sharma, M. Automatic texture defect detection using Gaussian mixture entropy modeling. Neurocomputing 2017, 239, 232–237. [Google Scholar] [CrossRef]
- Song, K.; Yan, Y. A noise robust method based on completed local binary patterns for hot-rolled steel strip surface defects. Appl. Surf. Sci. 2013, 285, 858–864. [Google Scholar] [CrossRef]
- Shumin, D.; Zhoufeng, L.; Chunlei, L. Adaboost Learning for Fabric Defect Detection Based on Hog and SVM. In Proceedings of the 2011 International Conference on Multimedia Technology, Hangzhou, China, 26–28 July 2011; pp. 2903–2906. [Google Scholar]
- Chondronasios, A.; Popov, I.; Jordanov, I. Feature selection for surface defect classification of extruded aluminum profiles. Int. J. Adv. Manuf. Technol. 2016, 83, 33–41. [Google Scholar] [CrossRef]
- Gibert, X.; Patel, V.M.; Chellappa, R. Deep multitask learning for railway track inspection. IEEE Trans. Intell. Transp. Syst. 2016, 18, 153–164. [Google Scholar] [CrossRef] [Green Version]
- Tao, X.; Xu, D.; Zhang, Z.T.; Zhang, F.; Liu, X.L.; Zhang, D.P. Weak scratch detection and defect classification methods for a large-aperture optical element. Opt. Commun. 2017, 387, 390–400. [Google Scholar] [CrossRef]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. Imagenet Classification with Deep Convolutional Neural Networks. In Proceedings of the Advances in Neural Information Processing Systems, Lake Tahoe, NV, USA, 3–6 December 2012; pp. 1097–1105. [Google Scholar]
- Masci, J.; Meier, U.; Ciresan, D.; Schmidhuber, J.; Fricout, G. Steel Defect Classification with Max-Pooling Convolutional Neural Networks. In Proceedings of the 2012 International Joint Conference on Neural Networks (IJCNN), Brisbane, Australia, 10–15 June 2012; pp. 1–6. [Google Scholar]
- Faghih-Roohi, S.; Hajizadeh, S.; Núñez, A.; Babuska, R.; De Schutter, B. Deep Convolutional Neural Networks for Detection of Rail Surface Defects. In Proceedings of the 2016 International Joint Conference on Neural Networks (IJCNN), Vancouver, BC, Canada, 24–29 July 2016; pp. 2584–2589. [Google Scholar]
- Chen, P.H.; Ho, S.S. Is Overfeat Useful for Image-Based Surface Defect Classification Tasks? In Proceedings of the 2016 IEEE International Conference on Image Processing (ICIP), Phoenix, AZ, USA, 25–28 September 2016; pp. 749–753. [Google Scholar]
- Sermanet, P.; Eigen, D.; Zhang, X.; Mathieu, M.; Fergus, R.; LeCun, Y. Overfeat: Integrated recognition, localization and detection using convolutional networks. arXiv 2013, arXiv:1312.6229. [Google Scholar]
- Weimer, D.; Scholz-Reiter, B.; Shpitalni, M. Design of deep convolutional neural network architectures for automated feature extraction in industrial inspection. CIRP Ann. 2016, 65, 417–420. [Google Scholar] [CrossRef]
- Racki, D.; Tomazevic, D.; Skocaj, D. A Compact Convolutional Neural Network for Textured Surface Anomaly Detection. In Proceedings of the 2018 IEEE Winter Conference on Applications of Computer Vision (WACV), Lake Tahoe, NV, USA, 12–15 March 2018; pp. 1331–1339. [Google Scholar]
- Lin, H.; Li, B.; Wang, X.; Shu, Y.; Niu, S. Automated defect inspection of LED chip using deep convolutional neural network. J. Intell. Manuf. 2019, 30, 2525–2534. [Google Scholar] [CrossRef]
- Russakovsky, O.; Deng, J.; Su, H.; Krause, J.; Satheesh, S.; Ma, S.; Huang, Z.; Karpathy, A.; Khosla, A.; Bernstein, M.; et al. Imagenet large scale visual recognition challenge. Int. J. Comput. Vis. 2015, 115, 211–252. [Google Scholar] [CrossRef] [Green Version]
- Lin, T.Y.; Maire, M.; Belongie, S.; Hays, J.; Perona, P.; Ramanan, D.; Dollár, P.; Zitnick, C.L. Microsoft Coco: Common Objects in Context. In Proceedings of the European conference on computer vision, Zurich, Switzerland, 6–12 September 2014; pp. 740–755. [Google Scholar]
- Erhan, D.; Szegedy, C.; Toshev, A.; Anguelov, D. Scalable Object Detection Using Deep Neural Networks. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Columbus, OH, USA, 24–27 June 2014; pp. 2147–2154. [Google Scholar]
- Ren, S.; He, K.; Girshick, R.; Sun, J. Faster R-CNN: Towards real-time object detection with region proposal networks. In Proceedings of the Advances in Neural Information Processing Systems 28 (NIPS), Montreal, QC, Canada, 7–12 December 2015. [Google Scholar]
- Redmon, J.; Farhadi, A. YOLO9000: Better, Faster, Stronger. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Honolulu, HI, USA, 21–26 July 2017; pp. 7263–7271. [Google Scholar]
- Redmon, J.; Farhadi, A. Yolov3: An incremental improvement. arXiv 2018, arXiv:1804.02767. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dataset | Scale | Type Number | Defect Types |
|---|---|---|---|
| NEU-DET | 1800 | 6 | rolled-in scale, patches, crazing, pitted surface, inclusion, scratches |
| GC10-DET | 3570 | 10 | punching, weld line, crescent gap, water spot, oil spot, silk spot, inclusion, rolled pit, crease, waist folding |
| Types | Recall | ||||
|---|---|---|---|---|---|
| SSD | Faster-RCNN | YOLO-V2 | YOLO-V3 | Proposed Method | |
| Cr | 0.965 | 0.874 | 0.552 | 0.692 | 0.965 |
| In | 0.974 | 0.923 | 0.811 | 0.755 | 0.974 |
| Pa | 0.935 | 0.981 | 0.910 | 0.923 | 0.987 |
| Ps | 0.971 | 0.943 | 0.791 | 0.561 | 1.000 |
| Rs | 0.932 | 0.881 | 0.500 | 0.602 | 0.966 |
| Sc | 0.990 | 0.971 | 0.884 | 0.816 | 0.981 |
| AP | Recall | ||||
|---|---|---|---|---|---|
| SSD | Faster-RCNN | YOLO-V2 | YOLO-V3 | Proposed Method | |
| Cr | 0.411 | 0.374 | 0.211 | 0.221 | 0.417 |
| In | 0.796 | 0.794 | 0.592 | 0.580 | 0.763 |
| Pa | 0.839 | 0.853 | 0.774 | 0.772 | 0.863 |
| Ps | 0.839 | 0.815 | 0.454 | 0.239 | 0.851 |
| Rs | 0.621 | 0.545 | 0.246 | 0.335 | 0.581 |
| Sc | 0.836 | 0.882 | 0.739 | 0.570 | 0.856 |
| mAP | 0.724 | 0.711 | 0.503 | 0.453 | 0.724 |
| Types | Recall | ||||
|---|---|---|---|---|---|
| SSD | Faster-RCNN | YOLO-V2 | YOLO-V3 | Proposed Method | |
| Pu | 0.964 | 0.964 | 0.857 | 0.964 | 0.965 |
| Wl | 1.000 | 0.623 | 0.869 | 0.869 | 0.967 |
| Cg | 0.968 | 0.968 | 0.936 | 0.871 | 0.969 |
| Ws | 0.696 | 0.696 | 0.674 | 0.609 | 0.739 |
| Os | 0.848 | 0.761 | 0.630 | 0.565 | 0.891 |
| Ss | 0.956 | 0.708 | 0.694 | 0.542 | 0.988 |
| In | 0.578 | 0.551 | 0.444 | 0.311 | 0.667 |
| Rp | 0.667 | 0.333 | 0.333 | 0.333 | 0.333 |
| Cr | 0.571 | 1.000 | 0.429 | 0.429 | 0.857 |
| Wf | 1.000 | 0.800 | 0.900 | 0.700 | 1.000 |
| Types | AP | ||||
|---|---|---|---|---|---|
| SSD | Faster-RCNN | YOLO-V2 | YOLO-V3 | Proposed Method | |
| Pu | 0.860 | 0.899 | 0.725 | 0.836 | 0.900 |
| Wl | 0.974 | 0.554 | 0.328 | 0.241 | 0.885 |
| Cg | 0.861 | 0.872 | 0.819 | 0.752 | 0.848 |
| Ws | 0.552 | 0.599 | 0.476 | 0.495 | 0.558 |
| Os | 0.612 | 0.653 | 0.403 | 0.329 | 0.622 |
| Ss | 0.689 | 0.579 | 0.473 | 0.325 | 0.650 |
| In | 0.168 | 0.194 | 0.096 | 0.036 | 0.256 |
| Rp | 0.105 | 0.364 | 0.018 | 0.036 | 0.364 |
| Cr | 0.527 | 0.736 | 0.212 | 0.429 | 0.521 |
| Wf | 1.000 | 0.818 | 0.614 | 0.400 | 0.919 |
| mAP | 0.635 | 0.627 | 0.433 | 0.388 | 0.651 |
| Types | AP | ||||
|---|---|---|---|---|---|
| LBP + NNC | LBP + SVM | HOG + NNC | HOG + SVM | Proposed Method | |
| Cr | 0.321 | 0.335 | 0.400 | 0.412 | 0.417 |
| In | 0.412 | 0.378 | 0.576 | 0.580 | 0.763 |
| Pa | 0.538 | 0.601 | 0.612 | 0.630 | 0.863 |
| Ps | 0.446 | 0.515 | 0.438 | 0.328 | 0.851 |
| Rs | 0.237 | 0.330 | 0.358 | 0.330 | 0.581 |
| Sc | 0.326 | 0.432 | 0.460 | 0.500 | 0.856 |
| mAP | 0.380 | 0.432 | 0.474 | 0.463 | 0.724 |
| Dataset | AP | ||||
|---|---|---|---|---|---|
| LBP + NNC | LBP + SVM | HOG + NNC | HOG + SVM | Proposed Method | |
| NEU-DET | 379.65 ms | 378.56 ms | 465.32 ms | 453.61 ms | 27 ms |
| GC10-DET | 399.01 ms | 391.08 ms | 495.26 ms | 492.75 ms | 33 ms |
| Dataset | Type | Method | ||||
|---|---|---|---|---|---|---|
| SSD | Faster-RCNN | YOLO-V2 | YOLO-V3 | Proposed Method | ||
| NEU-DET | single image | 29 ms | 37 ms | 7.91 ms | 15.75 ms | 27 ms |
| testing set | 7 s | 7 s | 4.03 s | 8.46 s | 6 s | |
| GC10-DET | single image | 29 ms | 43 ms | 78.01 ms | 86.80 ms | 33 ms |
| testing set | 5 s | 11 s | 4.49 s | 8.67 s | 8 s | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, X.; Duan, F.; Jiang, J.-j.; Fu, X.; Gan, L. Deep Metallic Surface Defect Detection: The New Benchmark and Detection Network. Sensors 2020, 20, 1562. https://doi.org/10.3390/s20061562
Lv X, Duan F, Jiang J-j, Fu X, Gan L. Deep Metallic Surface Defect Detection: The New Benchmark and Detection Network. Sensors. 2020; 20(6):1562. https://doi.org/10.3390/s20061562
Chicago/Turabian StyleLv, Xiaoming, Fajie Duan, Jia-jia Jiang, Xiao Fu, and Lin Gan. 2020. "Deep Metallic Surface Defect Detection: The New Benchmark and Detection Network" Sensors 20, no. 6: 1562. https://doi.org/10.3390/s20061562