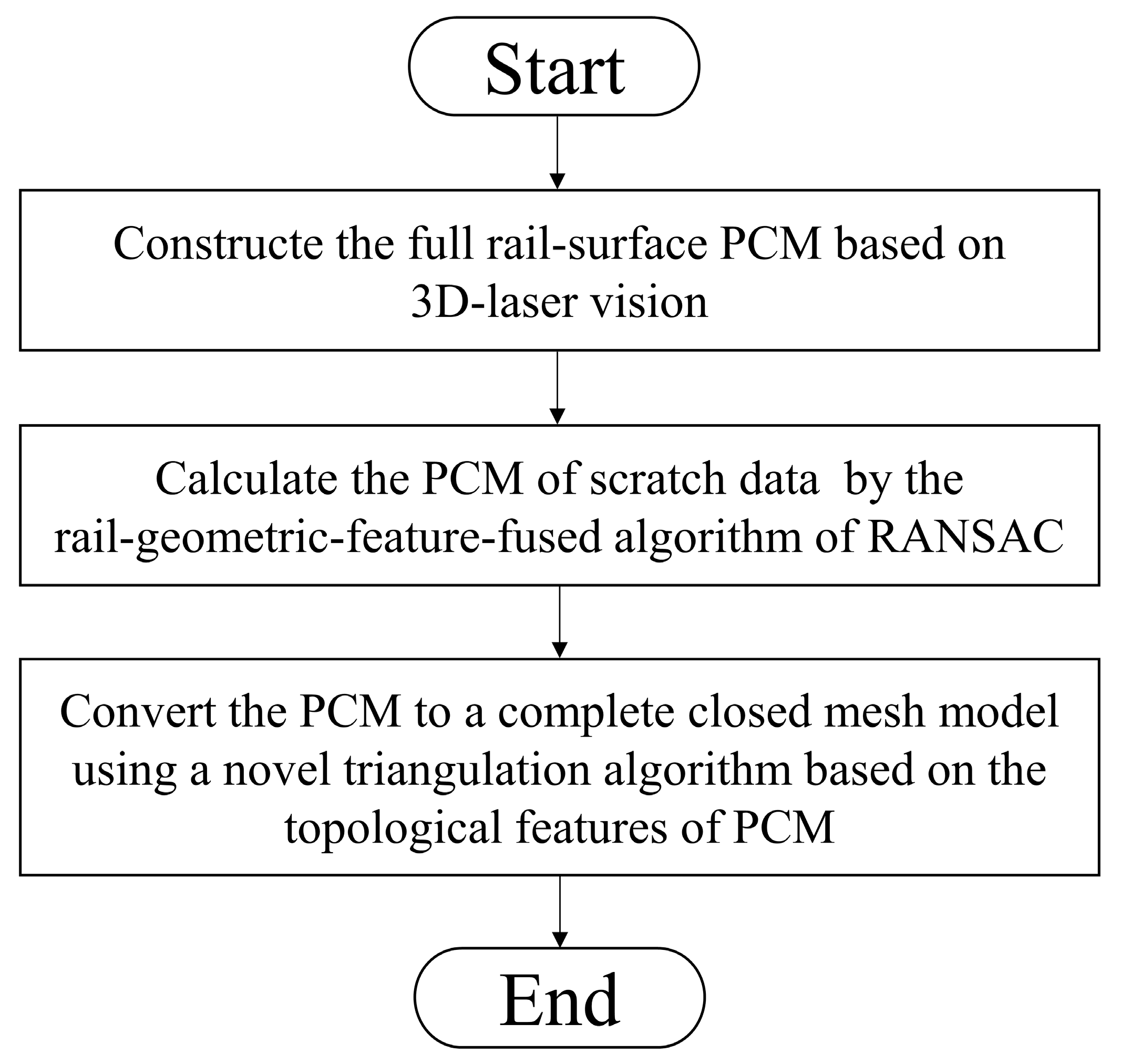
Figure 1.
Flowchart of the proposed method.
Figure 1.
Flowchart of the proposed method.
Figure 2.
The principle of 3D laser vision. (a) The measurement module comprising the camera and the laser; (b) The laser line on the measured object located on the laser plane; (c) The single point-cloud profile obtained by the calculation using Equations (1) and (2); (d) The PCM formed with a series of point-cloud profiles schemed as in (c).
Figure 2.
The principle of 3D laser vision. (a) The measurement module comprising the camera and the laser; (b) The laser line on the measured object located on the laser plane; (c) The single point-cloud profile obtained by the calculation using Equations (1) and (2); (d) The PCM formed with a series of point-cloud profiles schemed as in (c).
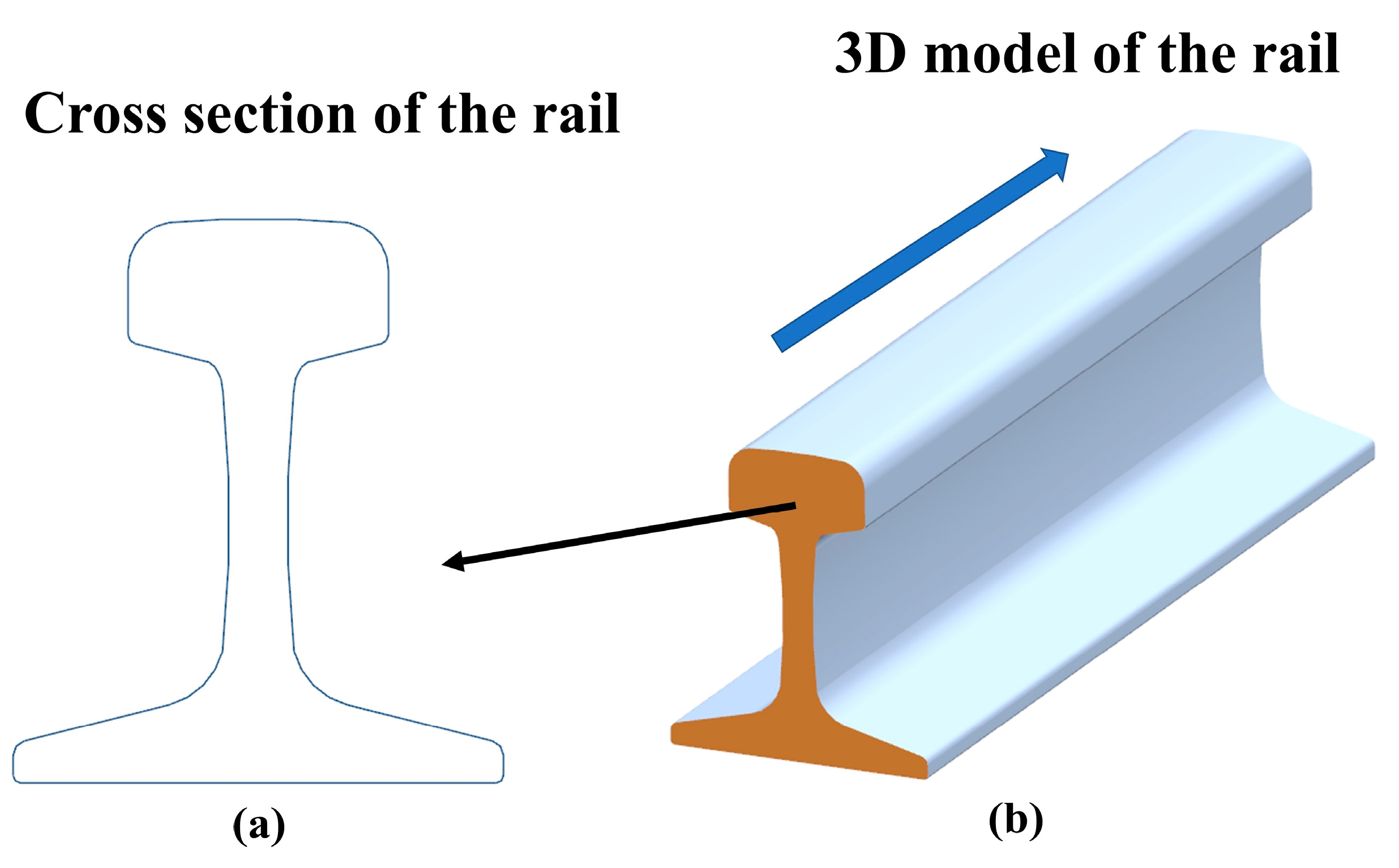
Figure 3.
The geometry of the undamaged rail. (a) The cross section of the rail; (b) 3D model of the rail.
Figure 3.
The geometry of the undamaged rail. (a) The cross section of the rail; (b) 3D model of the rail.
Figure 4.
Geometric features of the rail profiles. (a) The point-cloud profiles of the undamaged areas with the same geometric features; (b) The point-cloud profiles of the damaged areas with a variety of shapes and no uniform geometric features.
Figure 4.
Geometric features of the rail profiles. (a) The point-cloud profiles of the undamaged areas with the same geometric features; (b) The point-cloud profiles of the damaged areas with a variety of shapes and no uniform geometric features.
Figure 5.
The uniform geometry of the laser profile of the undamaged rail. (a) The laser line on the model; (b) The single profile acquired from (a); (c) The idealized approximation of the profile indicated with the red circle in (b).
Figure 5.
The uniform geometry of the laser profile of the undamaged rail. (a) The laser line on the model; (b) The single profile acquired from (a); (c) The idealized approximation of the profile indicated with the red circle in (b).
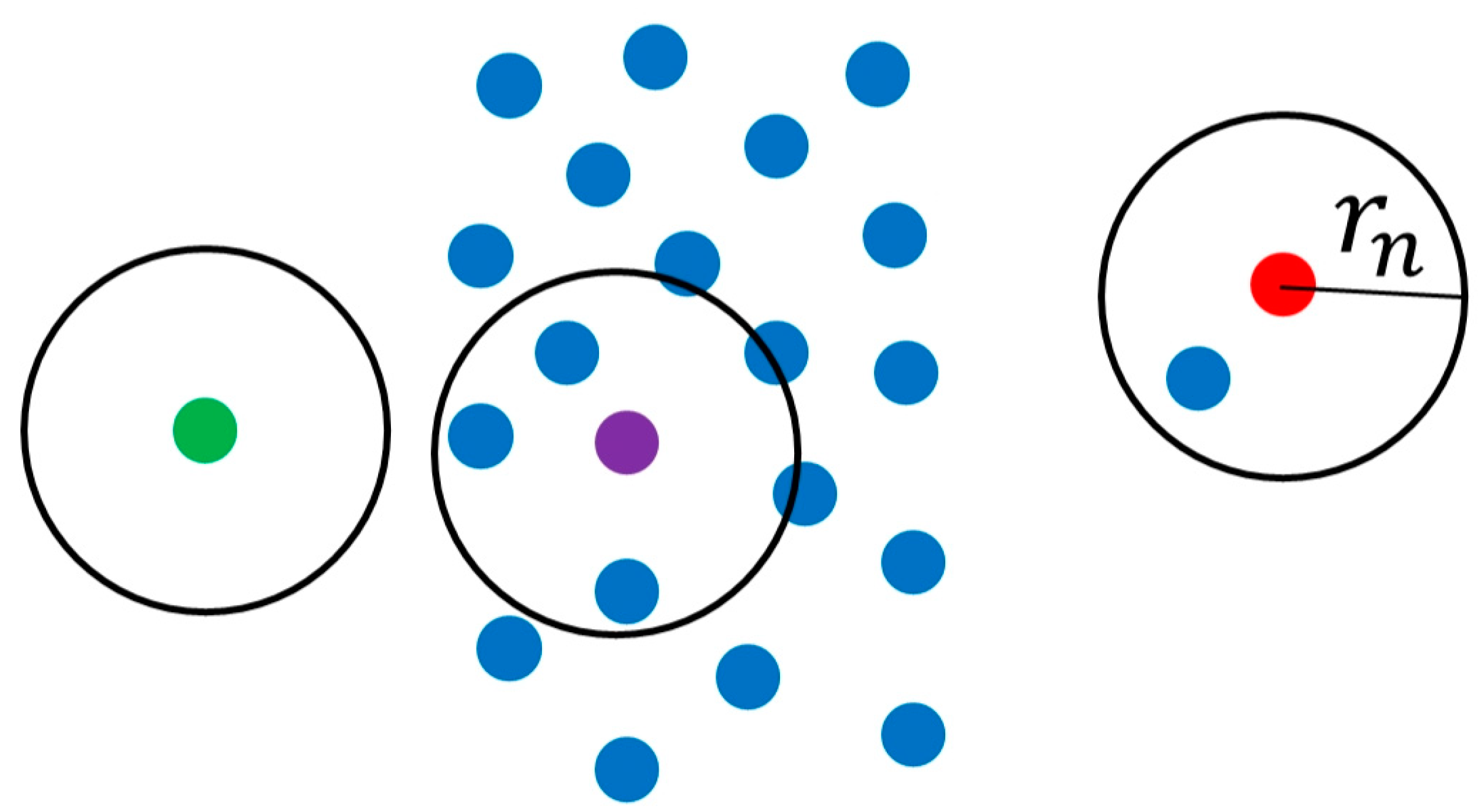
Figure 6.
The point cloud filtering method based on the neighborhood radius.
Figure 6.
The point cloud filtering method based on the neighborhood radius.
Figure 7.
Flowchart of the method for classifying the point-cloud profiles.
Figure 7.
Flowchart of the method for classifying the point-cloud profiles.
Figure 8.
The method for re-classifying profiles by the sliding window with a certain threshold width. The red lines represent the profiles in scratched areas and the blue lines represent the profiles in undamaged areas.
Figure 8.
The method for re-classifying profiles by the sliding window with a certain threshold width. The red lines represent the profiles in scratched areas and the blue lines represent the profiles in undamaged areas.
Figure 9.
Fitting the endpoints of line segments with a model of line to acquire the preliminary extension vectors and .
Figure 9.
Fitting the endpoints of line segments with a model of line to acquire the preliminary extension vectors and .
Figure 10.
The topological features of the 3D surface PCM labelled with the index numbers.
Figure 10.
The topological features of the 3D surface PCM labelled with the index numbers.
Figure 11.
The schematized flow of the triangulation algorithm of 3D point-cloud. (a) Concatenate each point-cloud profile with lines; (b) Constructe the quadrilaterals; (c) Form the triangle-meshes; (d) Finish the triangulation of the adjacent point-cloud profiles; (e) Complete the triangulation algorithm for the PCM.
Figure 11.
The schematized flow of the triangulation algorithm of 3D point-cloud. (a) Concatenate each point-cloud profile with lines; (b) Constructe the quadrilaterals; (c) Form the triangle-meshes; (d) Finish the triangulation of the adjacent point-cloud profiles; (e) Complete the triangulation algorithm for the PCM.
Figure 12.
The composition of the scratch-data PCM. (a) The scratch-data PCM; (b) The reference PCM; (c) The scratch-surface PCM.
Figure 12.
The composition of the scratch-data PCM. (a) The scratch-data PCM; (b) The reference PCM; (c) The scratch-surface PCM.
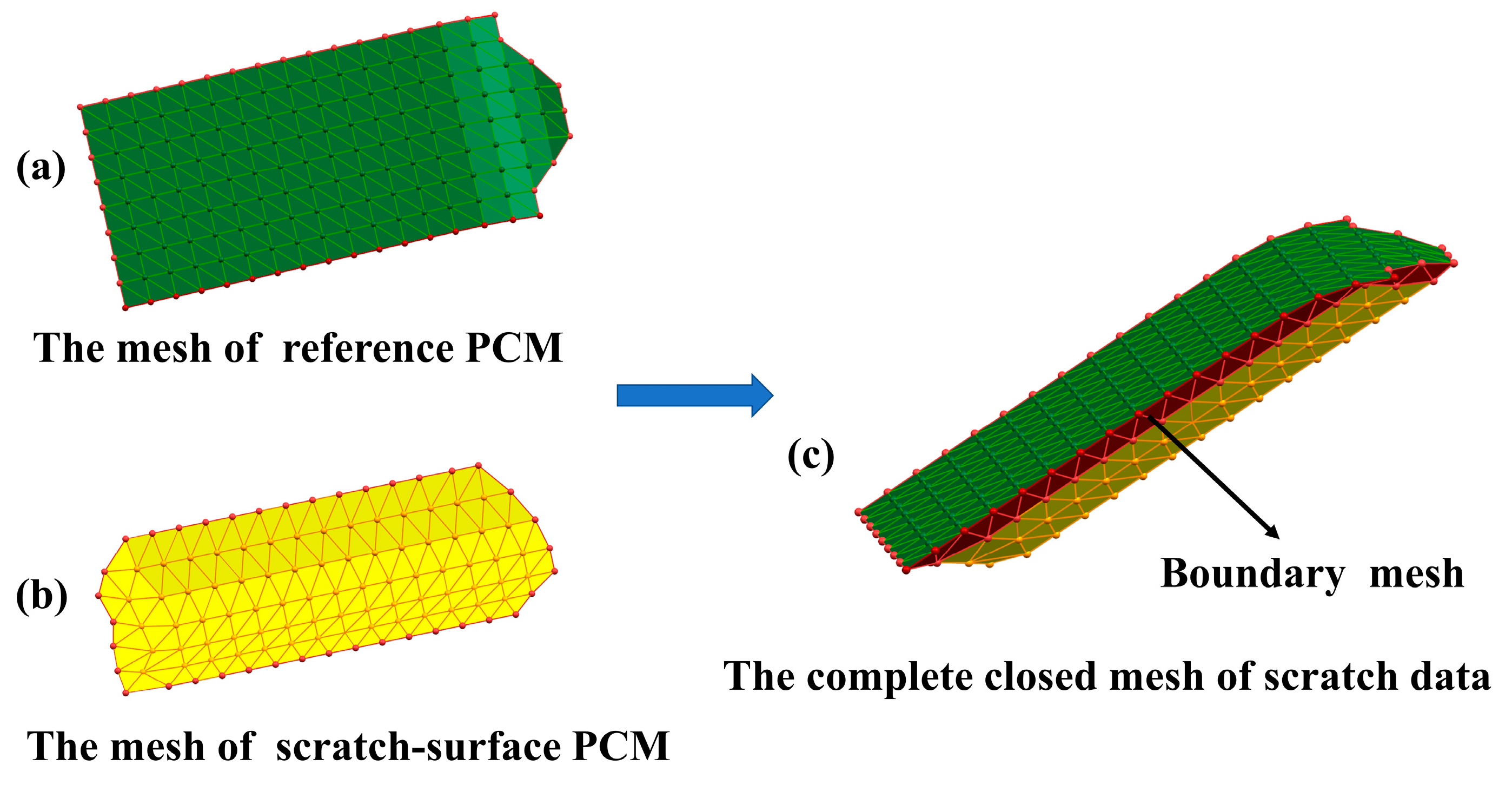
Figure 13.
The process of constructing the complete closed mesh model of scratch data. (a) The mesh of reference PCM; (b) The mesh of scratch-surface PCM; (c) The complete closed mesh model of scratch data stitched by (a,b) through the boundary mesh.
Figure 13.
The process of constructing the complete closed mesh model of scratch data. (a) The mesh of reference PCM; (b) The mesh of scratch-surface PCM; (c) The complete closed mesh model of scratch data stitched by (a,b) through the boundary mesh.
Figure 14.
The artificial rail of 50 Kg/m and its surface PCM. (a) The artificial damaged-rail; (b) The surface PCM of the artificial damaged-rail.
Figure 14.
The artificial rail of 50 Kg/m and its surface PCM. (a) The artificial damaged-rail; (b) The surface PCM of the artificial damaged-rail.
Figure 15.
The result of the scratch-recognition algorithm performed on the rail-surface PCM. (a) The classification result of the point-cloud profiles displaying the damaged area (red) and the undamaged area (blue); (b) The scratch-surface PCM identified by the algorithm as indicated in the gray-white area.
Figure 15.
The result of the scratch-recognition algorithm performed on the rail-surface PCM. (a) The classification result of the point-cloud profiles displaying the damaged area (red) and the undamaged area (blue); (b) The scratch-surface PCM identified by the algorithm as indicated in the gray-white area.
Figure 16.
The acquisition of the scratch-data PCM. (a) The result of constructed reference PCM; (b) The depth-difference between the reference PCM and the scratch-surface PCM; (c) The original scratch-data PCM with noise points; (d) The filtered scratch-data PCM.
Figure 16.
The acquisition of the scratch-data PCM. (a) The result of constructed reference PCM; (b) The depth-difference between the reference PCM and the scratch-surface PCM; (c) The original scratch-data PCM with noise points; (d) The filtered scratch-data PCM.
Figure 17.
The triangulation of the PCM. (a) The triangle-meshes of the reference PCM; (b) The triangle-meshes of the scratch-surface PCM.
Figure 17.
The triangulation of the PCM. (a) The triangle-meshes of the reference PCM; (b) The triangle-meshes of the scratch-surface PCM.
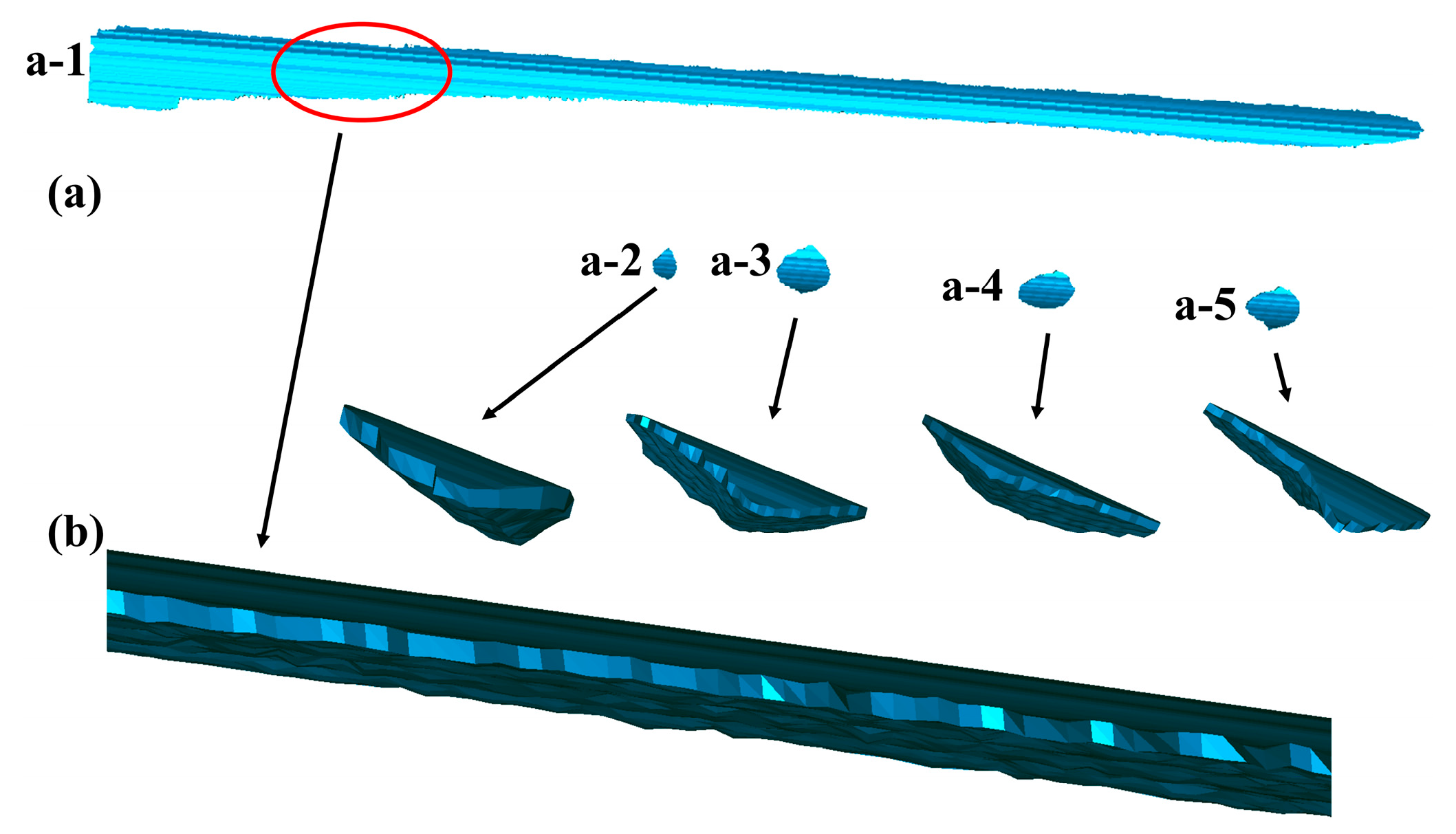
Figure 18.
The final complete closed mesh models of the scratch-data of the artificial damaged rail. (a) Five complete closed mesh models corresponding to five scratch-data; (b) The local magnified model of a−1 and the full magnified ones of a−2, a−3, a−4, a−5, respectively.
Figure 18.
The final complete closed mesh models of the scratch-data of the artificial damaged rail. (a) Five complete closed mesh models corresponding to five scratch-data; (b) The local magnified model of a−1 and the full magnified ones of a−2, a−3, a−4, a−5, respectively.
Figure 19.
The practical damaged rail and final result in the second experiment. (a) The practical damaged-rail; (b) The final complete closed mesh model of the practical damaged rail; (c) The local magnified model of b.
Figure 19.
The practical damaged rail and final result in the second experiment. (a) The practical damaged-rail; (b) The final complete closed mesh model of the practical damaged rail; (c) The local magnified model of b.
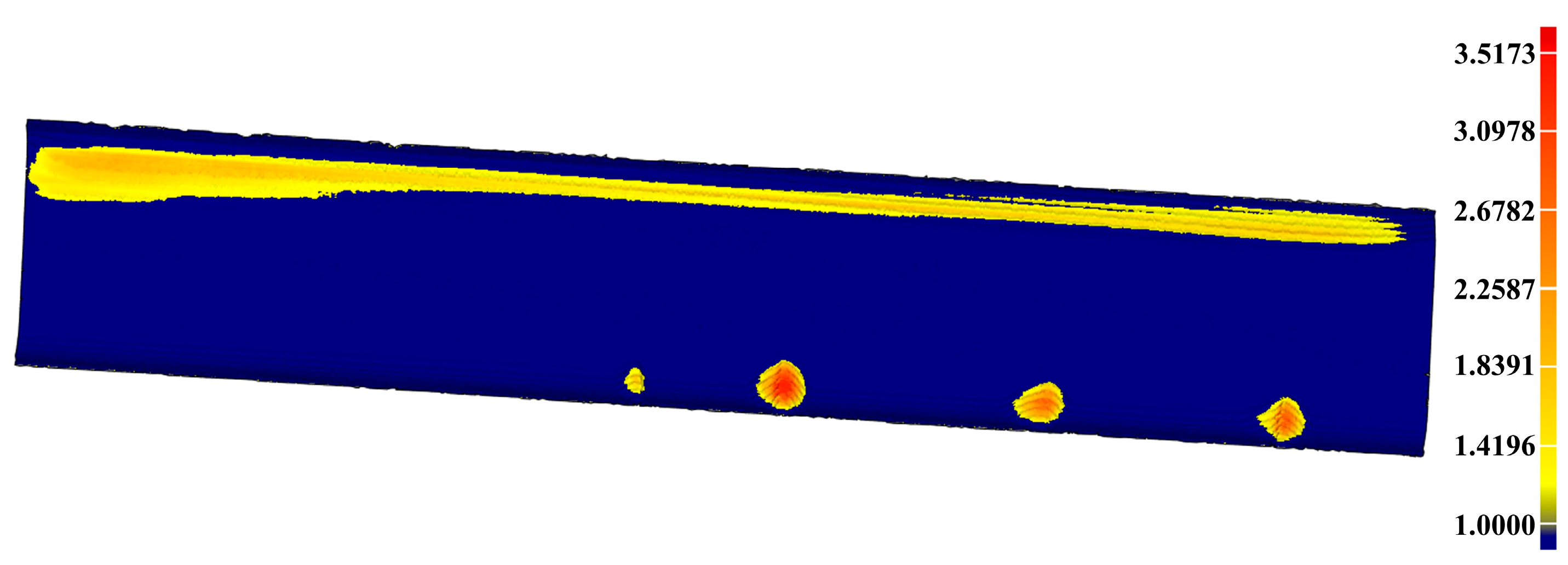
Figure 20.
The specific places on the artificial rail surface with scratch-depth larger than 1 mm.
Figure 20.
The specific places on the artificial rail surface with scratch-depth larger than 1 mm.
Figure 21.
The depth-difference between the reference PCM and the scratch-surface PCM on the practical damaged rail.
Figure 21.
The depth-difference between the reference PCM and the scratch-surface PCM on the practical damaged rail.
Figure 22.
The specific places on the practical damaged rail surface with scratch-depth larger than 1 mm.
Figure 22.
The specific places on the practical damaged rail surface with scratch-depth larger than 1 mm.
Figure 23.
The accuracy analysis of the scratch-data acquired in the experiment for the artificial damaged rail. (a) The result of virtual repair of the artificial rail by using the scratch-data; (b) The difference between the repaired artificial rail model and the reference model indicating the scratch-depth on the repaired artificial rail is less than 1 mm.
Figure 23.
The accuracy analysis of the scratch-data acquired in the experiment for the artificial damaged rail. (a) The result of virtual repair of the artificial rail by using the scratch-data; (b) The difference between the repaired artificial rail model and the reference model indicating the scratch-depth on the repaired artificial rail is less than 1 mm.
Figure 24.
The accuracy analysis of the scratch-data acquired in the experiment for the practical damaged rail. (a) The result of virtual repair of the practical rail by using the scratch-data; (b) The difference between the repaired practical rail model and the reference model indicating the scratch-depth on the repaired practical rail is less than 1 mm.
Figure 24.
The accuracy analysis of the scratch-data acquired in the experiment for the practical damaged rail. (a) The result of virtual repair of the practical rail by using the scratch-data; (b) The difference between the repaired practical rail model and the reference model indicating the scratch-depth on the repaired practical rail is less than 1 mm.
Table 1.
The specifications of the computer used in the experiment.
Table 1.
The specifications of the computer used in the experiment.
| Parameter | Value |
| Memory size | 16 GB |
| CPU type | Intel Core i5-9400F |
| GPU type | NVIDIA RTX2060 |
| Graphics memory size | 6 GB |
Table 2.
The main specifications of the line laser.
Table 2.
The main specifications of the line laser.
| Parameter | Value |
| Type | ZLM5AL650-16GD0.15 |
| Overall dimension | 16 mm × 16 mm × 70 mm |
| Power | |
| Wavelength | 650 nm |
| Minimum line width | |
Table 3.
The main specifications of the camera.
Table 3.
The main specifications of the camera.
| Parameter | Value |
|---|
| Type | MV-GE134GC-T-CL |
| Overall dimension | 29 mm × 29 mm × 40 mm |
| Pixel size | |
| Resolution | 1280 × 1024 |
| Maximum frame rate | 91 FPS |
Table 4.
The parameters in the 3D laser vision system.
Table 4.
The parameters in the 3D laser vision system.
| Parameter | Value |
|---|
| The intrinsic matrix of the camera after calibration | |
| The laser plane equation | |
| The speed of the measurement module | |
| The sampling frequency of the camera | 80 HZ |
| The sampling interval | |
Table 5.
The values of the parameters mentioned in
Figure 7.
Table 5.
The values of the parameters mentioned in
Figure 7.
| Parameter | Value |
|---|
| 50 mm |
| 1 mm |
| 15 mm |
| 1 mm |
| Deviation threshold in RANSAC | 0.2 mm |
| Iteration number in RANSAC | 1000 |
Table 6.
The calculation results of the extension vector.
Table 6.
The calculation results of the extension vector.
| Vector | Value |
|---|
| (0.999923, 0.011243, 0.005168) |
| (0.999936, 0.010394, 0.004364) |
| (0.999930, 0.010819, 0.004766) |
Table 7.
The time required in the experiment for the artificial damaged rail.
Table 7.
The time required in the experiment for the artificial damaged rail.
| Time | Value |
|---|
| Scanning time | 25 s |
| 3D PCM constructing | 10.63 s |
| Scratch-recognition | 1.27 s |
| Scratch-data acquiring | 3.23 s |
| 3D triangulation | 5.22 s |
| Total time | 45.35 s |
Table 8.
The analysis result of the artificial damaged rail.
Table 8.
The analysis result of the artificial damaged rail.
| Max Depth | Min Depth | RMS |
|---|
| 3.5173 mm | −0.7009 mm | 0.5579 mm |
Table 9.
The analysis result of the practical damaged rail.
Table 9.
The analysis result of the practical damaged rail.
| Max Depth | Min Depth | RMS |
|---|
| 3.6174 mm | −0.7363 mm | 1.0520 mm |
Table 10.
The analysis result of the repaired artificial rail.
Table 10.
The analysis result of the repaired artificial rail.
| Max Depth | Min Depth | RMS |
|---|
| 0.9344 mm | −0.7009 mm | 0.1928 mm |
Table 11.
The analysis result of the repaired practical rail.
Table 11.
The analysis result of the repaired practical rail.
| Max Depth | Min Depth | RMS |
|---|
| 0.9897 mm | −0.7363 mm | 0.1824 mm |



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}