Effect of Imperfections Due to Material Heterogeneity on the Offset of Polysilicon MEMS Structures


Abstract
:1. Introduction
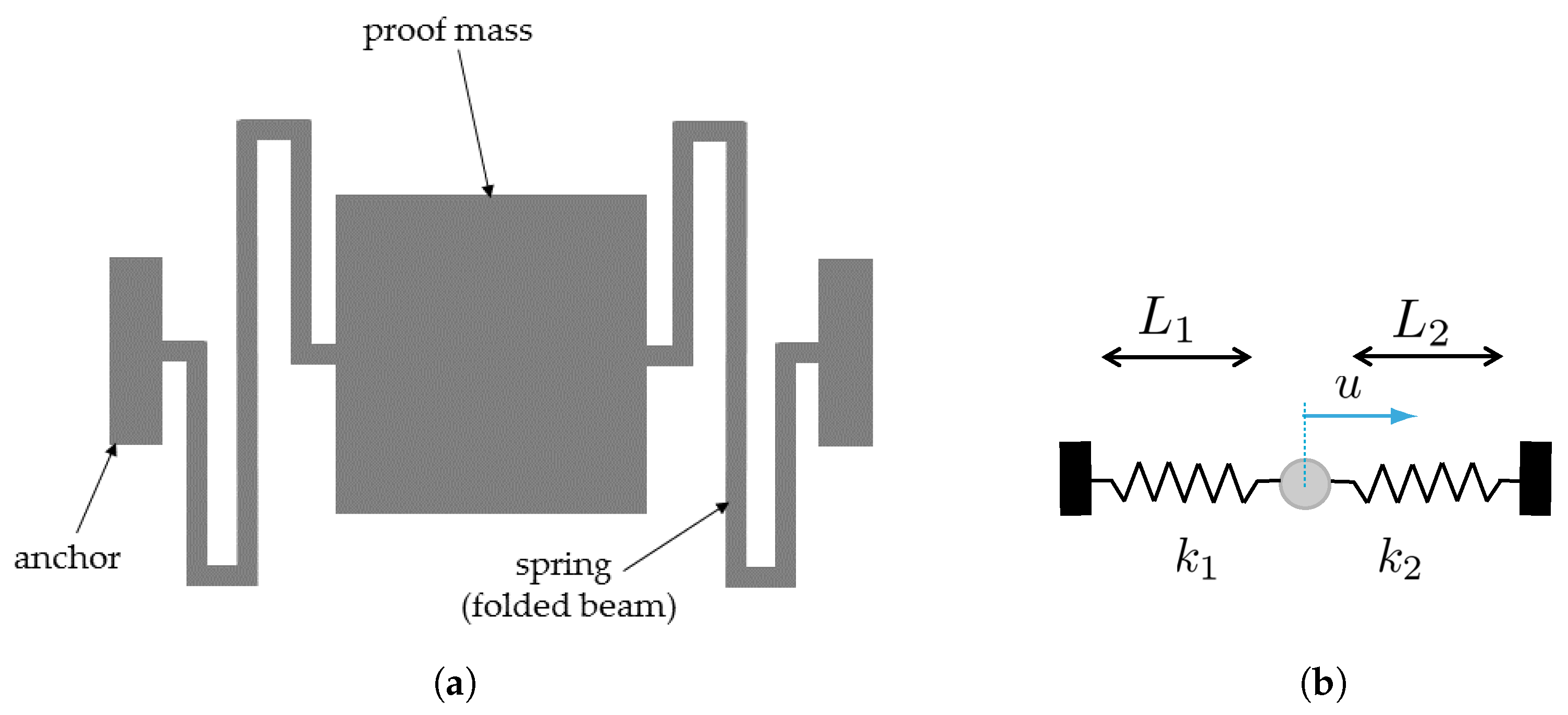
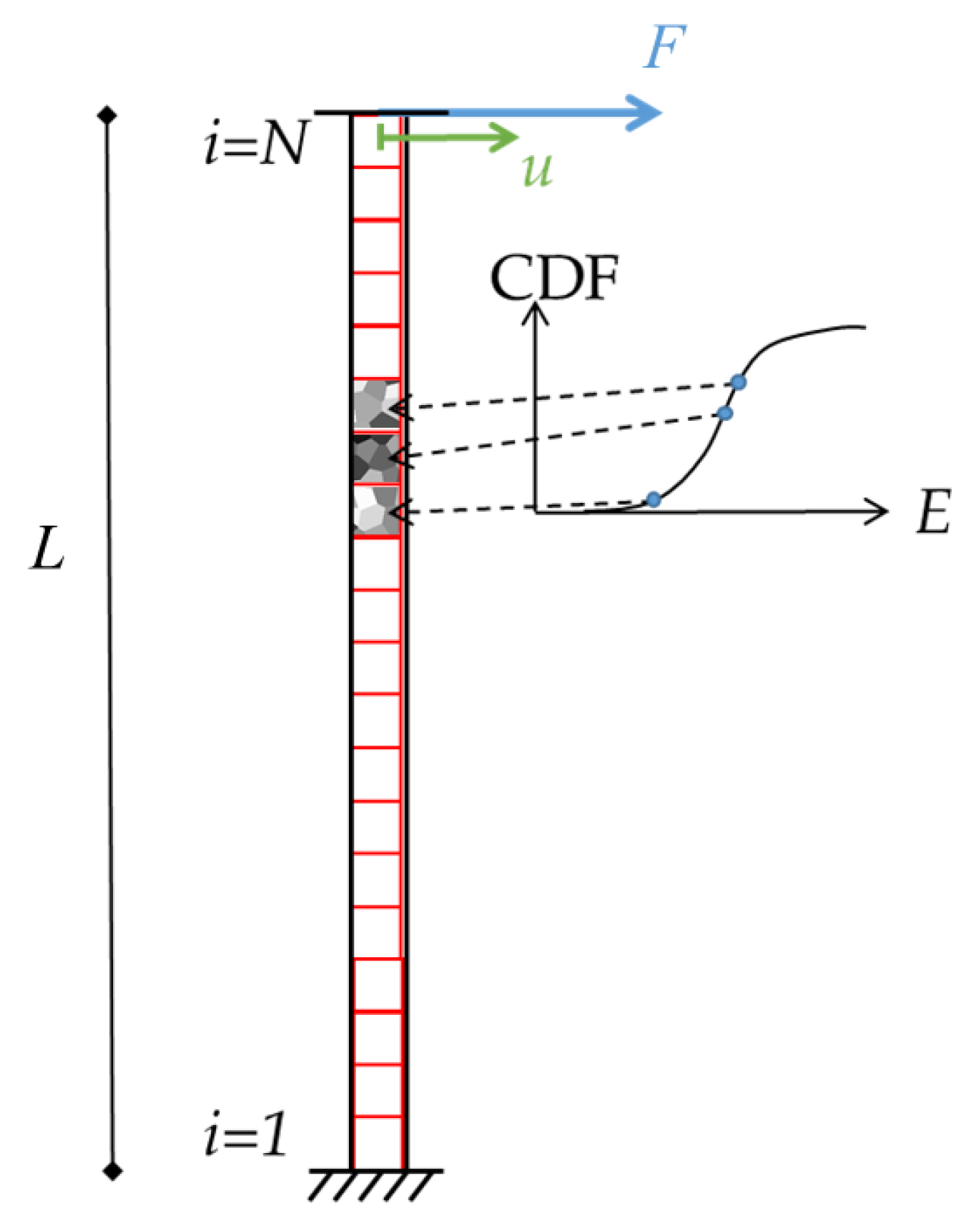
2. Sensitivity to Imperfections: A Simple Model for MEMS Offset
3. Characterization of the Uncertainties at the Microscale
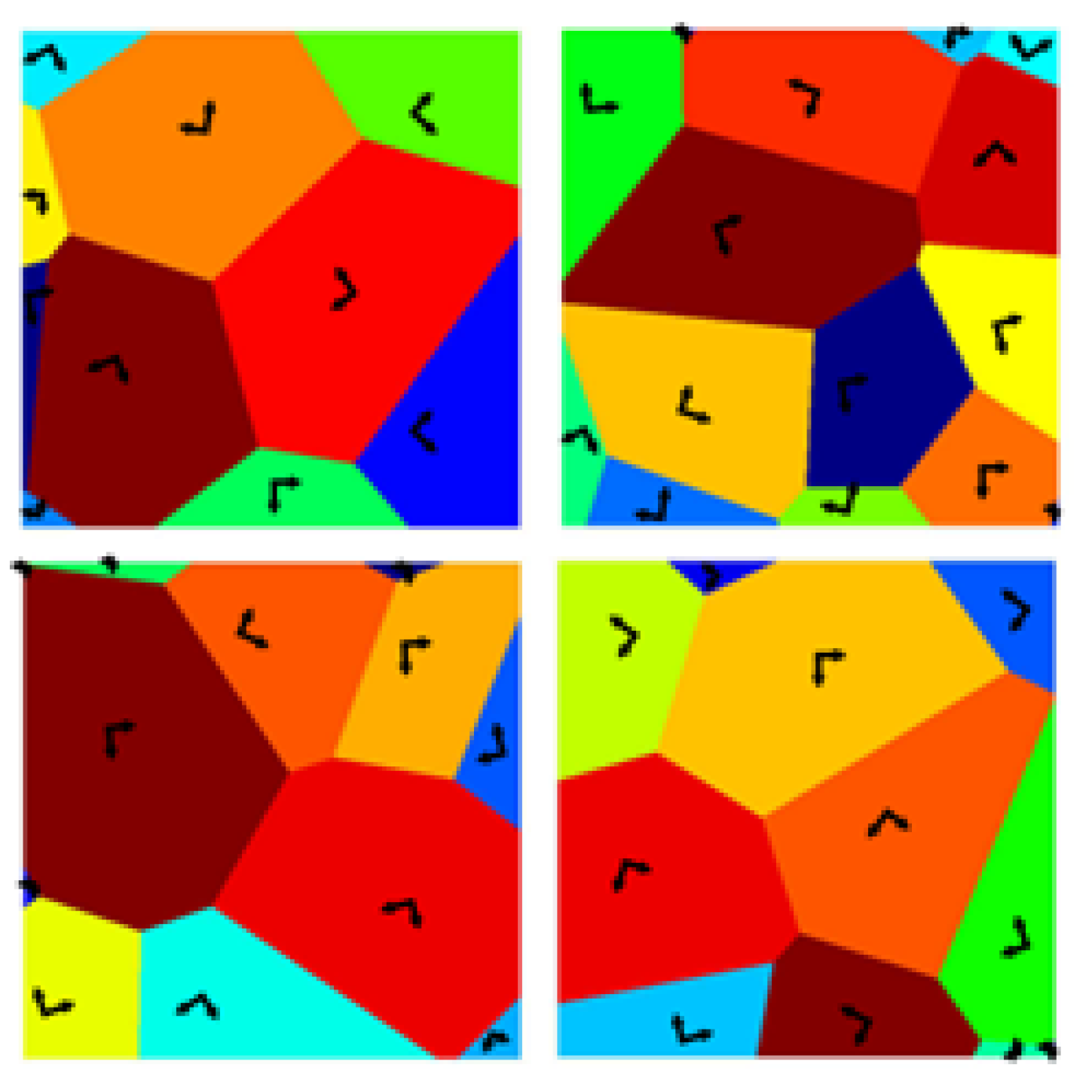
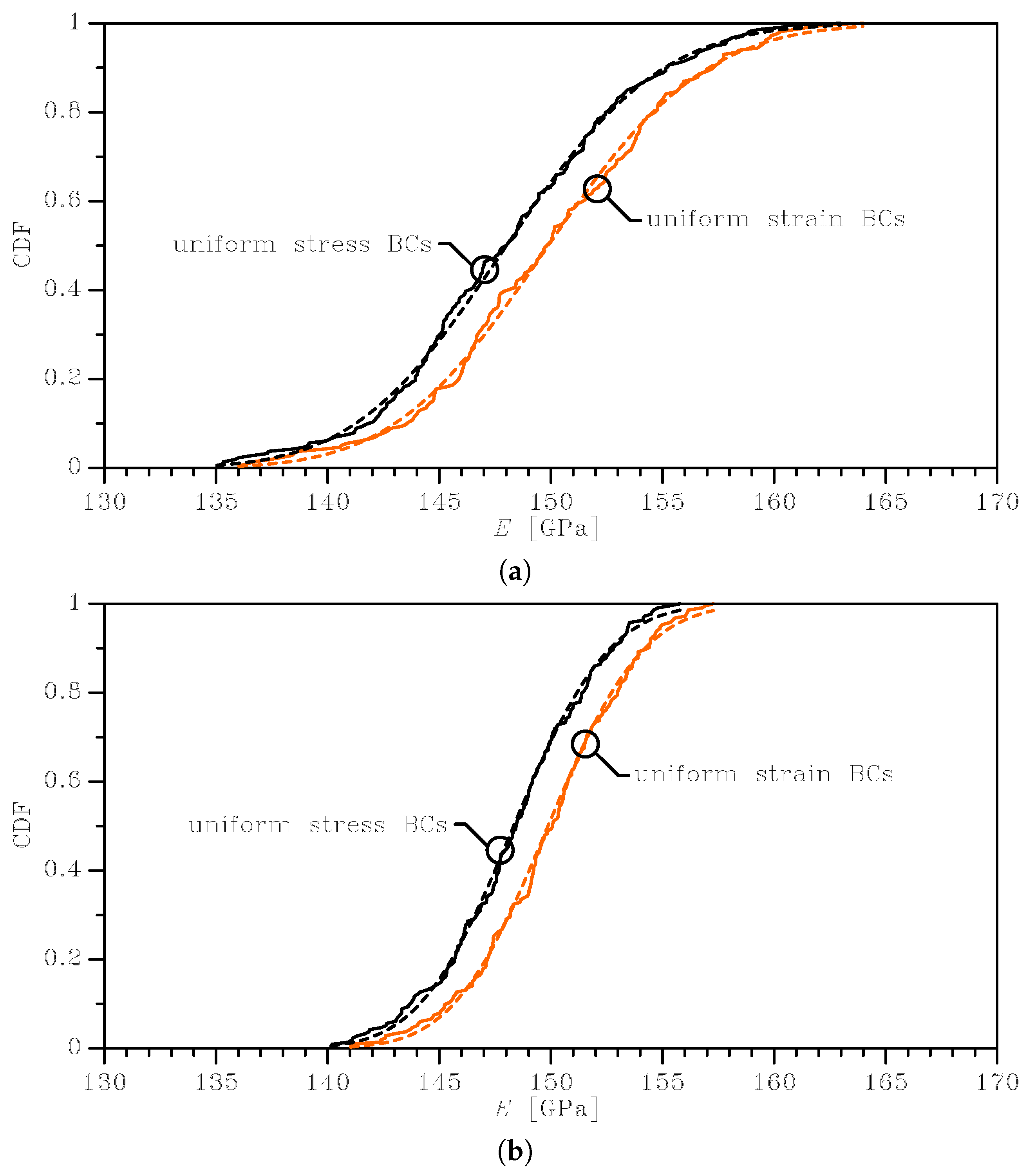
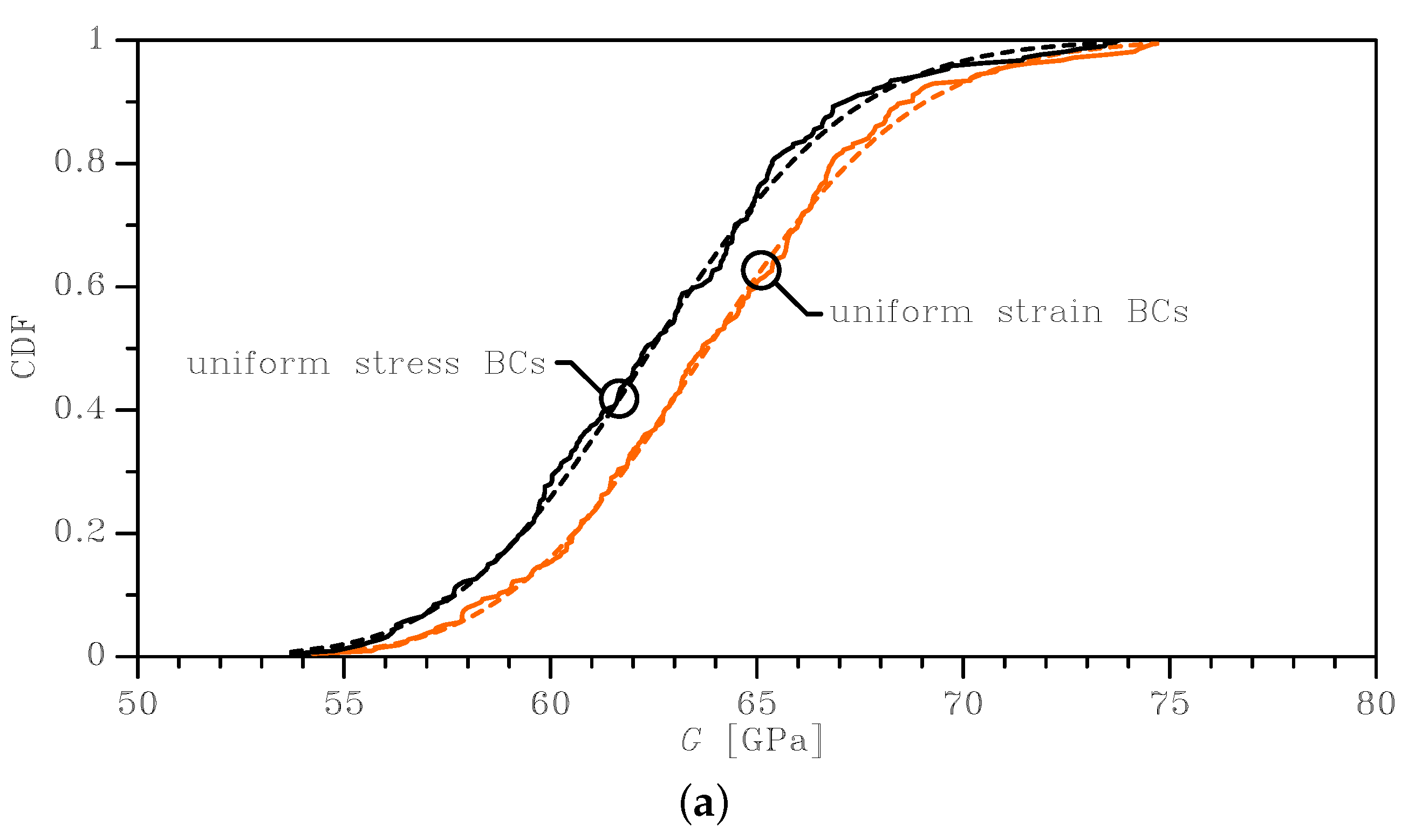
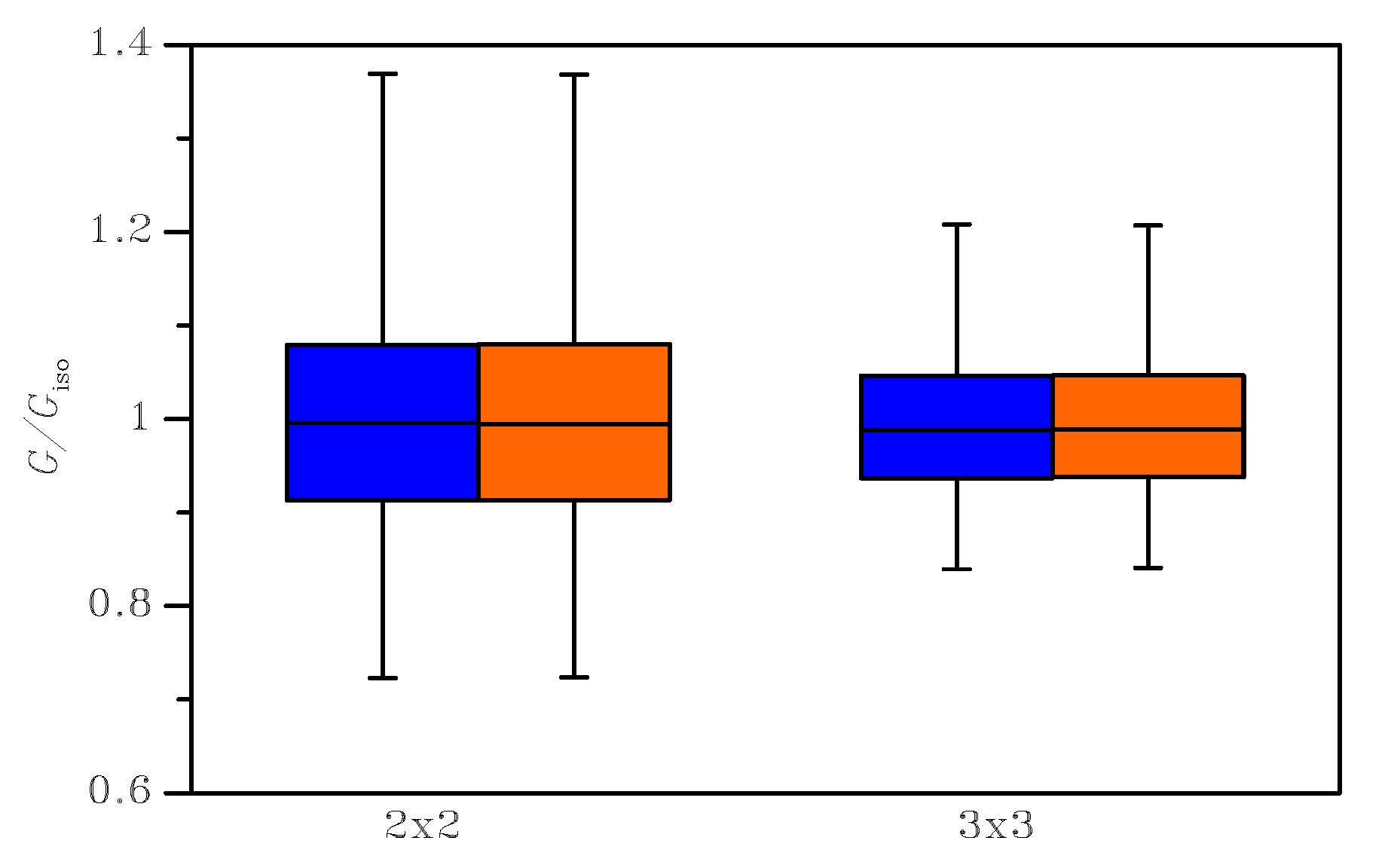
3.1. Apparent Elastic Properties of Polysilicon Films
3.2. Overall Spring Stiffness Calculation
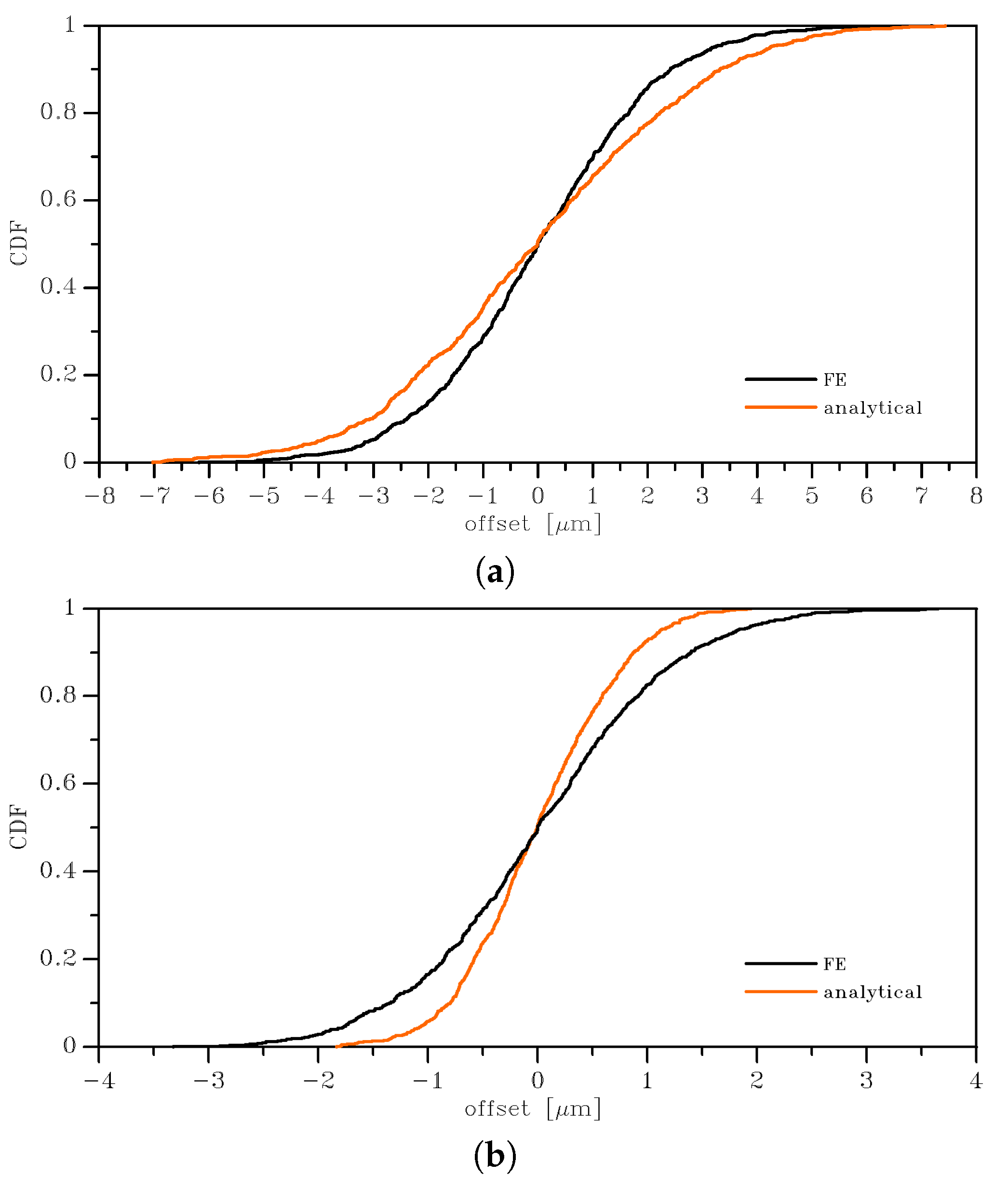
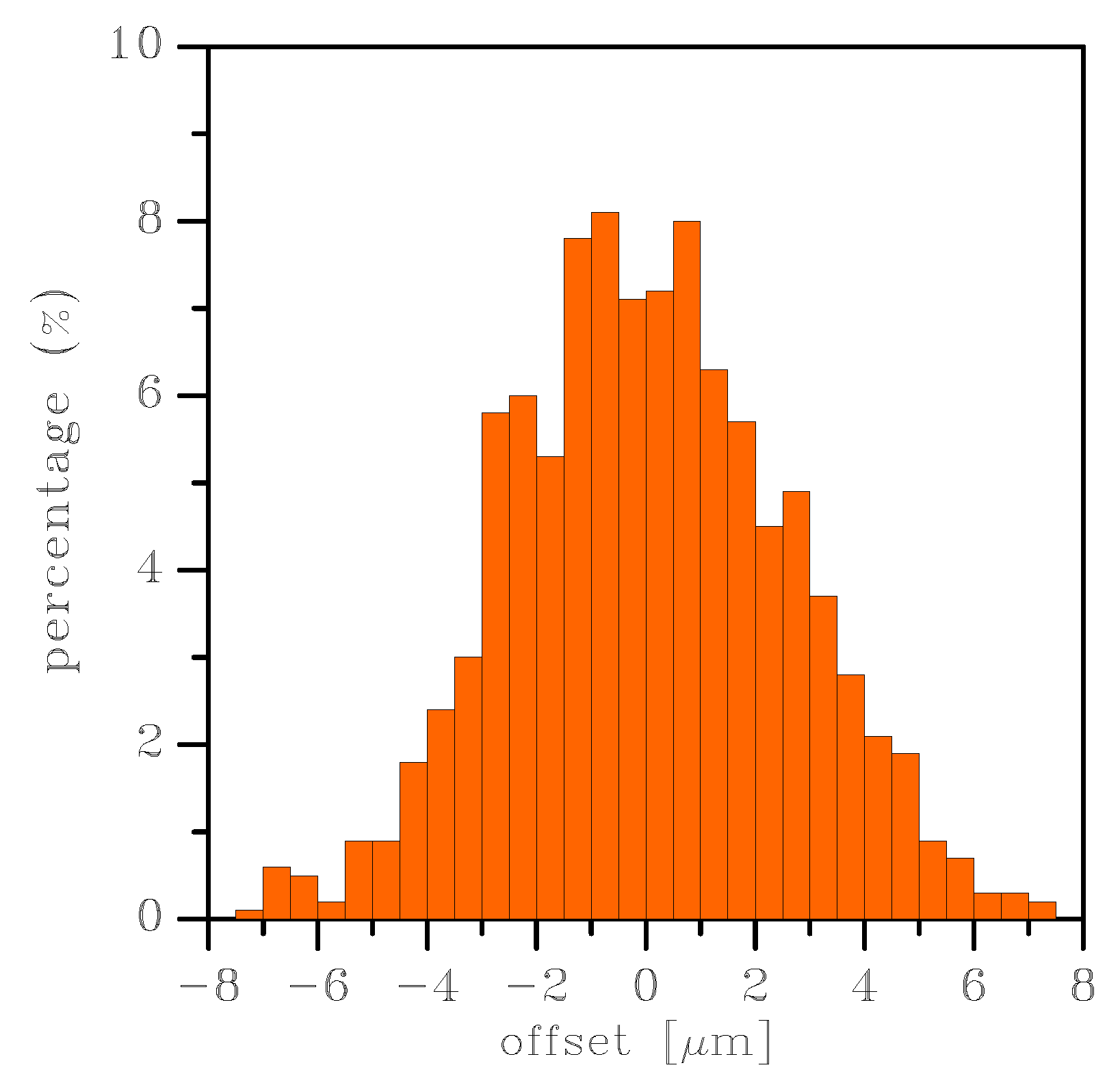
4. Evaluation of the Offset at Rest
4.1. Effect of Material Uncertainties Only
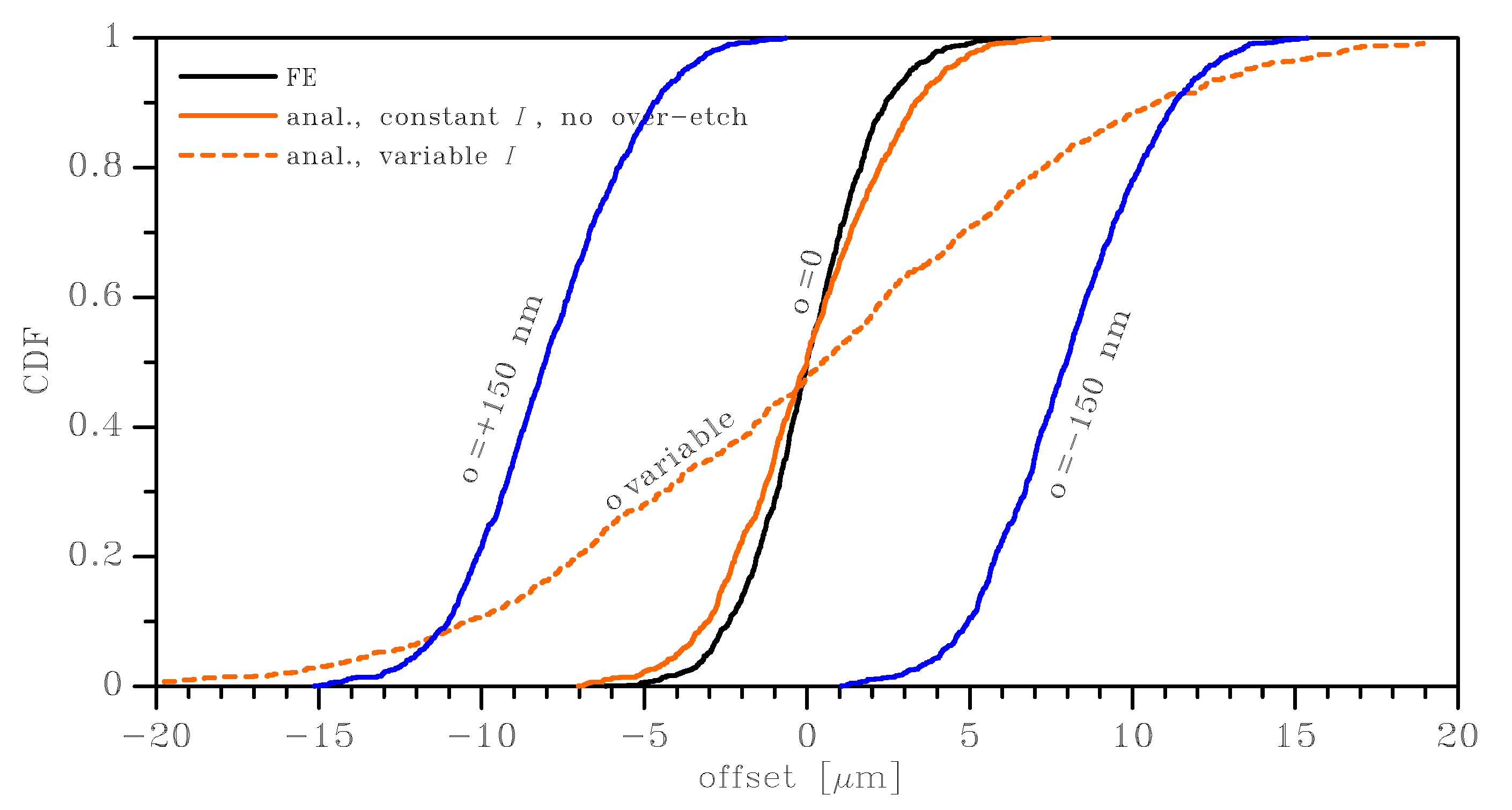
4.2. Effect of Variable Over-Etch and Material Property Uncertainties
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| BC | Boundary Condition |
| CDF | Cumulative Distribution Function |
| FE | Finite Element |
| MC | Monte Carlo |
| RVE | Representative Volume Element |
| SVE | Statistical Volume Element |
Appendix A
References
- Gaura, E.; Newman, R. Smart MEMS and Sensors Systems; Imperial College Press: London, UK, 2006; Chapter 4. [Google Scholar]
- Choudhary, V.; Iniewski, K. MEMS: Fundamental Technology and Applications; CRC Press: Boca Raton, FL, USA, 2013; p. 189. [Google Scholar]
- Yeh, C.Y.; Huang, J.T.; Tseng, S.H.; Wu, P.C.; Tsai, H.H.; Juang, Y.Z. A low-power monolithic three-axis accelerometer with automatically sensor offset compensated and interface circuit. Microelectron. J. 2019, 86, 150–160. [Google Scholar] [CrossRef]
- Li, F.; Clark, J. Self-calibration for MEMS with comb drives: Measurement of gap. J. Microelectromech. Syst. 2012, 21, 1019–1021. [Google Scholar] [CrossRef]
- De Laat, M.; Pérez Garza, H.; Herder, J.; Ghatkesar, M. A review on in situ stiffness adjustment methods in MEMS. J. Micromech. Microeng. 2016, 26, 063001. [Google Scholar] [CrossRef]
- Weinberg, M.S.; Kourepenis, A. Error sources in in-plane silicon tuning-fork MEMS gyroscopes. J. Microelectromech. Syst. 2006, 15, 479–491. [Google Scholar] [CrossRef]
- Madinei, H.; Khodaparast, H.H.; Friswell, M.; Adhikari, S. Minimising the effects of manufacturing uncertainties in MEMS Energy harvesters. Energy 2018, 149, 990–999. [Google Scholar] [CrossRef] [Green Version]
- Alexeenko, A.; Chigullapalli, S.; Zeng, J.; Guo, X.; Kovacs, A.; Peroulis, D. Uncertainty in microscale gas damping: Implications on dynamics of capacitive MEMS switches. Reliab. Eng. Syst. Saf. 2011, 96, 1171–1183. [Google Scholar] [CrossRef]
- Williams, K.R.; Gupta, K.; Wasilik, M. Etch rates for micromachining processing—Part II. J. Microelectromech. Syst. 2003, 12, 761–778. [Google Scholar] [CrossRef]
- Uhl, T.; Martowicz, A.; Codreanu, I.; Klepka, A. Analysis of uncertainties in MEMS and their influence on dynamic properties. Arch. Mech. 2009, 61, 349–370. [Google Scholar]
- Gennat, M.; Meinig, M.; Shaporin, A.; Kurth, S.; Rembe, C.; Tibken, B. Determination of parameters with uncertainties for quality control in MEMS fabrication. J. Microelectromech. Syst. 2013, 22, 613–624. [Google Scholar] [CrossRef]
- Mirzazadeh, R.; Mariani, S. Uncertainty quantification of microstructure-governed properties of polysilicon MEMS. Micromachines 2017, 8, 248. [Google Scholar] [CrossRef]
- Mirzazadeh, R.; Eftekhar Azam, S.; Mariani, S. Micromechanical Characterization of Polysilicon Films through On-Chip Tests. Sensors 2016, 16, 1191. [Google Scholar] [CrossRef] [PubMed]
- Mirzazadeh, R.; Ghisi, A.; Mariani, S. Statistical investigation of the mechanical and geometrical properties of polysilicon films through on-chip tests. Micromachines 2018, 9, 53. [Google Scholar] [CrossRef] [PubMed]
- Mariani, S.; Ghisi, A.; Corigliano, A.; Zerbini, S. Multi-scale Analysis of MEMS Sensors Subject to Drop Impacts. Sensors 2007, 7, 1817–1833. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mariani, S.; Ghisi, A.; Corigliano, A.; Zerbini, S. Modeling impact-induced failure of polysilicon MEMS: A multi-scale approach. Sensors 2009, 9, 556–567. [Google Scholar] [CrossRef] [PubMed]
- Mariani, S.; Martini, R.; Ghisi, A.; Corigliano, A.; Beghi, M. Overall elastic properties of polysilicon films: A statistical investigation of the effects of polycrystal morphology. Int. J. Multiscale Comput. Eng. 2011, 9, 327–346. [Google Scholar] [CrossRef]
- Mariani, S.; Martini, R.; Ghisi, A.; Corigliano, A.; Simoni, B. Monte Carlo simulation of micro-cracking in polysilicon MEMS exposed to shocks. Int. J. Fract. 2011, 167, 83–101. [Google Scholar] [CrossRef]
- Ballarini, R.; Mullen, R.; Heuer, A. The effects of heterogeneity and anisotropy on the size effect in cracked polycrystalline films. In Fracture Scaling; Springer: Dordrecht, The Netherlands, 1999; pp. 19–39. [Google Scholar]
- Cho, S.; Chasiotis, I. Elastic properties and representative volume element of polycrystalline silicon for MEMS. Exp. Mech. 2007, 47, 37–49. [Google Scholar] [CrossRef]
- Gupta, R.K. Electronically probed measurements of MEMS geometries. J. Microelectromech. Syst. 2000, 9, 380–389. [Google Scholar] [CrossRef] [Green Version]
- Young, D.J.; Pehlivanoğlu, İ.E.; Zorman, C.A. Silicon carbide MEMS-resonator-based oscillator. J. Micromech. Microeng. 2009, 19, 115027. [Google Scholar] [CrossRef]
- Chang, C.-C.; Yang, H.-T.; Su, Y.-F.; Hong, Y.-T.; Chiang, K.-N. A method to compensate packaging effects on three-axis MEMS accelerometer. In Proceedings of the 2016 15th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Las Vegas, NV, USA, 31 May–3 June 2016; pp. 536–538. [Google Scholar] [CrossRef]
- Freund, L.B.; Suresh, S. Thin Film Materials: Stress, Defect Formation and Surface Evolution; Cambridge University Press: New York, NY, USA, 2004. [Google Scholar]
- Mirzazadeh, R.; Eftekhar Azam, S.; Mariani, S. Mechanical Characterization of Polysilicon MEMS: A Hybrid TMCMC/POD-Kriging Approach. Sensors 2018, 18, 1234. [Google Scholar] [CrossRef]
- Corigliano, A.; De Masi, B.; Frangi, A.; Comi, C.; Villa, A.; Marchi, M. Mechanical characterization of polysilicon through on-chip tensile tests. J. Microelectromech. Syst. 2004, 13, 200–219. [Google Scholar] [CrossRef]
- Mariani, S.; Martini, R.; Corigliano, A.; Beghi, M. Overall elastic domain of thin polysilicon films. Comput. Mater. Sci. 2011, 50, 2993–3004. [Google Scholar] [CrossRef]
- Sfantos, G.K.; Aliabadi, M.H. A boundary cohesive grain element formulation for modelling intergranular microfracture in polycrystalline brittle materials. Int. J. Numer. Methods Eng. 2007, 69, 1590–1626. [Google Scholar] [CrossRef]
- Geraci, G.; Aliabadi, M. Micromechanical boundary element modelling of transgranular and intergranular cohesive cracking in polycrystalline materials. Eng. Fract. Mech. 2017, 176, 351–374. [Google Scholar] [CrossRef]
- Gulizzi, V. A Computational Framework for Microstructural Modelling of Polycrystalline Materials with Damage and Failure. Ph.D. Thesis, University of Palermo, Palermo, Italy, 2018. [Google Scholar]
- Galvis, A.; Sollero, P. Boundary Element Analysis of Crack Problems in Polycrystalline Materials. Procedia Mater. Sci. 2014, 3, 1928–1933. [Google Scholar] [CrossRef] [Green Version]
- Huet, C. Coupled size and boundary-condition effects in viscoelastic heterogeneous and composite bodies. Mech. Mater. 1999, 31, 787–829. [Google Scholar] [CrossRef]
- Yin, X.; Chen, W.; To, A.; McVeigh, C.; Liu, W.K. Statistical volume element method for predicting microstructure-constitutive property relations. Comput. Methods Appl. Mech. Eng. 2008, 197, 3516–3529. [Google Scholar] [CrossRef]
- Corigliano, A.; Ghisi, A.; Langfelder, G.; Longoni, A.; Zaraga, F.; Merassi, A. A microsystem for the fracture characterization of polysilicon at the micro-scale. Eur. J. Mech. A Solids 2011, 30, 127–136. [Google Scholar] [CrossRef]
- Bagherinia, M.; Bruggi, M.; Corigliano, A.; Mariani, S.; Horsley, D.A.; Li, M.; Lasalandra, E. An Efficient Earth Magnetic Field MEMS Sensor: Modeling, Experimental Results, and Optimization. J. Microelectromech. Syst. 2015, 24, 887–895. [Google Scholar] [CrossRef]
- Jaworski, P. Copula Theory and Its Applications, Proceedings of the Workshop Held in Warsaw, 25–26 September 2009; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Hamilton, J.D. Time Series Analysis; Princeton University Press: Princeton, NJ, USA, 1994. [Google Scholar]
- Corigliano, A.; Ardito, R.; Comi, C.; Frangi, A.; Ghisi, A.; Mariani, S. Mechanics of Microsystems; John Wiley and Sons, Ltd.: Hoboken, NJ, USA, 2018. [Google Scholar]
- Corigliano, A.; Dossi, M.; Mariani, S. Domain decomposition and model order reduction methods applied to the simulation of multi-physics problems in MEMS. Comput. Struct. 2013, 122, 113–127. [Google Scholar] [CrossRef]
- Confalonieri, F.; Ghisi, A.; Cocchetti, G.; Corigliano, A. A domain decomposition approach for the simulation of fracture phenomena in polycrystalline microsystems. Comput. Methods Appl. Mech. Eng. 2014, 277, 180–218. [Google Scholar] [CrossRef]
- Corigliano, A.; Dossi, M.; Mariani, S. Model Order Reduction and domain decomposition strategies for the solution of the dynamic elastic–plastic structural problem. Comput. Methods Appl. Mech. Eng. 2015, 290, 127–155. [Google Scholar] [CrossRef]
- Song, J.; Huang, Q.A.; Li, M.; Tang, J.Y. Influence of environmental temperature on the dynamic properties of a die attached MEMS device. Mycrosyst. Technol. 2009, 15, 925–932. [Google Scholar] [CrossRef]
- Bagherinia, M.; Mariani, S. Stochastic Effects on the Dynamics of the Resonant Structure of a Lorentz Force MEMS Magnetometer. Actuators 2019, 8, 36. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
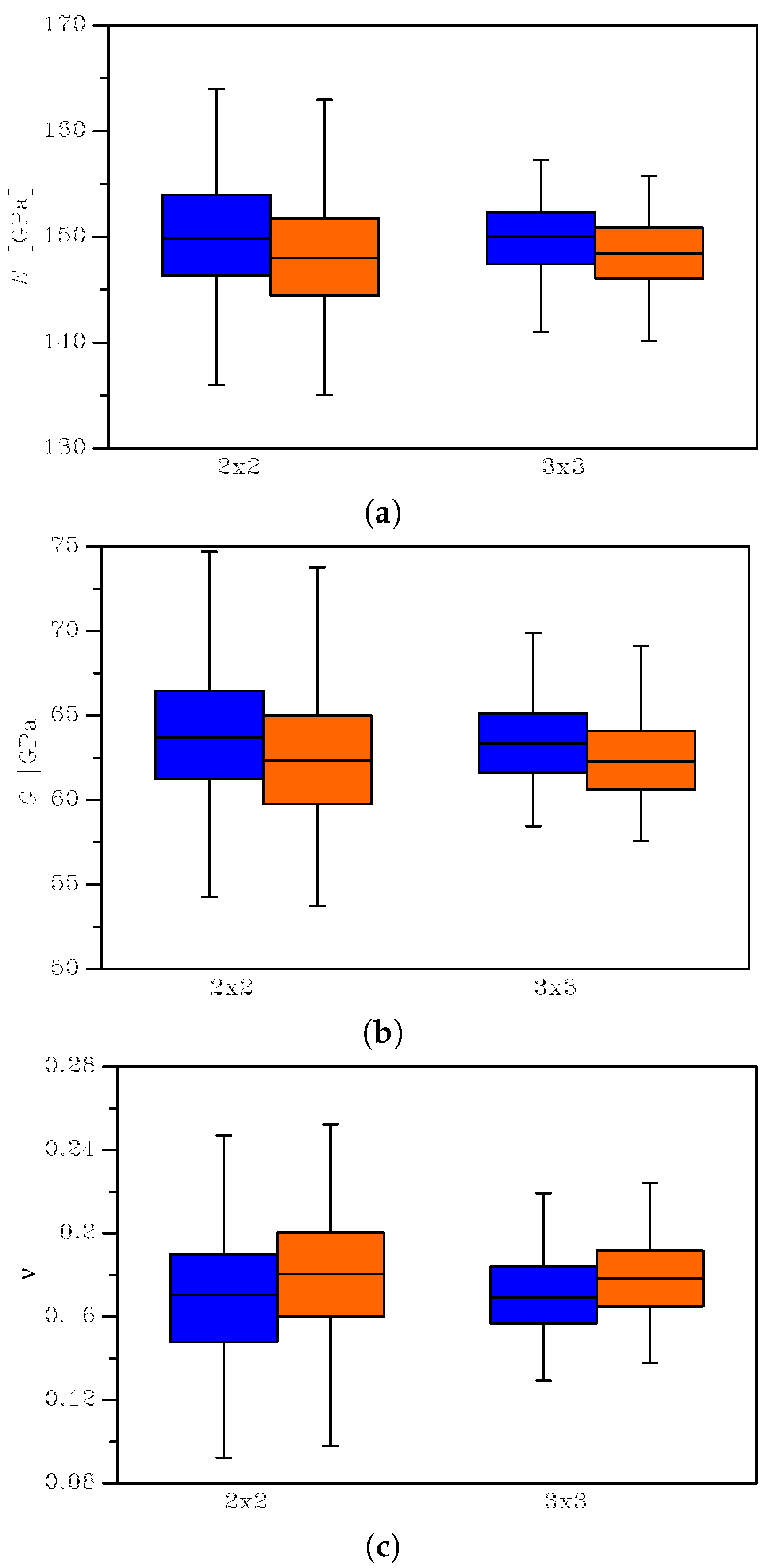
| Case | Mean (GPa) | Std Deviation (GPa) | ||
|---|---|---|---|---|
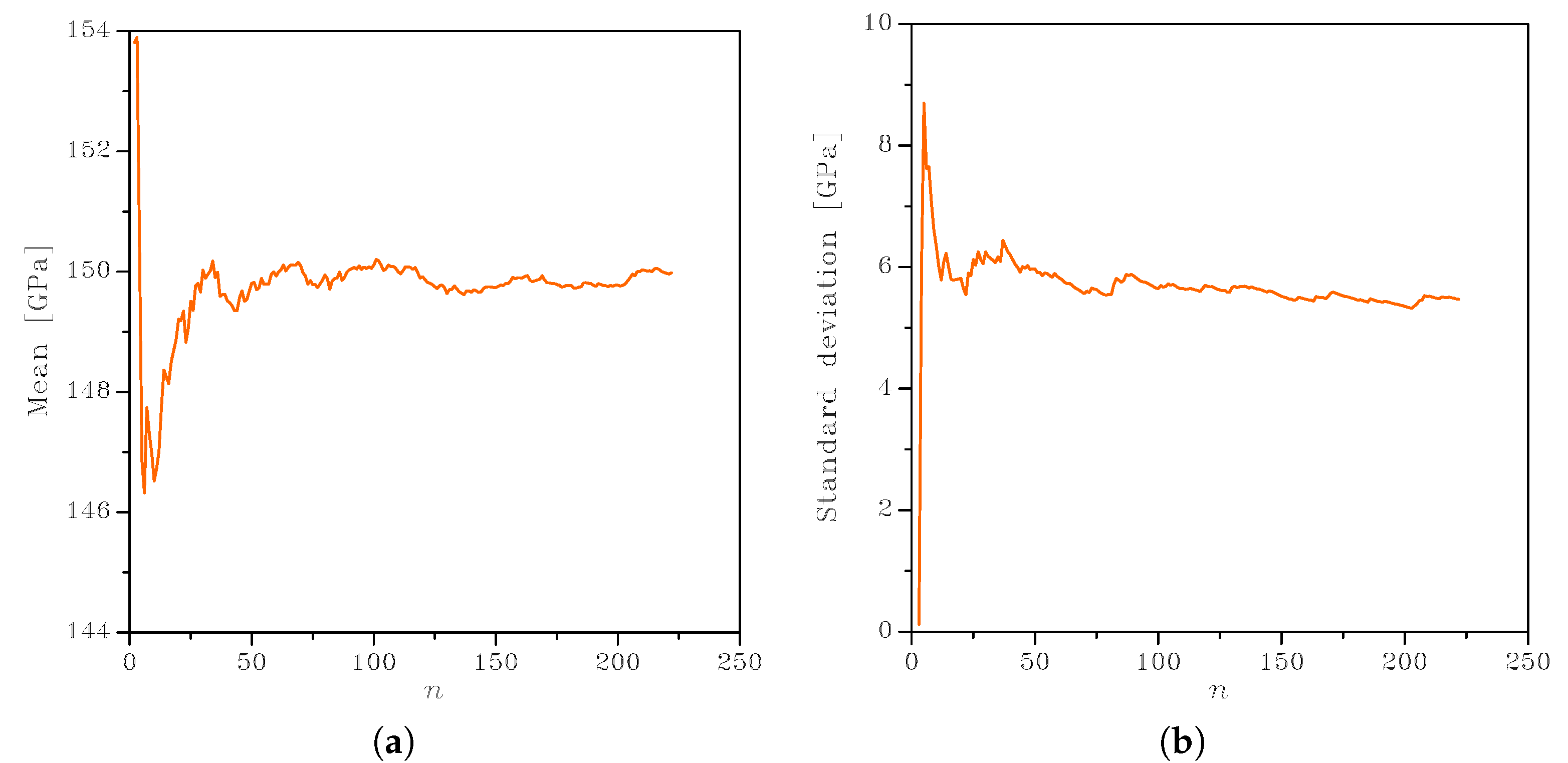
| 2 × 2 m, uniform strain BCs | 149.98 | 5.47 | 5.010 ± 0.003 | 0.037 ± 0.002 |
| 2 × 2 m, uniform stress BCs | 148.11 | 5.40 | 4.997 ± 0.003 | 0.037 ± 0.002 |
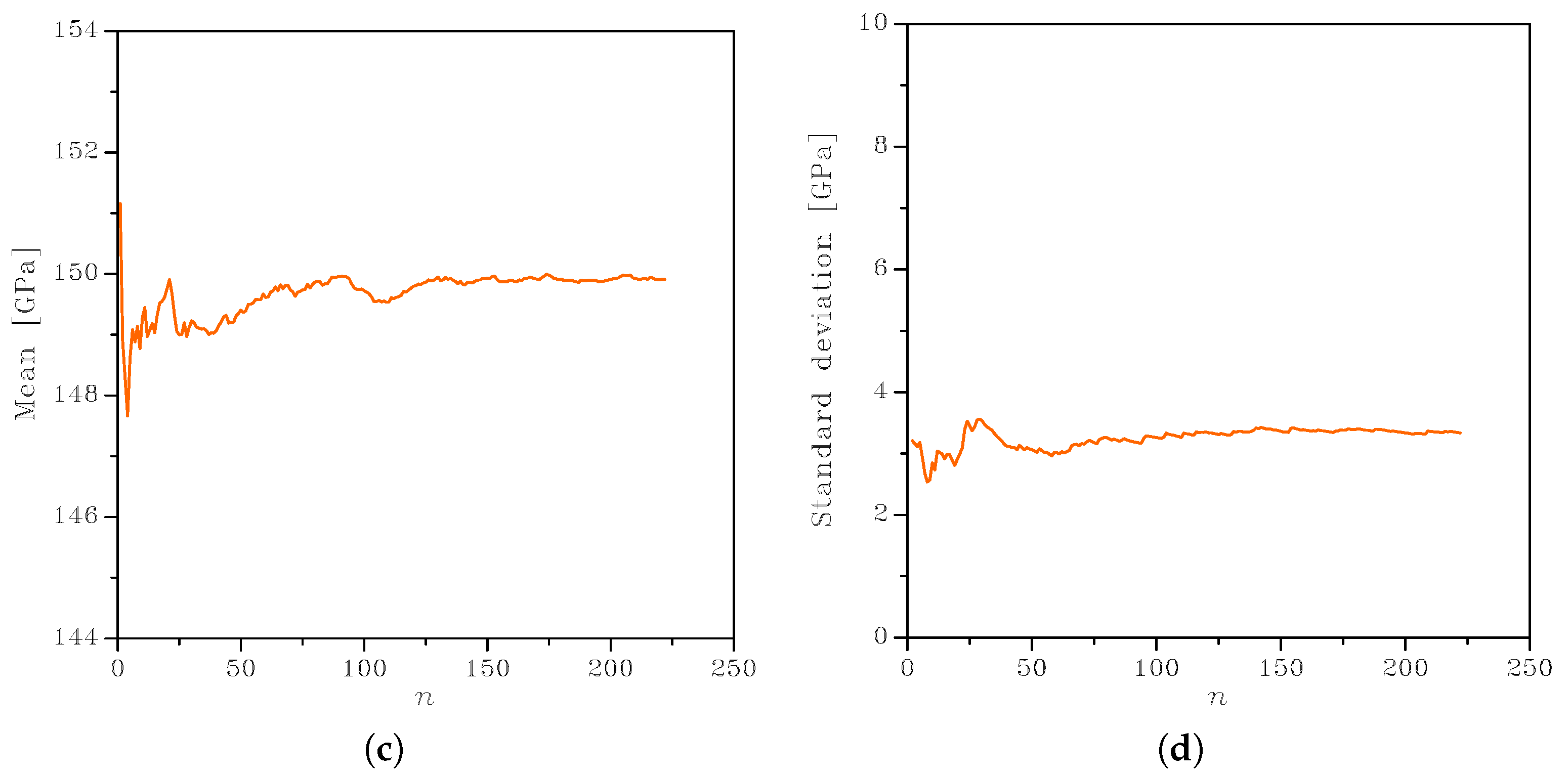
| 3 × 3 m, uniform strain BCs | 149.91 | 3.34 | 5.010 ± 0.002 | 0.022 ± 0.001 |
| 3 × 3 m, uniform stress BCs | 148.37 | 3.32 | 4.997 ± 0.002 | 0.023 ± 0.001 |
| Case | Mean (GPa) | Std Deviation (GPa) | ||
|---|---|---|---|---|
| 2×2 m, uniform strain BCs | 63.93 | 3.98 | 4.156 ± 0.004 | 0.062 ± 0.003 |
| 2×2 m, uniform stress BCs | 62.58 | 3.91 | 4.134 ± 0.004 | 0.062 ± 0.003 |
| 3×3 m, uniform strain BCs | 63.51 | 2.46 | 4.150 ± 0.003 | 0.038 ± 0.002 |
| 3×3 m, uniform stress BCs | 62.41 | 2.38 | 4.133 ± 0.003 | 0.038 ± 0.002 |
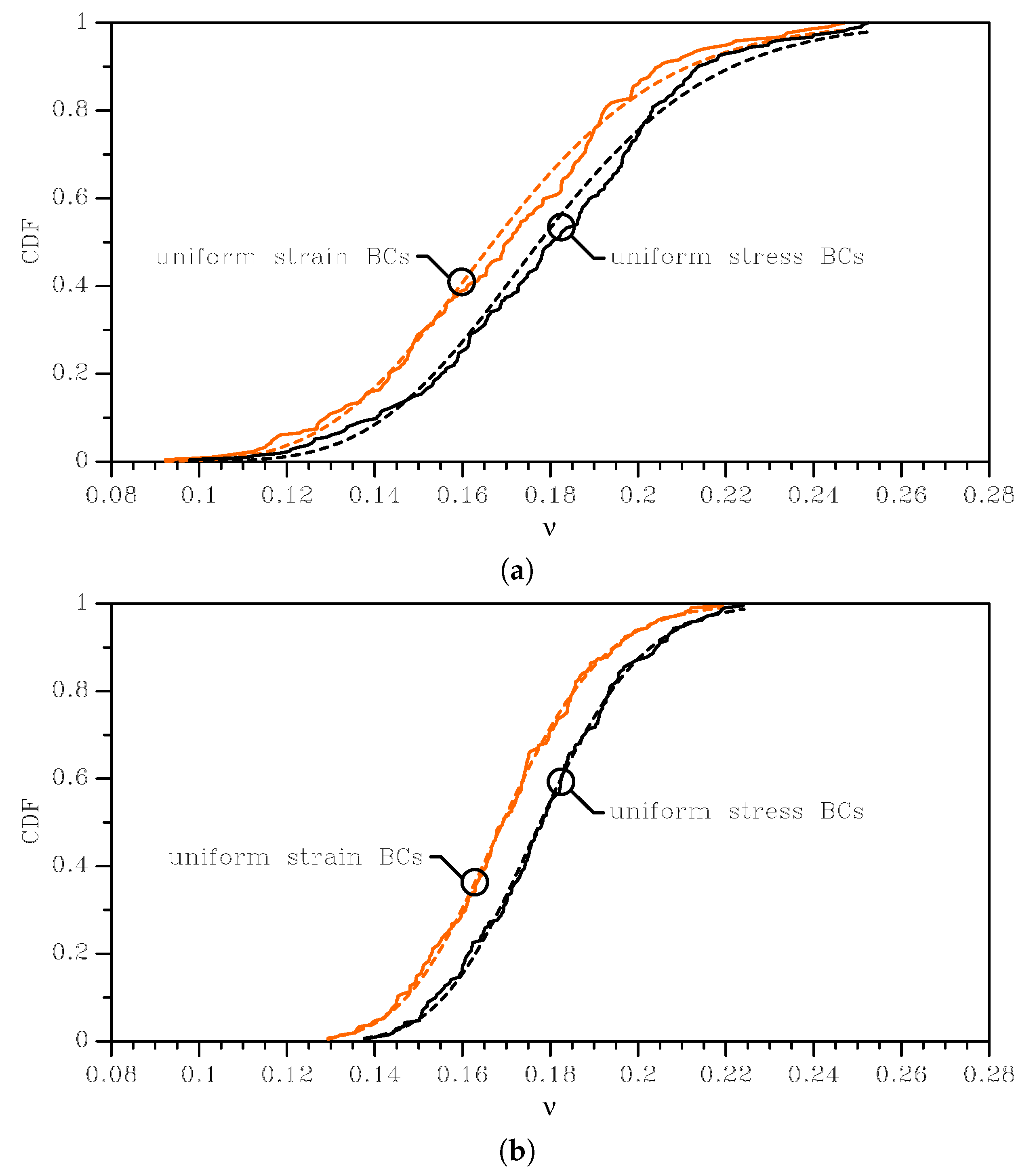
| Case | Mean | Std Deviation | ||
|---|---|---|---|---|
| 2×2 m, uniform strain BCs | 0.180 | 0.030 | −1.790 ∓ 0.013 | 0.184 ± 0.009 |
| 2×2 m, uniform stress BCs | 0.170 | 0.030 | −1.728 ∓ 0.012 | 0.173 ± 0.008 |
| 3×3 m, uniform strain BCs | 0.179 | 0.018 | −1.777 ∓ 0.008 | 0.108 ± 0.005 |
| 3×3 m, uniform stress BCs | 0.170 | 0.018 | −1.727 ∓ 0.007 | 0.103 ± 0.005 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghisi, A.; Mariani, S. Effect of Imperfections Due to Material Heterogeneity on the Offset of Polysilicon MEMS Structures. Sensors 2019, 19, 3256. https://doi.org/10.3390/s19153256
Ghisi A, Mariani S. Effect of Imperfections Due to Material Heterogeneity on the Offset of Polysilicon MEMS Structures. Sensors. 2019; 19(15):3256. https://doi.org/10.3390/s19153256
Chicago/Turabian StyleGhisi, Aldo, and Stefano Mariani. 2019. "Effect of Imperfections Due to Material Heterogeneity on the Offset of Polysilicon MEMS Structures" Sensors 19, no. 15: 3256. https://doi.org/10.3390/s19153256