Ultrasonic Transmission Tomography Sensor Design for Bubble Identification in Gas-Liquid Bubble Column Reactors


Abstract
:1. Introduction
2. Working Principles and Theoretical Background
2.1. Influential Factors in Transducer Design for a UTT System
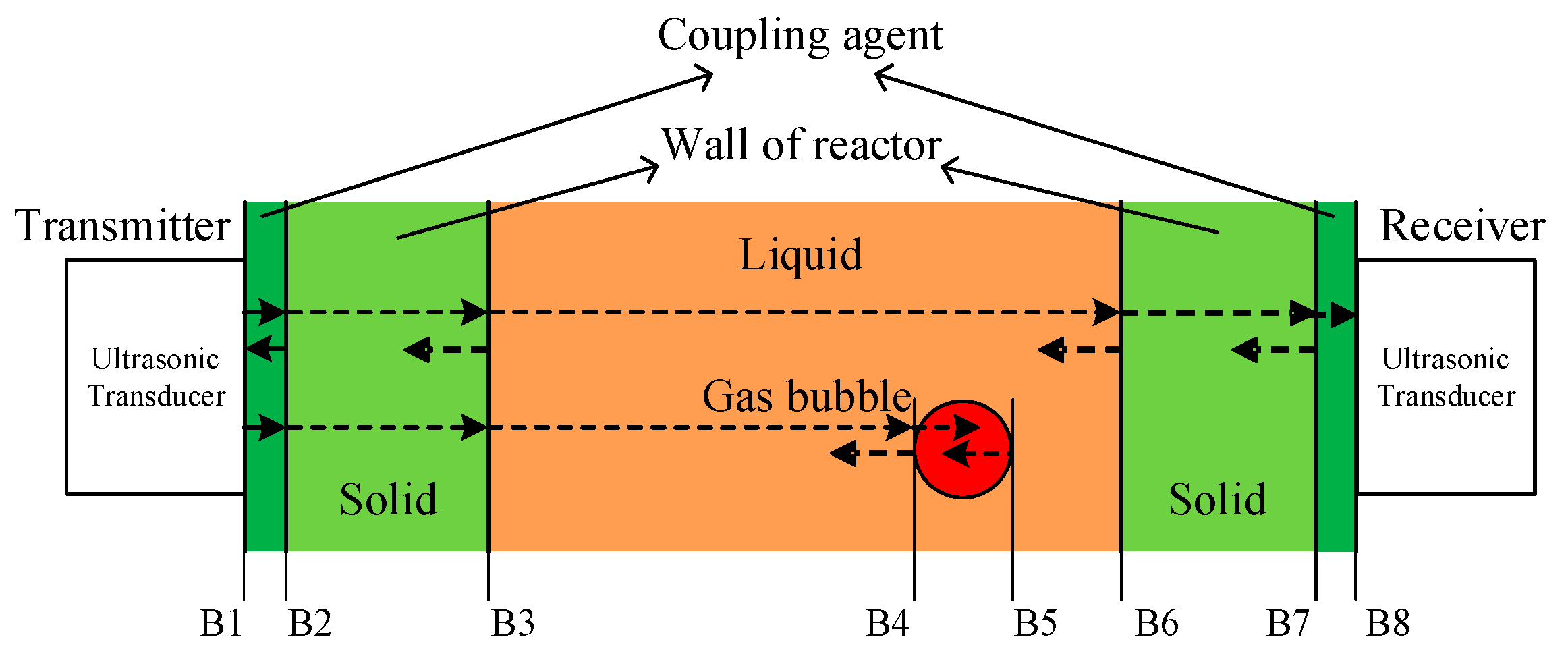
2.1.1. Energy Loss during Propagation of Ultrasonic Waves
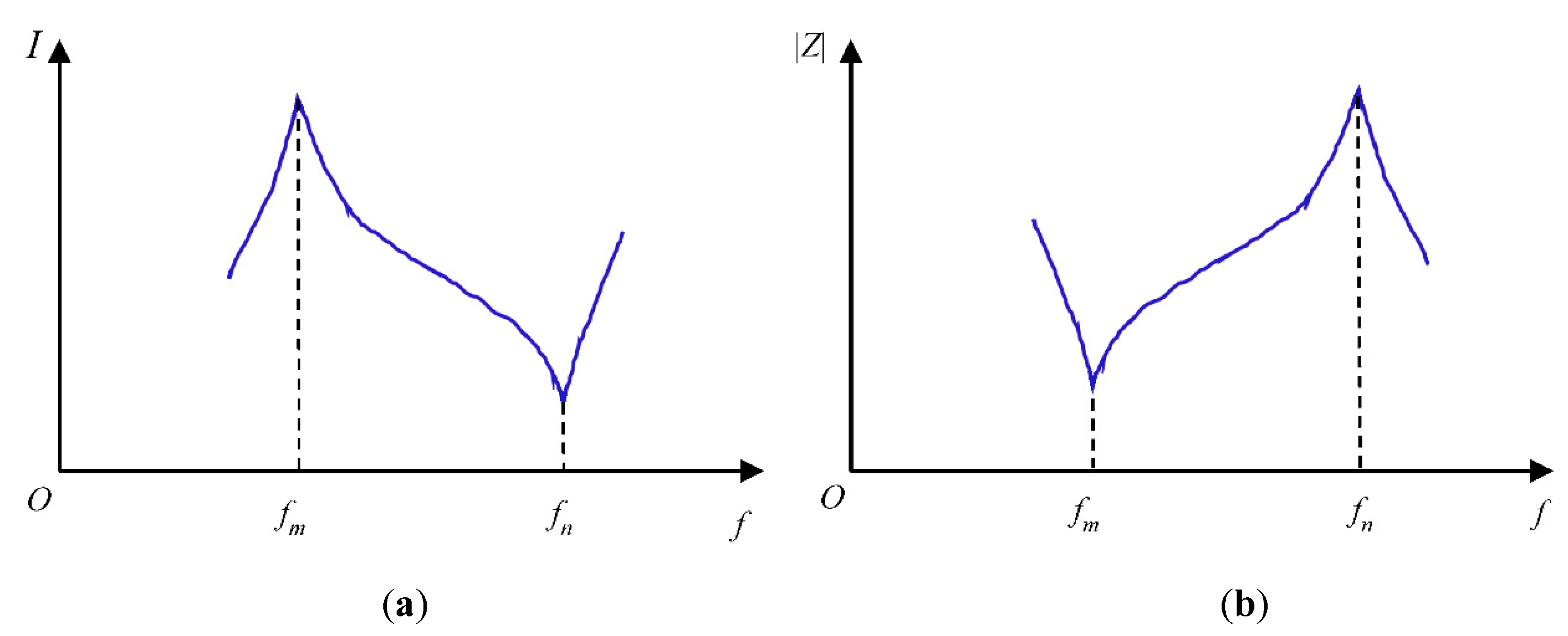
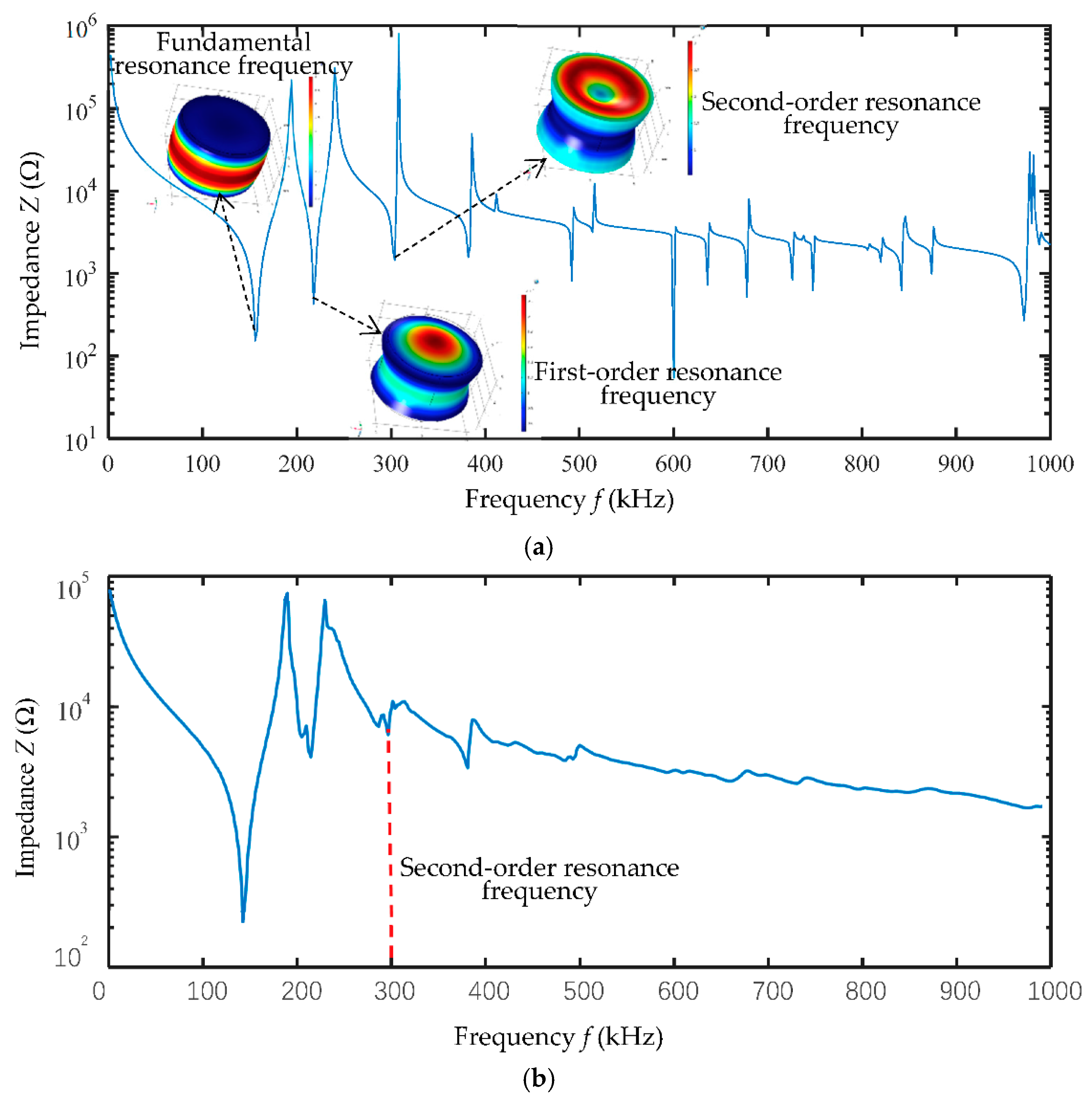
2.1.2. Resonance Characteristic and Vibration Modes of Transducers
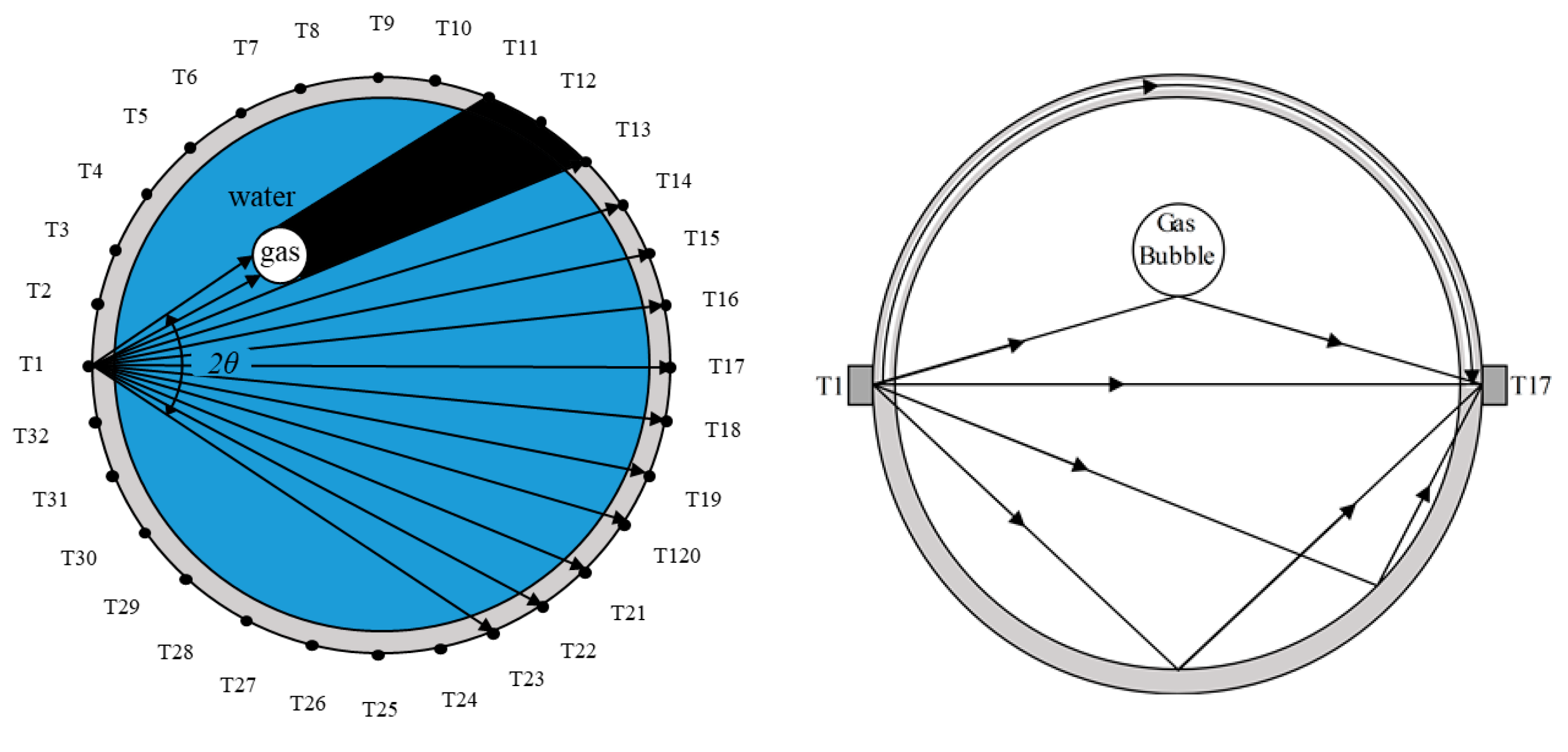
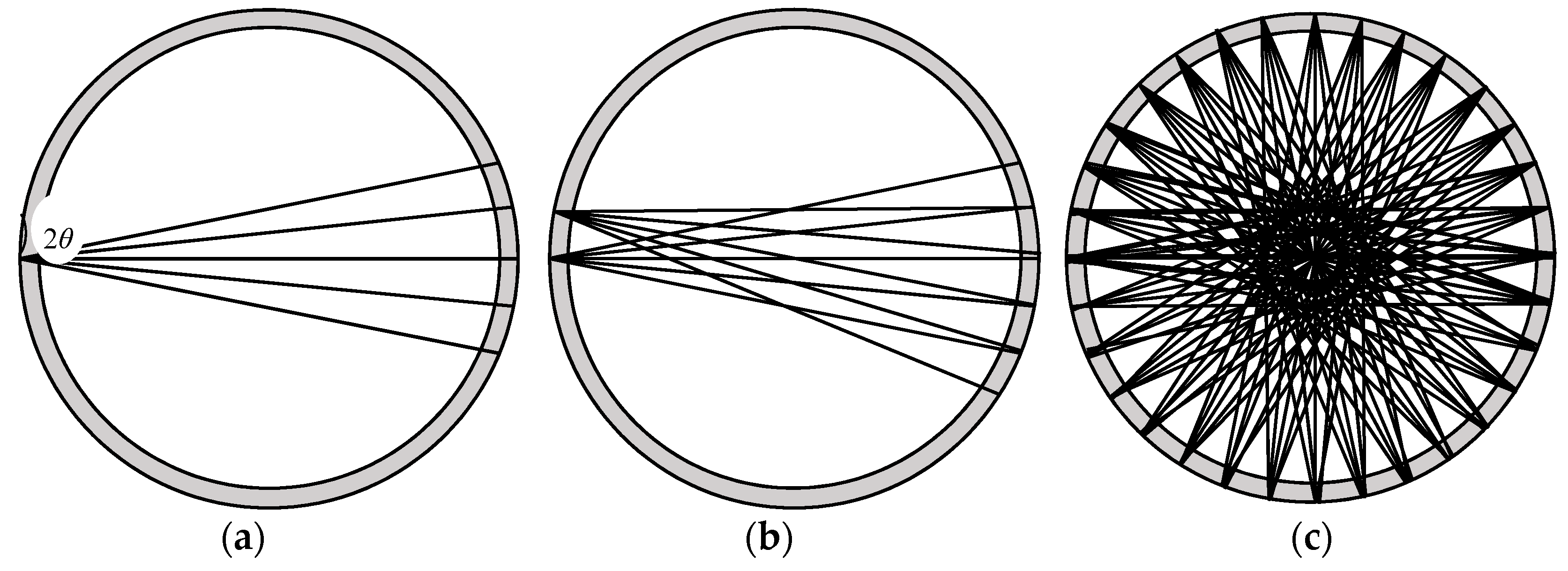
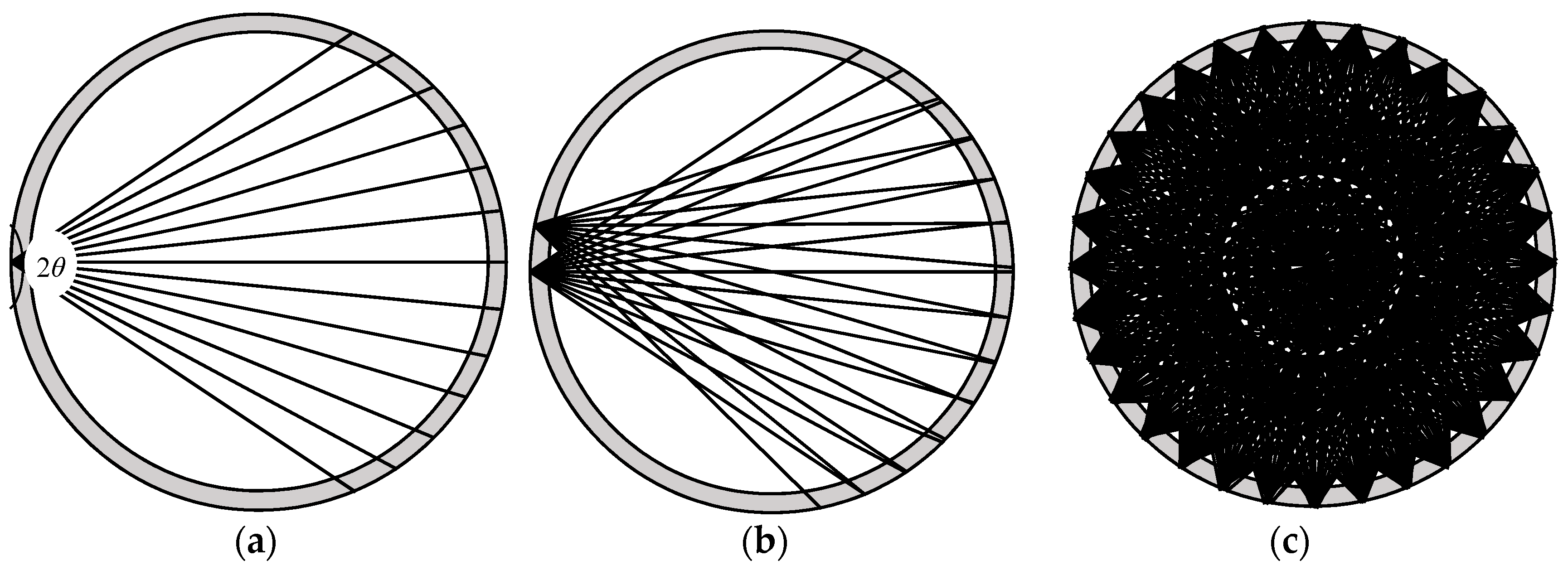
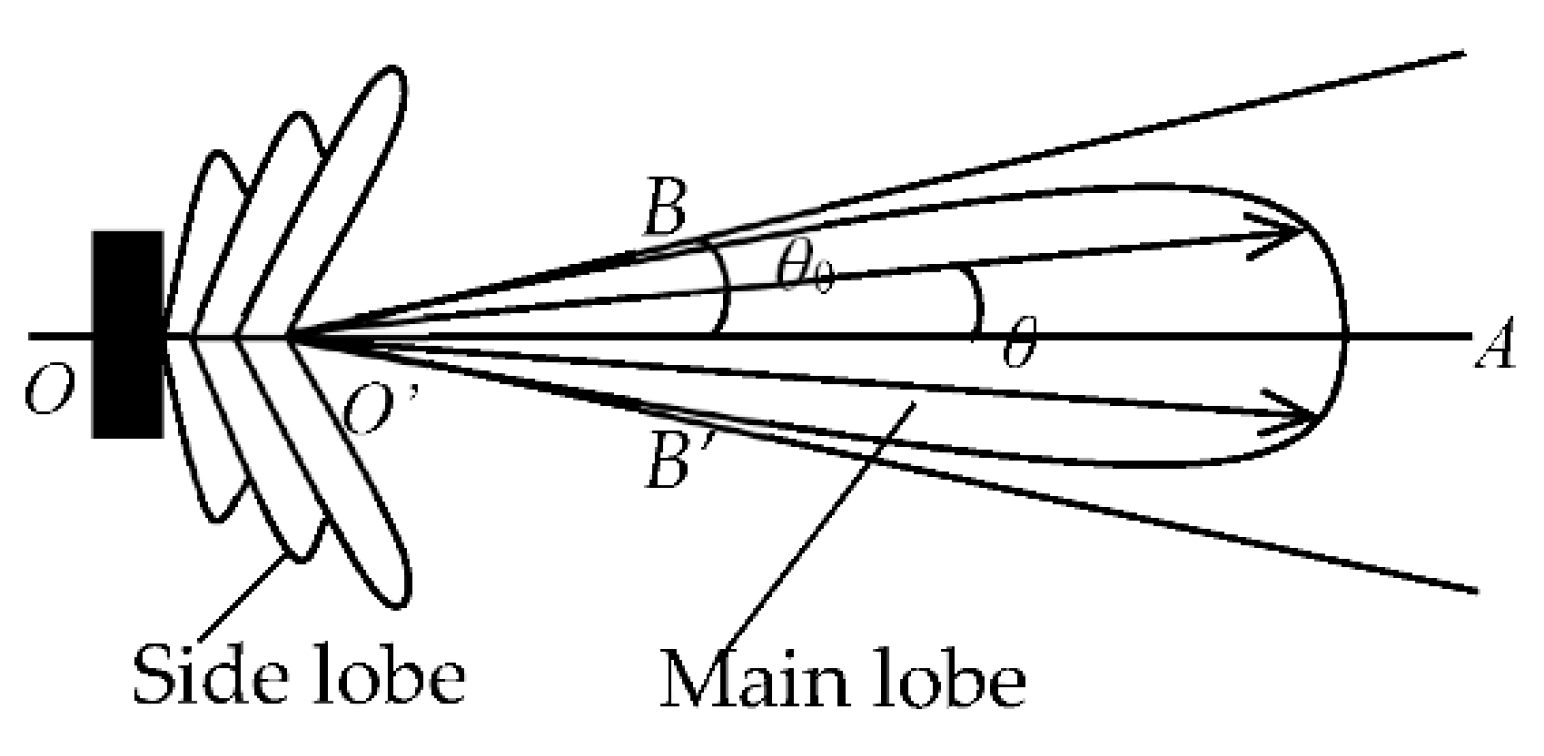
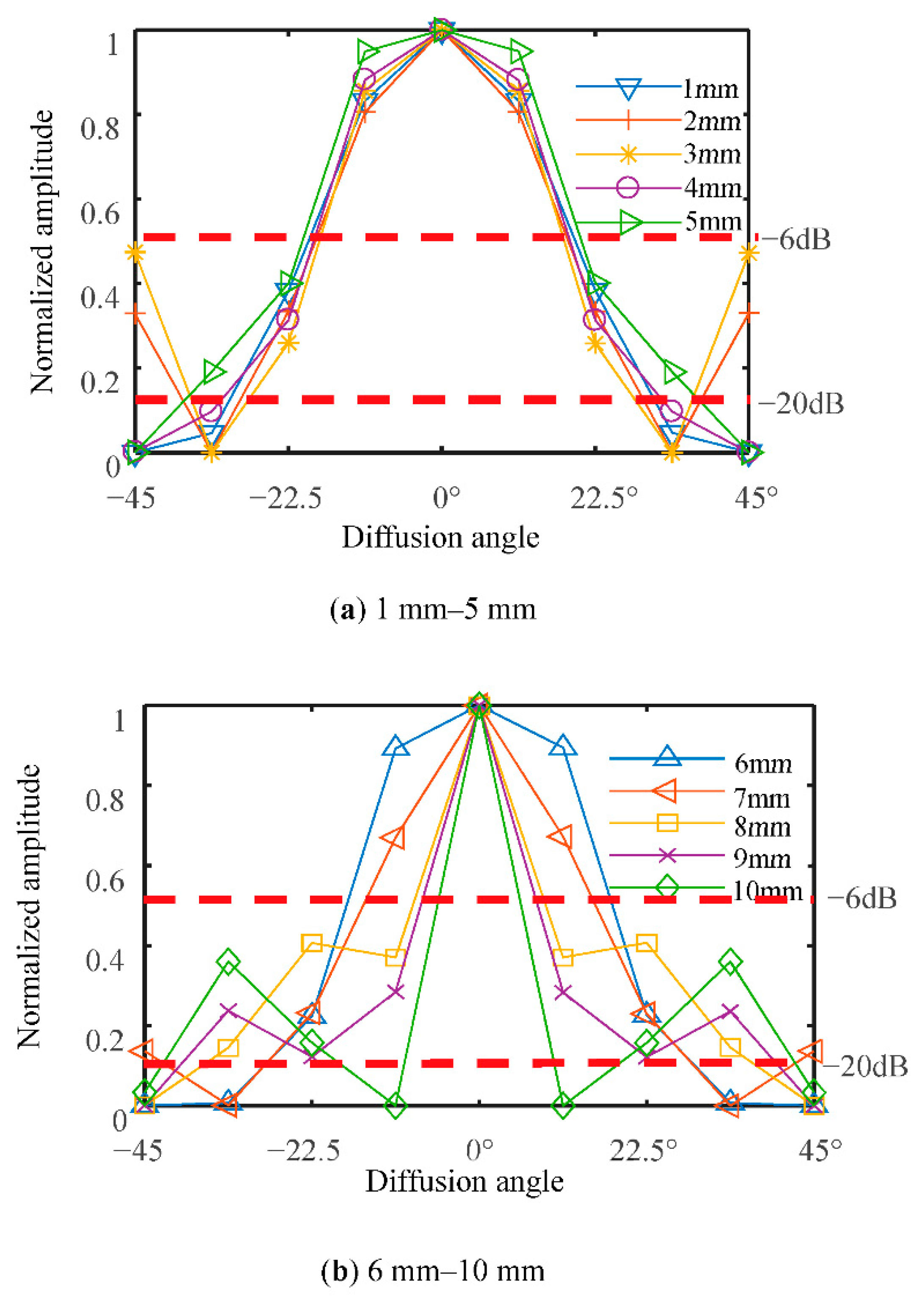
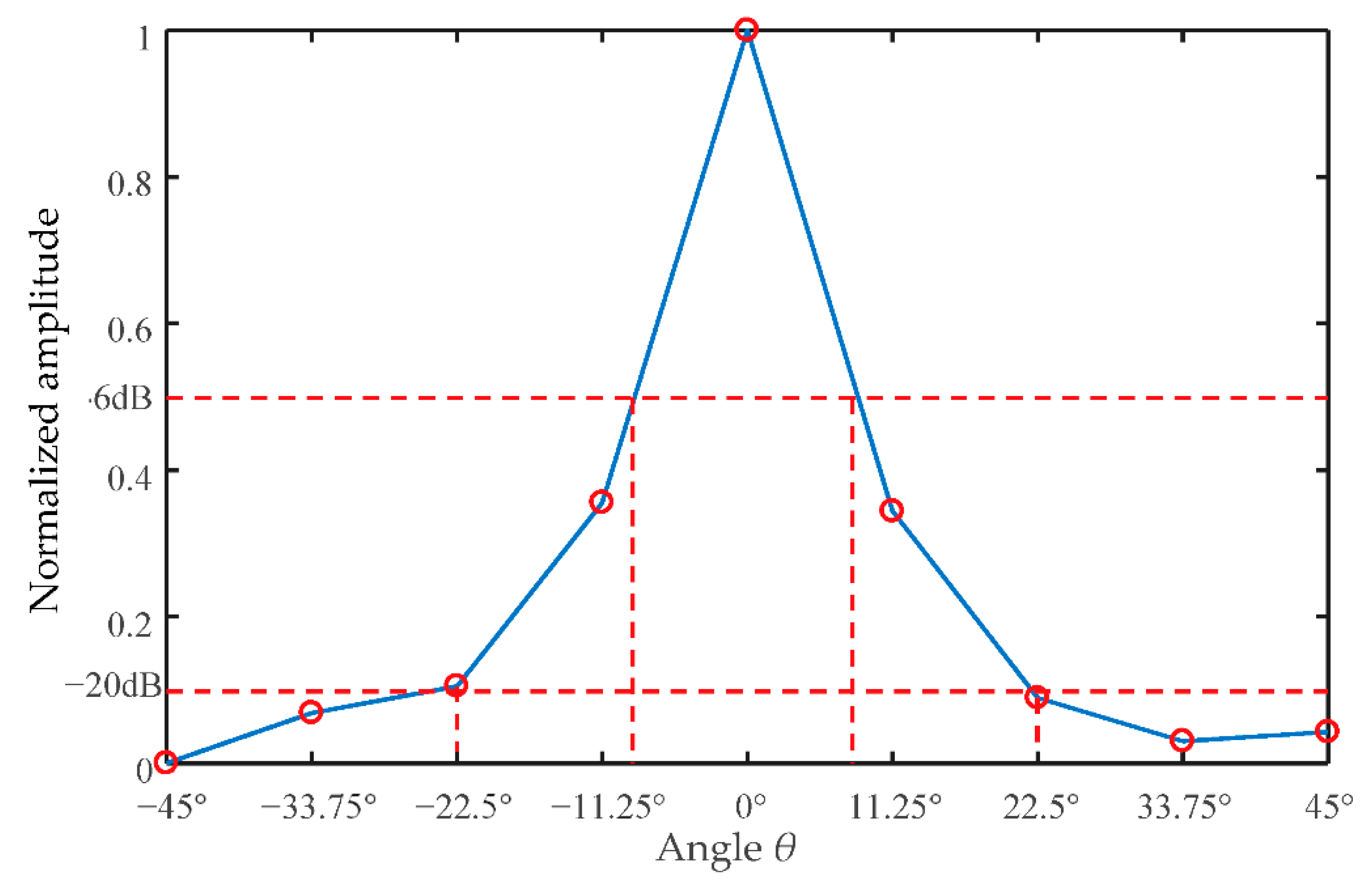
2.1.3. Diffusion Angle of the Ultrasonic Transducer
2.2. Linear Back Projection Algorithm for Image Reconstruction
3. Parameter Design and Implementation of the Transducers
4. Experimental Results and Analysis
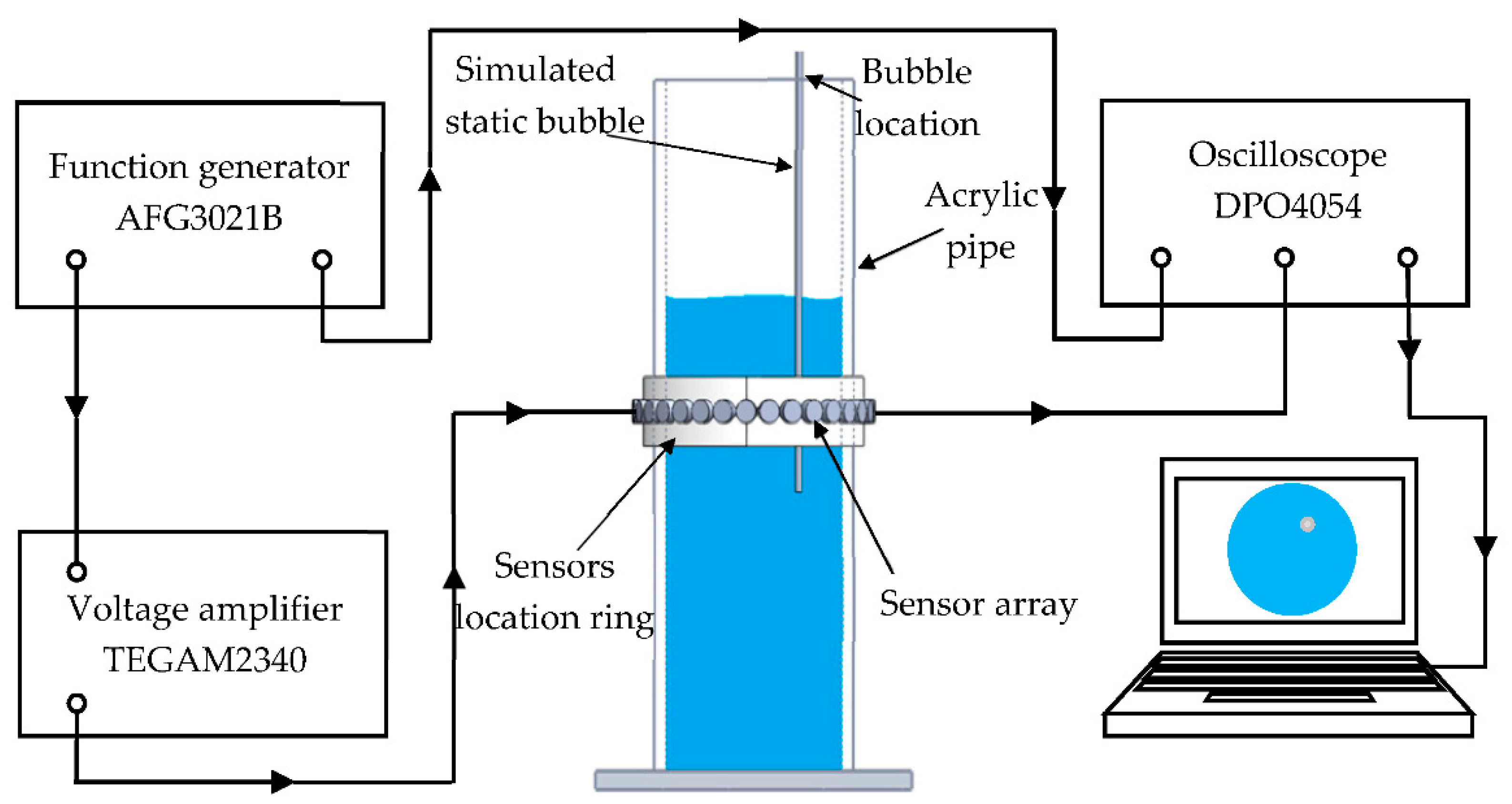
4.1. Experimental Method
4.2. Results and Discussion
5. Conclusions
- (i)
- The energy loss, the resonance characteristics and vibration modes, and the diffusion angle of the transducers were the three most critical factors for sensor design. Energy loss should be as low as possible in order to derive better response signal strengths. The resonance characteristics and vibration modes must be appropriate for the measurement setup and to achieve the measurement objectives. The diffusion angle should be as wide as possible so that more measured values can be obtained, for better imaging quality.
- (ii)
- The diameter and thickness of the transducer directly affect the above three factors. For a reactor with a 100-mm diameter and a signal amplitude of 300 kHz, the ultrasonic wave strength will drop to 79.5% of the original value after 100 mm of propagation. To excite a longitudinal length extension vibration mode at 300 kHz resonance frequency, the diameter and thickness of the transducer should be 10 mm and 6.7 mm, respectively. The 2θ−6dB and 2θ−20dB diffusion angles of the designed transducers are 17.8° and 45°, respectively, and this is slightly different to the theoretical results for the 2θ−6dB and 2θ−20dB diffusion angles for the transducer in water, which should, in theory, be 30.9° and 64.2°. This discrepancy results in less measurement data collected, which will in turn affect the quality of the reconstruction images.
- (iii)
- Three different flow patterns were considered. An SLBP algorithm was used to reconstruct images from the designed UTT system. The SLBP-HR and SLBP-ATF methods were applied to process the reconstructed images. An image correlation coefficient, Icr, was used to evaluate the quality of imaging results. The results indicate that, in addition to each sensor’s own performance, the total number of sensors also has an important impact on the imaging results. The greater the number of transducers used, the better the imaging quality.
Author Contributions
Funding
Conflicts of Interest
References
- Hemmati Chegeni, M.; Abdollahy, M.; Khalesi, M.R. Bubble loading measurement in a continuous flotation column. Miner. Eng. 2016, 85, 49–54. [Google Scholar] [CrossRef]
- Lin, B.; Recke, B.; Knudsen, J.K.H.; Jørgensen, S.B. Bubble size estimation for flotation processes. Miner. Eng. 2008, 21, 539–548. [Google Scholar] [CrossRef]
- Samaras, K.; Kostoglou, M.; Karapantsios, T.D.; Mavros, P. Effect of adding glycerol and Tween 80 on gas holdup and bubble size distribution in an aerated stirred tank. Colloids Surf. A Physicochem. Eng. Asp. 2014, 441, 815–824. [Google Scholar] [CrossRef]
- Machon, V.; Vlcek, J.; Nienow, A.W.; Solomon, J. Some effects of pseudoplasticity on hold-up in aerated, agitated vessels. Chem. Eng. J. 1980, 19, 67–74. [Google Scholar] [CrossRef]
- Revankar, S.T.; Ishii, M. Local interfacial area measurement in bubbly flow. Int. J. Heat Mass Transf. 1992, 35, 913–925. [Google Scholar] [CrossRef]
- Pjontek, D.; Parisien, V.; Macchi, A. Bubble characteristics measured using a monofibre optical probe in a bubble column and freeboard region under high gas holdup conditions. Chem. Eng. Sci. 2014, 111, 153–169. [Google Scholar] [CrossRef]
- Taofeeq, H.; Al-Dahhan, M. The impact of vertical internals array on the key hydrodynamic parameters in a gas-solid fluidized bed using an advance optical fiber probe. Adv. Powder Technol. 2018, 29, 2548–2567. [Google Scholar] [CrossRef]
- Jia, J.; Babatunde, A.; Wang, M. Void fraction measurement of gas–liquid two-phase flow from differential pressure. Flow Meas. Instrum. 2015, 41, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Wilkinson, P.M.; Dierendonck, L.L.V. Pressure and gas density effects on bubble break-up and gas hold-up in bubble columns. Chem. Eng. Sci. 1990, 45, 2309–2315. [Google Scholar] [CrossRef]
- Cormack, A.M. Representation of a Function by Its Line Integrals, with Some Radiological Applications. J. Appl. Phys. 1963, 34, 2722–2727. [Google Scholar] [CrossRef]
- Hounsfield, G.N. Historical notes on computerized axial tomography. J. Can. Assoc. Radiol. 1976, 27, 135–142. [Google Scholar]
- Sultan, A.J.; Sabri, L.S.; Al-Dahhan, M.H. Investigating the influence of the configuration of the bundle of heat exchanging tubes and column size on the gas holdup distributions in bubble columns via gamma-ray computed tomography. Exp. Therm. Fluid Sci. 2018, 98, 68–85. [Google Scholar] [CrossRef]
- Sultan, A.J.; Sabri, L.S.; Al-Dahhan, M.H. Impact of heat-exchanging tube configurations on the gas holdup distribution in bubble columns using gamma-ray computed tomography. Int. J. Multiph. Flow 2018, 106, 202–219. [Google Scholar] [CrossRef]
- Suard, E.; Clément, R.; Fayolle, Y.; Alliet, M.; Albasi, C.; Gillot, S. Electrical resistivity tomography used to characterize bubble distribution in complex aerated reactors: Development of the method and application to a semi-industrial MBR in operation. Chem. Eng. J. 2019, 355, 498–509. [Google Scholar] [CrossRef]
- Fransolet, E.; Crine, M.; Marchot, P.; Toye, D. Analysis of gas holdup in bubble columns with non-Newtonian fluid using electrical resistance tomography and dynamic gas disengagement technique. Chem. Eng. Sci. 2005, 60, 6118–6123. [Google Scholar] [CrossRef]
- Sardeshpande, M.V.; Harinarayan, S.; Ranade, V.V. Void fraction measurement using electrical capacitance tomography and high speed photography. Chem. Eng. Res. Des. 2015, 94, 1–11. [Google Scholar] [CrossRef]
- Wang, A.; Marashdeh, Q.; Motil, B.J.; Fan, L.-S. Electrical capacitance volume tomography for imaging of pulsating flows in a trickle bed. Chem. Eng. Sci. 2014, 119, 77–87. [Google Scholar] [CrossRef]
- Sun, S.J.; Zhang, W.B.; Sun, J.T.; Cao, Z.; Xu, L.J.; Yan, Y. Real-Time Imaging and Holdup Measurement of Carbon Dioxide Under CCS Conditions Using Electrical Capacitance Tomography. IEEE Sens. J. 2018, 18, 7551–7559. [Google Scholar] [CrossRef]
- Jin, H.; Han, Y.; Yang, S.; He, G. Electrical resistance tomography coupled with differential pressure measurement to determine phase hold-ups in gas–liquid–solid outer loop bubble column. Flow Meas. Instrum. 2010, 21, 228–232. [Google Scholar] [CrossRef]
- Vadlakonda, B.; Mangadoddy, N. Hydrodynamic study of two phase flow of column flotation using electrical resistance tomography and pressure probe techniques. Sep. Purif. Technol. 2017, 184, 168–187. [Google Scholar] [CrossRef]
- Supardan, M.D.; Masuda, Y.; Maezawa, A.; Uchida, S. The investigation of gas holdup distribution in a two-phase bubble column using ultrasonic computed tomography. Chem. Eng. J. 2007, 130, 125–133. [Google Scholar] [CrossRef]
- Rahiman, M.H.F.; Rahim, R.A.; Rahim, H.A.; Ayob, N.M.N.; Mohamad, E.J.; Zakaria, Z. Modelling ultrasonic sensor for gas bubble profiles characterization of chemical column. Sens. Actuators B Chem. 2013, 184, 100–105. [Google Scholar] [CrossRef]
- Zhao, A.; Han, Y.-F.; Ren, Y.-Y.; Zhai, L.-S. Ultrasonic method for measuring water holdup of low velocity and high-water-cut oil-water two-phase flow. Appl. Geophys. 2016, 13, 179–193. [Google Scholar] [CrossRef]
- Su, Q.; Tan, C.; Dong, F. Measurement of Oil–Water Two-Phase Flow Phase Fraction with Ultrasound Attenuation. IEEE Sens. J. 2018, 18, 1150–1159. [Google Scholar] [CrossRef]
- Warsito; Maezawa, A.; Uchida, S.; Okamura, S. A Model for Simultaneous Measurement of Gas and Solid Holdups in a Bubble-Column Using Ultrasonic Method. Can. J. Chem. Eng. 1995, 73, 734–743. [Google Scholar] [CrossRef]
- Nordin, N.; Idroas, M.; Zakaria, Z.; Ibrahim, M.N. Hardware Development of Reflection Mode Ultrasonic Tomography System for Monitoring Flaws on Pipeline. Jurnal Teknologi 2015, 73. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Yang, H.; Fan, F.; Su, M. A transmission and reflection coupled ultrasonic process tomography based on cylindrical miniaturized transducers using PVDF films. J. Instrum. 2017, 12, P12026. [Google Scholar] [CrossRef]
- Li, N.; Xu, K.; Li, S. Numerical simulation study on effectiveness of shielding structure on ultrasonic transmission tomography. EURASIP J. Wirel. Commun. Netw. 2018, 2018, 1–8. [Google Scholar] [CrossRef]
- Hoyle, B.S. Process tomography using ultrasonic sensors. Meas. Sci. Technol. 1996, 7, 272. [Google Scholar] [CrossRef]
- Li, W.; Hoyle, B.S. Ultrasonic process tomography using multiple active sensors for maximum real-time performance. Chem. Eng. Sci. 1997, 52, 2161–2170. [Google Scholar] [CrossRef]
- Ming, Y.; Schlaberg, H.I.; Hoyle, B.S.; Beck, M.S.; Lenn, C. Real-time ultrasound process tomography for two-phase flow imaging using a reduced number of transducers. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1999, 46, 492–501. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Xu, K.; Liu, K.; He, C.F.; Wu, B. A Novel Sensitivity Matrix Construction Method for Ultrasonic Tomography Based on Simulation Studies. IEEE Trans. Instrum. Meas. 2018. [Google Scholar] [CrossRef]
- Rahiman, M.H.F.; Rahim, R.A.; Rahim, H.A.; Zakaria, Z.; Pusppanathan, M.J. A study on forward and inverse problems for an ultrasonic tomography. Jurnal Teknologi 2014, 70, 113–117. [Google Scholar] [CrossRef]
- Xie, C.G.; Plaskowski, A.; Beck, M.S. 8-electrode capacitance system for two-component flow identification. I. Tomographic flow imaging. IEE Proc. A-Phys. Sci. Meas. Instrum. Manag. Educ. 1989, 136, 173–183. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| r/mm | Phantoms | r = 2 mm | r = 5 mm |
|---|---|---|---|
| 3 |  | ||
| 5 |  | ||
| Image Reconstruction Methods | Phantom |  | ||
|---|---|---|---|---|
| Number of Transducers | ||||
| SLBP | 8 |  |  | |
| 16 |  | |||
| SLBP-HR | 8 |  | ||
| 16 |  | |||
| SLBP-ATF | 8 |  | ||
| 16 |  | |||
| Image Correlation Coefficient | Reconstruction Algorithm | The Number of Transducers | Single Gas Bubble | Double Gas Bubbles | Eccentric Gas-Liquid Flow |
|---|---|---|---|---|---|
| Icr | SLBP-ATF | 8 | 0.320 | 0.315 | 0.754 |
| 16 | 0.698 | 0.579 | 0.708 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, N.; Cao, M.; Xu, K.; Jia, J.; Du, H. Ultrasonic Transmission Tomography Sensor Design for Bubble Identification in Gas-Liquid Bubble Column Reactors. Sensors 2018, 18, 4256. https://doi.org/10.3390/s18124256
Li N, Cao M, Xu K, Jia J, Du H. Ultrasonic Transmission Tomography Sensor Design for Bubble Identification in Gas-Liquid Bubble Column Reactors. Sensors. 2018; 18(12):4256. https://doi.org/10.3390/s18124256
Chicago/Turabian StyleLi, Nan, Mingchen Cao, Kun Xu, Jiabin Jia, and Hangben Du. 2018. "Ultrasonic Transmission Tomography Sensor Design for Bubble Identification in Gas-Liquid Bubble Column Reactors" Sensors 18, no. 12: 4256. https://doi.org/10.3390/s18124256