1. Introduction
The surface characteristics of the implant material predetermine how the biomolecules absorb to the surface [
1]. The adhesion proteins such as extracellular matrix proteins, cell membrane proteins, and cytoskeleton proteins influence bone tissue cells’ morphology, proliferation, and differentiation. The topography, chemistry, and surface energy also determine cell behavior in contact. The micro-textured implants demonstrate improved osseointegration (direct apposition of bone tissue to the implant) instead of smooth implants by in vivo test [
2]. Therefore, the organization of surface roughness is an important parameter for the contact guidance phenomenon. The micron-roughened surface morphology can increase the surface area of the implant and the contact between the implant and host bone. In addition, it was demonstrated that osteoblast cells can detect and respond to different nano-topographical features in vitro [
3]. When nanoscale architecture is combined with underlying rough microstructure, significant improvement in both implant fixation strength and matrix mineralization can be observed [
4].
Among metallic implant materials, titanium and its alloys are considered to be the best choice for bone implant applications because of their low modulus of elasticity, corrosion resistance, and biocompatibility [
4]. Unfortunately, Ti6Al4V alloy, which is most widely used, has low wear resistance and the debris generated during wear accelerates electrochemical reactions between the physiological environment and implant surface [
5]. Moreover, the alloy loses biocompatibility if V and Al ions are released in human tissue, because Al can cause neurological diseases while V ions are cytotoxic [
6]. Therefore, further developments that extend the longevity and bioactivity of these implant materials are needed.
For improving osteoconductivity and osteoinductivity of titanium implants, bioceramic coatings such as nanoclays [
7], hydroxyapatite [
8], and calcium silicate [
9] have been utilized. However, these coatings demonstrate insufficient strength and fracture toughness for load-bearing applications in implantology [
10]. TiN coatings applied to orthopedic alloys are well-known materials that positively affect the tribological properties of bone grafts by reducing the coefficient of friction [
11], wear [
12] and increasing hardness and scratch resistance [
13]. Such tribological performance of a coating will help to enhance the service life of articulating implants if at high contact pressure the elastic recovery of the hard coating and soft alloy does not differ substantially. TiN-coated Ti6Al4V alloy also demonstrated biocompatibility [
14] and reduction of ion release rate [
15] compared to uncoated alloy. Nonetheless, studies of cell proliferation and differentiation on TiN-coated materials are contradictory: several papers report no difference in proliferation compared to controls [
16,
17], while other studies demonstrate an increase in proliferation [
18]. Moreover, concerns were raised about PVD-coated Ti6Al4V with TiN because it suffered from coating failure due to either defects in the film [
19] or higher difference in elastic modulus of Ti6Al4V substrate and TiN film [
14].
On the one hand: this condition could be improved by applying suitable initial surface modification such as electron beam treatment to increase surface roughness and raise surface hardness values and, hence—elastic modulus of Ti6Al4V alloy before TiN deposition. That will reduce the risk of delamination due to the gradient-like hardness profile of the substrate. A feasible method for producing micro- and sub-micrometer surface texturing on metallic materials is the direct laser interference patterning (DLIP) that directly removes material by ablation [
20]. However, when utilizing double-pulse generation 50% of laser energy is lost while treating metal surfaces [
21] which makes the depth of the substrate strengthening lower. According to some authors [
22], the formation of preferred crystallographic orientation that influences mechanical properties can explain the differences in the hardening mechanism of laser- and electron-beam processed metal surfaces. EBM can be carried out in different geometries of scanning (linear, circular, etc.) because charged electrons can be deflected and precisely guided [
23]. This modification leads to direct structuring of the surface by periodical topography in a high vacuum state. Thus, low pressure prevents oxidation of easily oxidized titanium alloys and hinders the formation of brittle surface layer (the so-called alfa case) that affects negatively the mechanical properties and fatigue resistance of the alloy [
24].
On the other hand, to increase bone formation and bonding strength, deposition of TiO
2 coating on TiN film’s surface is a promising approach that could further improve the corrosion resistance of the coating [
25], covering the nitride defects. TiO
2 coatings are well-suited as protective non-toxic hydrophilic coatings in medical applications in which additional benefits like self-cleaning and anti-bacterial effects can be obtained [
26]. It was also shown that anatase and mixtures of anatase-rutile crystallographic forms of TiO
2 exhibited more efficient apatite formation than amorphous structures [
27]. Additionally, nanostructured TiO
2 exhibited higher bone growth values and bone-to-implant contact area [
28]. Since the biological response is affected by the chemistry and topography of the implant material, the osteoblastic response of the cells to deposited TiO
2 on the surface of TiN film is a highly interesting field of research.
A number of different techniques have been used for producing ceramic TiN and TiO
2 films such as magnetron sputtering [
29], high power impulse magnetron sputtering (HIPIMS) [
30], CVD [
31], ion beam-enhanced deposition [
32], electron-beam deposition [
33], low pressure plasma spray [
34], dual plasma deposition [
35], laser deposition [
36], plasma ion nitriding [
37], plasma immersion ion implantation [
38], cathodic arc deposition [
39,
40,
41]. The low process temperature allows the coating material to be deposited without reduction in hardness, corrosion resistance or distortion compared to techniques conducted at higher temperatures [
42]. Except for low-temperature deposition, cathodic arc deposition offers an effective source of ionized, energetic material to produce well adherent and dense coatings at high deposition rates [
43]. However, this technique has not been fully exploited for the production of biocompatible coatings on Ti6Al4V substrates. In our previous studies, TiN/TiO
2 coatings were found to improve the hydrophilicity and anti-corrosion properties in Ringer solution of titanium alloy with lower aluminium content (Ti5Al4V) [
44,
45]. At the same time, we demonstrated that TiN/TiO
2 coatings deposited on polished Ti6Al4V promoted cell adhesion without inhibiting cell viability [
46].
The objective of this study was to create micro- and nanoscale architecture by a hybrid treatment approach that includes initial electron beam surface modification of Ti6Al4V substrate which increases its hardness and roughness, and subsequent deposition of TiN/TiO2 coatings. The dual-surface treated samples were characterized (composition, crystallinity, texture, surface topography) and their wear, corrosion resistance, and in vitro cytocompatibility using MG-63 osteoblastic cell line was evaluated and compared. To the best of our knowledge, the present study reveals for the first time that the proposed combination of surface treatment of the implant alloy displays adequate mechanical and in vitro biocompatibility, as well as corrosion protection. A systematic understanding of the factors that influence the behavior of the implant systems provides the basis for further investigation into the production of coated biomedical devices with controllable performance.
2. Experimental Methods
2.1. Substrate Treatment and Coating Deposition
Samples with a chemical composition of 6.22% Al, 3.57% V, 90.38% Ti (in wt%) and dimensions Ø22 × 4 mm were cut by using the electro-erosion cutting method from round Ti6Al4V alloy. The surfaces of the samples were mechanically grounded, polished, and ultrasonically cleaned in water. Electron beam modification (EBM) was carried out by electron beam installation Leybold Heraus (EWS 300/15–60). The following technological parameters were applied: linear manner of scanning, electron beam current—I = 30 mA, accelerated voltage—U = 52 kV, speed of the sample’s motion—ν from 0.5 up to 2.5 cm/s, electron beam frequency—f = 500 up to 1000 Hz. After EBM, the disks were rinsed in distilled water, ultrasonically cleaned in ethanol, acetone, isopropanol, and water and dried in a stream of air. The deposition of TiN (by vacuum cathodic arc technology at 340 °C) and overlaying of TiO
2 (by glow plasma discharge at 300 °C) have been described in detail elsewhere [
44]. In brief, the samples were attached to a holder that rotated at 0.5 Hz during deposition. The samples were bombarded by an arc-enhanced glow discharge for 5 min. to remove any oxides and trace contamination. The deposition was carried out in a flow of pure N
2 at working pressure 7.5 × 10
−1 Pa and substrate bias 250 V. The substrate temperature in a vacuum was monitored by a thermocouple. A sputtering system located in the same chamber was used for the deposition of TiO
2 in a pure O
2 atmosphere at a working pressure of 6 × 10
0 Pa for 240 min. A summary of the deposition parameters is shown in
Table 1.
2.2. Characterization Techniques
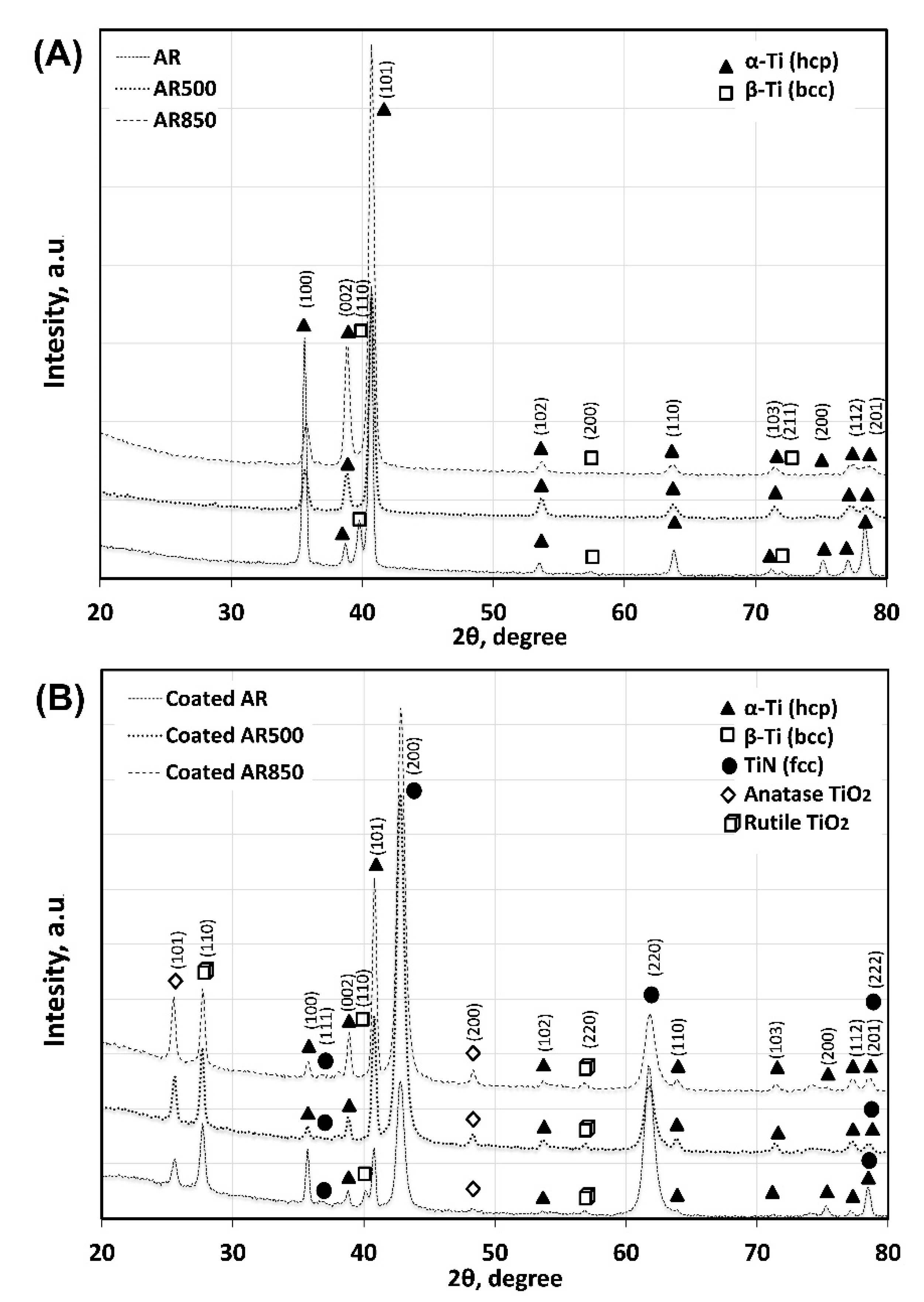
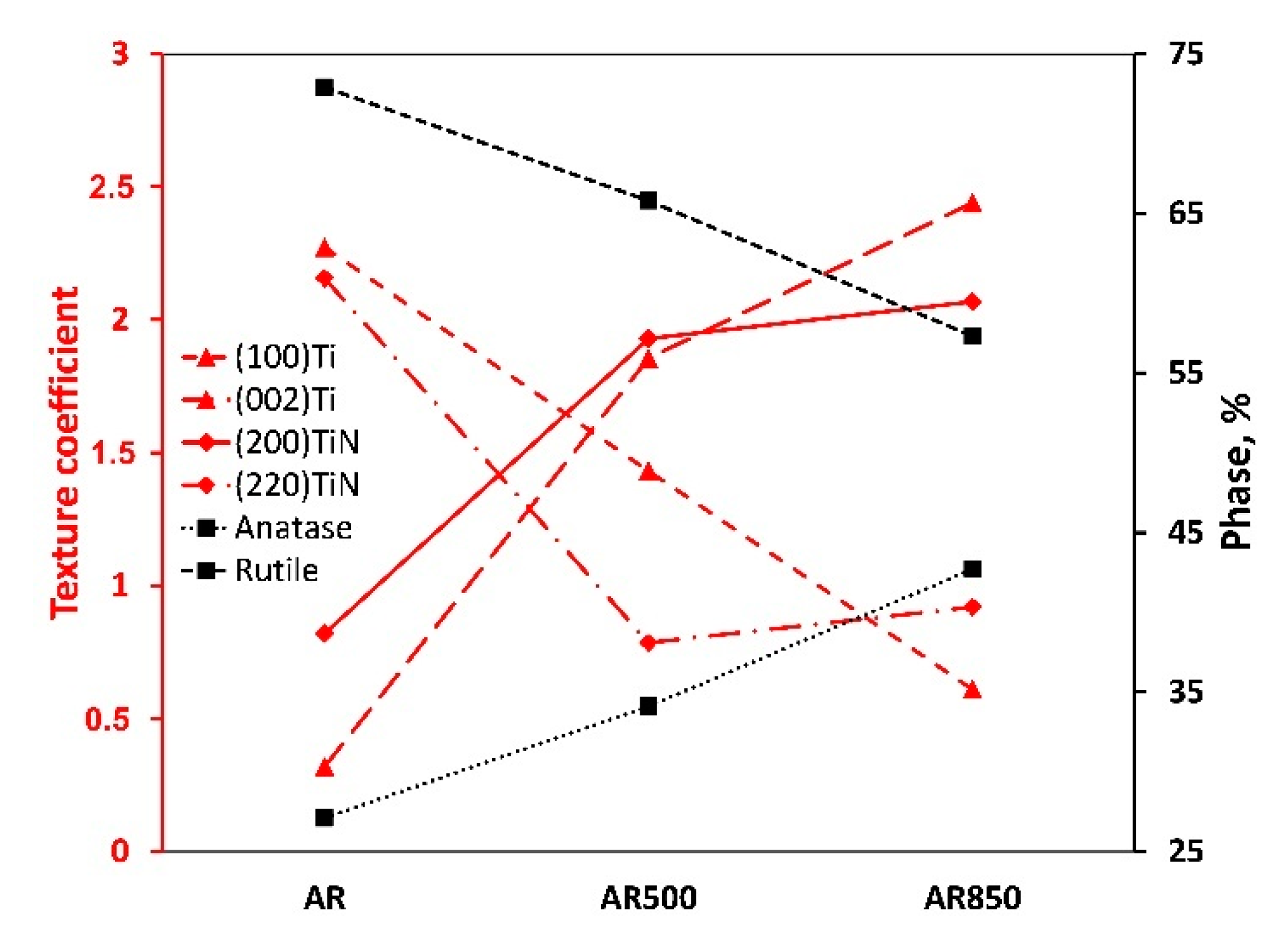
The phase composition of the substrates and deposited coatings were examined by X-ray diffraction (XRD, URD-6 Seiferd&Co diffractometer) operating with CuKα radiation (λ = 0.154178 nm) in a symmetrical Bragg–Brentano mode. A step size of 0.1° and counting time of 10 s per step were applied. The texture coefficient (TC) for each (hkl) reflection was calculated after subtraction of background radiation according to the equation in [
47]. The weight fractions of rutile (W
r) and anatase (W
a) phases in the coatings were determined following the procedure described in [
48], while the grain size (D) was determined by the Debye–Scherrer equation. Dislocation density (δ) which represents the number of defects in the films was calculated by using the equation shown in [
49].
Further details are given in
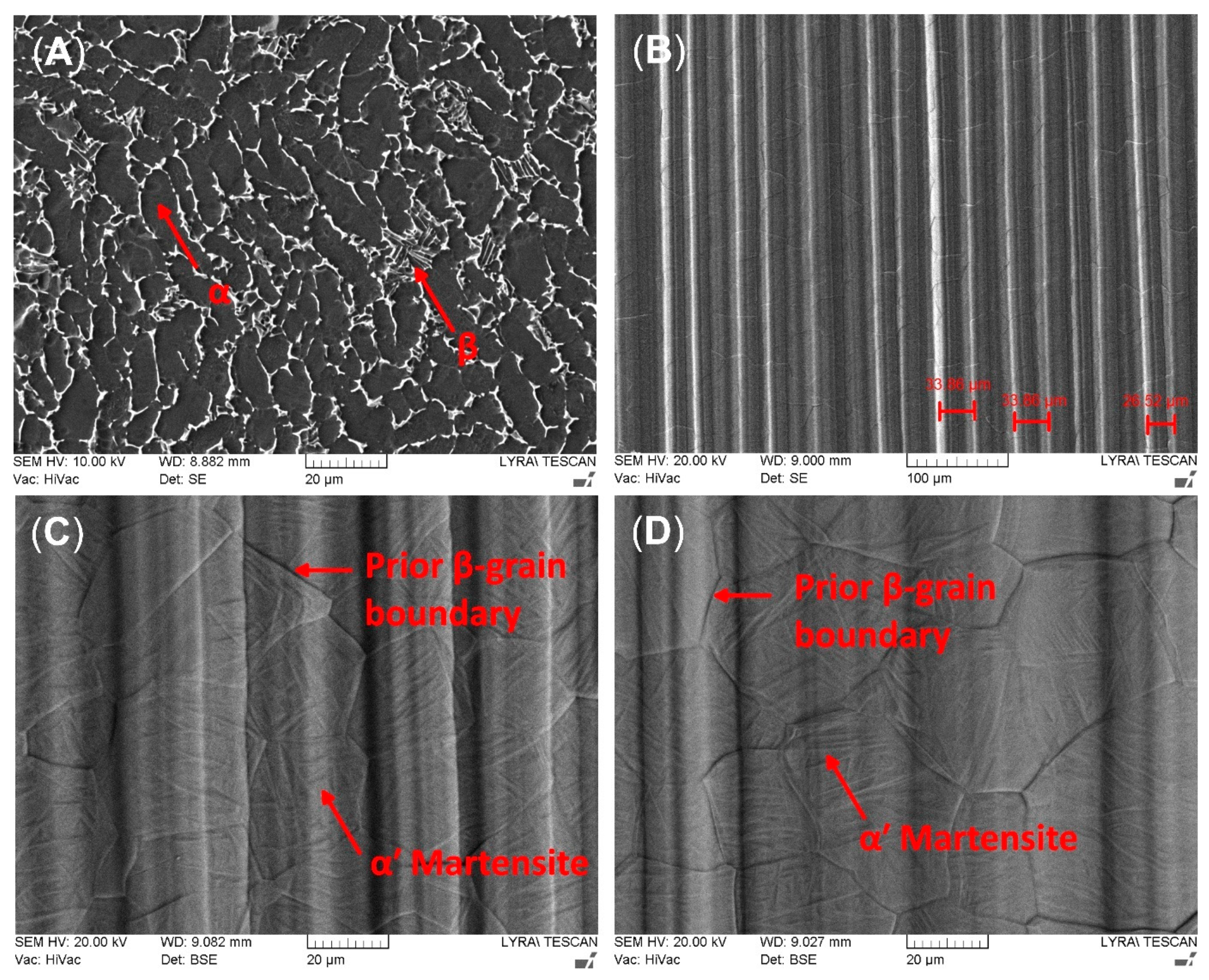
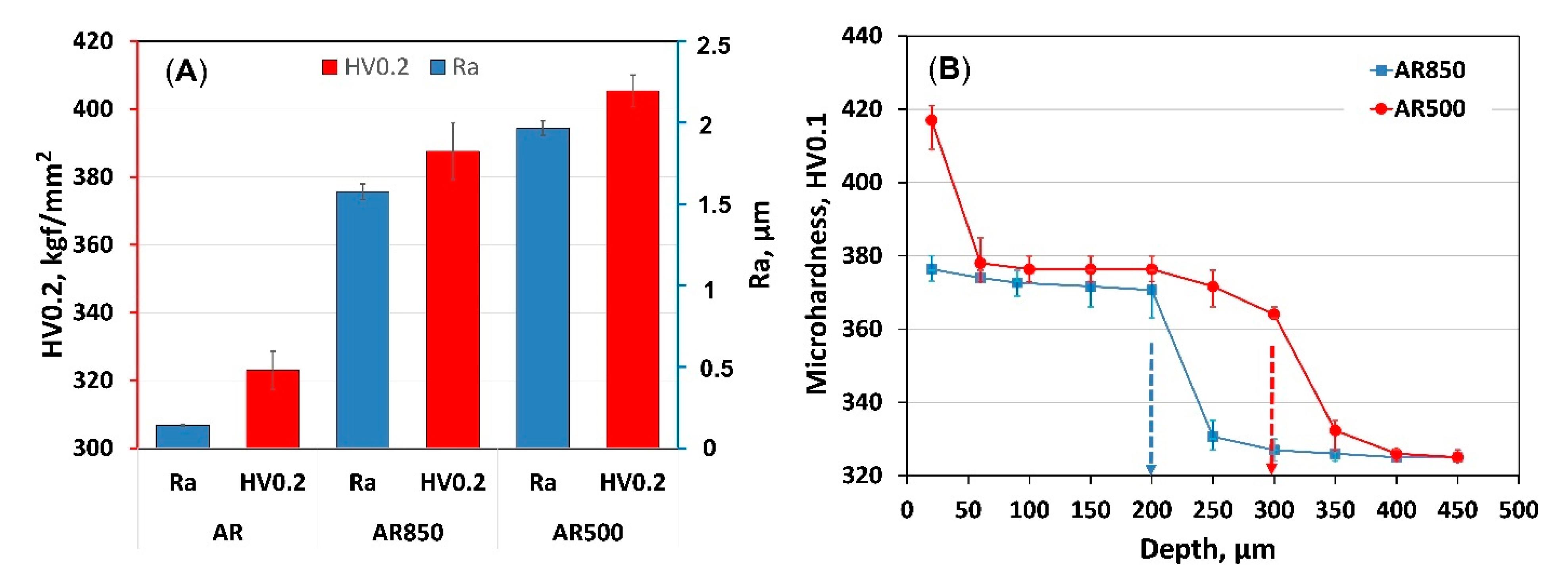
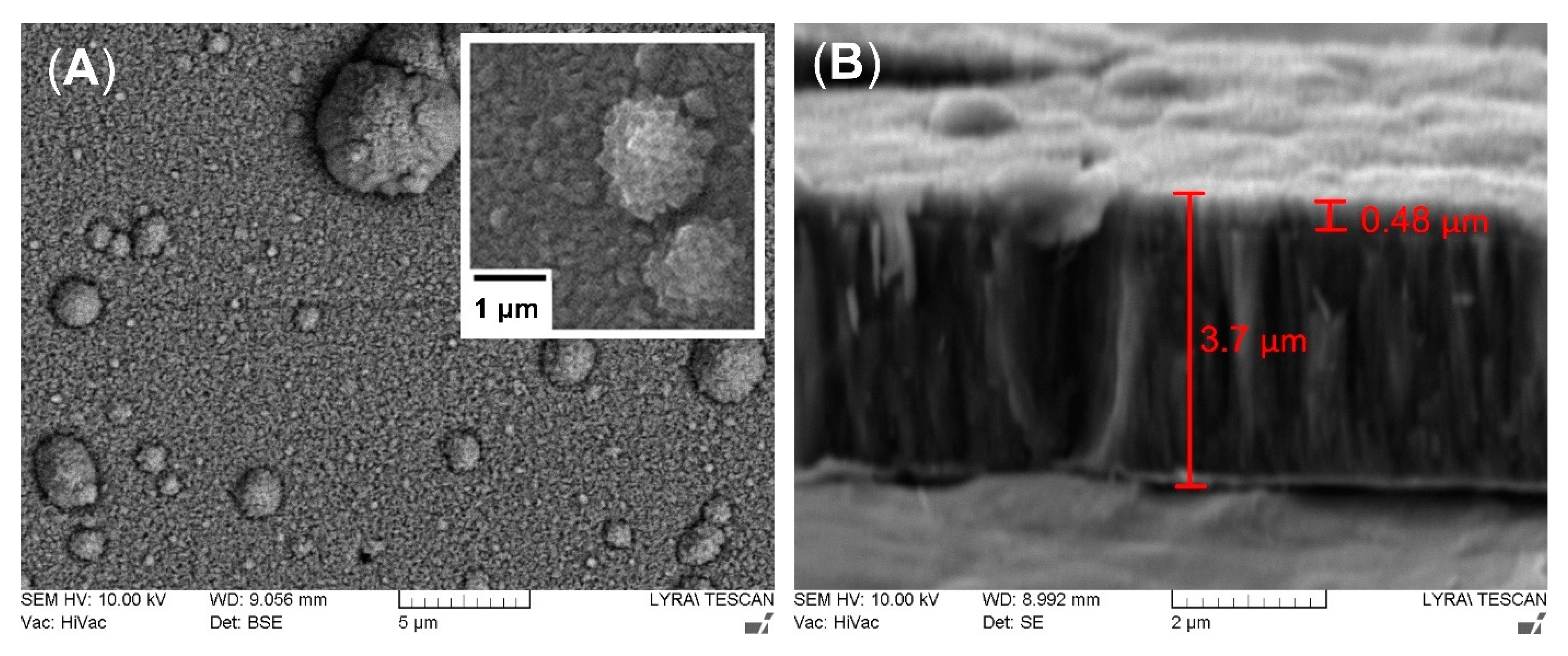
Supplementary S2.1. Scanning electron microscopy (SEM, LYRA I XMU, Tescan, Brno, Czechia) at an energy of 10 and 20 kV was used to characterize the surface morphology, coatings, and cross-section cuts of the substrates. The surface topography was analyzed by using a contact profilometer (Mitutoyo SJ 201 P, Kawasaki, Japan). The samples were evaluated quantitatively for R
a (average roughness) and R
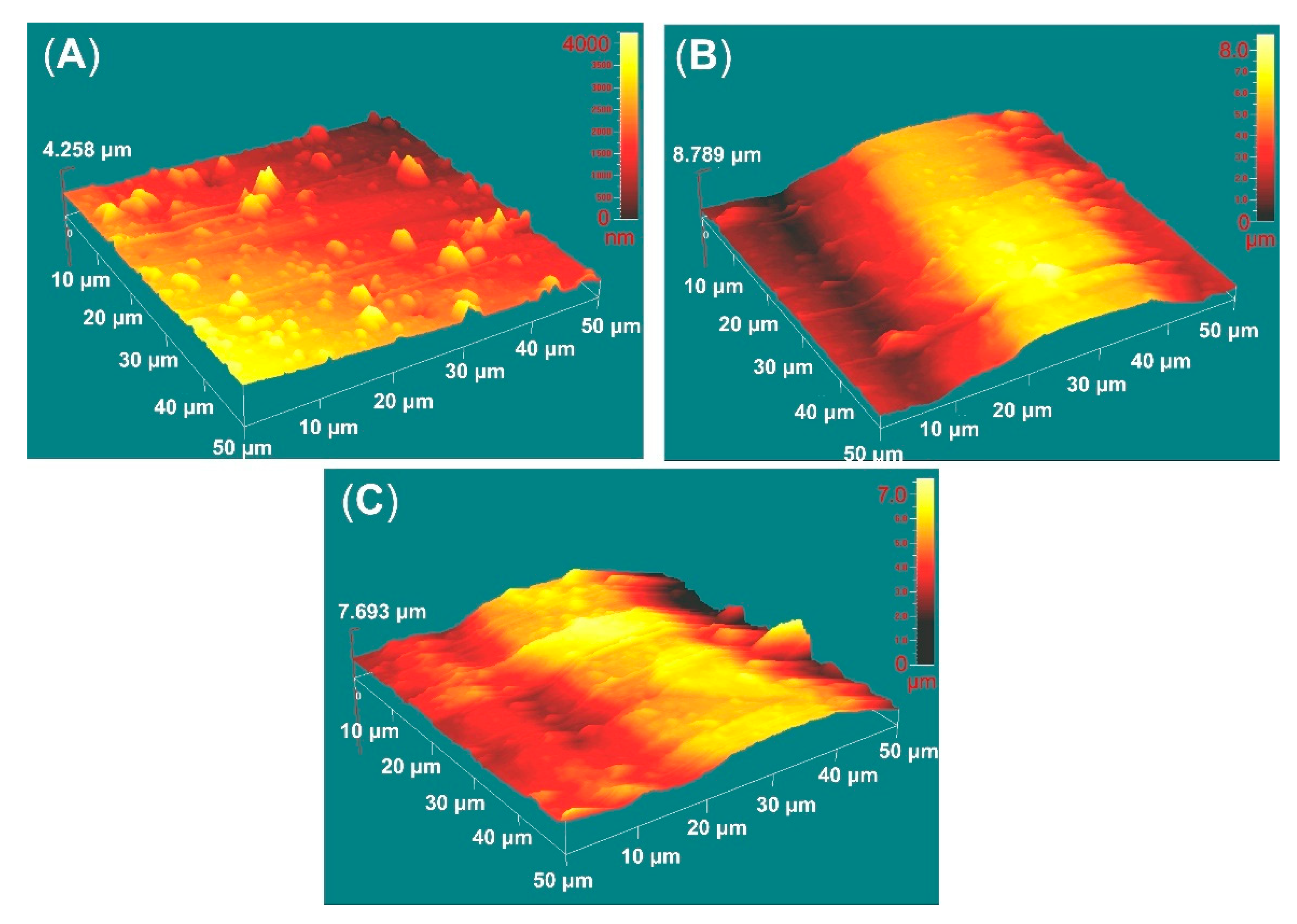
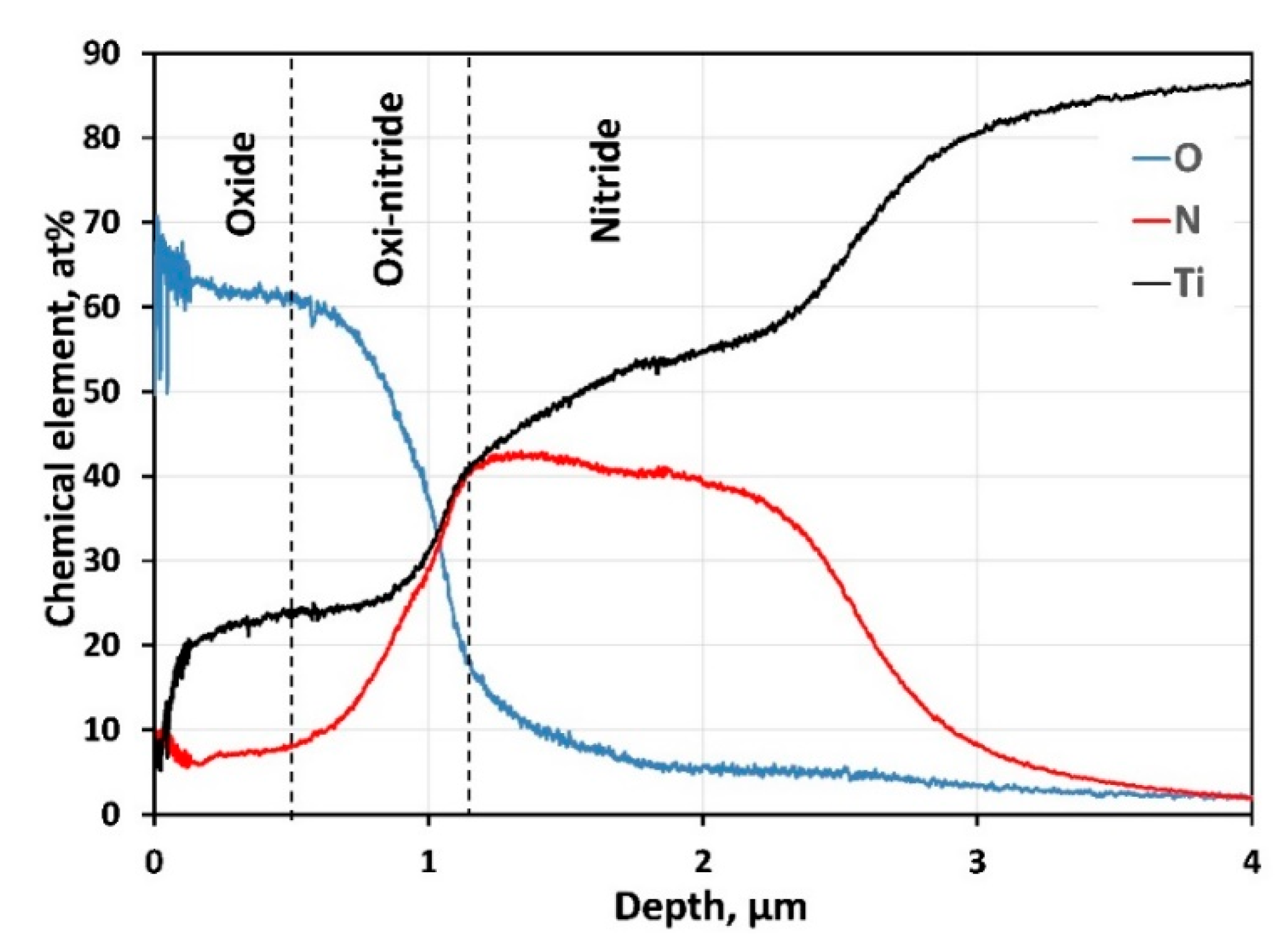
z (maximum roughness height) values after ten times scanning with a cut-off length of 0.8 mm and 5 sampling lengths (according to ISO 4288:1996) in a direction perpendicular to grooves caused by local melting. The surface nanotopology was characterized by atomic force microscopy (commercial AFM system Q-Scope™ 250/400 Nomad™ (Ambios Technology, Inc., Santa Cruz, CA, USA). Measurements were taken by using a 10 nm radius silicon tip on each coating at 50 × 50 μm scan areas. The depth profiles of Ti, N, and O were measured by a glow discharge optical emission spectroscopy (GDOES, GDS-750 QDP, LECO Instruments, St. Joseph, MI, USA) under conventional plasma conditions [
50].
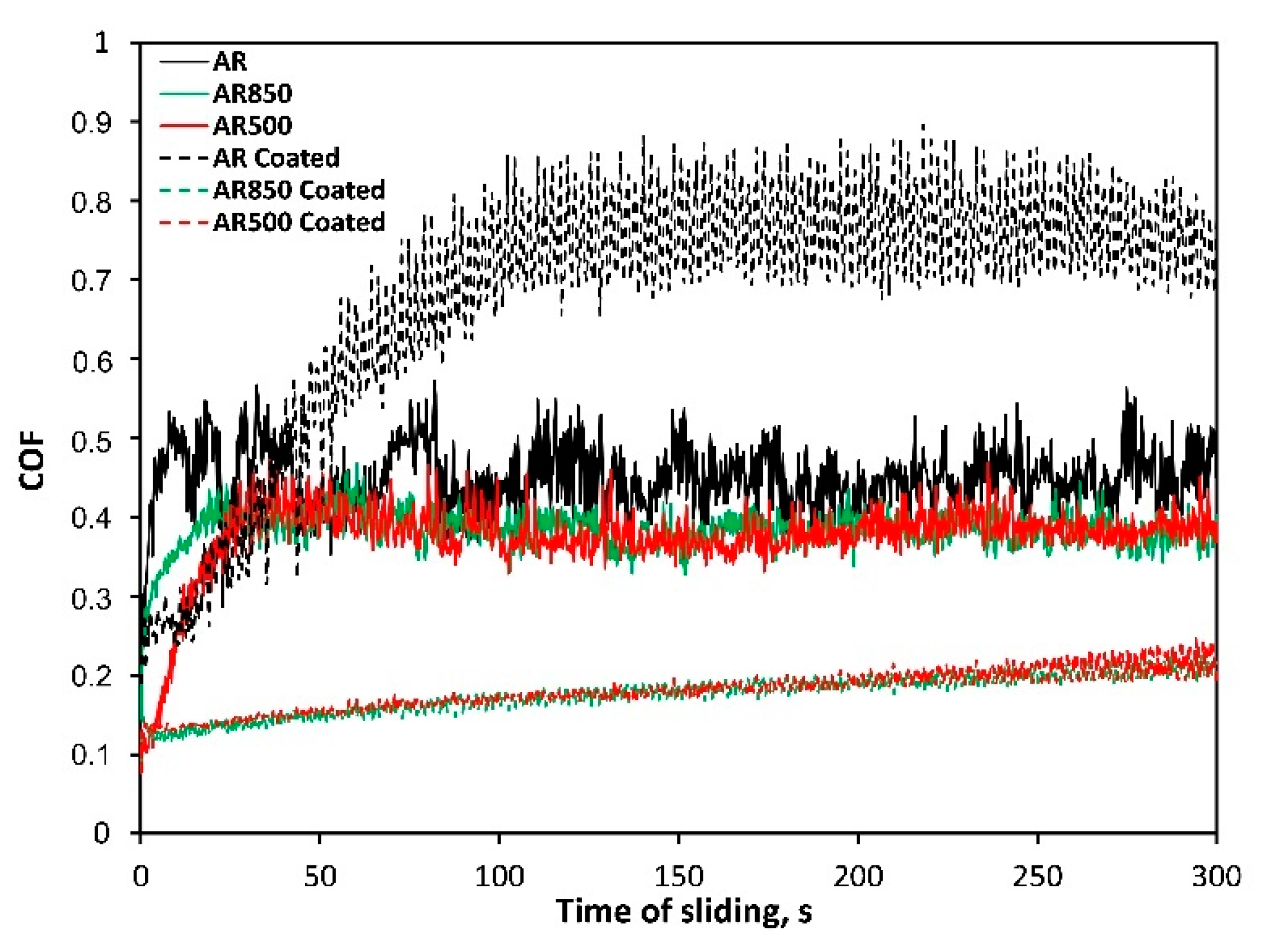
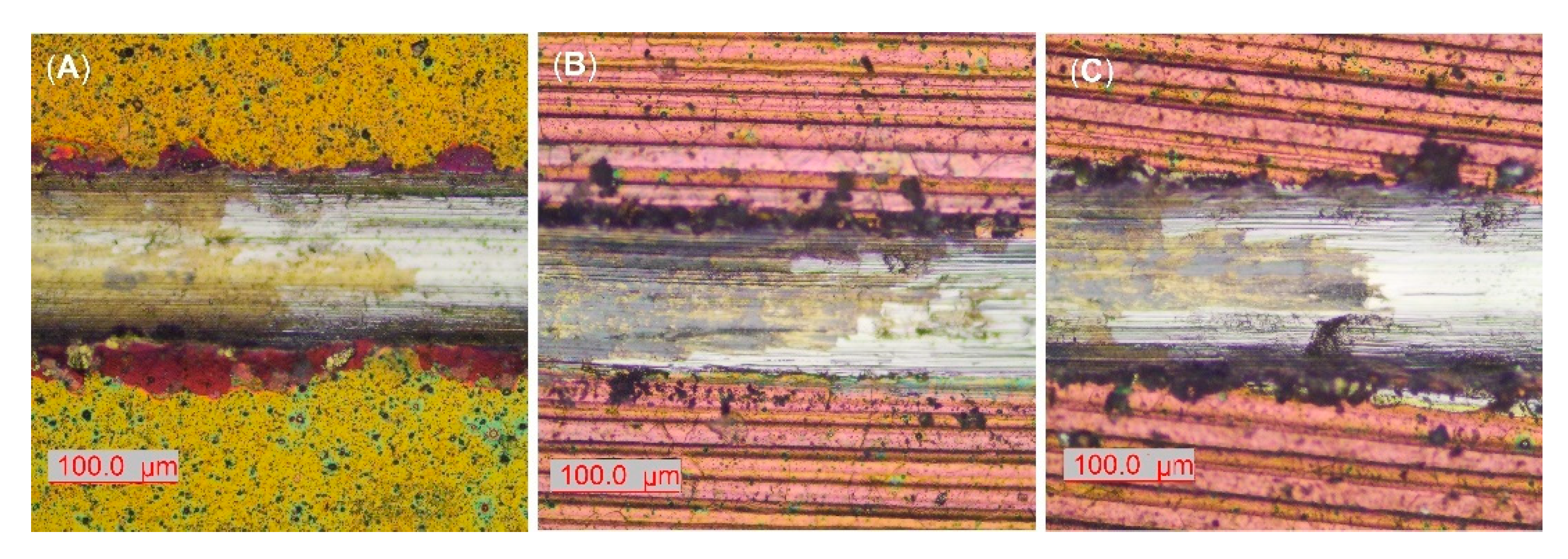
Micro-Vickers hardness measurements were made on the top of each substrate (polished and EBM) with 200 g load and dwell time of 15 s by using microhardness ПМТ-3 (ПОМО) tester. The distance between the indents was 20 μm. To compare the in-depth microhardness changes after EBM, cross-sections of AR500 and AR800 were made and measured with a load of 100 g. The nanohardnness of coatings was investigated by employing a nanomechanical tester (Bruker, Billerica MA) applying a load of 25 mN with a Berkovich indenter. During the test, 48 indentations with a spacing of 80 μm were made. The adhesion of coatings was characterized by using a CSEM-Scratch tester with a standard Rockwell-C diamond indenter (up to a load of 50 N) and by applying optical microscope observations. The coefficient of friction (COF) was determined by a sliding wear study performed at a ball-on-flat tester (UMT-2M (Bruker-CETR) tribometer (normal load 2 N, linear speed 100 mm/s, time of testing 300 s) with a sliding Ø6 mm ball coated with Cr. The sliding rate and time were chosen to initiate the wear of the coatings. The tests were conducted in air and at room temperature.
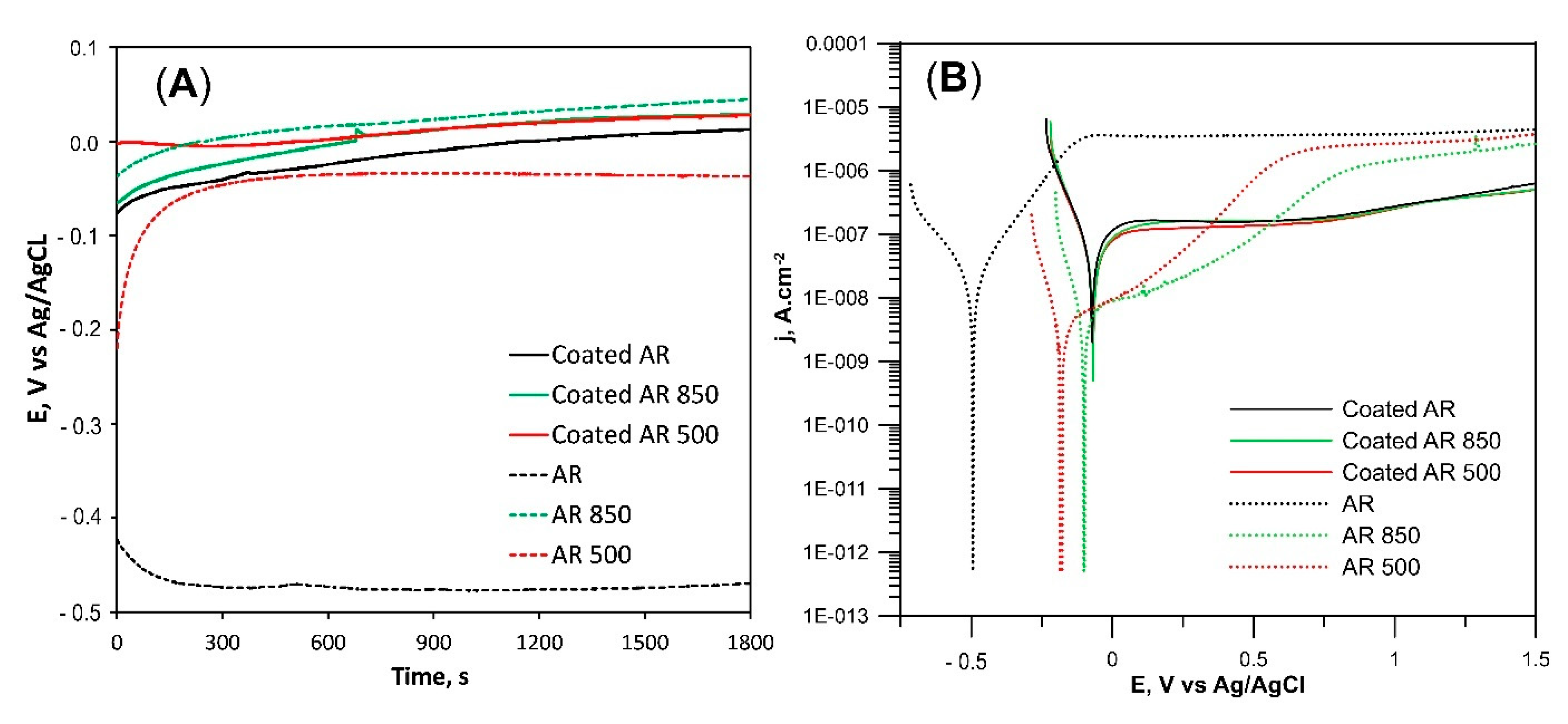
The electrochemical tests were performed in a three-electrode corrosion cell comprised of a platinum counter electrode, a saturated Ag/AgCl (E = 210 mV vs. SHE) reference electrode, and a working electrode immersed vertically. The area of the working electrode exposed to the solution was equal to 0.2 cm2. All electrodes were immersed in 80 mL naturally aerated phosphate buffer saline (PBS) containing 8 g/L NaCl, 0.2 g/L KCl, 1.44 g/L Na2HPO4, 0.24 KH2PO4 (Sigma Aldrich, Hamburg, Germany) with pH 7.4 maintained at body temperature (37° ± 0.5 °C) by a thermostat. The electrochemical measurements were carried out by using a potentiostat/galvanostat 263A (EG&G Princeton Applied Research, Oak Ridge, TN, USA) coupled with a PC by a controller. Before the measurements, the samples were allowed to stabilize under open circuit potential (OCP) for 30 min. After stabilization, potentiodynamic polarization curves started at a potential of about −250 mV vs. OPC up to +2000 mV vs. Ag/AgCl using 1 mV.s−1 potential scan rate. The corrosion parameters Ecorr (corrosion potential) and jcorr (corrosion current density) were extracted from Tafel plots while polarization resistance (Rp) was determined from the Stern–Geary equation. All parameters were determined by using PARCalc Tafel Analysis software.
2.3. In Vitro Cell Culturing
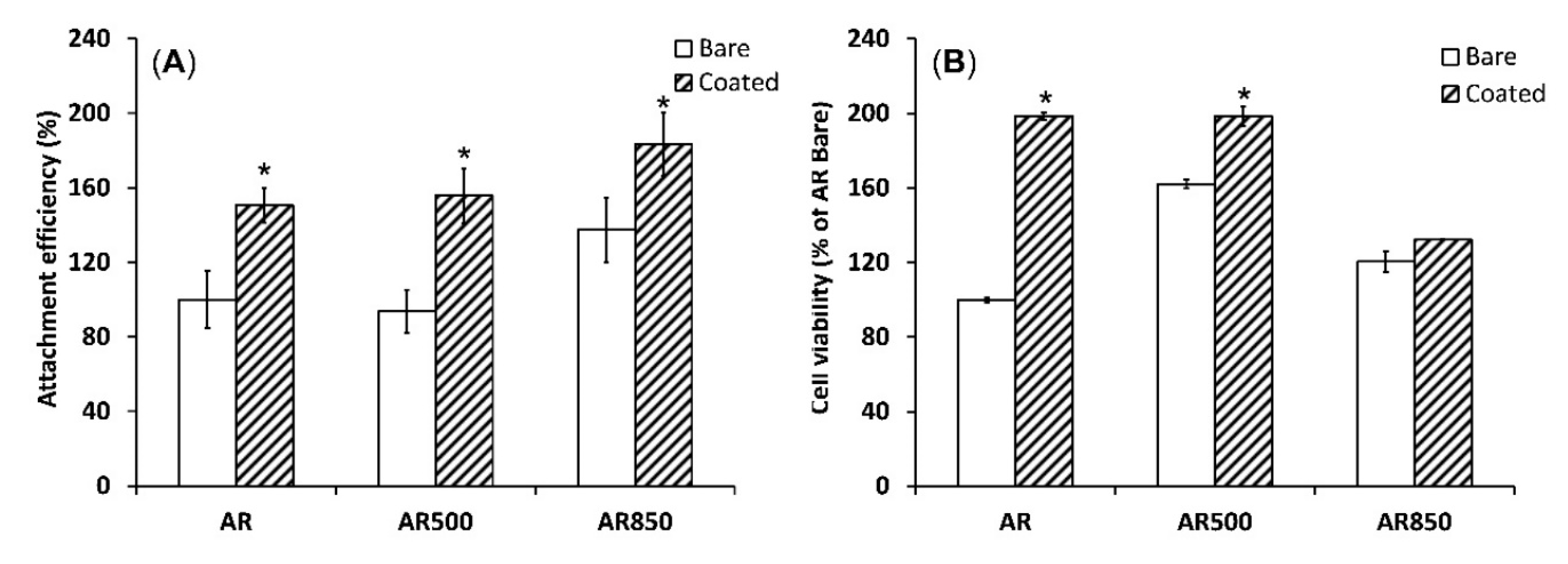
The influence of AR surface modification of the samples on cell attachment efficiency and growth was assessed with human osteosarcoma cells (MG63, CRL-1427). The cells were maintained in Dulbecco’s Modified Eagle Medium (DMEM, Gibco, Waltham, MA, USA) containing 10% fetal bovine serum (FBS, Lonza, Basel, Switzerland), 100 units/mL penicillin, and 100 µg/mL streptomycin in a humidified CO2 atmosphere at 37 °C. They were routinely checked for mycoplasma contamination by 4,6-Diamidin-2-phenylindol staining (DAPI, Sigma-Aldrich, Hamburg, Germany) and were found free of it. The cells were seeded with a density of 4 × 103 cells/cm2 in complete DMEM media on the sample surface in 6-well plates. Six hours later, after 3 washes with phosphate-buffered saline (PBS), the cells were detached with 1 mL 0.25% (w/v) Trypsin—EDTA (Lonza) for 5 min, centrifuged at 1000× rpm for 5 min, and used for cell counting with Countess™ Automated Cell Counter (Invitrogen, Waltham, MA, USA) to determine the cell attachment. The cell attachment efficiency was defined as (number of attached cells/number of plated cells) × (100%) and expressed as mean ± standard deviations.
The cell growth was determined by MTT assays [
51]. Briefly, an MTT solution (5 mg/mL) was added to each well, where MG63 cells were grown for 24 h on 3 cm
2 AR or EBM surfaces in 3 mL media and were further incubated for 3 h at 37 °C. To dissolve the formazan product of the MTT, cell media was removed and 300 µL/surface of 100% anhydrous isopropanol was added. Following complete extraction of formazan, the samples were removed and the optical density of the obtained solutions was measured at 550 nm with a DTX880 spectrophotometer (Beckman Coulter, Brea, CA, USA). The results were used to calculate cell growth by the OriginLab program.
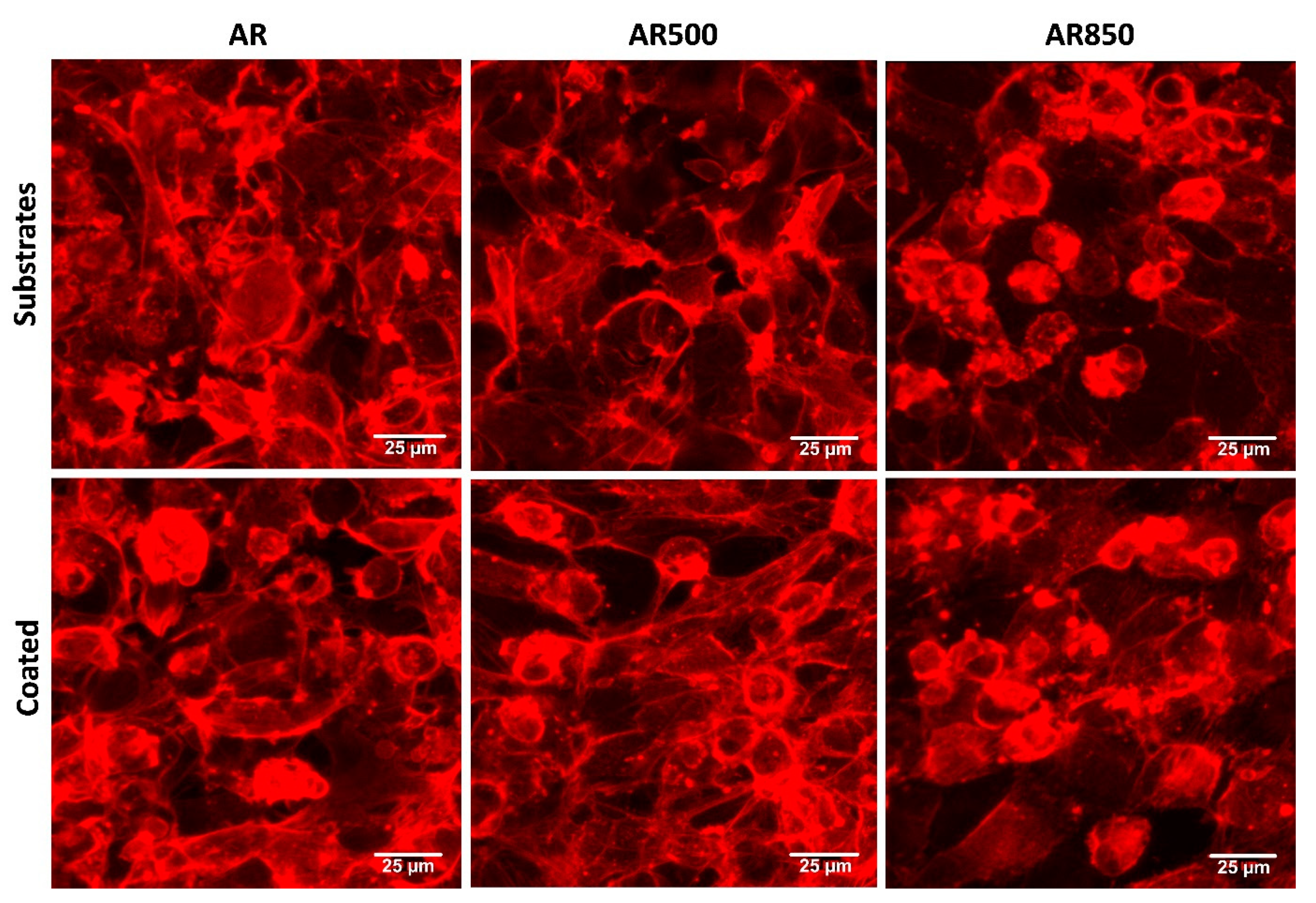
Immunofluorescence was used to observe cell morphology and cytoskeletal distribution.
The cells were seeded with a density of 1 × 104 cells/cm2 in complete DMEM media on the sample surface in 6-well plates. Twenty-four hours later, after three washes with PBS, they were fixed with 4% formaldehyde solution for 20 min. The cell morphology was detected by F-actin staining with AlexaFluor-568 Phalloidin (Invitrogen, USA). Following three washes with PBS and two in water, the slides were mounted in UltraCruz fluorescence mounting medium (Santa Cruz Biotechnology, Dallas, TX, USA). Fluorescence microscopy was performed with Carl Zeiss Axiovert 200M Inverted Microscope.
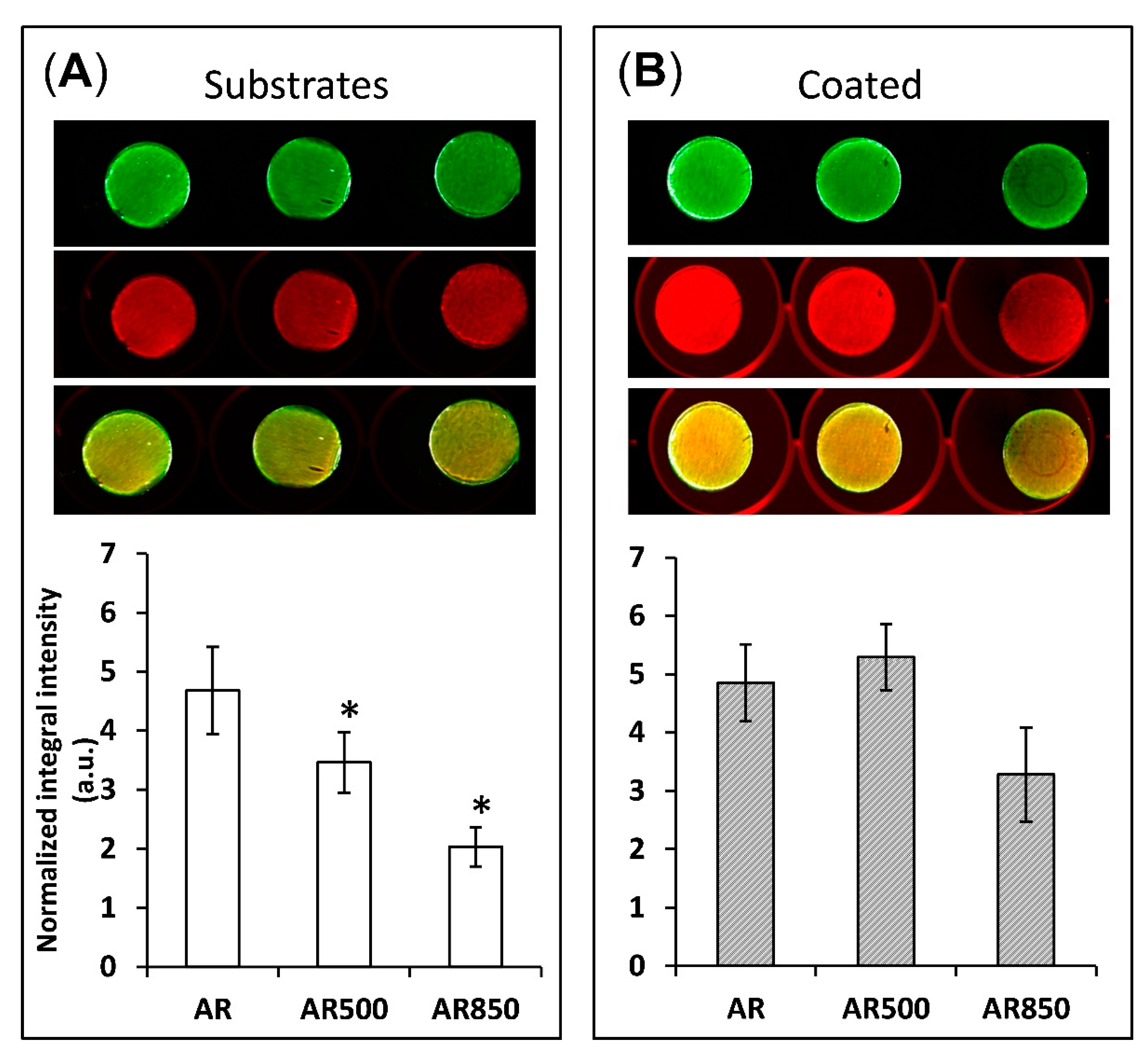
IRDye 800CW BoneTag Optical Probe (Li-Cor) was used to detect the ongoing mineralization process in MG63 cells on AR and EBM surfaces. IRDye 800CW dye has an extended fluorescence signal detection to the near-infrared fluorescent region of the spectrum without affecting the ability of the compound to function as a marker of the mineralization process. NIR fluorescence detection improves the penetration depth due to low cell autofluorescence, translating to low background interference. Following 31 days of growth of MG63 cells on AR or EBM surfaces, the cells were incubated for 24 h with 2 nnol/3 mL IRDye 800CW and fixed with 4% formaldehyde solution for 20 min. The samples were washed with PBS containing 0.02% Triton X-100 to remove the unbound dye. In-Cell Western Assay was used for normalization by a CellTag™ 700 stainings. The fluorescence was detected with Odyssey infrared imaging system equipped with an application software v.3 (Li-Cor).
The data were evaluated by analysis of variance (ANOVA) followed by Bonferroni’s post-hock test. Differences in results at the level of p < 0.05 were considered statistically significant. The statistical analysis was carried out by using PASW 18.0 statistical software package (IBM) for Windows. All experiments were performed in triplicate.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}