Impact of Preheating Temperature on the Separation of Whey Proteins When Combined with Chemical or Bipolar Membrane Electrochemical Acidification



Abstract
:1. Introduction
2. Results
2.1. Electrochemical Acidification Parameters
2.1.1. Duration and System Resistance
2.1.2. Membrane Electrical Conductivity
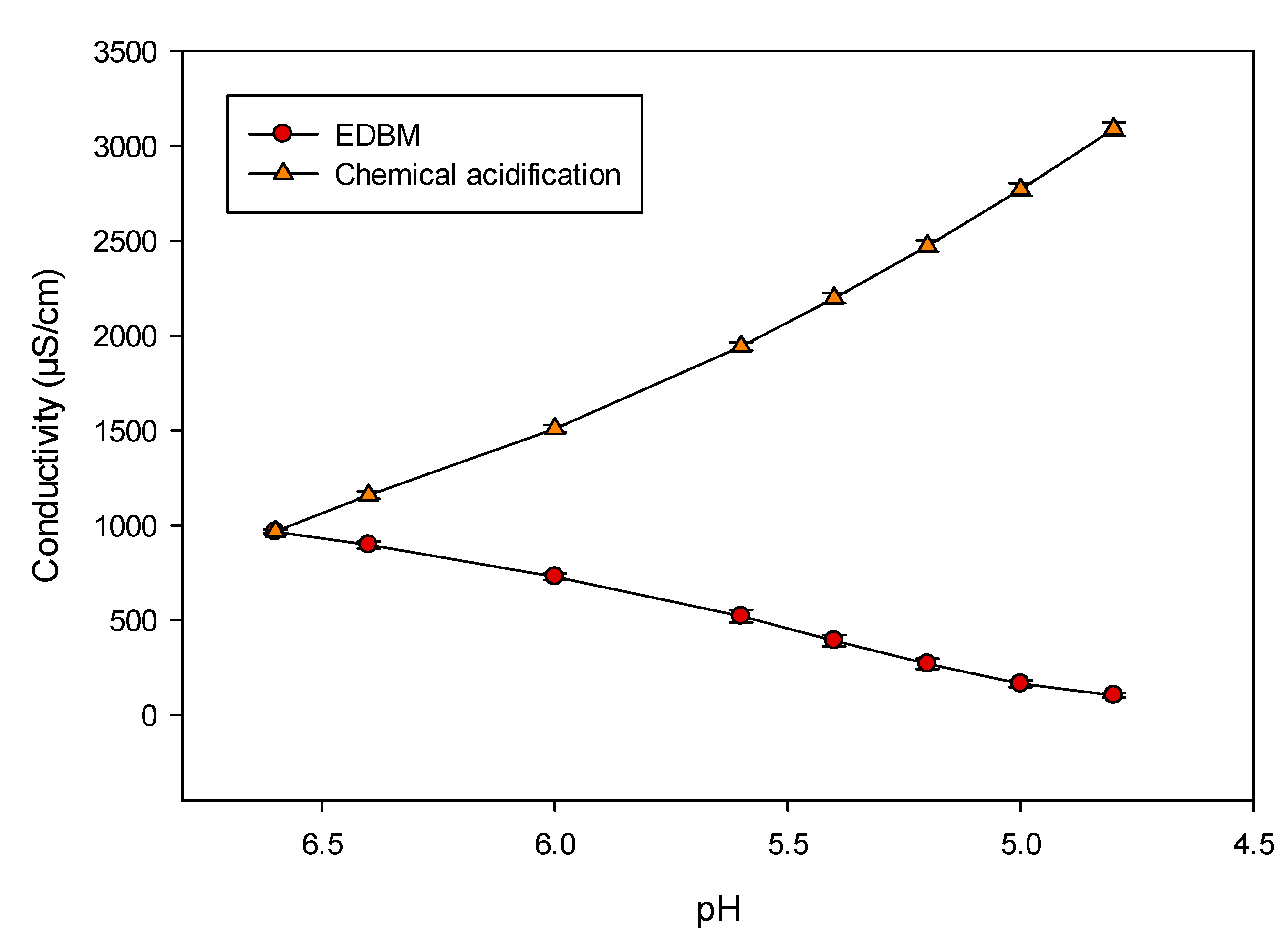
2.2. Whey Protein Solution Parameters: Conductivity and pH Evolution
2.3. Precipitate Analyses
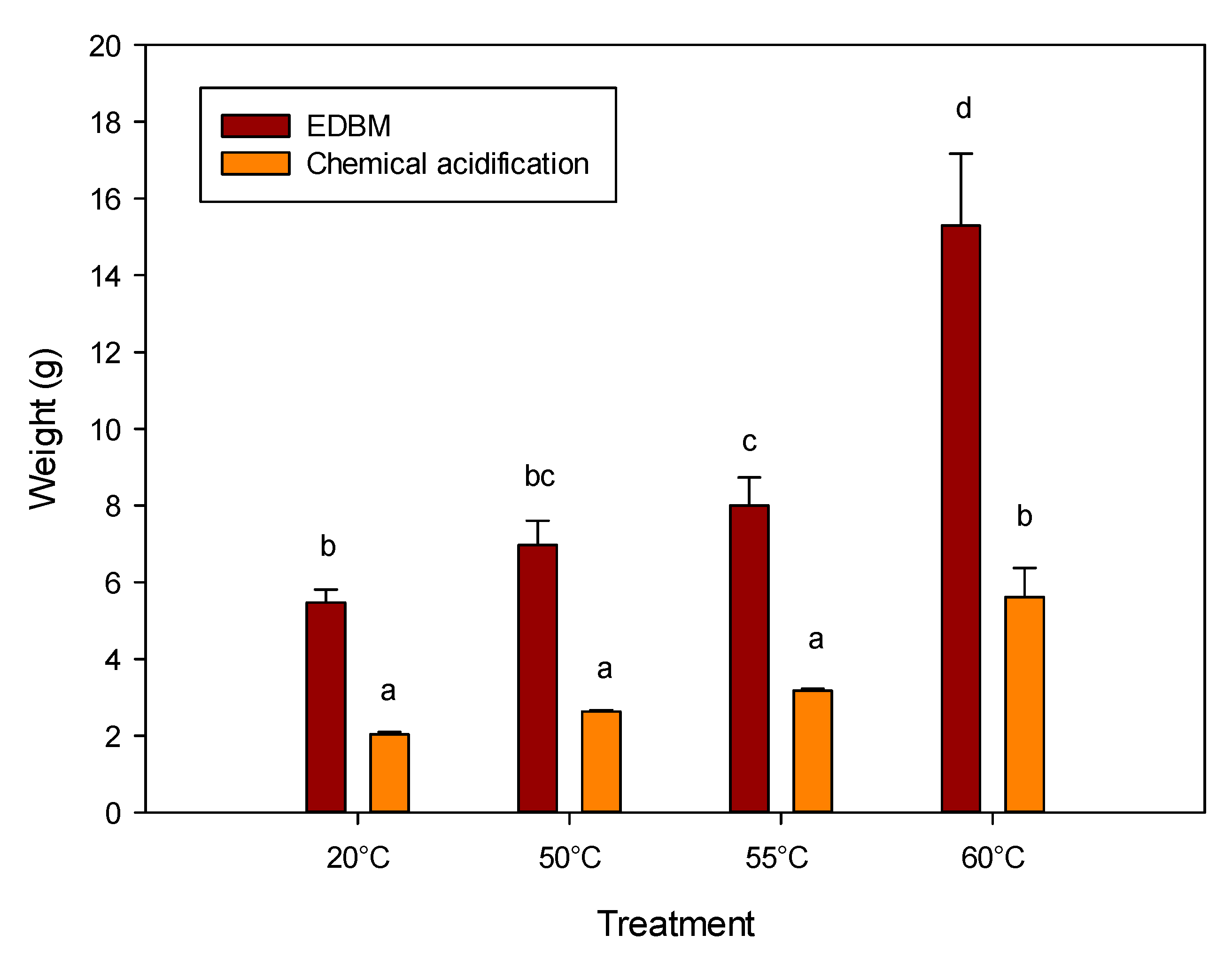
2.3.1. Precipitate Weights
2.3.2. Proximate Composition
2.3.3. Protein Yield
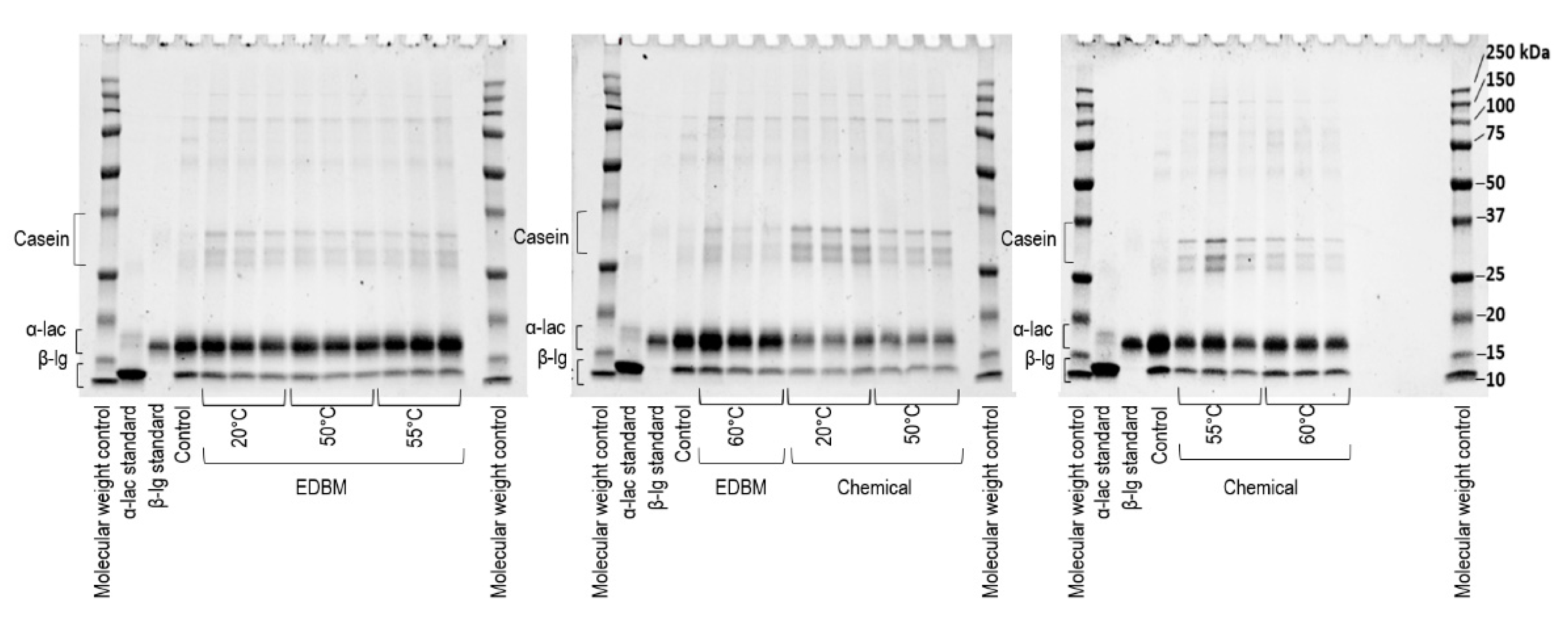
Protein Profile
Ratio of β-lg/α-lac
Protein Recovery Yield
3. Discussion
3.1. Electrochemical Acidification Parameters
3.1.1. Duration and System Resistance
3.1.2. Membrane Electrical Conductivity
3.2. Whey Protein Solution Parameters: Conductivity and pH Evolution
3.3. Precipitates Analyses
3.3.1. Precipitate Weights
3.3.2. Proximate Composition
3.3.3. Protein Yield: Protein Profile, Ratio of β-lg/α-lac and Recovery Yield
Effect of pH
Effect of Mineral Content
Effect of Temperature
4. Materials and Methods
4.1. Material
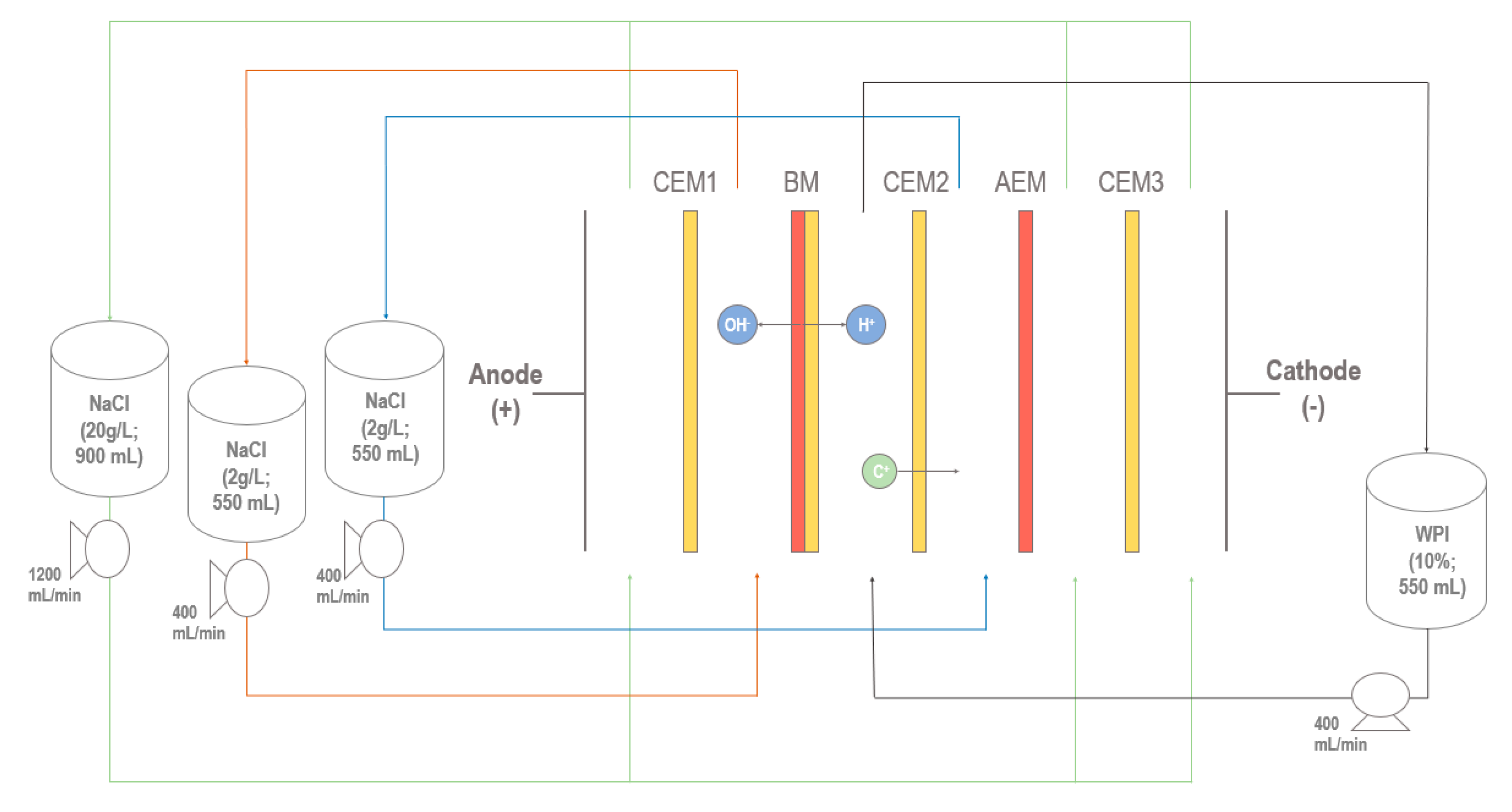
4.2. EDBM Cell Configuration
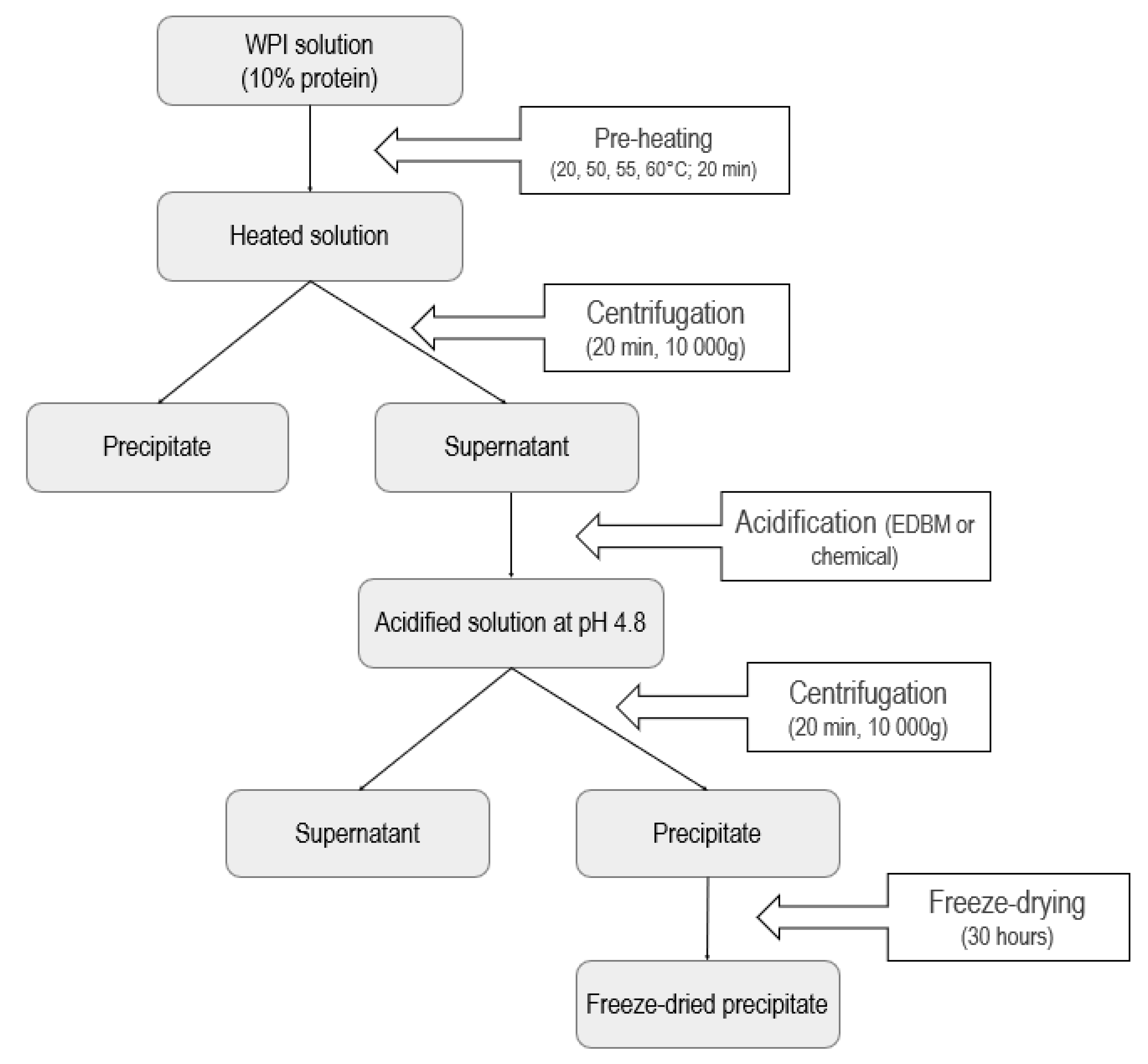
4.3. Experimental Protocol
4.4. Electrochemical Acidification Parameters
4.4.1. System Resistance
4.4.2. Membrane Electrical Conductivity
4.5. Whey Protein Solution Parameters
4.5.1. Conductivity
4.5.2. pH Evolution during Acidification
4.6. Precipitate Analyses
4.6.1. Proximate Composition
4.6.2. Protein Yield
Protein Profiles
Protein Recovery Yield
4.7. Statistical Analyses
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Aguero, R.; Bringas, E.; San Roman, M.; Ortiz, I.; Ibanez, R. Membrane Processes for Whey Proteins Separation and Purification. A Review. Curr. Org. Chem. 2017, 21, 1740–1752. [Google Scholar] [CrossRef]
- Smithers, G.W. Whey-ing up the options–Yesterday, today and tomorrow. Int. Dairy J. 2015, 48, 2–14. [Google Scholar] [CrossRef]
- Cayot, P.; Lorient, D. Structures et Technofonctions des Protéines du Lait; Arilait Recherches: Paris, France, 1998. [Google Scholar]
- O’mahony, J.; Fox, P. Milk proteins: Introduction and historical aspects. In Advanced Dairy Chemistry; Springer: Berlin/Heidelberg, Germany, 2013; pp. 43–85. [Google Scholar]
- Fox, P.; McSweeney, P. Proteins basic aspects. In Advanced Dairy Chemistry; Springer: Berlin/Heidelberg, Germany, 2013; Volume 1A. [Google Scholar]
- Foegeding, E.A.; Davis, J.P.; Doucet, D.; McGuffey, M.K. Advances in modifying and understanding whey protein functionality. Trends Food Sci. Technol. 2002, 13, 151–159. [Google Scholar] [CrossRef]
- Thomas, C.; Romain, J.; Gérard, B. Fondements Physicochimiques de la Technologie Laitière; Lavoisier: Paris, France, 2008. [Google Scholar]
- Kamau, S.M.; Cheison, S.C.; Chen, W.; Liu, X.M.; Lu, R.R. α-Lactalbumin: Its Production Technologies and Bioactive Peptides. Compr. Rev. Food Sci. Food Saf. 2010, 9, 197–212. [Google Scholar] [CrossRef]
- Gerberding, S.J.; Byers, C. Preparative ion-exchange chromatography of proteins from dairy whey. J. Chromatogr. A 1998, 808, 141–151. [Google Scholar] [CrossRef]
- Pearce, R. Thermal separation of [beta]-Lactoglobulin and [alpha]-Lactalbumin in bovine cheddar cheese whey. Aust. J. Dairy Technol. 1983, 38, 144. [Google Scholar]
- Fauquant, J.; Vieco, E.; Brule, G.; Maubois, J.-L. Clarification des lactosérums doux par agrégation thermocalcique de la matière grasse résiduelle. Le Lait 1985, 65, 1–20. [Google Scholar] [CrossRef]
- Bramaud, C.; Aimar, P.; Daufin, G. Optimisation of a whey protein fractionation process based on the selective precipitation of α-lactalbumin. Le Lait 1997, 77, 411–423. [Google Scholar] [CrossRef] [Green Version]
- Al-Mashikh, S.; Nakai, S. Reduction of Beta Lactoglobulin Content of Cheese Whey by Polyphosphate Precipitation. J. Food Sci. 1987, 52, 1237–1240. [Google Scholar] [CrossRef]
- Marciniak, A.; Suwal, S.; Britten, M.; Pouliot, Y.; Doyen, A. The use of high hydrostatic pressure to modulate milk protein interactions for the production of an alpha-lactalbumin enriched-fraction. Green Chem. 2018, 20, 515–524. [Google Scholar] [CrossRef]
- Toro-Sierra, J.; Tolkach, A.; Kulozik, U. Fractionation of α-lactalbumin and β-lactoglobulin from whey protein isolate using selective thermal aggregation, an optimized membrane separation procedure and resolubilization techniques at pilot plant scale. Food Bioprocess Technol. 2013, 6, 1032–1043. [Google Scholar] [CrossRef]
- Amundson, C.; Watanawanichakorn, S.; Hill, C. Production of enriched protein fractions of β-lactoglobulin and α-lactalbumin from cheese whey. J. Food Process. Preserv. 1982, 6, 55–71. [Google Scholar] [CrossRef]
- Mikhaylin, S.; Nikonenko, V.; Pourcelly, G.; Bazinet, L. Hybrid bipolar membrane electrodialysis/ultrafiltration technology assisted by a pulsed electric field for casein production. Green Chem. 2016, 18, 307–314. [Google Scholar] [CrossRef]
- Musale, D.A.; Kulkarni, S.S. Effect of whey composition on ultrafiltration performance. J. Agric. Food Chem. 1998, 46, 4717–4722. [Google Scholar] [CrossRef]
- Mikhaylin, S.; Patouillard, L.; Margni, M.; Bazinet, L. Milk protein production by a more environmentally sustainable process: Bipolar membrane electrodialysis coupled with ultrafiltration. Green Chem. 2018, 20, 449–456. [Google Scholar] [CrossRef]
- Bazinet, L.; Castaigne, F. Concepts de Génie Alimentaire: Procédés Associés et Applications à la Conservation des Aliments; TEC&DOC: Paris, French, 2011; p. 576. [Google Scholar]
- Bazinet, L.; Ippersiel, D.; Mahdavi, B. Fractionation of whey proteins by bipolar membrane electroacidification. Innov. Food Sci. Emerg. Technol. 2004, 5, 17–25. [Google Scholar] [CrossRef]
- Bazinet, L.; Ippersiel, D.; Mahdavi, B. Effect of conductivity control on the separation of whey proteins by bipolar membrane electroacidification. J. Agric. Food Chem. 2004, 52, 1980–1984. [Google Scholar] [CrossRef]
- Bazinet, L.; Ippersiel, D.; Gendron, C.; Beaudry, J.; Mahdavi, B.; Amiot, J.; Lamarche, F. Cationic balance in skim milk during bipolar membrane electroacidification. J. Membr. Sci. 2000, 173, 201–209. [Google Scholar] [CrossRef]
- Dufton, G.; Mikhaylin, S.; Gaaloul, S.; Bazinet, L. Positive impact of pulsed electric field on lactic acid removal, demineralization and membrane scaling during acid whey electrodialysis. Int. J. Mol. Sci. 2019, 20, 797. [Google Scholar] [CrossRef] [Green Version]
- Firdaous, L.; Malériat, J.P.; Schlumpf, J.P.; Quéméneur, F. Transfer of monovalent and divalent cations in salt solutions by electrodialysis. Sep. Sci. Technol. 2007, 42, 931–948. [Google Scholar] [CrossRef]
- Ayala-Bribiesca, E.; Araya-Farias, M.; Pourcelly, G.; Bazinet, L. Effect of concentrate solution pH and mineral composition of a whey protein diluate solution on membrane fouling formation during conventional electrodialysis. J. Membr. Sci. 2006, 280, 790–801. [Google Scholar] [CrossRef]
- Havea, P.; Singh, H.; Creamer, L.K. Heat-induced aggregation of whey proteins: Comparison of cheese WPC with acid WPC and relevance of mineral composition. J. Agric. Food Chem. 2002, 50, 4674–4681. [Google Scholar] [CrossRef]
- Mulvihill, D.; Donovan, M. Whey proteins and their thermal denaturation-a review. Ir. J. Food Sci. Technol. 1987, 11, 43–75. [Google Scholar]
- Wong, N.; LaCroix, D.; McDonough, F. Minerals in whey and whey fractions. J. Dairy Sci. 1978, 61, 1700–1703. [Google Scholar] [CrossRef]
- Gaucheron, F. The minerals of milk. Reprod. Nutr. Dev. 2005, 45, 473–483. [Google Scholar] [CrossRef] [PubMed]
- Aider, M.; Arul, J.; Mateescu, M.-A.; Brunet, S.; Bazinet, L. Electromigration behavior of a mixture of chitosan oligomers at different concentrations. J. Agric. Food Chem. 2006, 54, 10170–10176. [Google Scholar] [CrossRef]
- Xiong, Y.L. Influence of pH and ionic environment on thermal aggregation of whey proteins. J. Agric. Food Chem. 1992, 40, 380–384. [Google Scholar] [CrossRef]
- Fox, P.F.; McSweeney, P.L.; Paul, L. Dairy Chemistry and Biochemistry; Springer: Berlin/Heidelberg, Germany, 1998. [Google Scholar]
- Morgan, F.; Léonil, J.; Mollé, D.; Bouhallab, S.d. Nonenzymatic lactosylation of bovine β-lactoglobulin under mild heat treatment leads to structural heterogeneity of the glycoforms. Biochem. Biophys. Res. Commun. 1997, 236, 413–417. [Google Scholar] [CrossRef]
- Tunick, M.H. Whey protein production and utilization: A brief history. Whey Process. Funct. Health Benefits 2008, 1–13. [Google Scholar] [CrossRef]
- Townend, R.; Timasheff, S.N. Molecular Interactions in β-Lactoglobulin. III. Light Scattering Investigation of the Stoichiometry of the Association between pH 3.7 and 5.22. J. Am. Chem. Soc. 1960, 82, 3168–3174. [Google Scholar] [CrossRef]
- Gottschalk, M.; Nilsson, H.; Roos, H.; Halle, B. Protein self-association in solution: The bovine β-lactoglobulin dimer and octamer. Protein Sci. 2003, 12, 2404–2411. [Google Scholar] [CrossRef] [PubMed]
- Slack, A.; Amundson, C.; Hill, C. Production of enriched β-lactoglobulin and α-lactalbumin whey protein fractions. J. Food Process. Preserv. 1986, 10, 19–30. [Google Scholar] [CrossRef]
- Lucena, M.E.; Alvarez, S.; Menéndez, C.; Riera, F.A.; Alvarez, R. α-Lactalbumin precipitation from commercial whey protein concentrates. Sep. Purif. Technol. 2007, 52, 446–453. [Google Scholar]
- Permyakov, E.A.; Berliner, L.J. α-lactalbumin: Structure and function. Febs Lett. 2000, 473, 269–274. [Google Scholar] [CrossRef] [Green Version]
- Tolkach, A.; Steinle, S.; Kulozik, U. Optimization of Thermal Pretreatment Conditions for the Separation of Native α-Lactalbumin from Whey Protein Concentrates by Means of Selective Denaturation of β-Lactoglobulin. J. Food Sci. 2006, 70, E557–E566. [Google Scholar] [CrossRef]
- Cifuentes-Araya, N.; Pourcelly, G.; Bazinet, L. Impact of pulsed electric field on electrodialysis process performance and membrane fouling during consecutive demineralization of a model salt solution containing a high magnesium/calcium ratio. J. Colloid Interface Sci. 2011, 361, 79–89. [Google Scholar] [CrossRef]
- Hiraoka, Y.; Itoh, K.; Taneya, S. Demineralization of cheese whey and skimmed milk by electrodialysis with ion exchange membranes. Milchwissenschaft 1979, 34, 45–51. [Google Scholar]
- AOAC. Official Methods of Analysis, 15th ed.; Association of Official Analytical Chemists: Washington, DC, USA, 1990. [Google Scholar]
- Masson, F.-A.; Mikhaylin, S.; Bazinet, L. Production of calcium-and magnesium-enriched caseins and caseinates by an ecofriendly technology. J. Dairy Sci. 2018, 101, 7002–7012. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guidelines, I. Milk and Milk Products—Determination of Lactose Content by High-Performance Liquid Chromatography; ISO 22662:2007 (IDF 198:2007); ISO: Geneva, Switzerland, 2007. [Google Scholar]
- AOAC. Official Methods of Analysis of AOAC International; Association of Official Analytical Chemists: Washington, DC, USA, 1995. [Google Scholar]
- Pelegrine, D.; Gasparetto, C. Whey proteins solubility as function of temperature and pH. Lwt-Food Sci. Technol. 2005, 38, 77–80. [Google Scholar] [CrossRef]
- De Wit, J.; Van Kessel, T. Effects of ionic strength on the solubility of whey protein products. A colloid chemical approach. Food Hydrocoll. 1996, 10, 143–149. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Membrane | Conductivity (mS/cm) | Variation (%) | |
|---|---|---|---|
| Before | After | ||
| CEM 1 | 8.6 ± 0.3 a* | 8.1 ± 0.5 a | −5.9 ± 6.0 B |
| BM | 5.1 ± 0.1 b | 4.8 ± 0.1 a | −5.3 ± 3.1 B |
| CEM 2 | 8.5 ± 0.3 b | 5.6 ± 0.1 a | −34.5 ± 2.6 C |
| AEM | 5.0 ± 0.1 a | 5.2 ± 0.1 b | 4.2 ± 2.4 A |
| CEM 3 | 8.6 ± 0.2 b | 7.9 ± 0.4 a | −8.6 ± 5.6 B |
| EDBM | Chemical Acidification | Control ** | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 20 °C | 50 °C | 55 °C | 60 °C | 20 °C | 50 °C | 55 °C | 60 °C | ||
| Proteins | 97.56 ± 1.00 ab, A * | 96.89 ± 0.52 ab, A | 97.19 ± 0.36 ab, A | 97.59 ± 1.32 ab, A | 98.04 ± 0.78 ab, A | 98.26 ± 0.64 ab, A | 97.85 ± 0.21 ab, A | 98.69± 0.65 b, A | 96.31 ± 0.11 a |
| Ashes | 0.45 ± 0.02 a, B | 0.43 ± 0.02 a, B | 0.43 ± 0.01 a, B | 0.37 ± 0.03 a, A | 1.03 ± 0.04 b, B | 1.02 ± 0.02 b, B | 0.99 ± 0.04 b, AB | 0.94 ± 0.01 b, A | 1.83 ± 0.06 c |
| Ca | 0.041 ± 0.010 a, A | 0.056 ± 0.013 a, A | 0.058 ± 0.009 a, A | 0.039 ± 0.003 a, A | 0.258 ± 0.020 b, A | 0.267 ± 0.005 bc, A | 0.270 ± 0.006 bc, A | 0.304 ± 0.005 c, B | 0.660 ± 0.034 d |
| K | 0.018 ± 0.013 a, A | 0.019 ± 0.011 a, A | 0.020 ± 0.012 a, A | 0.011 ± 0.010 a, A | 0.107 ± 0.005 b, A | 0.127 ± 0.013 bc, AB | 0.141 ± 0.007 bc, B | 0.150 ± 0.014 c, B | 0.276 ± 0.023 d |
| Mg | 0.009 ± 0.010 a, A | 0.005 ± 0.002 a, A | 0.012 ± 0.006 a, A | 0.002 ± 0.000 a, A | 0.031 ± 0.008 b, A | 0.038 ± 0.001 b, AB | 0.039 ± 0.001 b, AB | 0.043 ± 0.001 b, B | 0.098 ± 0.004 c |
| Na | 0.108 ± 0.121 ab, A | 0.035 ± 0.012 a, A | 0.164 ± 0.063 ab. A | 0.021 ± 0.014 a, A | 0.124 ± 0.066 ab, A | 0.095 ± 0.011 a, A | 0.105 ± 0.032 ab, A | 0.119 ± 0.009 ab, A | 0.259 ± 0.043 b |
| P | 0.152 ± 0.085 abc, A | 0.129 ± 0.043 ab, A | 0.211 ± 0.023 bc, A | 0.066 ± 0.014 a, A | 0.460 ± 0.020 f, C | 0.453 ± 0.009 f, C | 0.421 ± 0.002 ef, B | 0.333 ± 0.011 de, A | 0.245 ± 0.009 cd |
| Lipids | 0.19 ± 0.01 a, A | 0.16 ± 0.03 a, A | 0.19 ± 0.02 a, A | 0.18 ± 0.01 a, A | 0.16 ± 0.02 a, A | 0.18 ± 0.02 a, A | 0.18 ± 0.02 a, A | 0.14 ± 0.01 a, A | 0.16 ± 0.01 a |
| Lactose | 0.16 ± 0.01 a, A | 0.20 ± 0.02 ab, B | 0.20 ± 0.01 ab, B | 0.20 ± 0.01 ab, B | 0.21 ± 0.01 b, A | 0.24 ± 0.02 b, A | 0.24 ± 0.02 b, A | 0.30 ± 0.01 c, B | 0.77 ± 0.01 d |
| Total | 98.35 ± 1.04 ab | 97.68 ± 0.59 a | 98.01 ± 0.41 ab | 98.34 ± 1.37 ab | 99.44 ± 0.84 ab | 99.71 ± 0.70 ab | 99.26 ± 0.29 ab | 100.07 ± 0.69 b | 99.07 ± 0.18 ab |
| EDBM | Chemical Acidification | Control | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 °C | 50 °C | 55 °C | 60 °C | 20 °C | 50 °C | 55 °C | 60 °C | |||
| Purity (%) | β-lg | 78.32 ± 0.68 c, A* | 82.25 ± 1.60 d, B | 82.28 ± 0.26 d, B | 81.75 ± 0.33 d, B | 74.12 ± 0.80 a, BC | 74.13 ± 0.63 a, C | 72.29 ± 0.79 ab, AB | 70.94 ± 0.55 b, A | 74.23 ± 0.24 a |
| α-lac | 21.68 ± 0.68 b, B | 17.75 ± 1.60 a, A | 17.72 ± 0.26 a, A | 18.43 ± 0.33 a, A | 25.88 ± 0.80 c, AB | 25.87 ± 0.63 c, A | 27.71 ± 0.79 cd, BC | 29.06 ± 0.55 d, C | 25.77 ± 0.24 c | |
| Weight of protein (g) | β-lg | 3.95 ± 0.21 bc, A | 5.52 ± 0.42 cd, AB | 6.38 ± 0.56 d, B | 11.95 ± 1.46 e, C | 1.48 ± 0.05 a, A | 1.90 ± 0.01 a, AB | 2.24 ± 0.01 a, B | 3.87 ± 0.49 b, C | 33.40 ± 0.11 f |
| α-lac | 1.09 ± 0.02 bcd, A | 1.20 ± 0.21 cde, A | 1.37 ± 0.13 de, A | 2.70 ± 0.32 f, B | 0.52 ± 0.02 a, A | 0.66 ± 0.03 ab, AB | 0.85 ±0.03 abc, B | 1.59 ± 0.24 e, C | 11.59 ± 0.11 g | |
| Ratio β/α | 3.62 ± 0.14 b, A | 4.66 ± 0.49 c, B | 4.64 ± 0.08 c, B | 4.43 ± 0.10 c, B | 2.87 ± 0.12 a, A | 2.87 ± 0.10 a, A | 2.62 ± 0.10 a, B | 2.44 ± 0.06 a, B | 2.88 ± 0.04 a | |
| Total protein | 5.05 ± 0.23 bc, A | 6.72 ± 0.61 cd, AB | 7.75 ± 0.68 d, B | 14.65 ± 1.78 e, C | 1.99 ± 0.05 a, A | 2.57 ± 0.04 a, AB | 3.10 ±0.04 ab, B | 5.47 ± 0.73 c, C | 45.00 ± 0.00 f | |
| Recovery yield (%) | β-lg | 11.83 ± 0.64c, A | 16.53 ± 1.24 cd, AB | 19.09 ± 1.67 d, B | 35.78 ± 4.39 e, C | 4.42 ± 0.14 a, A | 5.70 ± 0.03 a, AB | 6.70 ± 0.04 ab, B | 11.60 ± 1.46 bc, C | - |
| α-lac | 9.42 ± 0.19 bcd, A | 10.33 ± 1.80 cde, A | 11.85 ± 1.12 de, A | 23.27 ± 2.76 f, B | 4.44 ± 0.15 a, A | 5.73 ± 0.22 ab, AB | 7.40 ± 0.30 abc, B | 13.72 ± 2.08 e, C | - | |
| Total protein | 11.21 ± 0.52 bc, A | 14.93 ±1.35 cd, AB | 17.22 ± 1.52 d, B | 32.56 ± 3.96 e, C | 4.42 ± 0.12 a, A | 5.71 ± 0.08 a, AB | 6.88 ± 0.09 ab, B | 12.15 ± 1.62 c, C | - | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aspirault, C.; Doyen, A.; Bazinet, L. Impact of Preheating Temperature on the Separation of Whey Proteins When Combined with Chemical or Bipolar Membrane Electrochemical Acidification. Int. J. Mol. Sci. 2020, 21, 2792. https://doi.org/10.3390/ijms21082792
Aspirault C, Doyen A, Bazinet L. Impact of Preheating Temperature on the Separation of Whey Proteins When Combined with Chemical or Bipolar Membrane Electrochemical Acidification. International Journal of Molecular Sciences. 2020; 21(8):2792. https://doi.org/10.3390/ijms21082792
Chicago/Turabian StyleAspirault, Claudie, Alain Doyen, and Laurent Bazinet. 2020. "Impact of Preheating Temperature on the Separation of Whey Proteins When Combined with Chemical or Bipolar Membrane Electrochemical Acidification" International Journal of Molecular Sciences 21, no. 8: 2792. https://doi.org/10.3390/ijms21082792