


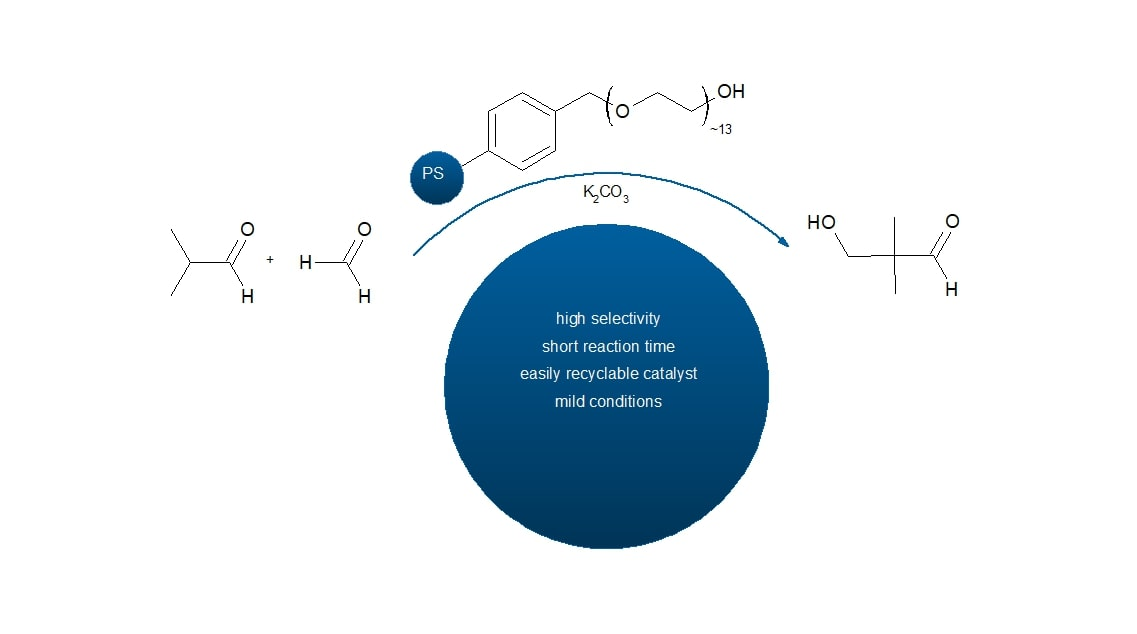
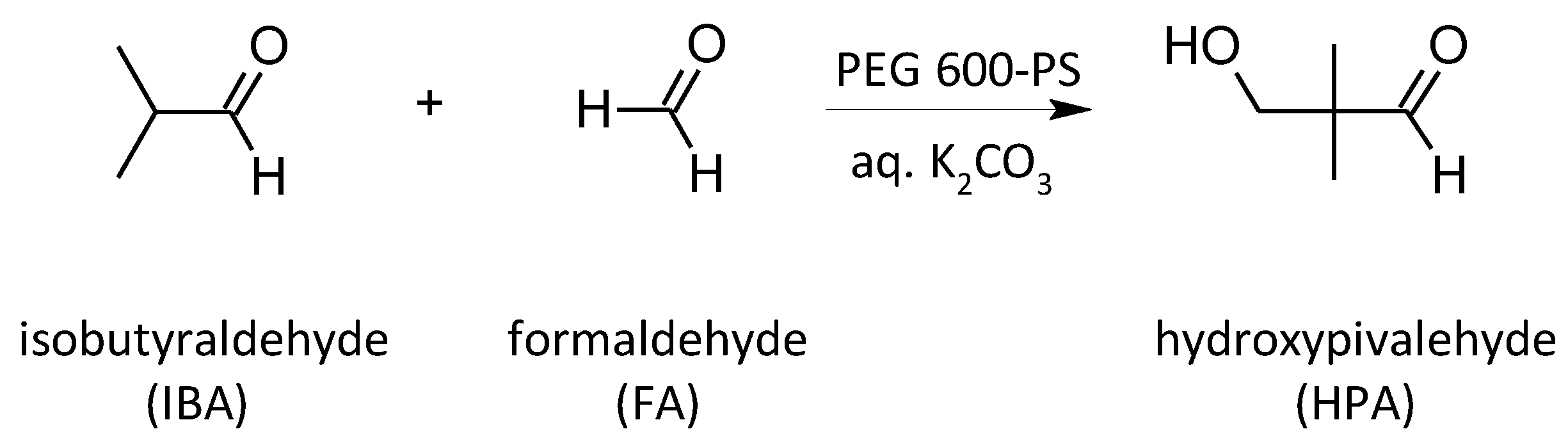
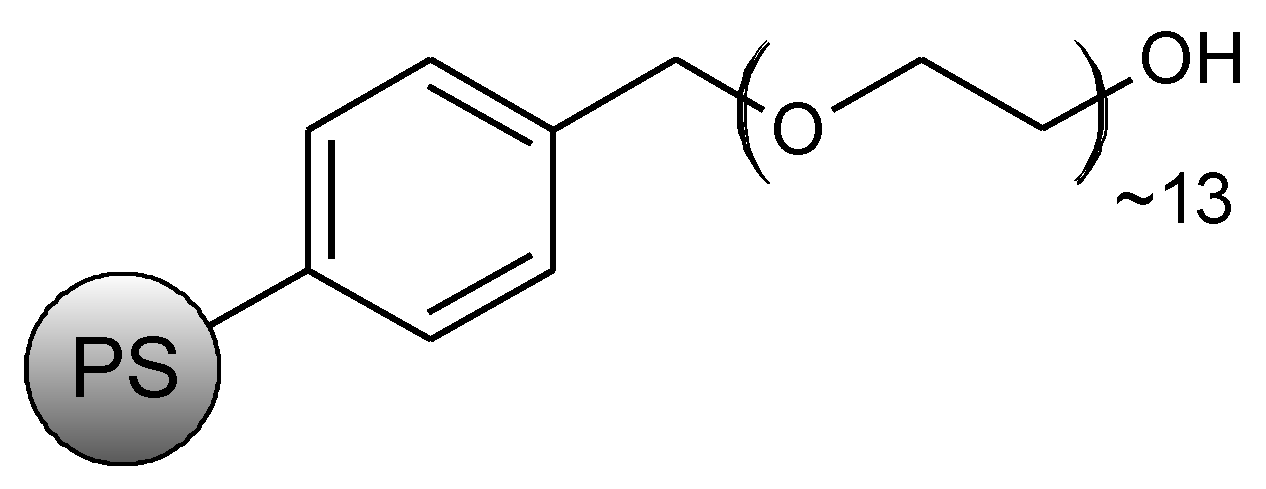
Polymer-Supported Poly(Ethylene Glycol) as a Phase-Transfer Catalyst for Cross-Aldol Condensation of Isobutyroaldehyde and Formaldehyde

Abstract
:
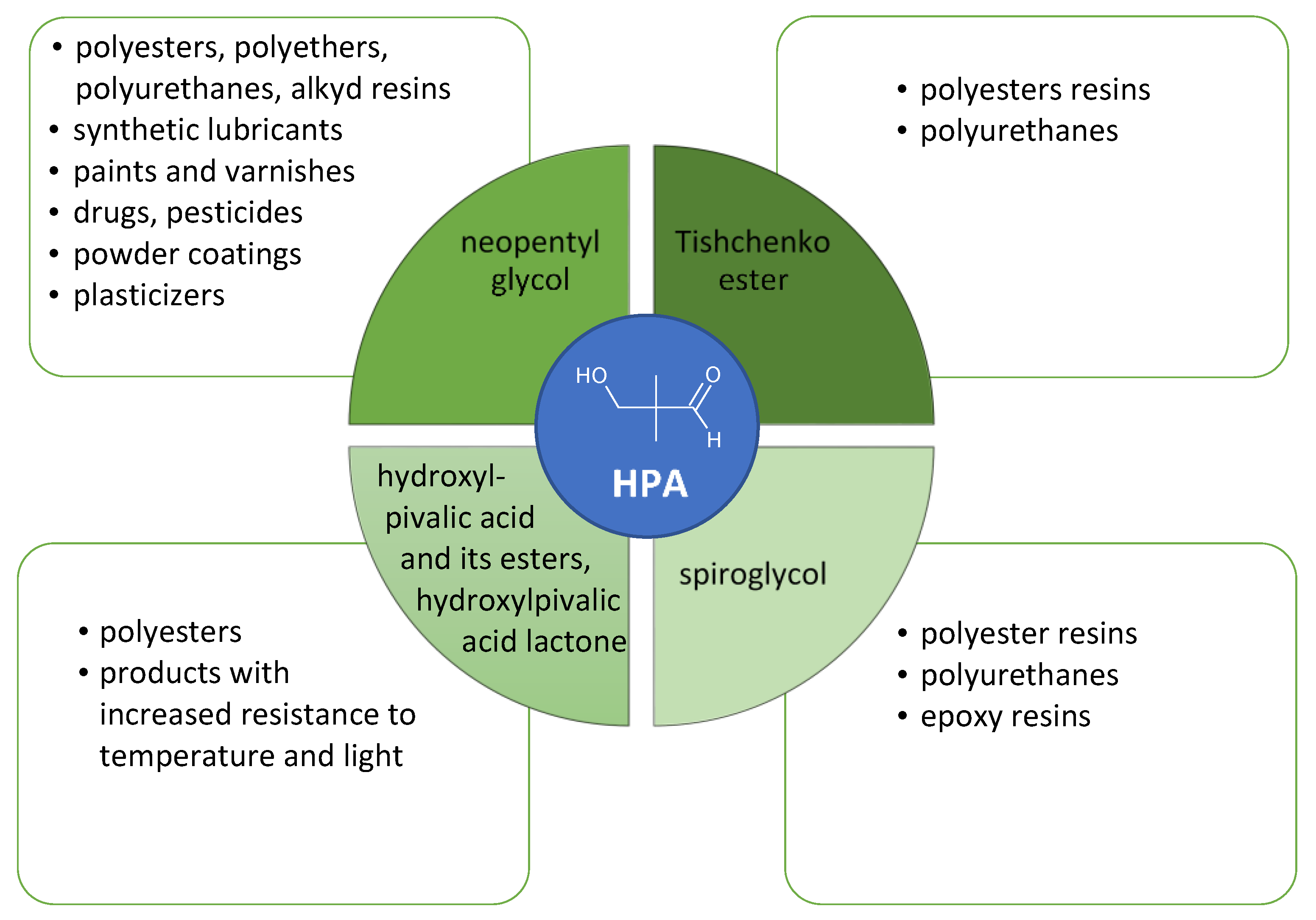
1. Introduction
2. Results and Discussion
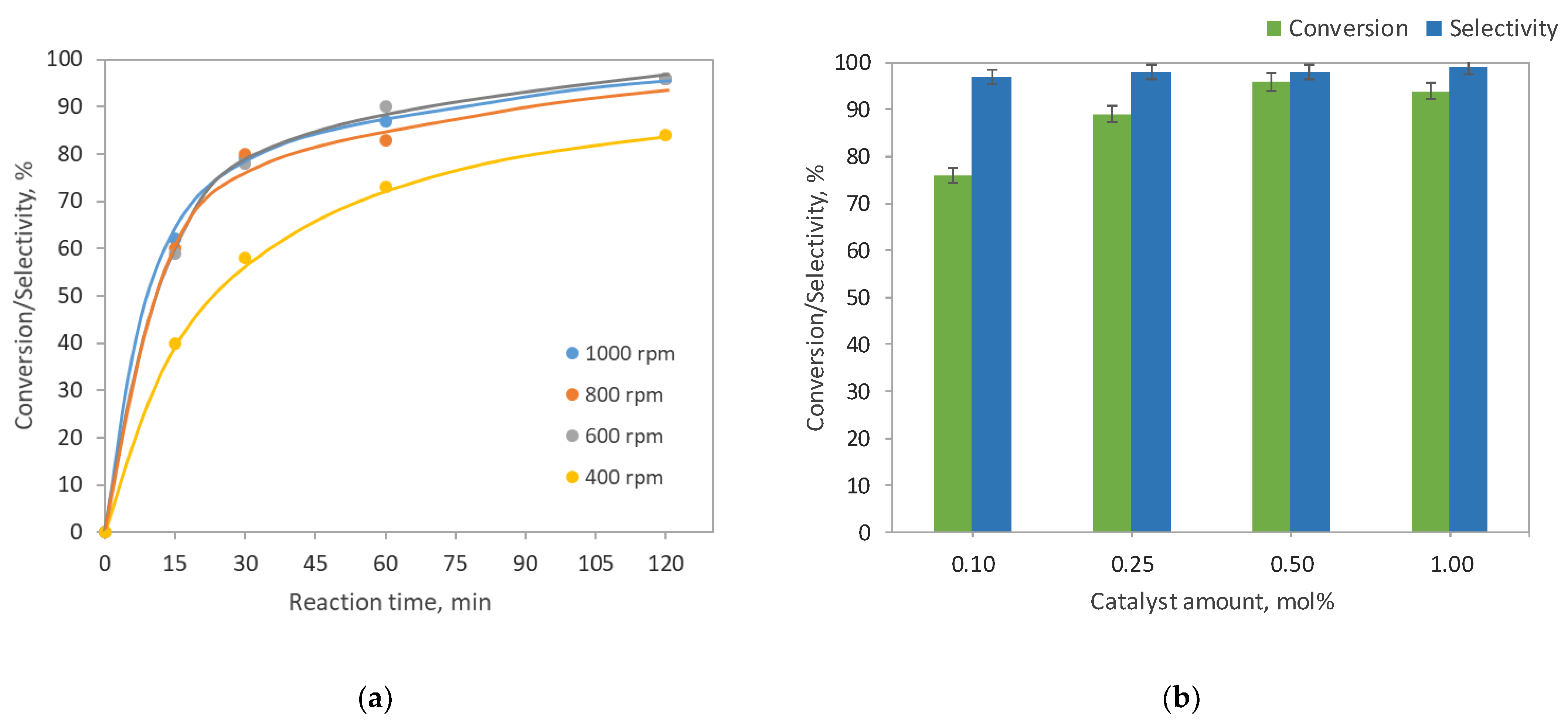
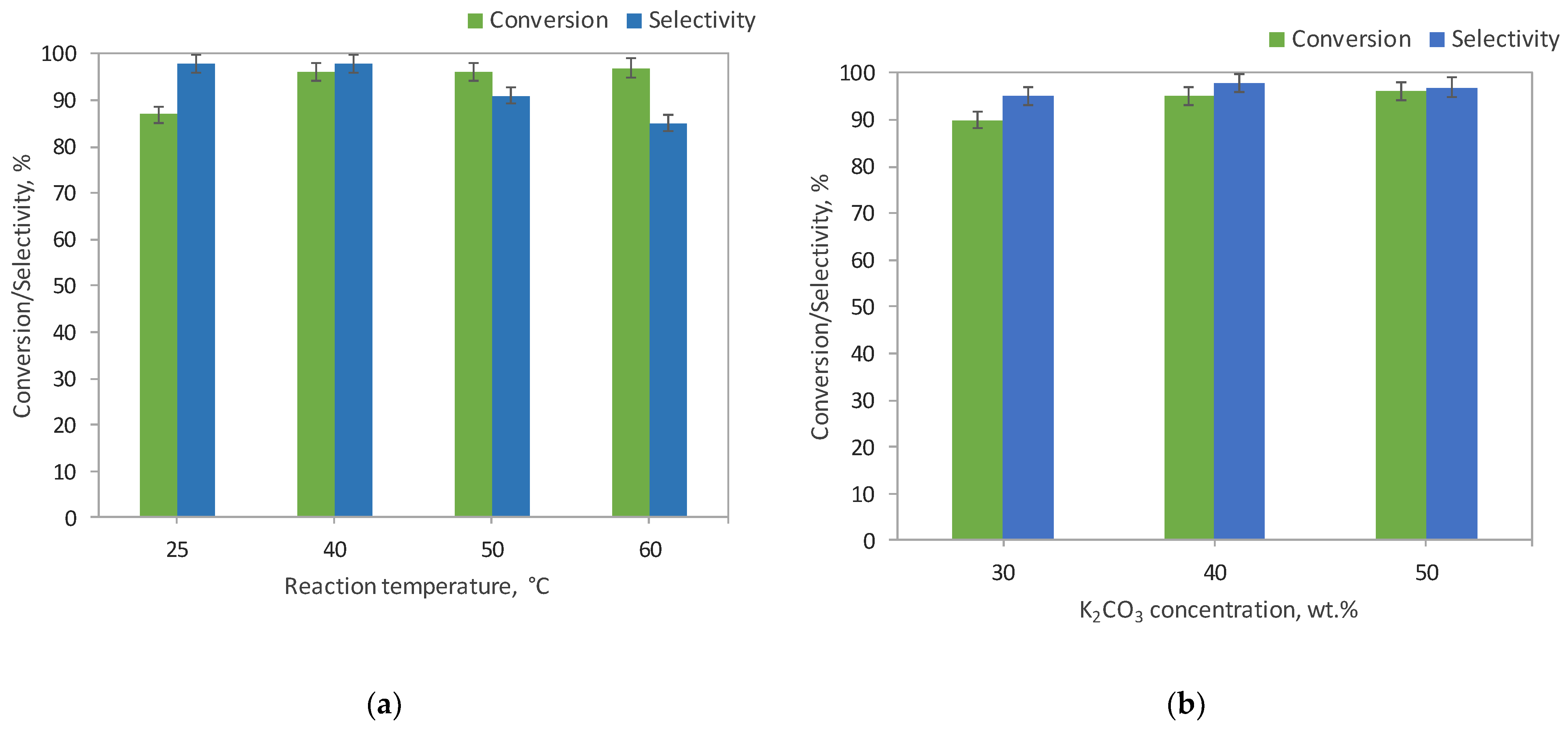
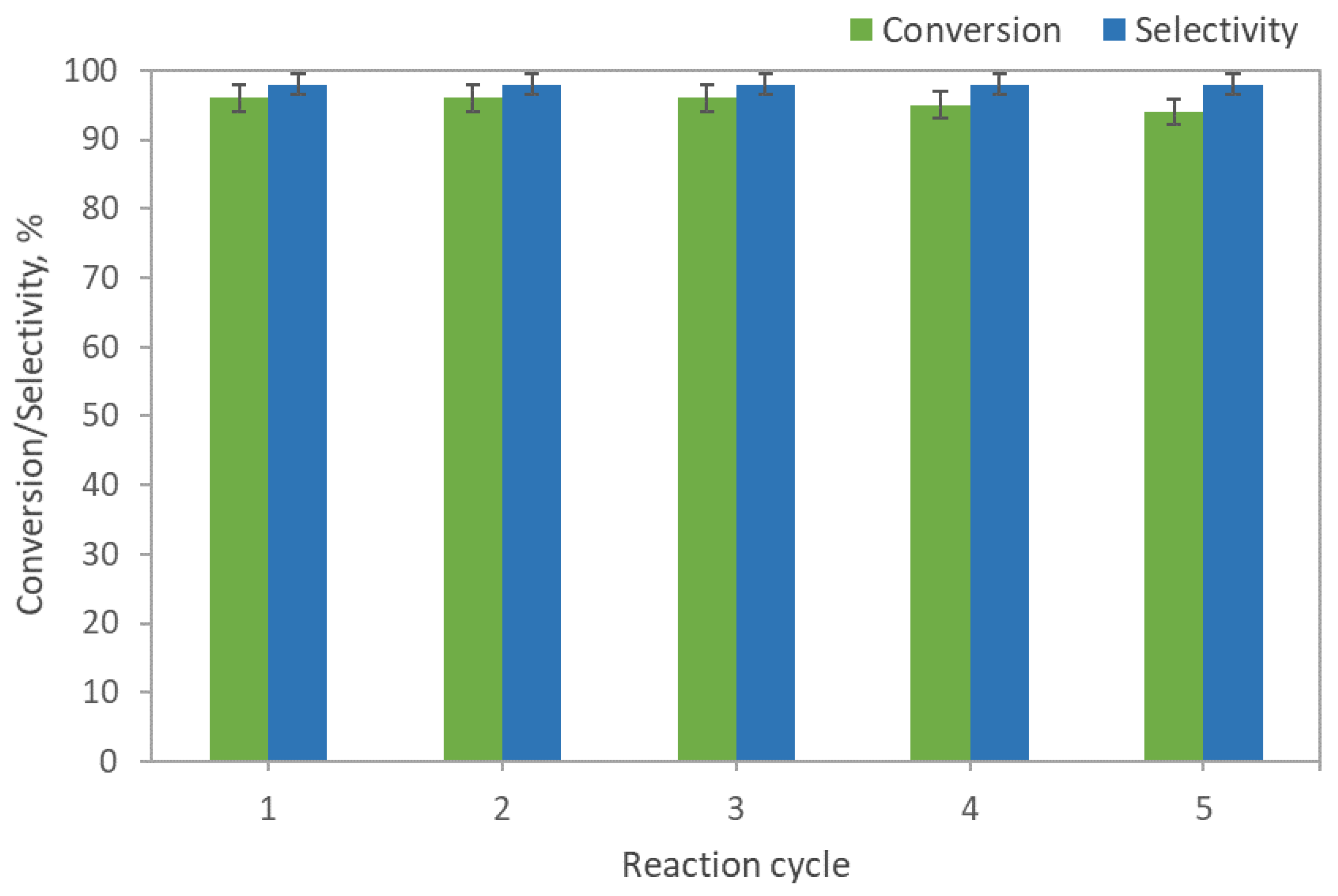
2.1. Batch System
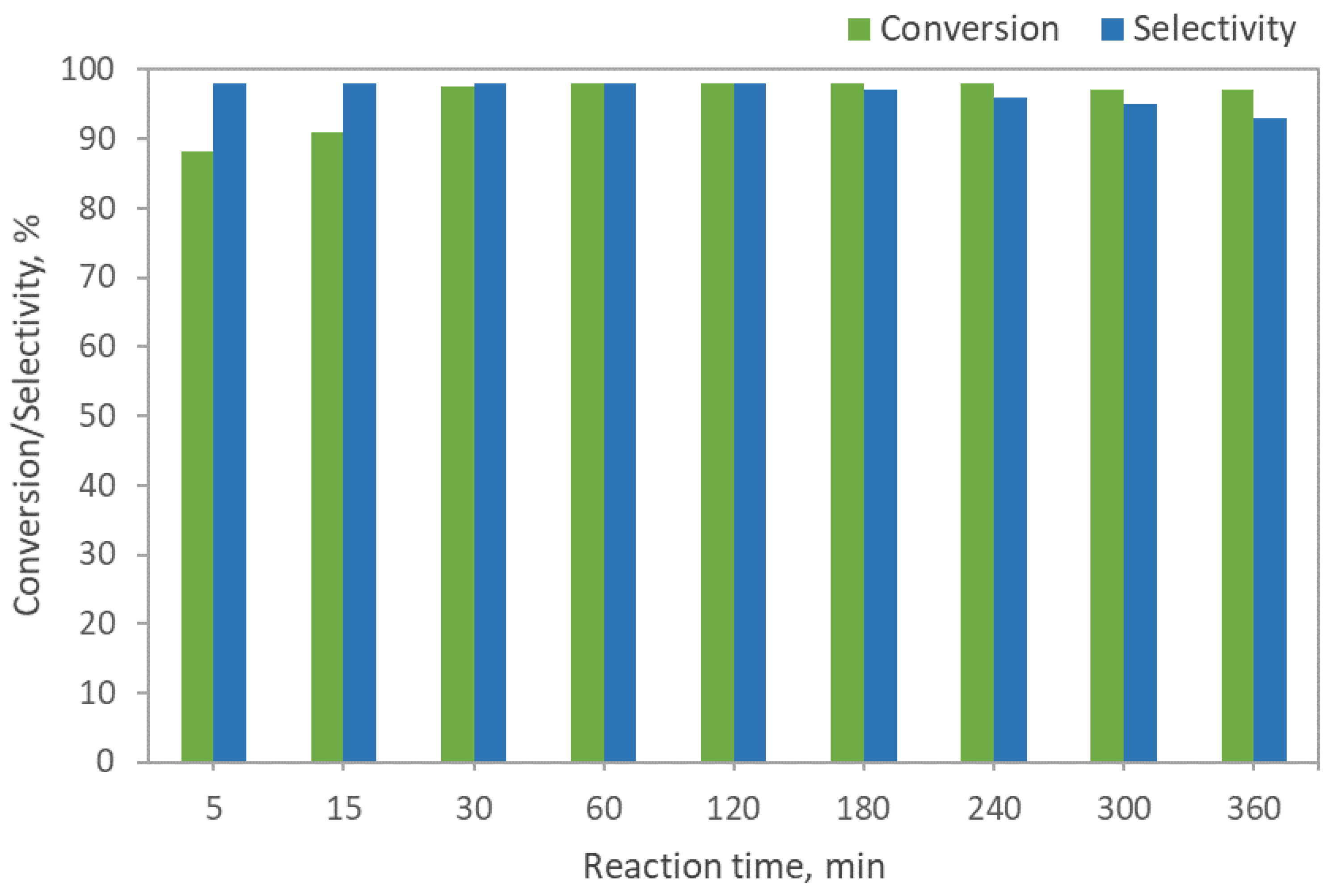
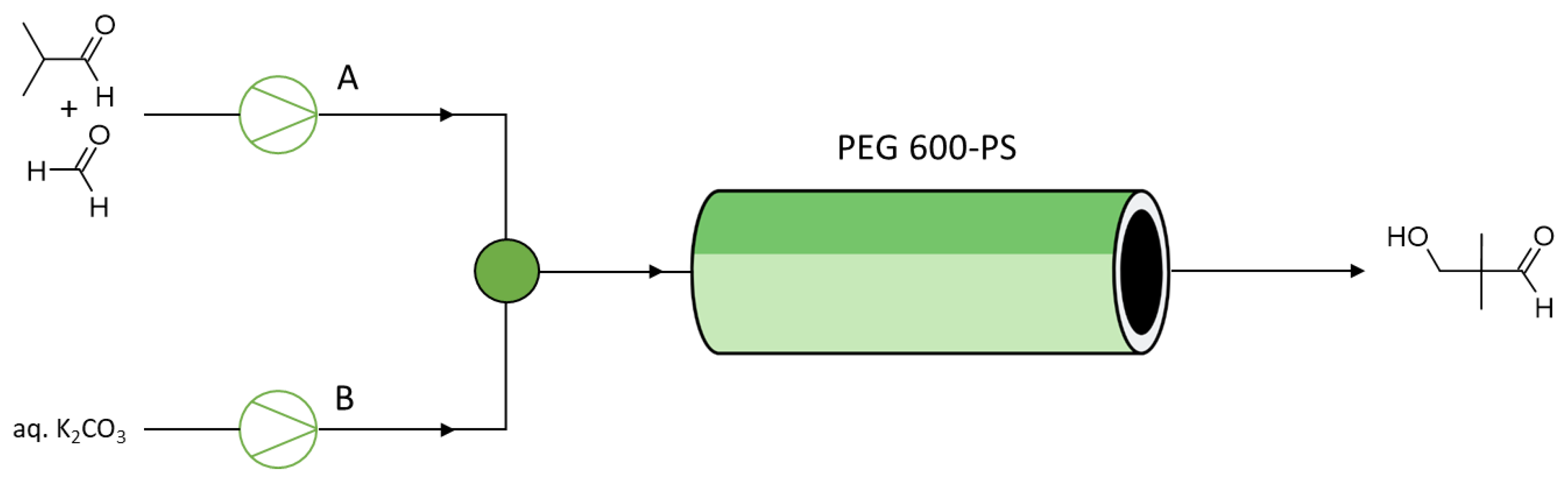
2.2. Test in a Flow Reactor
3. Materials and Methods
3.1. Chemicals
3.2. Apparatus
3.3. Experimental Procedure
3.3.1. A Batch Procedure
3.3.2. A Flow Procedure
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhaumik, K.; Lakhete, P.P.; Sreeramagiri, S.; Sanapur, G. Hydroxypivaldehyde Synthesis with a Static Mixer Continuous Flow Reactor. WO Patent WO 2020/212805, 22 October 2020. [Google Scholar]
- Wei, X.; Wang, Y.; Yan, H.; Jiang, C.; Xu, T. A sustainable valorization of neopentyl glycol salt waste containing sodium formate via bipolar membrane electrodialysis. Sep. Purif. Technol. 2021, 254, 117563. [Google Scholar] [CrossRef]
- Buijssen, P.F.A.; Paauwe, J.M.; Posthuma-Van-Tent, C.; Verhoef, H.J.; Cuijpers, J. Powder Coating Composition Comprising a Polyester and a β-Hydroxyalkylamide as Crosslinker. Patent US 9,169,419, 27 October 2015. [Google Scholar]
- Zhou, J.; Baker, L.T. Curable Polyester Polyols and Their Use in Thermosetting Soft Feel Coating Formulations. Patent US 10,011,737, 3 July 2018. [Google Scholar]
- Monasterska, E.; Siewniak, A.; Pankalla, E.; Chrobok, A. Synthesis and application of hydroxypivaldehyde. Przem. Chem. 2021, 100, 62–66. [Google Scholar] [CrossRef]
- Monasterska, E.; Chrobok, A.E.; Pankalla, E.; Siewniak, A. Development of Methods for the Synthesis of Neopentyl Glycol by Hydrogenation of Hydroxypivaldehyde. Molecules 2021, 26, 5822. [Google Scholar] [CrossRef] [PubMed]
- O’Young, D.L.; Wibowo, C.; Chan, Y.C. System and Method for Producing Neopentyl Glycol. Patent US 10,336,672, 2 July 2019. [Google Scholar]
- Wernersson, M.; Ngo, L.M. Process for Production of a Spiroglycol. WO 2016/209140, 29 December 2016. [Google Scholar]
- Masahiro, Y. Method for Producing Diol Having Cyclic Acetal Skeleton. Patent US 10,370,384, 6 August 2019. [Google Scholar]
- Virgili, A.; Granados, A.; Jaime, C.; Suárez-López, R.; Parella, T.; Monteagudo, E. Evidence of Enantiomers of Spiroglycol. Distinction by Using α,α′-Bis (trifluoromethyl)-9,10-anthracenedimethanol as a Chiral Solvating Agent and by Derivatization with Chiral Acids. J. Org. Chem. 2020, 85, 7247–7257. [Google Scholar] [CrossRef] [PubMed]
- Wessely, L. Über ein Aldol aus Isobutyr- und Formaldehyd. Monatsh Chem. 1900, 21, 216–234. [Google Scholar] [CrossRef]
- Stiller, E.T.; Harris, S.A.; Finkelstein, J.; Keresztesy, J.C.; Folkers, K. Pantothenic Acid. VIII. The Total Synthesis of Pure Pantothenic Acid. J. Am. Chem. Soc. 1940, 62, 1785–1790. [Google Scholar] [CrossRef]
- Thompson, W.P. Improvements in the Preparation of Mixed Aldols. Patent GB 834100, 4 May 1960. [Google Scholar]
- Hampton, K.W.; Brown, E.H. Preparation of Hydroxy Aldehydes. Patent WO 2014/120480, 7 August 2014. [Google Scholar]
- Choi, J.; Jung, S.M.; Lee, K.H.; Moon, J.J.; Kim, Y.J.; Moon, K.I. Process for the Continuous Production of Neopentyl Glycol. Patent WO 98/17614, 30 April 1998. [Google Scholar]
- Amemiya, J.; Watanabe, M.; Kuzuhara, I. Method of Producing High-Purity Hydroxypivalaldehyde and/or Dimer Thereof. Patent EP 1,752,439, 14 February 2007. [Google Scholar]
- Tike, M.A.; Gharde, A.M.; Mahajani, V.V. Studies to aid process development for the manufacture of neopentyl glycol from isobutyraldehyde: Aldol condensation followed by hydrogenation. Asia-Pac. J. Chem. Eng. 2008, 3, 333–346. [Google Scholar] [CrossRef]
- Kleineberg, H.; Eisenacher, M.; Lange, H.; Strutz, H.; Palkovits, R. Perovskites and metal nitrides as catalysts in the base-catalysed aldol addition of isobutyraldehyde to formaldehyde. Catal. Sci. Technol. 2016, 6, 6057–6065. [Google Scholar] [CrossRef]
- Wang, H.; Bing, W.C.; Chen, Y.; Yang, M.; Xu, L.; Chen, L.; Zheng, X.; Li, X.; Zhang, J.; Yin, M.; et al. Geometric effect promoted hydrotalcites catalysts towards aldol condensation reaction. Chin. J. Catal. 2020, 41, 1279–1287. [Google Scholar] [CrossRef]
- Bing, W.; Zheng, L.; He, S.; Rao, D.; Xu, M.; Zheng, L.; Wang, B.; Wang, Y.; Wei, M. Insights on Active Sites of CaAl-Hydrotalcite as a High-Performance Solid Base Catalyst toward Aldol Condensation. ACS Catal. 2018, 8, 656–664. [Google Scholar] [CrossRef]
- Zheng, L.; Bing, W.; Wang, H.; Zheng, L.; Rao, D.; Yang, Y.; Wang, B.; Wang, Y.; Wei, M. A CaMnAl-hydrotalcite solid basic catalyst toward the aldol condensation reaction with a comparable level to liquid alkali catalysts. Green Chem. 2018, 20, 3071–3080. [Google Scholar] [CrossRef]
- Mąkosza, M.; Fedoryński, M. Interfacial Processes—The Key Steps of Phase Transfer Catalyzed Reactions. Catalysts 2020, 10, 1436. [Google Scholar] [CrossRef]
- Mąkosza, M.; Fedoryński, M. Phase Transfer Catalysis. Catal. Rev. 2003, 45, 321–367. [Google Scholar] [CrossRef]
- Albanese, D. Liquid–Liquid Phase Transfer Catalysis: Basic Principles and Synthetic Applications. Catal. Rev. 2003, 45, 369–395. [Google Scholar] [CrossRef]
- Baj, S.; Siewniak, A. Tri-liquid system in the synthesis of dialkyl peroxides using tetraalkylammonium salts as phase-transfer catalysts. Appl. Catal. A 2010, 1–2, 208–213. [Google Scholar] [CrossRef]
- Hashmi, A. Cross-Aldol condensation of isobutyraldehyde and formaldehyde using phase transfer catalyst. J. Saudi Chem. Soc. 2016, 20, 382–386. [Google Scholar] [CrossRef]
- Cozzi, F. Immobilization of organic catalysts. When, why, and how. Adv. Synth. Catal. 2006, 348, 1367–1390. [Google Scholar] [CrossRef]
- Lu, J.; Toy, P.H. Organic Polymer Supports for Synthesis and for Reagent and Catalyst Immobilization. Chem. Rev. 2009, 109, 815–838. [Google Scholar] [CrossRef] [PubMed]
- Benaglia, M.; Puglisi, A.; Cozzi, F. Polymer-Supported Organic Catalysts. Chem. Rev. 2003, 103, 3401–3429. [Google Scholar] [CrossRef] [PubMed]
- Santoro, E.; Chiavarini, M. 3-Hydroxy-2,2-dimethylpropionaldehyde: Equilibria and structure of its dimer. J. Chem. Soc. Perkin Trans. 1978, 2, 189–192. [Google Scholar] [CrossRef]
- Sato, Y.; Yamane, M. Method for Producing Hydroxypivaldehyde. Patent US 10,392,335, 27 August 2019. [Google Scholar]
- Kwok, T.J.; Watkins, W. Aldehyde Process. Patent WO 97/35825, 2 October 1997. [Google Scholar]
- Culp, R.D.; Beavers, W.A. Preparation of an Aldol Using a Base-Modified Clay Catalyst. Patent WO 00/00456, 6 January 2000. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IBA:FA Molar Ratio | Conversion, % | Selectivity, % |
|---|---|---|
| 1:1 | 95 | 95 |
| 1.2:1 | 96 | 99 |
| 1.3:1 | 96 | 98 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siewniak, A.; Monasterska, E.; Pankalla, E.; Chrobok, A. Polymer-Supported Poly(Ethylene Glycol) as a Phase-Transfer Catalyst for Cross-Aldol Condensation of Isobutyroaldehyde and Formaldehyde. Molecules 2022, 27, 6459. https://doi.org/10.3390/molecules27196459
Siewniak A, Monasterska E, Pankalla E, Chrobok A. Polymer-Supported Poly(Ethylene Glycol) as a Phase-Transfer Catalyst for Cross-Aldol Condensation of Isobutyroaldehyde and Formaldehyde. Molecules. 2022; 27(19):6459. https://doi.org/10.3390/molecules27196459
Chicago/Turabian StyleSiewniak, Agnieszka, Edyta Monasterska, Ewa Pankalla, and Anna Chrobok. 2022. "Polymer-Supported Poly(Ethylene Glycol) as a Phase-Transfer Catalyst for Cross-Aldol Condensation of Isobutyroaldehyde and Formaldehyde" Molecules 27, no. 19: 6459. https://doi.org/10.3390/molecules27196459