
Manufacturing of Fluff Pulp Using Different Pulp Sources and Bentonite on an Industrial Scale for Absorbent Hygienic Products


 ,
, 
Abstract
:1. Introduction
2. Results
2.1. Manufactured Fluff Pulp
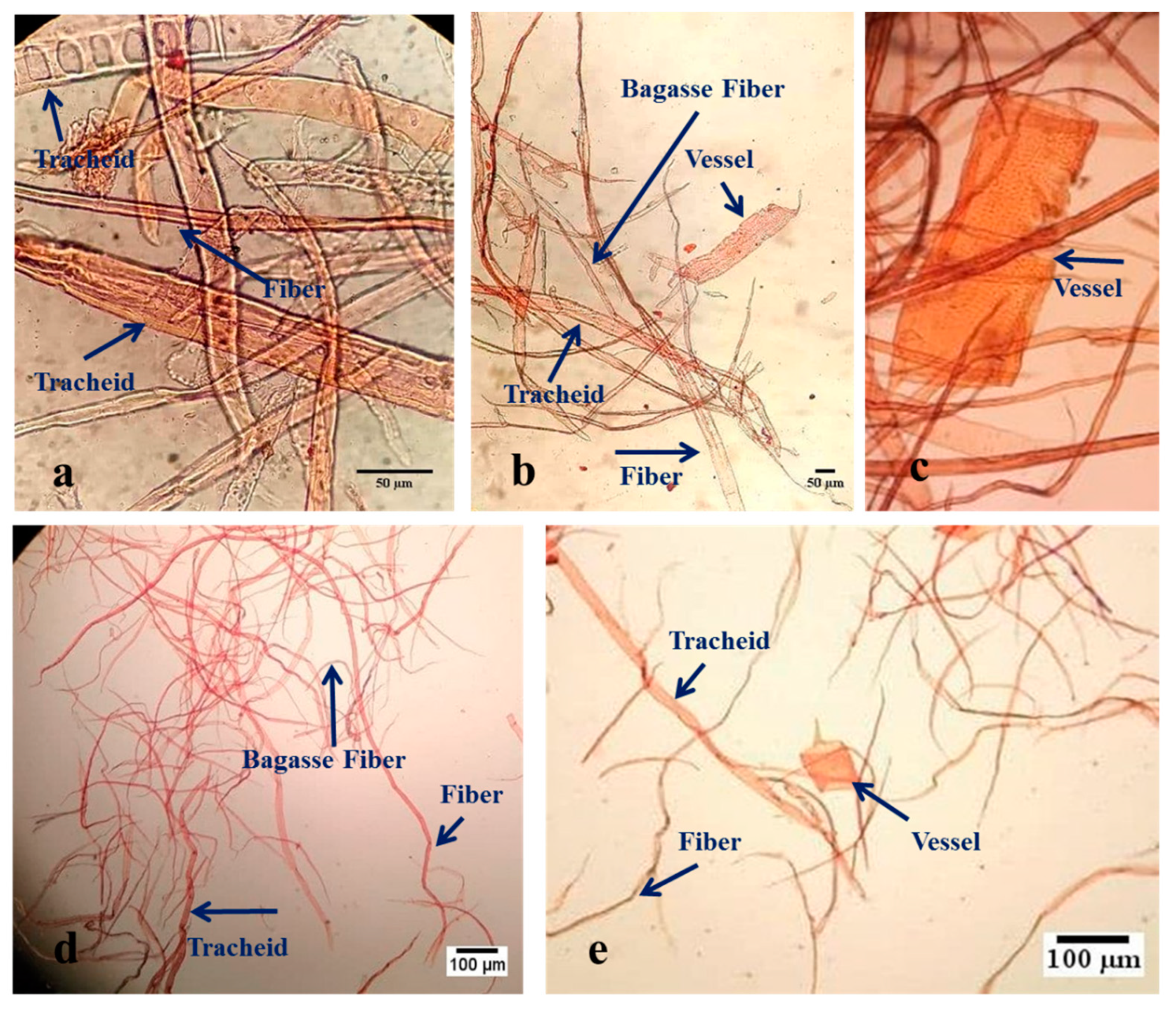
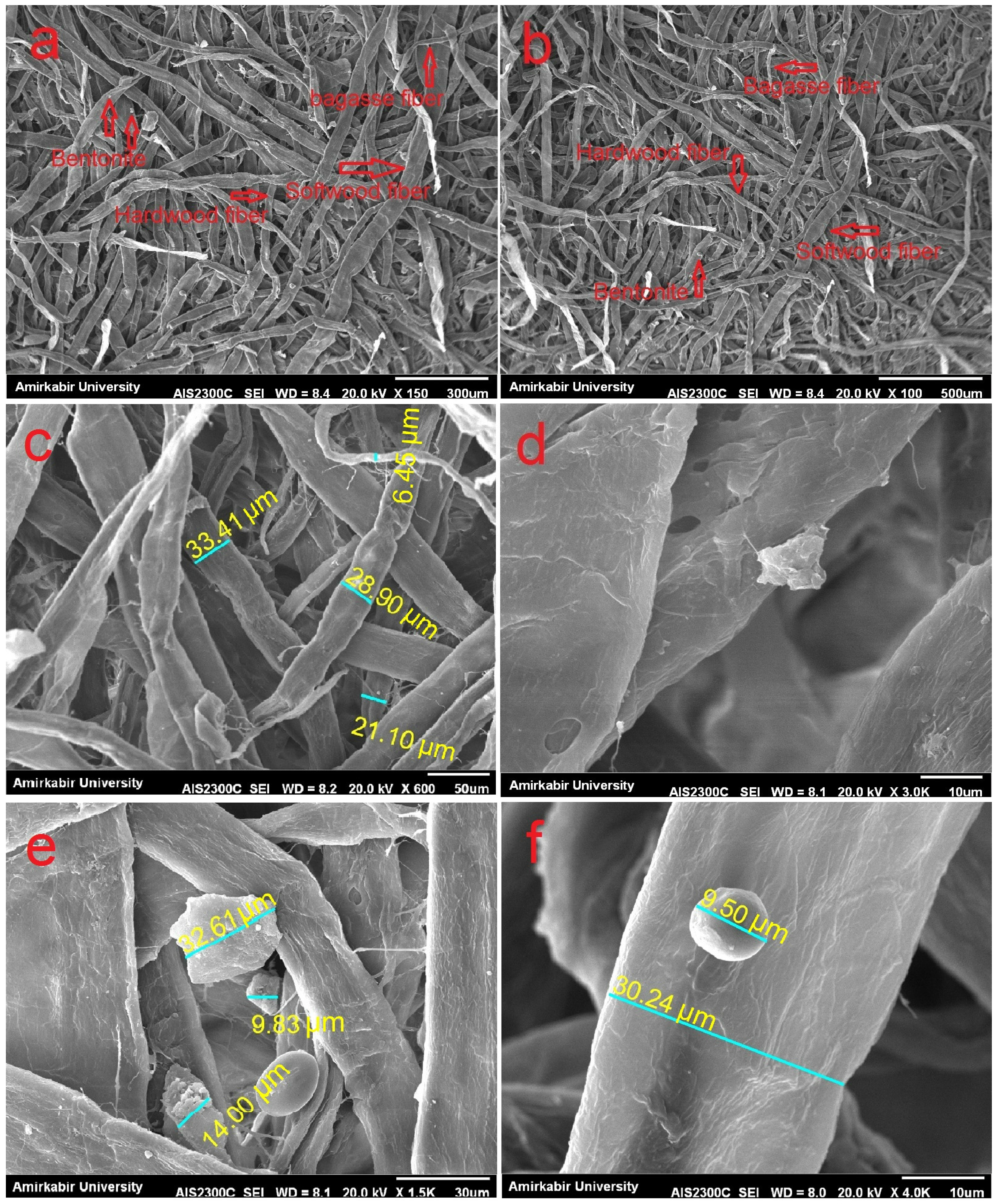
2.1.1. Morphological Properties
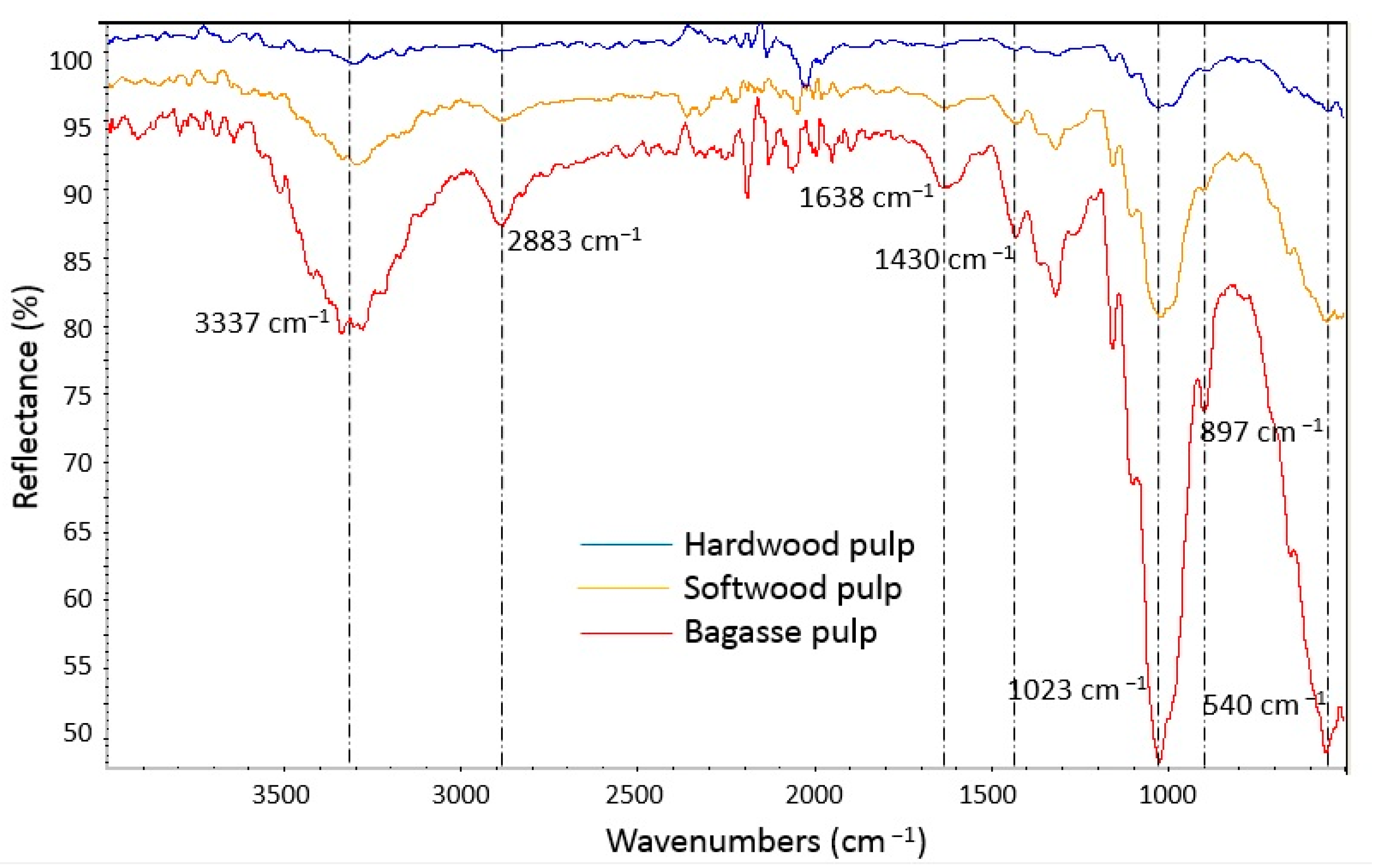
2.1.2. Chemical Structure
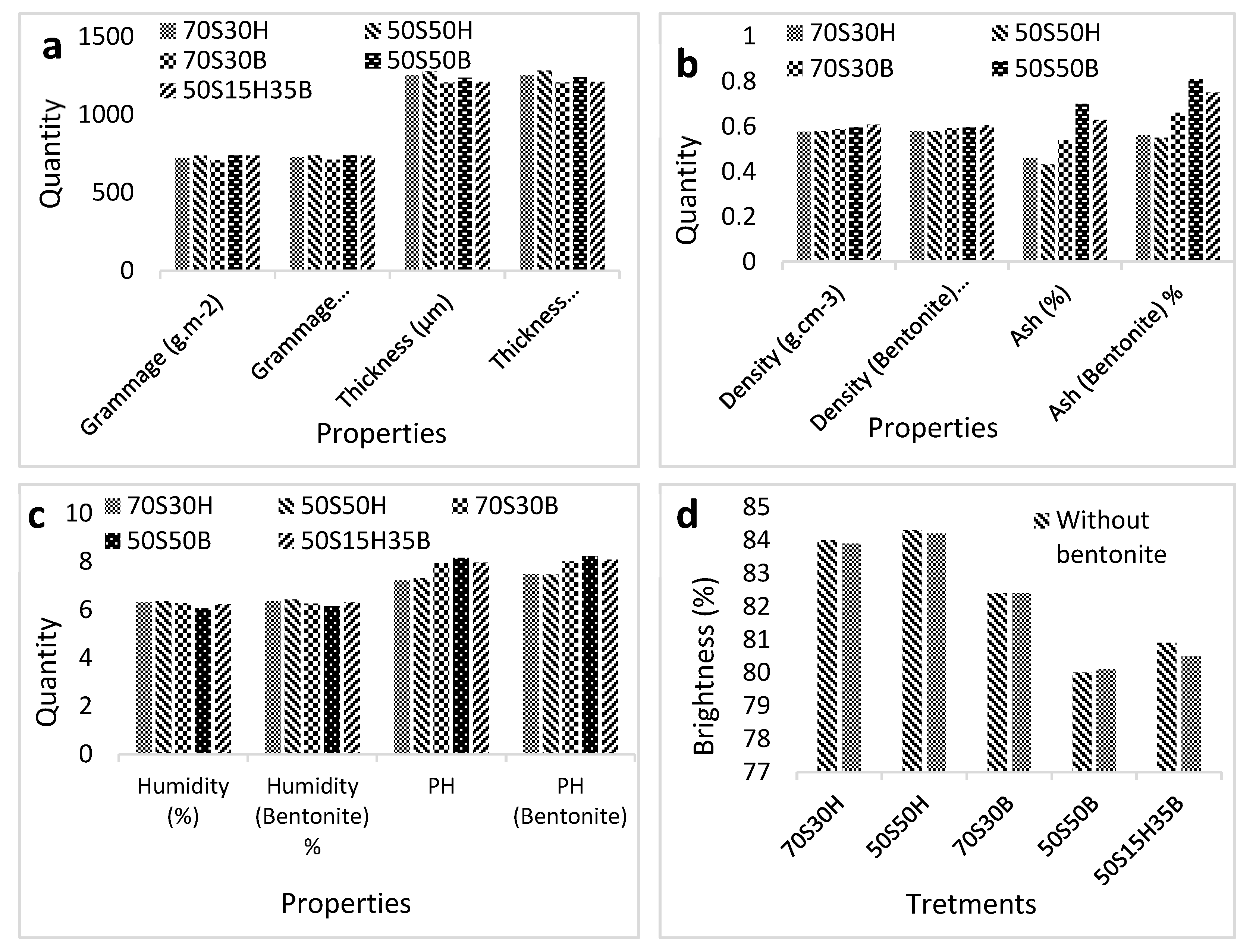
2.1.3. Physical Properties
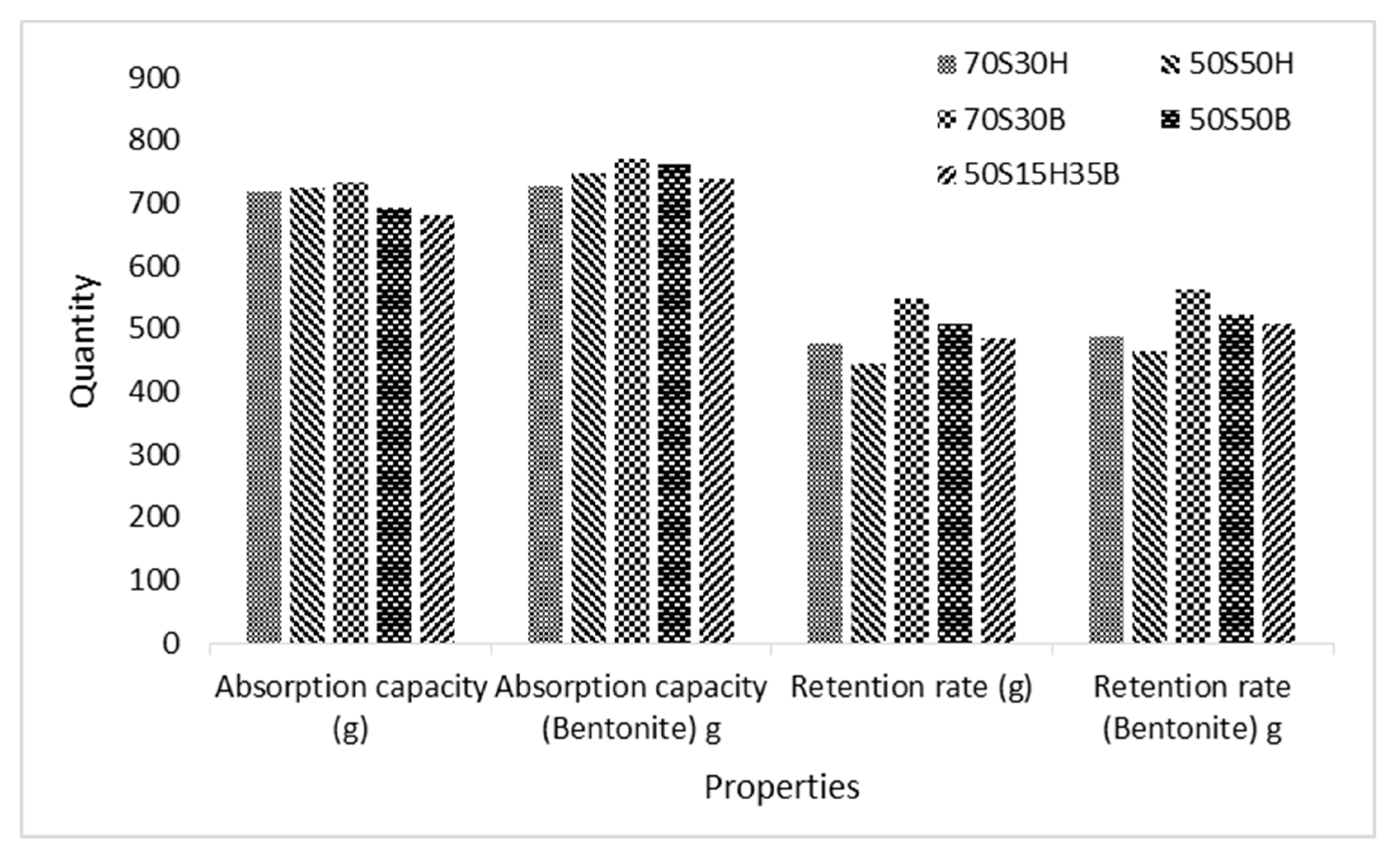
2.2. Baby Diapers
2.2.1. Absorption Capacity and Retention Rate
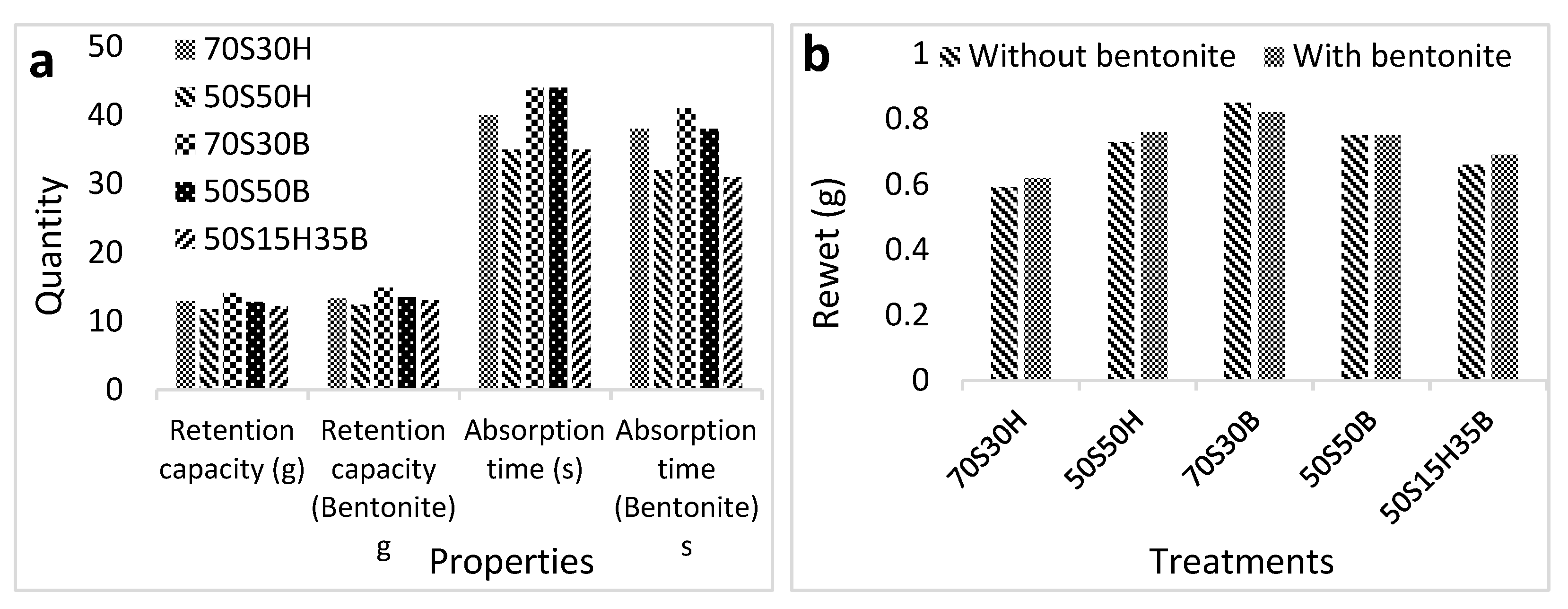
2.2.2. Retention Capacity, Absorption Time and Rewet
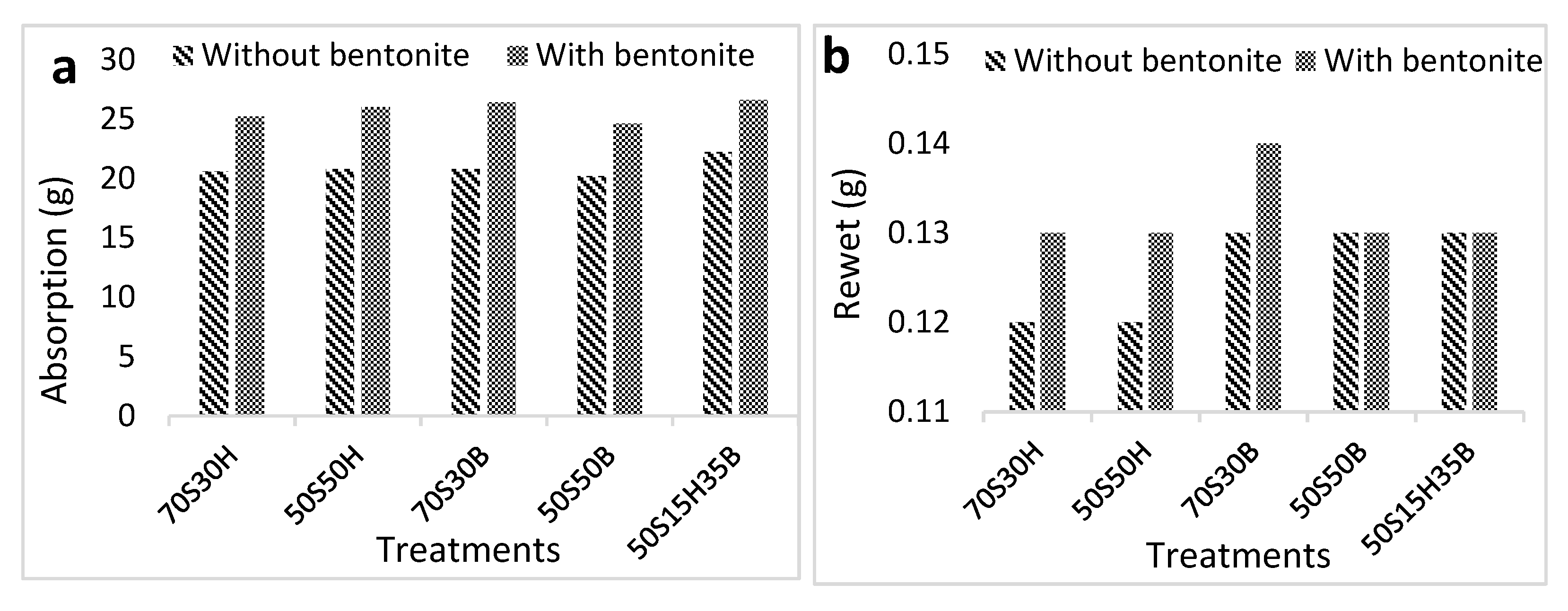
2.3. Sanitary Napkin
Absorption Capacity and Rewet
3. Discussion
4. Materials and Methods
4.1. Materials
4.2. Fluff Pulp Manufacturing
4.3. Chemical and Morphological Characterization of Pulps
4.4. Physical Properties of Fluff Pulp
4.5. Production of Baby Diapers and Sanitary Napkins Using Manufactured Fluff Pulp
4.6. Tests Performed on Baby Diapers
4.7. Tests Performed on Sanitary Napkins
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Bashari, A.; Rouhani Shirvan, A.; Shakeri, M. Cellulose-based hydrogels for personal care products. Polym. Adv. Technol. 2018, 29, 2853–2867. [Google Scholar] [CrossRef]
- Xu, Y.; Jiang, C.; Duan, C.; Zhang, W. In-situ preparation of nano-calcium carbonate/cellulose fiber composite and its application in fluff pulp. J. Eng. Fibers Fabr. 2017, 12, 48–53. [Google Scholar] [CrossRef]
- Rebola, S.M.; Azevedo, C.A.; Evtuguin, D.V. Effect of cooking and bleaching conditions on the properties of eucalyptus kraft fluff pulps. Cellulose 2021, 28, 4411–4426. [Google Scholar] [CrossRef]
- Hemmasi, A.H.; Samariha, A.; Tabei, A.; Nemati, M.; Khakifirooz, A. Study of morphological and chemical composition of fibers from Iranian sugarcane bagasse. Am.-Eurasian J. Agric. Environ. Sci. 2011, 11, 478–481. [Google Scholar]
- Najafi, G.; Ghobadian, B.; Tavakoli, T.; Yusaf, T. Potential of bioethanol production from agricultural wastes in Iran. Renew. Sustain. Energy 2009, 13, 1418–1427. [Google Scholar] [CrossRef]
- Khakifirooz, A.; Samariha, A.; Kasmani, J.E. Neutral sulfite semi-chemical pulping of bagasse. World Appl. Sci. J. 2011, 13, 85–89. [Google Scholar]
- Jimoh, O.A.; Shah Ariffin, K.; Bin Hussin, H.; Temitope, A.E. Synthesis of precipitated calcium carbonate: A review. Carbonates Evaporites 2017, 33, 331–346. [Google Scholar] [CrossRef]
- Etemadi Baloch, F.; Afzali, D.; Fathirad, F. Design of acrylic acid/nanoclay grafted polysaccharide hydrogels as superabsorbent for controlled release of chlorpyrifos. Appl. Clay Sci. 2021, 211, 106194. [Google Scholar] [CrossRef]
- Ebrahimpour Kasmani, J.; Samariha, A. Effects of montmorillonite nanoclay on the properties of chemimechanical pulping paper. Bioresources 2021, 16, 6281–6291. [Google Scholar] [CrossRef]
- Shanmugasundaram, O.L.; Gowda, R.V.M. Development and characterization of bamboo and organic cotton fiber blended baby diapers. Indian J. Fiber Text. Res. 2010, 35, 201–205. [Google Scholar]
- Kakonke, G.; Tesfaye, T.; Sithole, B.; Ntunka, M. Review on the Manufacturing and Properties of Nonwoven Superabsorbent Core Fabrics used in Disposable Diapers. Int. J. Chem. Sci. 2019, 17, 21p. [Google Scholar] [CrossRef]
- Kosemund, K.; Schlatter, H.; Ochsenhirt, J.L.; Krause, E.L.; Marsman, D.S.; Erasala, G.N. Safety evaluation of superabsorbent baby diapers. Regul. Toxicol. Pharmacol. 2009, 53, 81–89. [Google Scholar] [CrossRef]
- Chinga-Carrasco, G.; Yu, Y.; Diserud, O. Quantitative Electron Microscopy of Cellulose Nanofibril Structures from Eucalyptus and Pinus radiata Kraft Pulp Fibers. Microsc. Microanal. 2011, 17, 563–571. [Google Scholar] [CrossRef]
- Hassan, M.L.; Mathew, A.P.; Hassan, E.A.; EL-Wakil, N.A.; Oksman, K. Nanofibers from bagasse and rice straw: Process optimization and properties. Wood Sci. Technol. 2012, 46, 193–205. [Google Scholar] [CrossRef]
- Rosa, M.F.; Medeiros, E.S.; Malmonge, J.A.; Gregorski, K.S.; Wood, D.F.; Mattoso, L.H.C.; Imam, S.H. Cellulose Nanowhiskers from Coconut Husk Fibers: Effect of Preparation Conditions on Their Thermal and Morphological Behavior. Carbohydr. Polym. 2010, 81, 83–92. [Google Scholar] [CrossRef]
- Hospodarova, V.; Singovszka, E.; Stevulova, N. Characterization of Cellulosic Fibers by FTIR Spectroscopy for Their Further Implementation to Building Materials. Am. J. Anal. Chem. 2018, 9, 303–310. [Google Scholar] [CrossRef] [Green Version]
- Poletto, M.; Pistor, V.; Zeni, M.; Zattera, A.J. Crystalline Properties and Decomposition Kinetics of Cellulose Fibers in Wood Pulp Obtained by Two Pulping Processes. Polym. Degrad. Stab. 2011, 96, 679–685. [Google Scholar] [CrossRef]
- Pereira, B.; Arantes, V. Nanocellulose from sugarcane biomass. In Advances in Sugarcane Biorefinery Technologies, Commercialization, Policy Issues and Paradigm Shift for Bioethanol and By-Products; Chandel, A.K., Luciano Silveira, M.H., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 179–196. [Google Scholar]
- Sanjuan, R.; Anzaldo, J.; Vargas, J.; Turrado, J.; Patt, R. Morphological and chemical composition of pith and fibers from Mexican sugarcane bagasse. Holz Als Roh-Und Werkst. 2001, 59, 447–450. [Google Scholar] [CrossRef]
- Tan Luo, M.; Huang, C.; Li, H.L.; Guo, H.J.; Chen, F.C.; Xiong, L.; Chen, X.D. Bacterial cellulose based superabsorbent production: A promising example for high value-added utilization of clay biology resources. Carbohydr. Polym. 2018, 208, 421–430. [Google Scholar] [CrossRef]
- Queiros, L.C.C.; Sousa, S.C.L.; Duarte, A.F.S.; Domingues, F.C.; Ramos, A.M.M. Development of carboxymethyl xylan films with functional properties. J. Food Sci. Technol. 2017, 54, 9–17. [Google Scholar] [CrossRef] [Green Version]
- Jonoobi, M.; Jalaludin, H.; Shakeri, A.; Misra, M.; Oksman, K. Chemical composition, crystallinity, and thermal degradation of bleached and unbleached kenaf bast (Hibiscus cannabinus) pulp and nanofibers. Bioresources 2009, 4, 626–639. [Google Scholar]
- Joseleau, J.P.; Chevalier-Billosta, V.; Ruel, K. Interaction between microfibrillar cellulose fines and fibers: Influence on pulp qualities and paper sheet properties. Cellulose 2012, 19, 769–777. [Google Scholar] [CrossRef]
- Lund, K.; Sjostrom, K.; Brelid, H. Alkali extraction of kraft Pulp fibers: Influence on fiber and fluff pulp properties. J. Eng. Fibers Fabr. 2012, 7, 30–39. [Google Scholar] [CrossRef] [Green Version]
- Hubbe, M.A.; Ayoub, A.; Daystar, J.S.; Venditti, R.A.; Pawlak, J.J. Enhanced absorbent products incorporating cellulose and its derivatives: A review. Bioresources 2013, 8, 6556–6629. [Google Scholar] [CrossRef] [Green Version]
- Chokshi, S.; Parmar, V.; Gohil, P.; Chaudhary, V. Chemical composition and mechanical properties of natural fibers. J. Nat. Fibers 2020, 1–12. [Google Scholar] [CrossRef]
- Rahmaninia, M.; Rohi, M.; Hubbe, M.A.; Zabihzadeh, S.M.; Ramezani, O. The performance of chitosan with bentonite microparticles as wet-end additive system for paper reinforcement. Carbohydr. Polym. 2018, 179, 328–332. [Google Scholar] [CrossRef] [PubMed]
- Esteves, C.V.; Sevastyanova, O.; Ostlund, S.; Brannvall, E. Differences and similarities between kraft and oxygen delignification of softwood fibers: Effects on chemical and physical properties. Cellulose 2021, 28, 3149–3167. [Google Scholar] [CrossRef]
- Andrade, A.; Henriquez-Gallegos, S.; Albornoz-Palma, G.; Pereira, M. Effect of the chemical and structural characteristics of pulps of Eucalyptus and Pinus on the deconstruction of the cell. Cellulose 2021, 28, 5387–5399. [Google Scholar] [CrossRef]
- Zambrano, F.; Wang, Y.; Zwilling, J.D.; Venditti, R.; Jameel, H.; Rojas, O.; Gonzalez, R. Micro- and nanofibrillated cellulose from virgin and recycled fibers: A comparative study of its effects on the properties of hygiene tissue paper. Carbohydr. Polym. 2021, 254, 117430. [Google Scholar] [CrossRef] [PubMed]
- Azevedo, C.A.; Rebola, S.M.C.; Domingues, E.M.; Figueiredo, F.M.L.; Evtuguin, D.V. Relationship between Surface Properties and Fiber Network Parameters of Eucalyptus Kraft Pulps and Their Absorption Capacity. Surfaces 2020, 3, 265–281. [Google Scholar] [CrossRef]
- Muhammad, N.; Siddiqua, S. Calcium bentonite vs sodium bentonite: The potential of calcium bentonite for soil foundation. Mater. Today Proc. 2021, 48, 822–827. [Google Scholar] [CrossRef]
- Fazlina Osman, A.; Moh, A.; Ashafee, T.L.; Arzuria Adnan, S.; Alakrach, A. Influence of hybrid cellulose/bentonite fillers on structure, ambient, and low temperature tensile properties of thermoplastic starch composites. Polym. Eng. Sci. 2020, 60, 810–822. [Google Scholar] [CrossRef]
- Livani, M.A.; Bosco, E.; Suiker, A.S.J. Influence of morphology on the effective hygro-elastic properties of softwood (spruce) and hardwood (balsa). Arch. Appl. Mech. 2021, 91, 4141–4162. [Google Scholar] [CrossRef]
- Mishra, S.; Pandey, R.; Kumar Singh, M. Development of sanitary napkin by flax carding waste as absorbent core with herbal and antimicrobial efficiency. Int. J. Sci. Environ. 2016, 5, 404–411. [Google Scholar]
- Coltelli, M.-B.; Danti, S. Biobased Materials for Skin-Contact Products Promoted by POLYBIOSKIN Project. J. Funct. Biomater. 2020, 11, 77. [Google Scholar] [CrossRef]
- Della Giustina, G.; Gandin, A.; Brigo, L.; Panciera, T.; Giulitti, S.; Sgarbossa, P.; D’Alessandro, D.; Trombi, L.; Danti, S.; Brusatin, G. Polysaccharide hydrogels for multiscale 3D printing of pullulan scaffolds. Mater. Des. 2019, 165, 107566. [Google Scholar] [CrossRef]
- Azimi, B.; Maleki, H.; Zavagna, L.; De la Ossa, J.G.; Linari, S.; Lazzeri, A.; Danti, S. Bio-Based Electrospun Fibers for Wound Healing. J. Funct. Biomater. 2020, 11, 67. [Google Scholar] [CrossRef]
- Iranian National Standard, Number 471; Paper and Board-Determination of Grammage-Test Method, ICS 85.060. 2014; 2nd Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 151; Paper and Board-Determination of Thickness and Apparent Bulk Density or Apparent Sheet Density. 2001; 1st Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 5911; Pulps-Pulp for Usage in Disposable Absorbent Hygienic Products-Specification and Test Methods, ICS 85.040. 2016; 3rd Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 1119; Paper, Board and Pulps-Determination of Residue of Ignition (ash) at 900 °C-Test Method, ICS 85.060. 2016; 2nd Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 559; Paper and Board-Determination of Moisture Content of a Lot-Oven-Drying Method, ICS 85.060. 2018; 2nd Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 3568-1; Paper, Board and Pulps-Determination of pH of Aqueous Extracts-Part 1: Cold Extraction, ICS 85.060;85.040. 2014; 1st Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 13366-2; Paper, Board and Pulps-Measurements of Diffuse Blue Reflectance Factor-Part 2: Outdoor Daylight Conditions (D65 Brightness), ICS 85.040;85.060. 2011; 1st Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 14739-1; Urine-Absorbing Aids, Part 1: Whole-Product Testing, ICS 11.080.20. 2012; 1st Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 3755; Diapers, Baby Diapers, Physical and Chemical Specification and Test Methods, ICS 59.080.30. 2019; 4th Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).
- Iranian National Standard, Number 1830-1; Sanitary Napkin, Physical and Chemical Specification and Test Methods, ICS 59.80.30. 2019; 7th Revision. Available online: http://standard.isiri.gov.ir (accessed on 3 August 2022).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment Code | Softwood Pulp (w%) | Hardwood Pulp (w%) | Bagasse Pulp (w%) |
|---|---|---|---|
| 70S30H | 70 | 30 | 0 |
| 50S50H | 50 | 50 | 0 |
| 70S30B | 70 | 0 | 30 |
| 50S50B | 50 | 0 | 50 |
| 50S15H35B | 50 | 15 | 35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ismaeilimoghadam, S.; Sheikh, M.; Taheri, P.; Maleki, S.; Resalati, H.; Jonoobi, M.; Azimi, B.; Danti, S. Manufacturing of Fluff Pulp Using Different Pulp Sources and Bentonite on an Industrial Scale for Absorbent Hygienic Products. Molecules 2022, 27, 5022. https://doi.org/10.3390/molecules27155022
Ismaeilimoghadam S, Sheikh M, Taheri P, Maleki S, Resalati H, Jonoobi M, Azimi B, Danti S. Manufacturing of Fluff Pulp Using Different Pulp Sources and Bentonite on an Industrial Scale for Absorbent Hygienic Products. Molecules. 2022; 27(15):5022. https://doi.org/10.3390/molecules27155022
Chicago/Turabian StyleIsmaeilimoghadam, Saeed, Mehdi Sheikh, Pouyan Taheri, Sadegh Maleki, Hossien Resalati, Mehdi Jonoobi, Bahareh Azimi, and Serena Danti. 2022. "Manufacturing of Fluff Pulp Using Different Pulp Sources and Bentonite on an Industrial Scale for Absorbent Hygienic Products" Molecules 27, no. 15: 5022. https://doi.org/10.3390/molecules27155022