Effect of Saturated Steam Heat Treatment on Physical and Chemical Properties of Bamboo

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
2.1. Effect of Saturated Steam Heat Treatment on the Crystallization of Bamboo
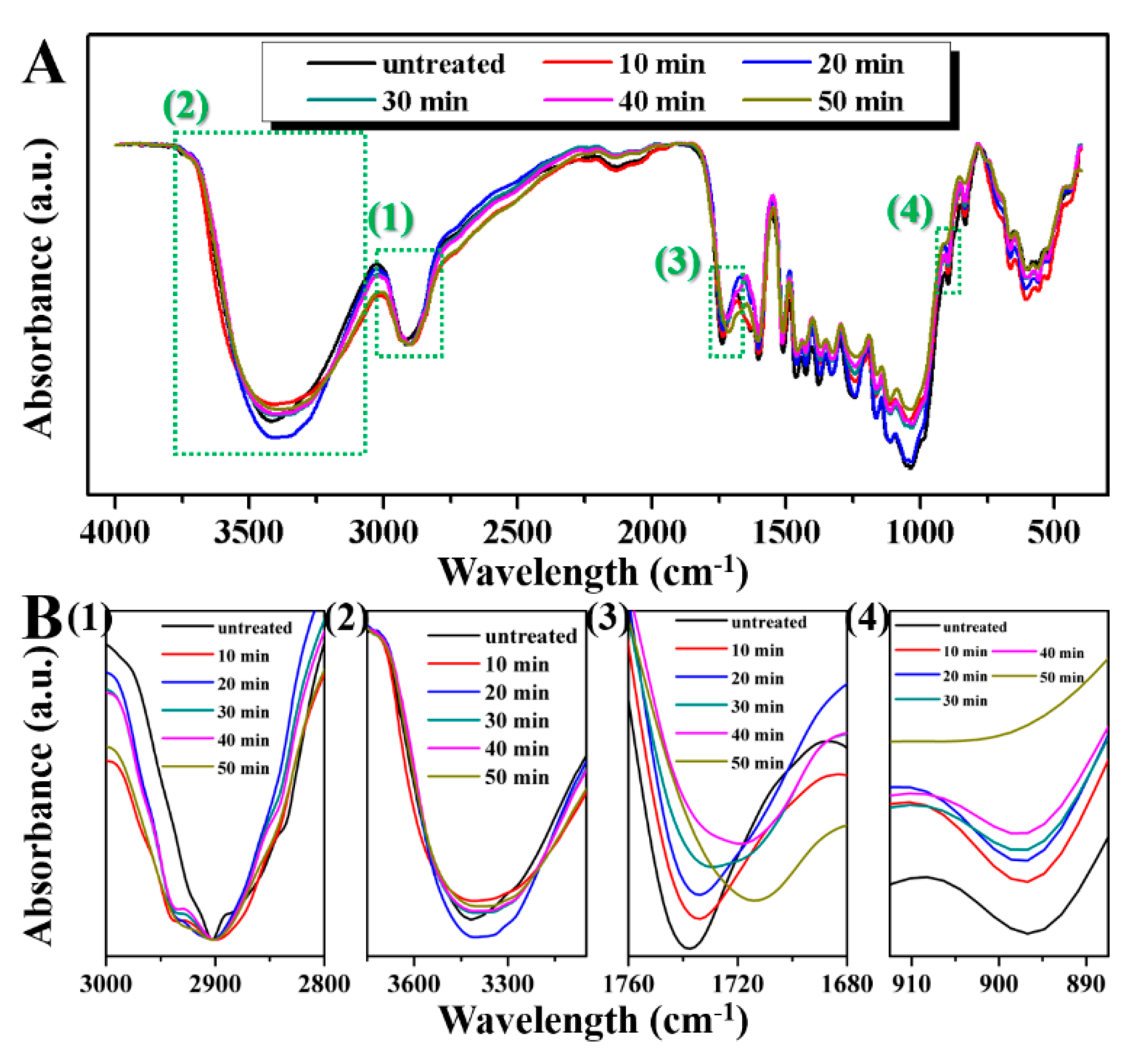
2.2. Effect of Saturated Steam Heat Treatment on Chemical Functional Groups of Bamboo
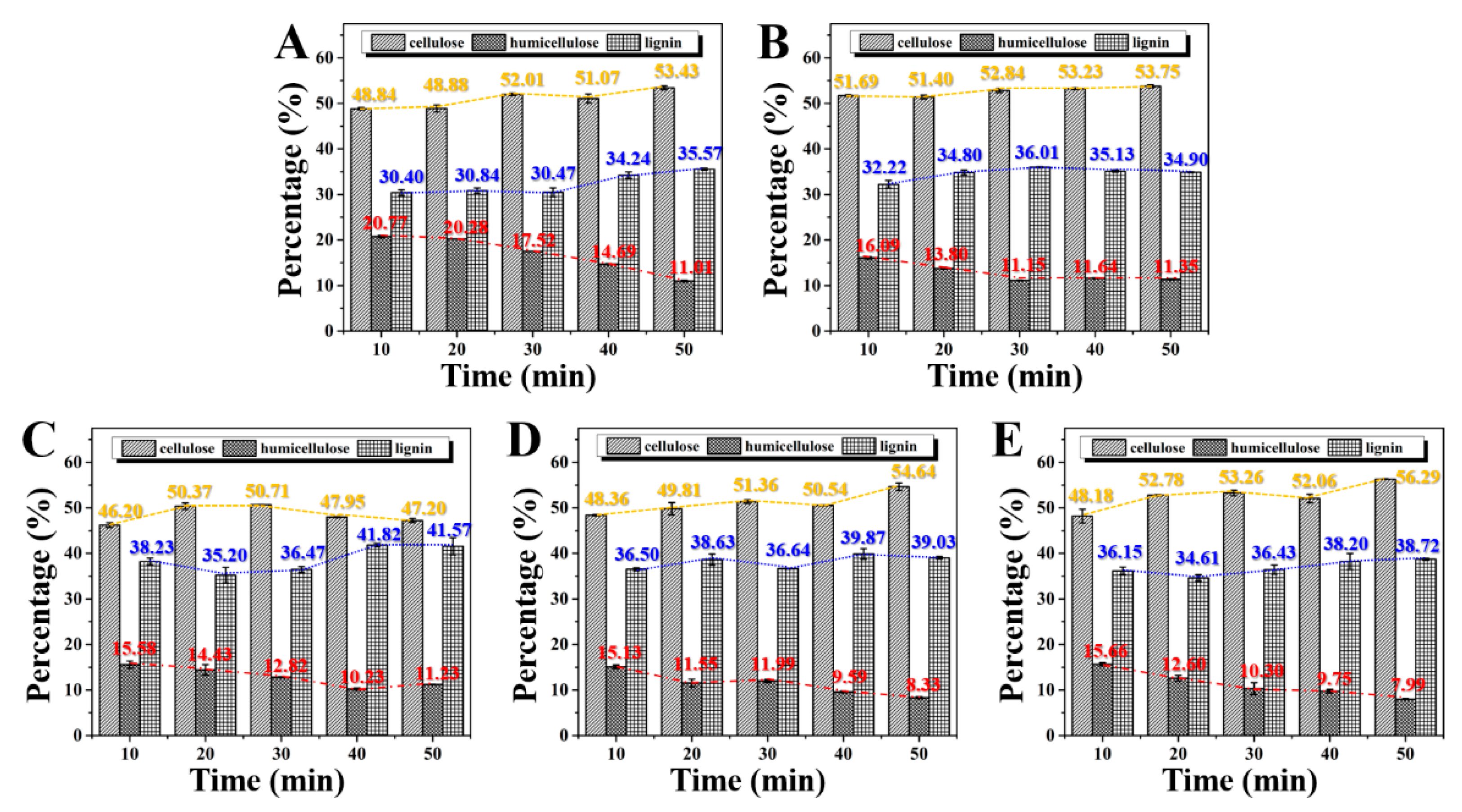
2.3. Effect of Saturated Steam Heat Treatment on Cellulose, Hemicellulose, and Lignin of Bamboo
2.4. Effect of Saturated Steam Heat Treatment on Shear Strength of Bamboo
2.5. Effect of Saturated Steam Heat Treatment on Compressive Strength Along Grain of Bamboo
2.6. Effect of Saturated Steam Heat Treatment on Bending Strength and Modulus of Elasticity of Bamboo
3. Materials and Methods
3.1. Materials
3.2. Methods
3.3. Characterization
3.3.1. Fourier-Transform Infrared Spectroscopy (FT-IR) Analyses
3.3.2. X-ray Diffraction (XRD) Analyses
3.3.3. Three Major Elements Analyses
3.3.4. Testing Methods for Physical and Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Li, Y.; Xu, B.; Zhang, Q.; Jiang, S. Present situation and the countermeasure analysis of bamboo timber processing industry in China. J. For. Eng. 2016, 1, 2–7. [Google Scholar] [CrossRef]
- Li, H.; Zhang, Q.; Wu, G.; Xiong, X.; Li, Y. A review on development of laminated bamboo lumber. J. For. Eng. 2016, 1, 10–16. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, H.; Xie, J.; Weng, P.; Wang, X.; Hu, K.; Zhang, A.; Dong, D. Suggestions on Breaking the Bottlenecks of Bamboo Industry Development in Zhejiang Province. J. Bamboo Res. 2019, 38, 11–15. [Google Scholar]
- Tang, T.; Zhang, B.; Liu, X.; Wang, W.; Chen, X.; Fei, B. Synergistic effects of tung oil and heat treatment on physicochemical properties of bamboo materials. Sci. Rep. 2019, 9, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fatrawana, A.; Maulana, S.; Nawawi, D.S.; Sari, R.K.; Hidayat, W.; Park, S.H.; Febrianto, F.; Lee, S.H.; Kim, N.H. Changes in chemical components of steam-treated betung bamboo strands and their effects on the physical and mechanical properties of bamboo-oriented strand boards. Eur. J. Wood Prod. 2019, 77, 731–739. [Google Scholar] [CrossRef]
- Huang, Y.; Ji, Y.; Yu, W. Development of bamboo scrimber: A literature review. J. Wood Sci. 2019, 65, 1–10. [Google Scholar] [CrossRef]
- Cheng, D.; Jiang, S.; Zhang, Q. Effect of Hydrothermal Treatment with Different Aqueous Solutions on the Mold Resistance of Moso Bamboo with Chemical and FTIR Analysis. Bioresources 2013, 8, 371–382. [Google Scholar] [CrossRef] [Green Version]
- Tang, T.; Chen, X.; Zhang, B.; Liu, X.; Fei, B. Research on the Physico-Mechanical Properties of Moso Bamboo with Thermal Treatment in Tung Oil and Its Influencing Factors. Materials 2019, 12, 599. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.; Pan, X.; Wang, Z.; Yang, W.; Zhang, W.; Zhuang, X. Effects of heat treatments on photoaging properties of Moso bamboo (Phyllostachys pubescens Mazel). Wood Sci. Technol. 2018, 52, 1671–1683. [Google Scholar] [CrossRef]
- Chung, M.J.; Wang, S.Y. Effects of peeling and steam-heating treatment on basic properties of two types of bamboo culms (Phyllostachys makinoi and Phyllostachys pubescens). J. Wood Sci. 2017, 63, 473–482. [Google Scholar] [CrossRef] [Green Version]
- Zhu, R.; Zhang, Y.; Yu, W. Changes in the Chemical Properties of Phyllostachys iridescens Bamboo with Steam Treatment. Bioresources 2015. [Google Scholar] [CrossRef]
- Altgen, M.; Hofmann, T.; Militz, H. Wood moisture content during the thermal modification process affects the improvement in hygroscopicity of Scots pine sapwood. Wood Sci. Technol. 2016, 1181–1195. [Google Scholar] [CrossRef]
- Lou, Z.; Yuan, C.; Li, Y.; Shen, D.; Yang, L.; Liu, J.; Zhang, A. Effect of saturated steam treatment on the chemical composition and crystallinity properties of bamboo bundles. J. For. Eng. 2020, 5, 29–35. [Google Scholar] [CrossRef]
- Li, Y.; Hu, S.; Lv, R.; Zhang, A.; Liu, H.; Wang, X.; Chen, L. Production Technology of Outdoor Reconstituted Bamboo. China Wood Based Panels 2018, 25, 9–13. [Google Scholar] [CrossRef]
- Nguyen, Q.; Nguyen, T.; Nguyen, N. Effects of Bleaching and Heat Treatments on Indosasa angustata Bamboo in Vietnam. Bioresources 2019, 14, 6608–6618. [Google Scholar] [CrossRef]
- Brito, F.M.S.; Paes, J.B.; da Oliveira, J.T.S.; Arantes, M.D.C.; Vidaurre, G.B.; Brocco, V.F. Physico-mechanical characterization of heat-treated glued laminated bamboo. Constr. Build. Mater. 2018, 190, 719–727. [Google Scholar] [CrossRef]
- Azadeh, A.; Ghavami, K. The influence of heat on shrinkage and water absorption of Dendrocalamus giganteus bamboo as a functionally graded material. Constr. Build. Mater. 2018, 186, 145–154. [Google Scholar] [CrossRef]
- Yang, T.H.; Lee, C.H.; Lee, C.J.; Cheng, Y.W. Effects of different thermal modification media on physical and mechanical properties of moso bamboo. Constr. Build. Mater. 2016, 119, 251–259. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Yu, Y.L.; Yu, W.J. Effect of thermal treatment on the physical and mechanical properties of Phyllostachys pubescen bamboo. Eur. J. Wood Wood Prod. 2013, 71, 61–67. [Google Scholar] [CrossRef]
- Huang, R.; Lv, J.; Cao, Y.; Zhao, X.; Zhao, Y.; Zhou, Y.; Wu, Y. Impact of heat treatment on chemical composition of Chinese white poplar wood. J. Beijing For. Univ. 2010, 32, 155–160. [Google Scholar]
- Okon, K.E.; Lin, F.C.; Chen, Y.D.; Huang, B. Effect of silicone oil heat treatment on the chemical composition, cellulose crystalline structure and contact angle of Chinese parasol wood. Carbohydr. Polym. 2017, 164, 179–185. [Google Scholar] [CrossRef] [PubMed]
- Tjeerdsma, B.F.; Militz, H. Chemical changes in hydrothermal treated wood: FTIR analysis of combined hydrothermal and dry heat-treated wood. Holz Als Roh Werkst. 2005, 63, 102–111. [Google Scholar] [CrossRef]
- Yang, L.; Lou, Z.; Han, X.; Liu, J.; Wang, Z.; Zhang, Y.; Wu, X.; Yuan, C.; Li, Y. Fabrication of a novel magnetic reconstituted bamboo with mildew resistance properties. Mater. Today Commun. 2020. [Google Scholar] [CrossRef]
- Gao, L.; Guo, W.; Luo, S. Investigation of changes in compressed moso bamboo (Phyllostachys pubescens) after hot-press molding. J. Wood Sci. 2018, 64, 557–565. [Google Scholar] [CrossRef] [Green Version]
- Ozgenc, O.; Durmaz, S.; Boyaci, I.H.; Eksi-Kocak, H. Determination of chemical changes in heat-treated wood using ATR-FTIR and FT Raman spectrometry. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2017, 171, 395–400. [Google Scholar] [CrossRef]
- Lee, C.H.; Yang, T.H.; Cheng, Y.W.; Lee, C.J. Effects of thermal modification on the surface and chemical properties of moso bamboo. Constr. Build. Mater. 2018, 178, 59–71. [Google Scholar] [CrossRef]
- Huang, C.X.; Lin, W.Q.; Lai, C.H.; Li, X.; Jin, Y.C.; Yong, Q. Coupling the post-extraction process to remove residual lignin and alter the recalcitrant structures for improving the enzymatic digestibility of acidpretreated bamboo residues. Bioresour. Technol. 2019. [Google Scholar] [CrossRef]
- Huang, C.X.; He, J.; Min, D.Y.; Lai, C.H.; Yu, S.Y.; Yong, Q. Effect of dilute acid pretreatment on the lignin structure of Moso bamboo inner skin. J. For. Eng. 2016, 1, 55–60. [Google Scholar] [CrossRef]
- Gao, Z.H.; Zhang, Y.H.; Fang, B.; Zhang, L.P.; Shi, J.Y. The effects of thermal-acid treatment and crosslinking on the water resistance of soybean protein. Ind. Crop. Prod. 2015, 74, 122–131. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Boonstra, M.; Pizzi, A.; Tekely, P.; Militz, H. Characterisation of thermally modified wood: Molecular reasons for wood performance improvement. Holz Als Roh Werkst. 1998, 56, 149–153. [Google Scholar] [CrossRef]






© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Wu, X.; Yuan, C.; Lou, Z.; Li, Y. Effect of Saturated Steam Heat Treatment on Physical and Chemical Properties of Bamboo. Molecules 2020, 25, 1999. https://doi.org/10.3390/molecules25081999
Wang Q, Wu X, Yuan C, Lou Z, Li Y. Effect of Saturated Steam Heat Treatment on Physical and Chemical Properties of Bamboo. Molecules. 2020; 25(8):1999. https://doi.org/10.3390/molecules25081999
Chicago/Turabian StyleWang, Qiuyi, Xinwu Wu, Chenglong Yuan, Zhichao Lou, and Yanjun Li. 2020. "Effect of Saturated Steam Heat Treatment on Physical and Chemical Properties of Bamboo" Molecules 25, no. 8: 1999. https://doi.org/10.3390/molecules25081999