
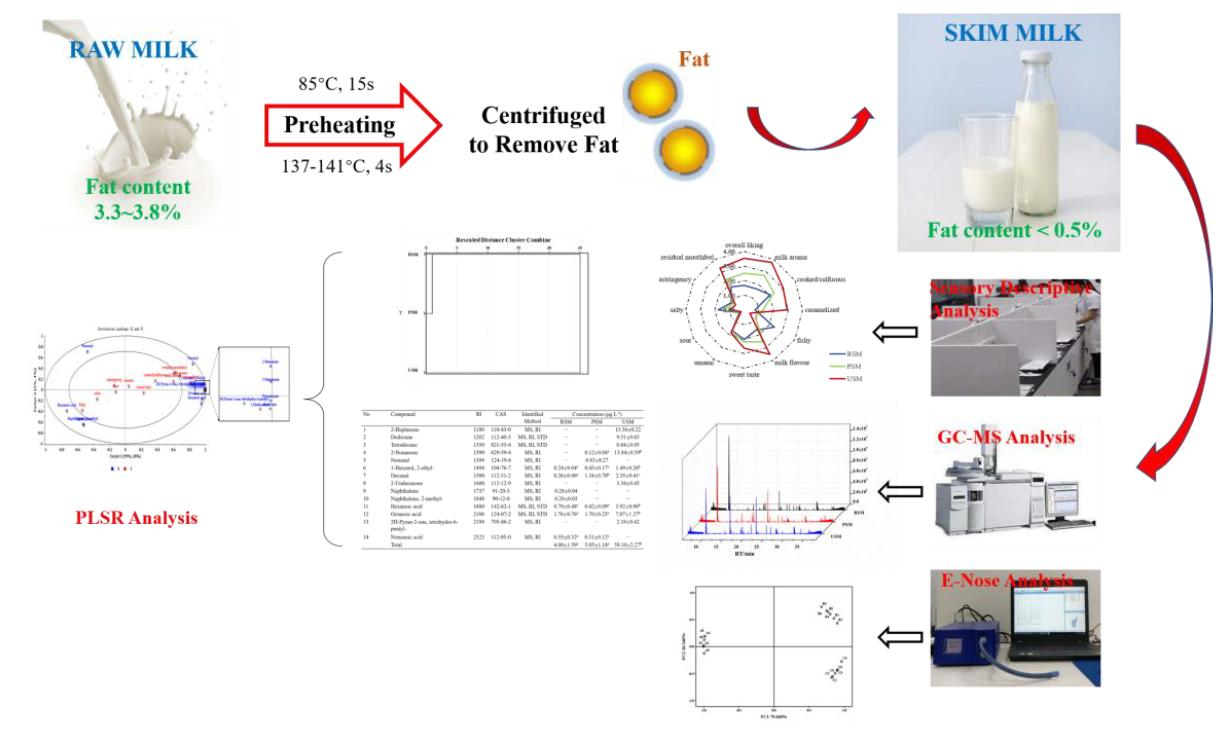
Effect of Preheating Treatment before Defatting on the Flavor Quality of Skim Milk

 ,
,
Abstract
:
1. Introduction
2. Results and Discussion
2.1. Sensory Descriptive Analysis (DA)
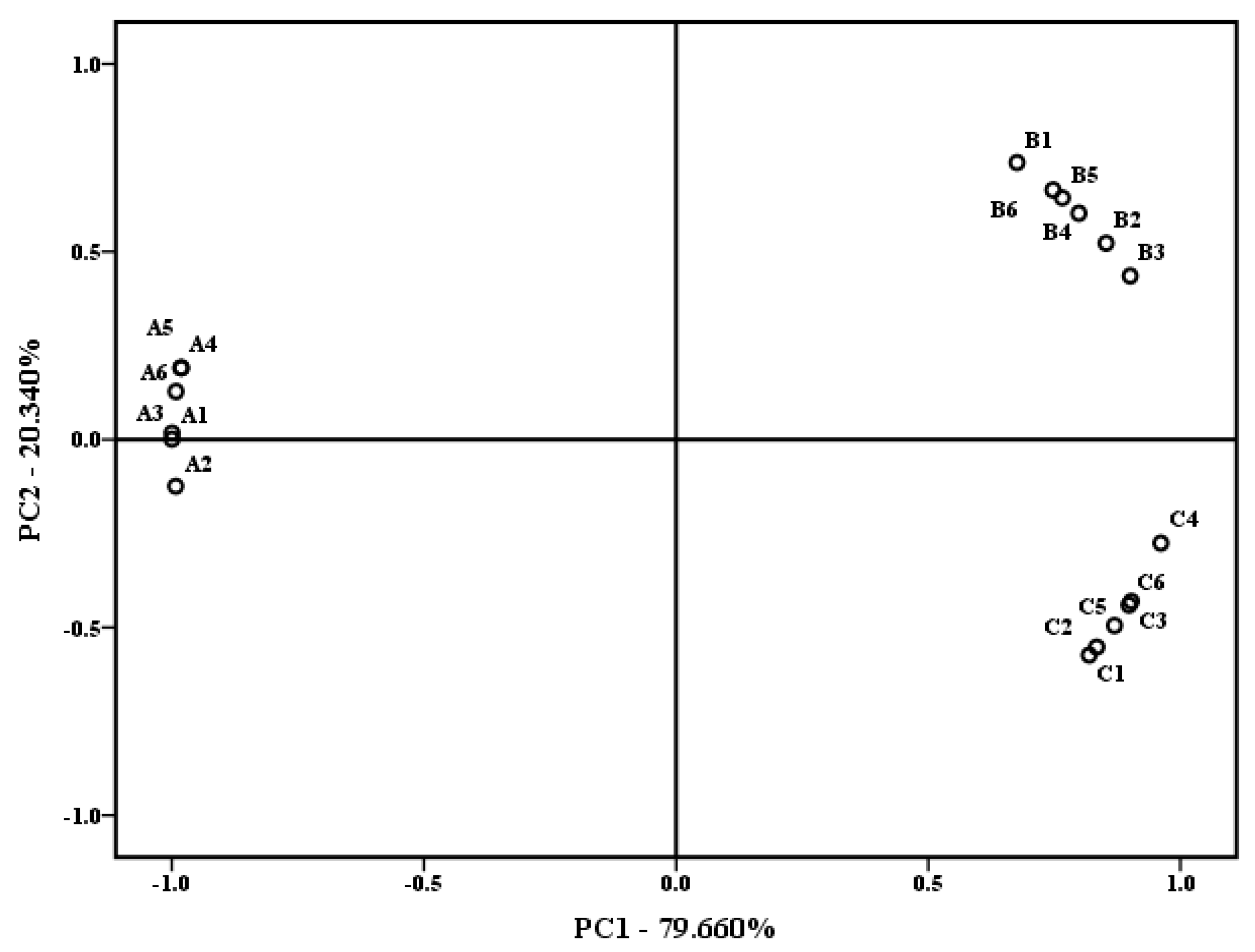
2.2. E-Nose Response to Milk Aroma
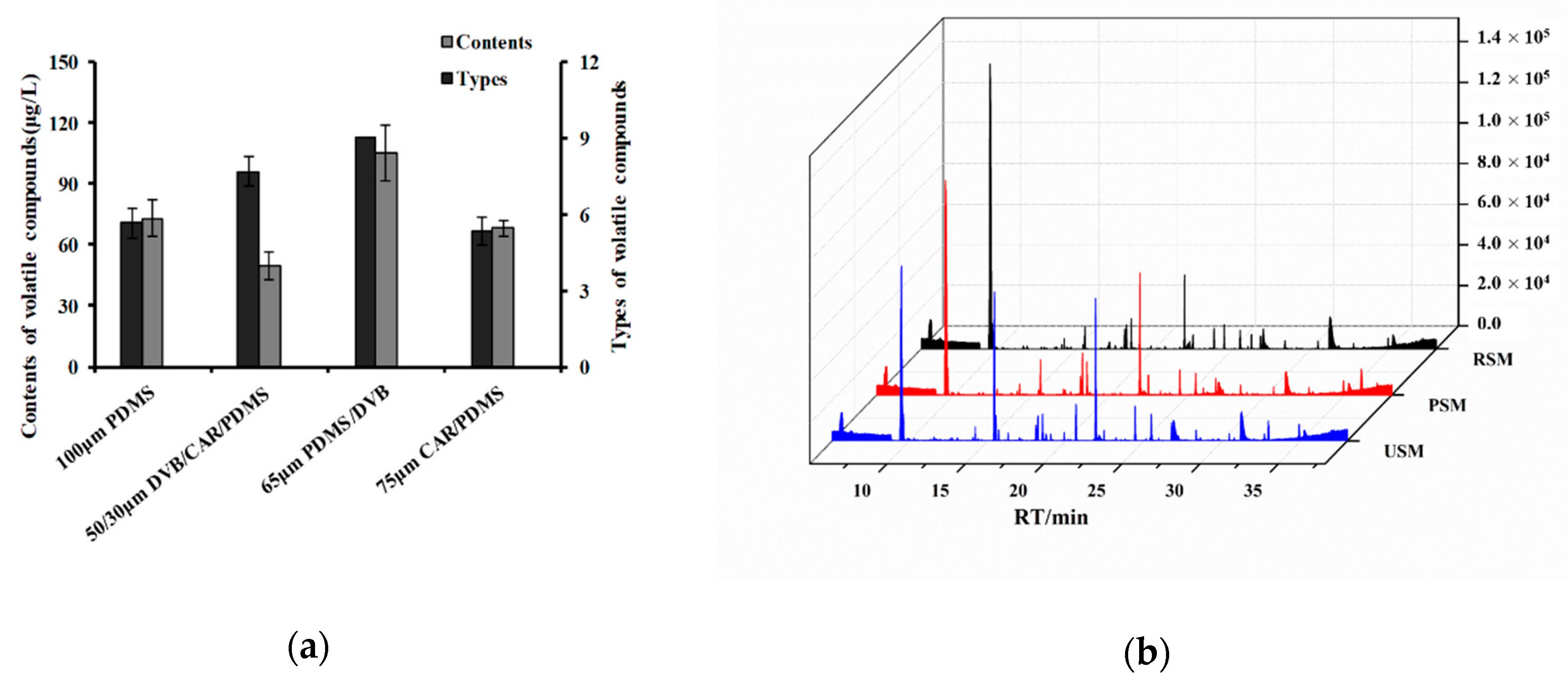
2.3. Analysis of the Volatiles in the RSM, PSM, and USM by Headspace Solid-Phase Microextraction (HS-SPME)-GC-MS
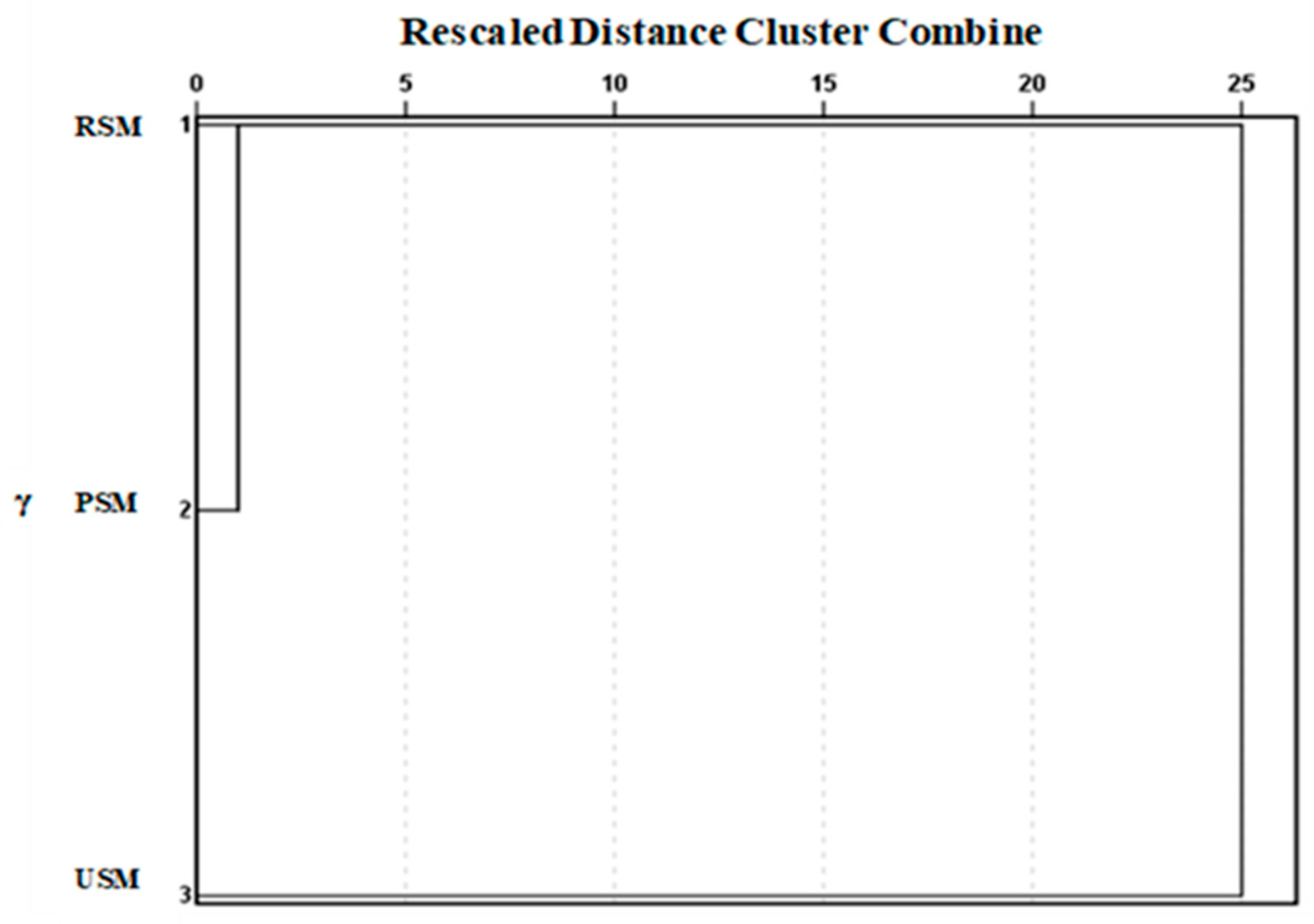
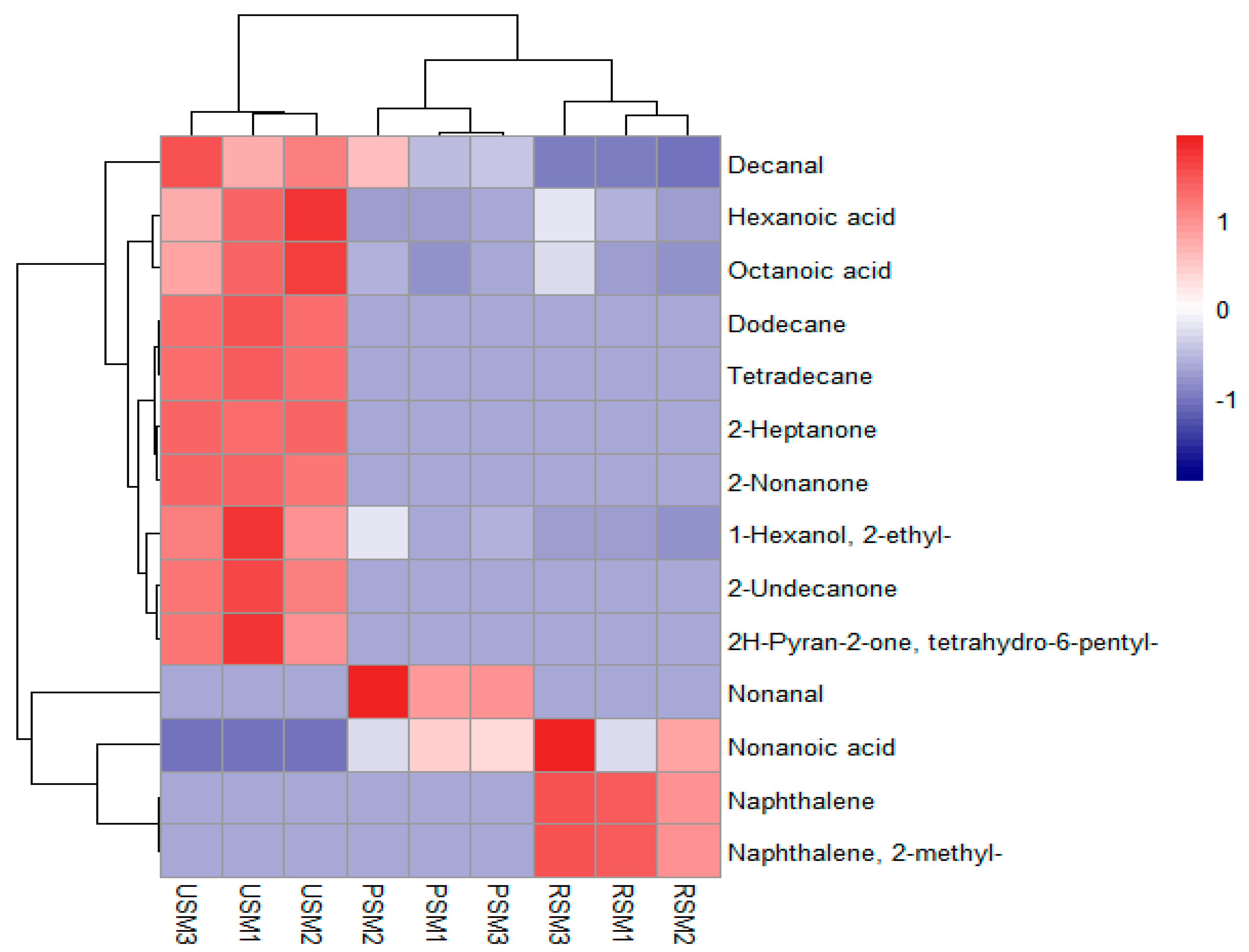
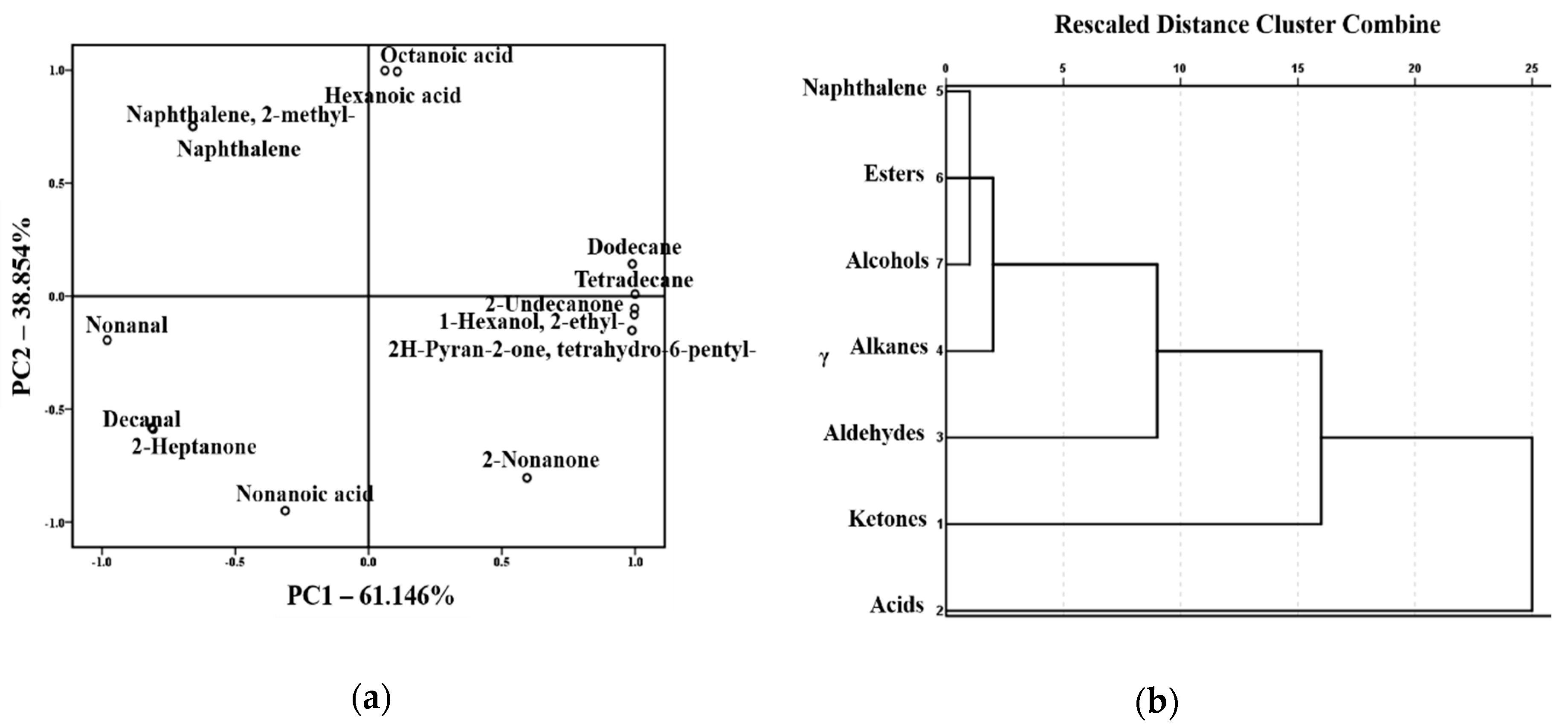
2.4. PCA and CA of the Volatile Compounds in the RSM, PSM, and USM
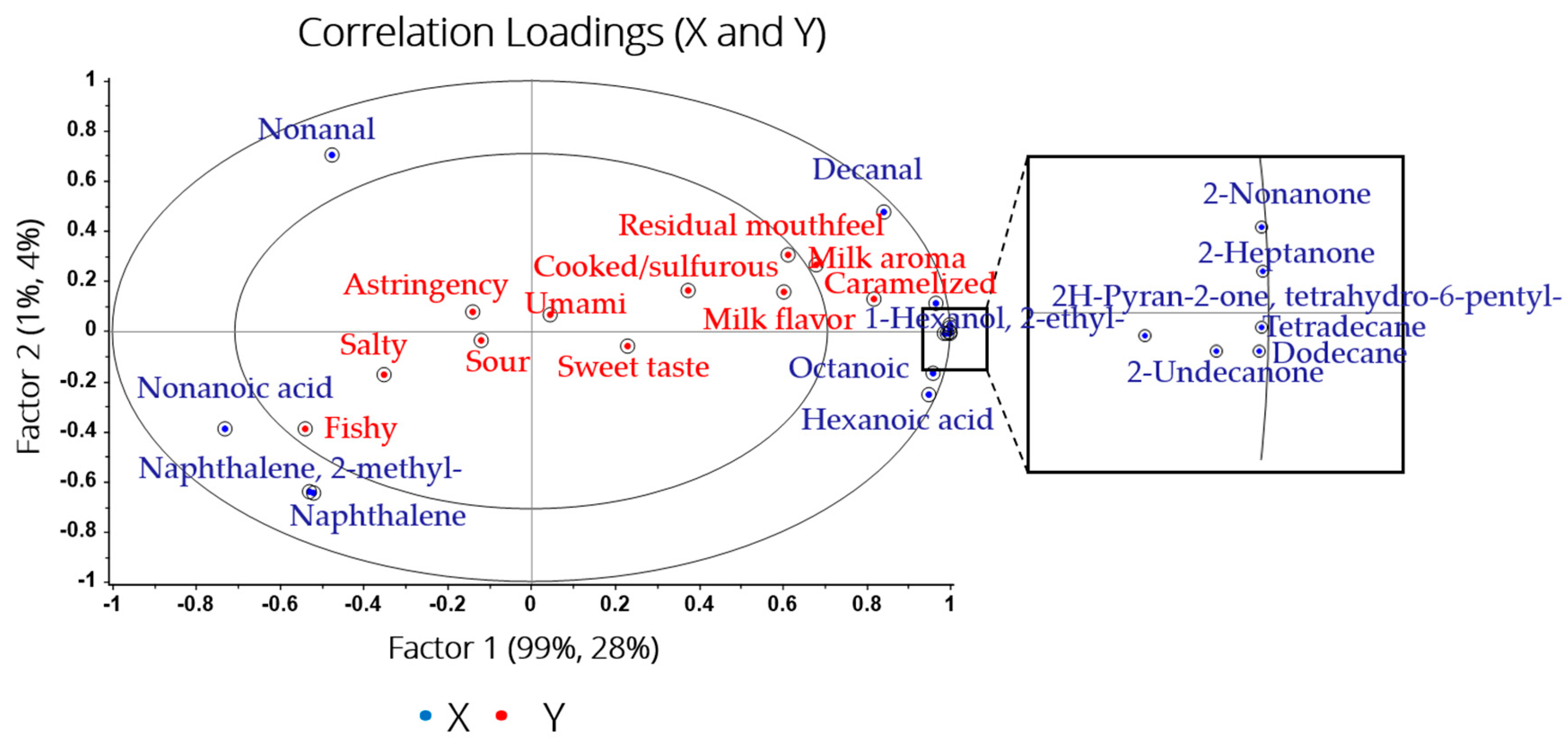
2.5. Relationships Between Sensory Attributes and Volatile Compounds
3. Materials and Methods
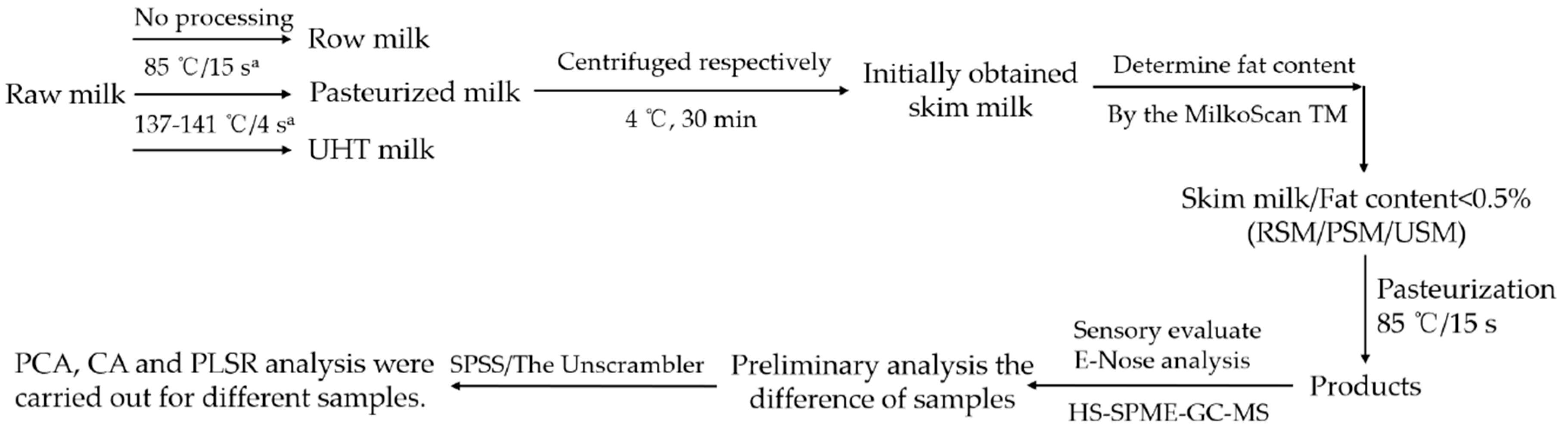
3.1. Sample Collection
3.2. Preparation of Skim Milk
3.3. Sensory Descriptive Analysis (DA)
3.4. E-Nose Analysis
3.5. Optimization of HS-SPME Fiber
3.6. GC-MS Analysis
3.7. Statistical Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Haug, A.; Hostmark, A.T.; Harstad, O.M. Bovine milk in human nutrition—A review. Lipids Health Dis. 2007, 6, 25. [Google Scholar] [CrossRef] [PubMed]
- Norris, G.H.; Jiang, C.; Ryan, J.; Porter, C.M.; Blesso, C.N. Milk sphingomyelin improves lipid metabolism and alters gut microbiota in high fat diet-fed mice. J. Nutr. Biochem. 2016, 30, 93–101. [Google Scholar] [CrossRef] [PubMed]
- Steinmetz, K.A.; Childs, M.T.; Stimson, C.; Kushi, L.H.; Mcgovern, P.G.; Potter, J.D.; Yamanaka, W.K. Effect of consumption of whole milk and skim milk on blood lipid profiles in healthy men. Am. J. Clin. Nutr. 1994, 59, 612–618. [Google Scholar] [CrossRef] [PubMed]
- Arancibia, C.; Castro, C.; Jublot, L.; Costell, E.; Bayarri, S. Colour, rheology, flavour release and sensory perception of dairy desserts. Influence of thickener and fat content. LWT Food Sci. Technol. 2015, 62, 408–416. [Google Scholar] [CrossRef]
- Keršienė, M.; Adams, A.; Dubra, A.; Kimpe, N.D.; Leskauskaitė, D. Interactions between flavour release and rheological properties in model custard desserts: Effect of starch concentration and milk fat. Food Chem. 2008, 108, 1183–1191. [Google Scholar] [CrossRef]
- McCarthy, K.S.; Lopetcharat, K.; Drake, M.A. Milk fat threshold determination and the effect of milk fat content on consumer preference for fluid milk. J. Dairy Sci. 2017, 100, 1702–1711. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tamsma, A.; Kurtz, F.E.; Bright, R.S.; Pallansch, M.J. Contribution of Milk Fat to the Flavor of Milk. J. Dairy Sci. 1969, 52, 1910–1913. [Google Scholar] [CrossRef]
- Kinsella, J.E.; Patton, S.; Dimick, P.S. The flavor potential of milk fat. A review of its chemical nature and biochemical origin. J. Am. Oil Chem. Soc. 1967, 44, 449–454. [Google Scholar] [CrossRef]
- Gathercole, J.; Reis, M.G.; Agnew, M.; Reis, M.M.; Humphrey, R.; Harris, P.; Clerens, S.; Haigh, B.; Dyer, J.M. Molecular modification associated with the heat treatment of bovine milk. Int. Dairy J. 2017, 73, 74–83. [Google Scholar] [CrossRef]
- Fenaille, F.; Parisod, V.; Visani, P.; Populaire, S.; Tabet, J.-C.; Guy, P.A. Modifications of milk constituents during processing: A preliminary benchmarking study. Int. Dairy J. 2006, 16, 728–739. [Google Scholar] [CrossRef]
- Calvo, M.M.; Hoz, L.D.L. Flavour of heated milks. A review. Int. Dairy J. 1992, 2, 69–81. [Google Scholar] [CrossRef]
- Jo, Y.; Benoist, D.M.; Barbano, D.M.; Drake, M.A. Flavor and flavor chemistry differences among milks processed by high-temperature, short-time pasteurization or ultra-pasteurization. J. Dairy Sci. 2018, 101, 3812–3828. [Google Scholar] [CrossRef]
- Morin, P.; Pouliot, Y.; Britten, M. Effect of buttermilk made from creams with different heat treatment histories on properties of rennet gels and model cheeses. J. Dairy Sci. 2008, 91, 871–882. [Google Scholar] [CrossRef]
- Jukkola, A.; Rojas, O.J. Milk fat globules and associated membranes: Colloidal properties and processing effects. Adv. Colloid Interface Sci. 2017, 245, 92–101. [Google Scholar] [CrossRef]
- Romeu-Nadal, M.; Chávez-Servín, J.L.; Castellote, A.I.; Rivero, M.; López-Sabater, M.C. Oxidation stability of the lipid fraction in milk powder formulas. Food Chem. 2007, 100, 756–763. [Google Scholar] [CrossRef]
- Korhonen, H.; Pihlantoleppala, A.; Rantamaki, P.; Tupasela, T. Impact of processing on bioactive proteins and peptides. Trends Food Sci. Technol. 1998, 9, 307–319. [Google Scholar] [CrossRef]
- Licón, C.C.; de Hurtado, M.J.; Maggi, L.; Berruga, M.I.; Martín Aranda, R.M.; Carmona, M. Optimization of headspace sorptive extraction for the analysis of volatiles in pressed ewes’ milk cheese. Int. Dairy J. 2012, 23, 53–61. [Google Scholar] [CrossRef]
- Vazquezlandaverde, P.A.; Velazquez, G.; Torres, J.A.; Qian, M.C. Quantitative determination of thermally derived off-flavor compounds in milk using solid-phase microextraction and gas chromatography. J. Dairy Sci. 2005, 88, 3764–3772. [Google Scholar] [CrossRef]
- Zhang, X.M.; Ai, N.S.; Wang, J.; Tong, L.J.; Zheng, F.P.; Sun, B.G. Lipase-catalyzed modification of the flavor profiles in recombined skim milk products by enriching the volatile components. J. Dairy Sci. 2016, 99, 8665–8679. [Google Scholar] [CrossRef] [Green Version]
- Pan, M.; Tong, L.; Chi, X.; Ai, N.; Cao, Y.; Sun, B. Comparison of Sensory and Electronic Tongue Analysis Combined with HS-SPME-GC-MS in the Evaluation of Skim Milk Processed with Different Preheating Treatments. Molecules 2019, 24, 1650. [Google Scholar] [CrossRef]
- Croissant, A.E.; Washburn, S.P.; Dean, L.L.; Drake, M.A. Chemical properties and consumer perception of fluid milk from conventional and pasture-based production systems. J. Dairy Sci. 2007, 90, 4942–4953. [Google Scholar] [CrossRef]
- Sunds, A.V.; Rauh, V.M.; Sørensen, J.; Larsen, L.B. Maillard reaction progress in UHT milk during storage at different temperature levels and cycles. Int. Dairy J. 2018, 77, 56–64. [Google Scholar] [CrossRef]
- Contarini, G.; Povolo, M.; Leardi, R.; Toppino, P.M. Influence of heat treatment on the volatile compounds of milk. J. Agric. Food Chem. 1997, 45, 3171–3177. [Google Scholar] [CrossRef]
- Liu, M.Y.; Tuzel, O.; Ramalingam, S.; Chellappa, R. Entropy-rate clustering: Cluster analysis via maximizing a submodular function subject to a matroid constraint. IEEE Trans. Pattern Anal. Mach. Intell. 2014, 36, 99. [Google Scholar] [CrossRef]
- Valero, E.; Villamiel, M.; Miralles, B.; Sanz, J.; Martinezcastro, I. Changes in flavour and volatile components during storage of whole and skimmed UHT milk. Food Chem. 2001, 72, 51–58. [Google Scholar] [CrossRef]
- Lvova, L.; Pudi, R.; Galloni, P.; Lippolis, V.; Di Natale, C.; Lundström, I.; Paolesse, R. Multi-transduction sensing films for Electronic Tongue applications. Sens. Actuators B Chem. 2015, 207, 1076–1086. [Google Scholar] [CrossRef]
- Ai, N.; Liu, H.; Wang, J.; Zhang, X.; Zhang, H.; Chen, H.; Huang, M.; Liu, Y.; Zheng, F.; Sun, B. Triple-channel comparative analysis of volatile flavour composition in raw whole and skim milk via Electronic Nose, GC-MS and GC-O. Anal. Methods 2015, 7, 4278–4284. [Google Scholar] [CrossRef]
- Vagenas, G.; Roussis, I.G. Fat-Derived Volatiles of Various Products of Cows’, Ewes’, and Goats’ Milk. Int. J. Food Prop. 2012, 15, 665–682. [Google Scholar] [CrossRef]
- Reineccius, G.A. Flavor Chemistry and Technology; Taylor & Francis: Boca Raton, FL, USA, 2006. [Google Scholar] [CrossRef]
- Vazquez-Landaverde, P.A.; Torres, J.A.; Qian, M.C. Quantification of trace volatile sulfur compounds in milk by solid-phase microextraction and gas chromatography-pulsed flame photometric detection. J. Dairy Sci. 2006, 89, 2919–2927. [Google Scholar] [CrossRef]
- Fernández-García, E.; Carbonell, M.A.; Gaya, P.; Nuñez, M. Evolution of the volatile components of ewes raw milk Zamorano cheese. Seasonal variation. Int. Dairy J. 2004, 14, 701–711. [Google Scholar] [CrossRef]
- Shiratsuchi, H.; Shimoda, M.; Imayoshi, K.; Noda, K.; Osajima, Y. Volatile Flavor Compounds in Spray-Dried Skim Milk Powder. J. Agric. Food Chem. 1994, 42, 1323–1327. [Google Scholar] [CrossRef]
- Toelstede, S.; Hofmann, T. Sensomics mapping and identification of the key bitter metabolites in Gouda cheese. J. Agric. Food Chem. 2008, 56, 2795. [Google Scholar] [CrossRef]
- Garde, S.; Ávila, M.; Medina, M.; Nuñez, M. Influence of a bacteriocin-producing lactic culture on the volatile compounds, odour and aroma of Hispánico cheese. Int. Dairy J. 2005, 15, 1034–1043. [Google Scholar] [CrossRef]
- Li, Y.H.; Wang, W.J. Short communication: Formation of oxidized flavor compounds in concentrated milk and distillate during milk concentration. J. Dairy Sci. 2016, 99, 9647–9651. [Google Scholar] [CrossRef]
- Tahir, H.E.; Xiaobo, Z.; Xiaowei, H.; Jiyong, S.; Mariod, A.A. Discrimination of honeys using colorimetric sensor arrays, sensory analysis and gas chromatography techniques. Food Chem. 2016, 206, 37–43. [Google Scholar] [CrossRef]
- López-López, A.; Sánchez, A.H.; Cortés-Delgado, A.; de Castro, A.; Montaño, A. Relating sensory analysis with SPME-GC-MS data for Spanish-style green table olive aroma profiling. LWT Food Sci. Technol. 2017. [Google Scholar] [CrossRef]
- Bruzantin, F.P.; Daniel, J.L.; da Silva, P.P.; Spoto, M.H. Physicochemical and sensory characteristics of fat-free goat milk yogurt with added stabilizers and skim milk powder fortification. J. Dairy Sci. 2016, 99, 3316–3324. [Google Scholar] [CrossRef] [Green Version]
- Clare, D.A.; Bang, W.S.; Cartwright, G.; Drake, M.A.; Coronel, P.; Simunovic, J. Comparison of sensory, microbiological, and biochemical parameters of microwave versus indirect UHT fluid skim milk during storage. J. Dairy Sci. 2005, 88, 4172. [Google Scholar] [CrossRef]
- Hedegaard, R.V.; Kristensen, D.; Nielsen, J.H.; Frøst, M.B.; Ostdal, H.; Hermansen, J.E.; Kröger-Ohlsen, M.; Skibsted, L.H. Comparison of descriptive sensory analysis and chemical analysis for oxidative changes in milk. J. Dairy Sci. 2006, 89, 495–504. [Google Scholar] [CrossRef]
- Drake, M.A.; Karagul-Yuceer, Y.; Cadwallader, K.R.; Civille, G.V.; Tong, P.S. Determination of the Sensory Attributes of Dried Milk Powders and Dairy Ingredients. J. Sens. Stud. 2003, 18, 199–216. [Google Scholar] [CrossRef]
- Zhi, R.; Zhao, L.; Shi, J. Improving the sensory quality of flavored liquid milk by engaging sensory analysis and consumer preference. J. Dairy Sci. 2016, 99, 5305–5317. [Google Scholar] [CrossRef]
- Yu, H.; Wang, J.; Xiao, H.; Liu, M. Quality grade identification of green tea using the eigenvalues of PCA based on the E-nose signals. Sens. Actuators B Chem. 2009, 140, 378–382. [Google Scholar] [CrossRef]
- Du, L.; Li, J.; Li, W.; Li, Y.; Li, T.; Xiao, D. Characterization of volatile compounds of pu-erh tea using solid-phase microextraction and simultaneous distillation–extraction coupled with gas chromatography–mass spectrometry. Food Res. Int. 2014, 57, 61–70. [Google Scholar] [CrossRef]
- Aisala, H.; Sola, J.; Hopia, A.; Linderborg, K.M.; Sandell, M. Odor-contributing volatile compounds of wild edible Nordic mushrooms analyzed with HS-SPME-GC-MS and HS-SPME-GC-O/FID. Food Chem. 2019, 283, 566–578. [Google Scholar] [CrossRef]
- Vandendool, H.; Kratz, P.D. A Generalization of the Retention Index System Including Linear Temperature Programmed Gas-Liquid Partition Chromatography. J. Chromatogr. A 1963, 11, 463. [Google Scholar] [CrossRef]
Sample Availability: Not available. |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | RSM | PSM | USM | |
|---|---|---|---|---|
| Descriptor | ||||
| Overall liking | 1.66 ± 0.44 a | 2.50 ± 1.22 a | 3.54 ± 0.65 b | |
| Aroma | ||||
| Milk aroma | 1.66 ± 0.74 a | 2.75 ± 0.76 b | 3.75 ± 0.53 c | |
| Cooked/sulfurous | 2.06 ± 0.86 a | 2.35 ± 1.37 a | 3.06 ± 0.86 a | |
| Caramelized | 0.75 ± 0.65 a | 1.28 ± 0.88 a | 2.94 ± 0.18 b | |
| Fishy | 2.39 ± 0.86 a | 0.89 ± 0.60 b | 0.45 ± 0.49 b | |
| Flavor/Taste | ||||
| Milk flavor | 1.60 ± 0.66 a | 2.54 ± 0.95 b | 3.50 ± 0.93 c | |
| Sweet taste | 2.04 ± 1.36 a | 2.19 ± 1.00 a | 2.63 ± 0.88 a | |
| Umami | 1.64 ± 0.58 a | 1.80 ± 0.85 a | 1.80 ± 1.00 a | |
| Sour | 0.38 ± 0.44 a | 0.31 ± 0.37 a | 0.25 ± 0.38 a | |
| Salty | 1.79 ± 1.19 a | 1.45 ± 0.68 a | 0.95 ± 0.64 a | |
| Astringency | 1.00 ± 0.93 a | 0.88 ± 1.09 a | 0.69 ± 0.53 a | |
| Mouthfeel | ||||
| Residual mouthfeel | 1.81 ± 0.30 a | 2.40 ± 1.03 a | 3.29 ± 0.67 b | |
| No. | Compound | RI | CAS | Identified Method | Concentration (μg L−1) | |||
|---|---|---|---|---|---|---|---|---|
| Cal. d | Ref. e | RSM | PSM | USM | ||||
| 1 | 2-Heptanone | 1180 | 1184 | 110-43-0 | MS, RI | − | − | 13.56 ± 0.22 |
| 2 | Dodecane | 1202 | − | 112-40-3 | MS, RI, STD | − | − | 9.51 ± 0.65 |
| 3 | Tetradecane | 1350 | 1400 | 629-59-4 | MS, RI, STD | − | − | 0.84 ± 0.05 |
| 4 | 2-Nonanone | 1390 | 1388 | 821-55-6 | MS, RI | − | 0.12 ± 0.04 a | 13.84 ± 0.59 b |
| 5 | Nonanal | 1394 | 1390 | 124-19-6 | MS, RI | − | 0.83 ± 0.27 | − |
| 6 | 1-Hexanol, 2-ethyl- | 1494 | 1484 | 104-76-7 | MS, RI | 0.24 ± 0.04 a | 0.45 ± 0.17 a | 1.49 ± 0.26 b |
| 7 | Decanal | 1500 | 1485 | 112-31-2 | MS, RI | 0.26 ± 0.06 a | 1.34 ± 0.70 b | 2.35 ± 0.41 c |
| 8 | 2-Undecanone | 1600 | 1599 | 112-12-9 | MS, RI | − | − | 3.34 ± 0.45 |
| 9 | Naphthalene | 1737 | 1712 | 91-20-3 | MS, RI | 0.28 ± 0.04 | − | − |
| 10 | Naphthalene, 2-methyl- | 1848 | 1875 | 90-12-0 | MS, RI | 0.20 ± 0.03 | − | − |
| 11 | Hexanoic acid | 1880 | 1866 | 142-62-1 | MS, RI, STD | 0.79 ± 0.48 a | 0.42 ± 0.09 a | 3.92 ± 0.90 b |
| 12 | Octanoic acid | 2106 | 2050 | 124-07-2 | MS, RI, STD | 1.76 ± 0.76 a | 1.70 ± 0.25 a | 7.07 ± 1.27 b |
| 13 | 2H-Pyran-2-one, tetrahydro-6-pentyl- | 2194 | 2179 | 705-86-2 | MS, RI | − | − | 2.18 ± 0.42 |
| 14 | Nonanoic acid | 2223 | 2195 | 112-05-0 | MS, RI | 0.55 ± 0.32 a | 0.31 ± 0.12 a | − |
| Total | 4.08 ± 1.59 a | 5.05 ± 1.18 a | 58.10 ± 2.27 b | |||||
| Descriptor | Definition |
|---|---|
| Aroma | |
| Milk aroma | The inherent frankincense of milk, the aroma is gentle, scented, natural, and without a peculiar smell |
| Cooked/sulfurous | Aromatics associated with cooked milk products |
| Caramelized | Aromatics associated with caramelized milk products |
| Fishy | Aromatics associated with fresh fish with skin or canned tuna juice |
| Flavor/Taste | |
| Milk flavor | Normal milk taste delicious and slightly sweet, with a unique flavor of pure milk, no other abnormal taste |
| Sweet taste | Fundamental taste sensation elicited by sugars |
| Umami | Tastes associated with aginomoto |
| Sour | Taste of lactic acid |
| Salty | Fundamental taste sensation elicited by salts |
| Astringent | Chemical feeling factor producing a dry sensation |
| Mouthfeel | |
| Residual mouthfeel | Degree of product left in the mouth after expectoration |
| Overall liking | Degree of preference for the sample |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, L.; Yi, H.; Wang, J.; Pan, M.; Chi, X.; Hao, H.; Ai, N. Effect of Preheating Treatment before Defatting on the Flavor Quality of Skim Milk. Molecules 2019, 24, 2824. https://doi.org/10.3390/molecules24152824
Tong L, Yi H, Wang J, Pan M, Chi X, Hao H, Ai N. Effect of Preheating Treatment before Defatting on the Flavor Quality of Skim Milk. Molecules. 2019; 24(15):2824. https://doi.org/10.3390/molecules24152824
Chicago/Turabian StyleTong, Lingjun, Huaxi Yi, Jing Wang, Minghui Pan, Xuelu Chi, Haining Hao, and Nasi Ai. 2019. "Effect of Preheating Treatment before Defatting on the Flavor Quality of Skim Milk" Molecules 24, no. 15: 2824. https://doi.org/10.3390/molecules24152824