
Gasification of Waste Machine Oil by the Ultra-Superheated Mixture of Steam and Carbon Dioxide
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Properties of Feedstock and Fuel
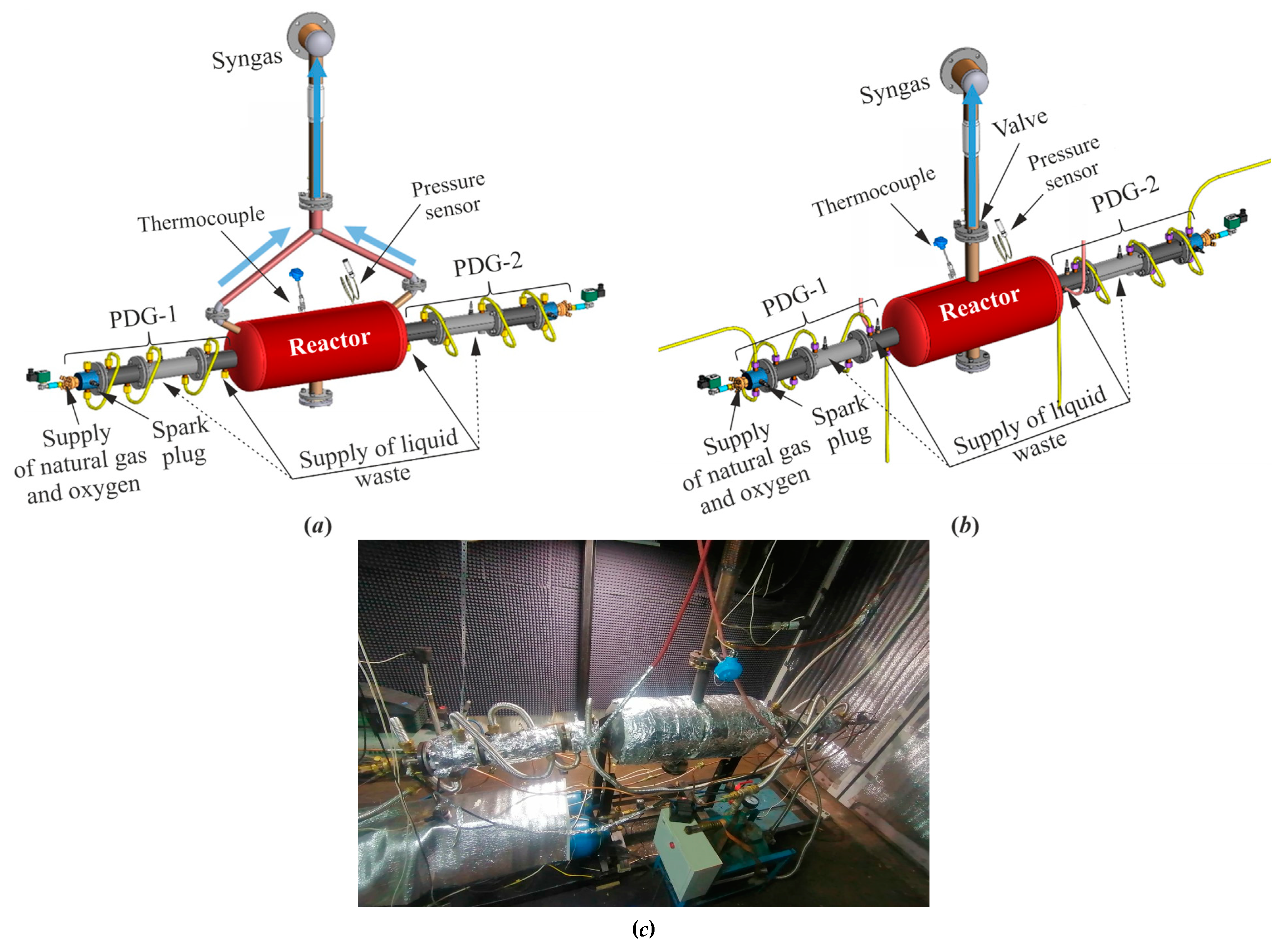
2.2. Waste Gasifier and Principle of Its Operation
2.3. Experimental Conditions
3. Results
3.1. Effect of Feedstock Supply Location
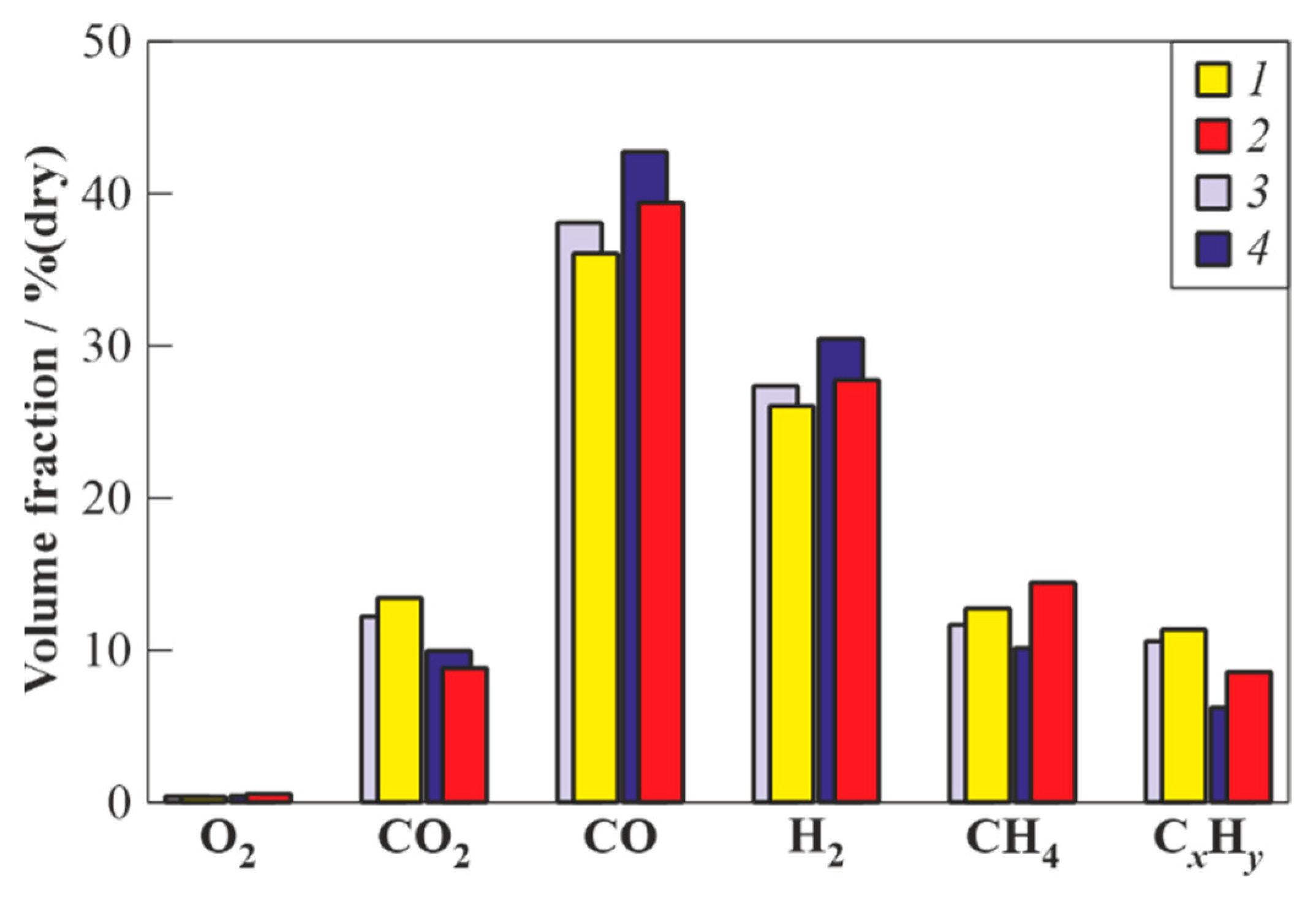
- Increasing the residence time of feedstock in the flow reactor due to the use of valve (the mean residence time is expected to increases by a factor of about 3) leads to an increase in the yields of target gasification products (H2 and CO) and a decrease in the yields of CO2, CH4, and CxHy. In the valved schemes, the contents of H2 and CO reach 31 and 43% (vol., dry), respectively, and the contents of CO2, CH4, and CxHy decrease to 10, 10, and 6% (vol., dry), respectively, i.e., the maximum content of combustible gases reaches 90% (vol., dry);
- The supply of feedstock to the PDG through the port located farther from the inlet to the flow reactor increases the yields of target gasification products (H2 and CO) and reduces the yield of CO2. As for CH4 and CxHy, the displacement of the feedstock supply location from the flow reactor has a multidirectional effect on their yields: the yield of CH4 increases, while the yield of CxHy decreases. The obtained results are apparently explained by the fact that the supply of feedstock to the PDG farther from the inlet to the flow reactor leads to an increase in the feedstock residence time in the high-temperature GA behind a propagating detonation wave and a greater progress in the gasification reaction, resulting in a decrease in the yields of CO2 and CxHy;
- In the WG with short PDGs, a minimum ratio of 0.17 was achieved in the experiments.
3.2. Effect of Length (Volume) of the Pulsed Detonation Gun
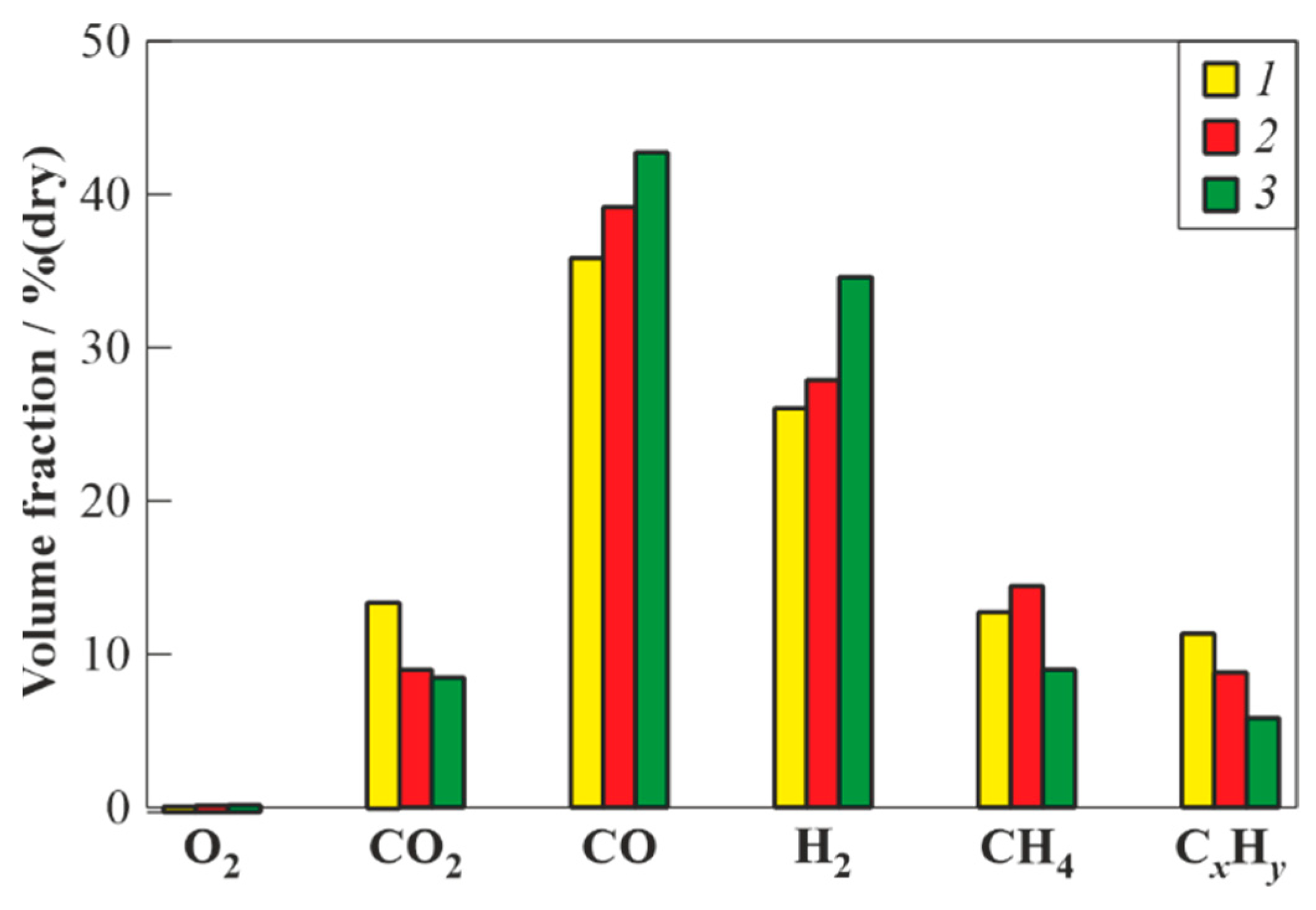
- An increase in the residence time of the feedstock in the WG of valveless scheme due to the use of longer PDGs leads to an increase in the yields of target gasification products (H2 and CO) and a decrease in the yields of CO2, CH4, and CxHy. In the WG of valveless scheme 3, the yields of H2 and CO reach 35 and 43% (vol., dry), respectively, and the yields of CO2, CH4, and CxHy decrease to 8, 8, and 5% (vol., dry), respectively, i.e., the maximum yield of combustible gases reaches 92% (vol., dry);
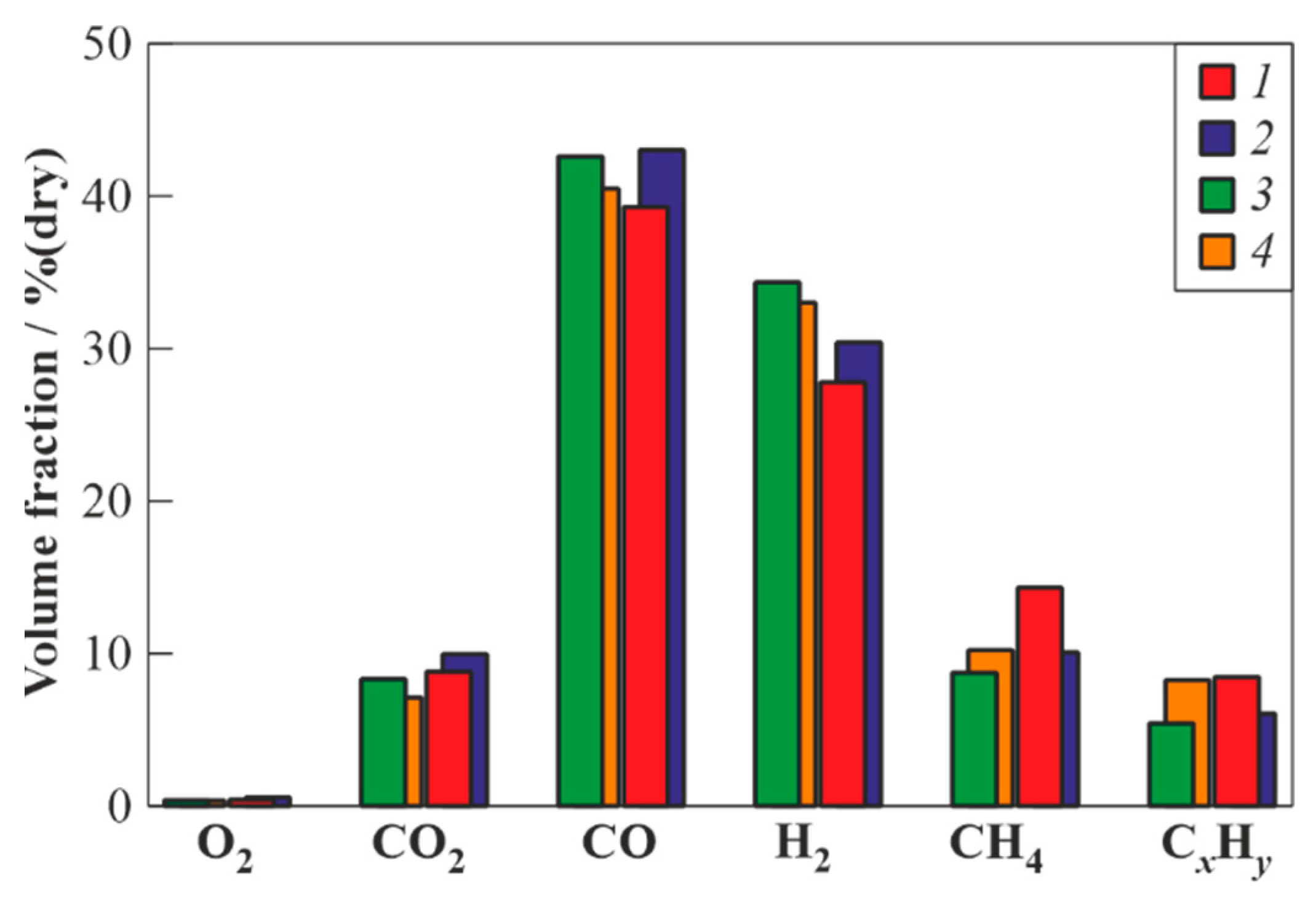
- Increasing the residence time of the feedstock in the WG due to the use of both longer PDGs and valves leads to a decrease in the yield of CO2 to 7% (vol., dry) and an increase in the maximum combustible gas yield to 93% (vol., dry) (compare schemes 3 and 4). At the same time, the yields of the target gasification products (H2 and CO) somewhat decrease (to 34 and 40% (vol., dry)), while the yields of CH4 and CxHy slightly increase (to 10 and 8% (vol., dry)) compared to those in the valveless schemes. The latter could be explained by the larger relative loading of the reactor with the feedstock ( to ratio 0.56 vs. 1.21) and possibly incomplete gasification of feedstock;
- The use of the valve in the WG with short PDGs leads to an increase in the yields of both the target gasification products (H2 and CO) and CO2, but also to a decrease in the yields of CH4 and CxHy. The yields of H2 and CO increase from 27 and 39% (vol., dry) to 31 and 43% (vol., dry), respectively, the yield of CO2 increases from 9 to 10% (vol., dry), and the yields of CH4 and CxHy decrease from 15 and 8% (vol., dry) to 10 and 6% (vol., dry), respectively. The maximum yield of combustible gases reaches 90% (dry vol.);
- In contrast to the WG with short PDGs, the use of the WG of the valved scheme with long PDGs leads to a decrease in both the yields of target gasification products (H2 and CO) and CO2, but also to an increase in the yields of CH4 and CxHy. The yields of H2 and CO decrease from 34.5 and 43% (vol., dry) to 33 and 41% (vol., dry), respectively, the yield of CO2 decreases from 8 to 7% (vol., dry), and the yields of CH4 and CxHy increase from 8 and 5% (vol., dry) to 10 and 8% (vol., dry), respectively. The maximum yield of combustible gases reaches 93% (vol., dry);
- As in the case of the WG with short PDGs, the minimum ratio = 0.16 was achieved in the WG with long PDGs.
3.3. Effect of Feedstock Residence Time in the Pulsed Detonation Gun
3.4. Effect of Feedstock Residence Time in the Flow Reactor
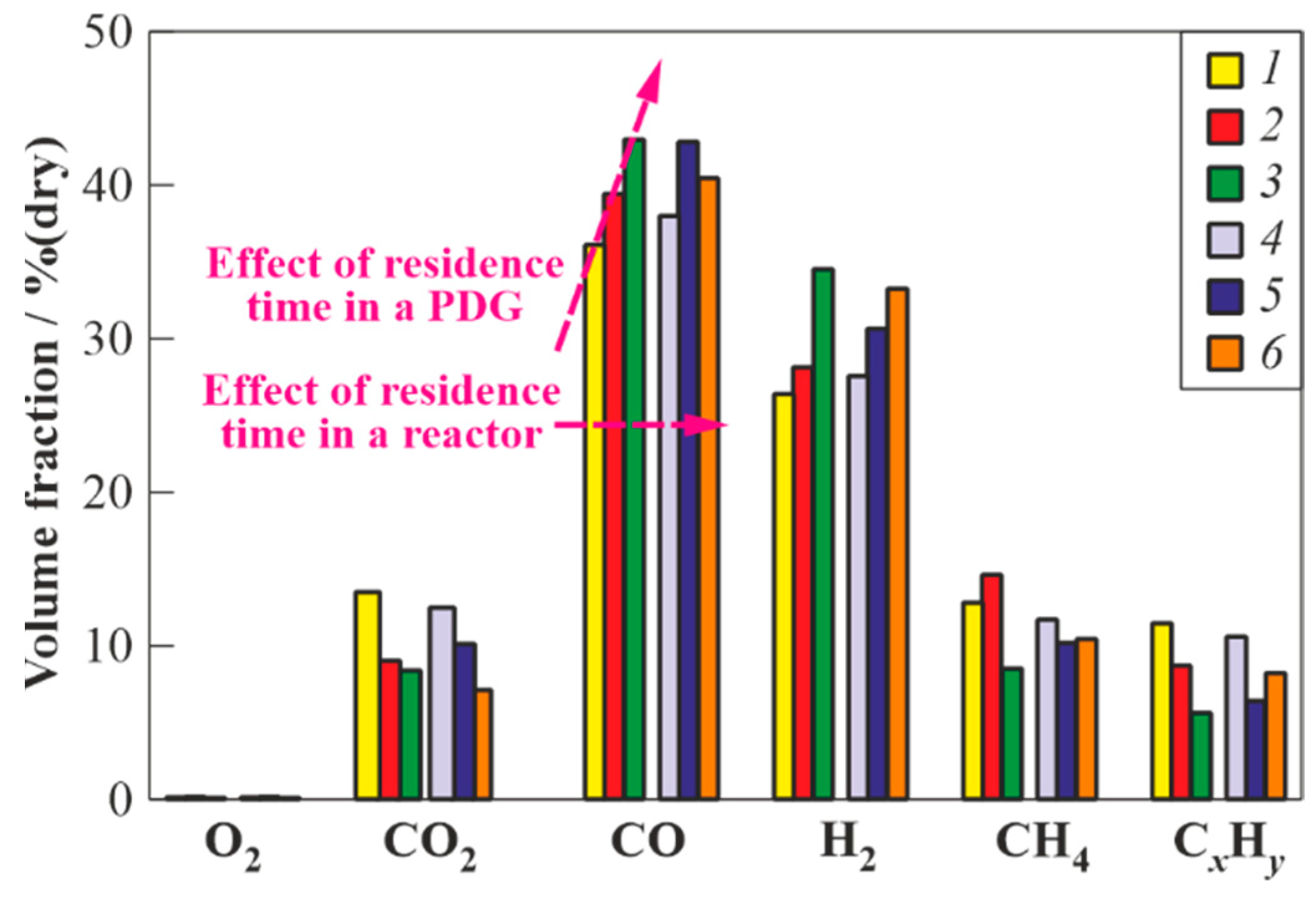
- Both in the WG of valveless and valved schemes, an increase in the feedstock residence time in the PDG generally leads to a decrease in the yield of CO2 and increase in the yields of target gasification products (H2 and CO). Nevertheless, some inconsistencies must be noted, e.g., the irregularity between the contents of CO for cases 5 and 6 in Figure 7. Case 5 corresponds to the short and valved PDG with feedstock supply at a distance of 295 mm from the closed end (see Table 7, scheme #2). Case 6 corresponds to the long and valved PDG with the feedstock supply at the same distance from the closed end (see Table 7, scheme #4). The expected residence time in case 6 must be longer, and the yields of H2 and CO must be higher. However, Table 7 and Figure 7 show that despite the yield of H2 being higher indeed (30.6% vs. 33.2%), the yield of CO is somewhat smaller (43% vs. 40.6%). The possible reason for this is the incomplete gasification of feedstock in case 6 due to a larger relative loading of the reactor with the feedstock as compared with case 5 ( to ratio is 1.21 vs. 0.75);
- An increase in the feedstock residence time in the flow reactor due to the use of valved schemes leads to a slight decrease in the yields of CO2 (by a maximum of 2% (vol., dry)) and a slight increase in the yields of H2 and CO (by a maximum of 3% (vol., dry.));
- The feedstock residence time in PDGs shows a significantly greater influence on the composition of the product syngas than the feedstock residence time in the flow reactor. This is due to the fact that both the instantaneous and the average temperature of the ultra-superheated GA in a propagating detonation wave are much higher than in the flow reactor.
3.5. Efficiency of the Gasification Process
4. Discussion
5. Conclusions
- (1)
- Compared with the experiments carried out earlier at a higher average temperature of the reactor wall and when using a PDG of a much larger volume, the contents of H2, CO, CH4; and CO2 in the product syngas remained virtually unchanged;
- (2)
- The efficiency of the gasification process increased significantly: with the help of 1 g of natural gas, it was possible to completely gasify up to 4 g of feedstock. This is explained by the fact that the value of the gasification temperature (the maximum temperature of the detonation products of the natural gas–oxygen mixture after expansion to 1 bar) remained as high (above 2000 °C) as in earlier experiments;
- (3)
- The determining role in the process of gasification of liquid feedstock is played by the time during which the feedstock stays in the pulsed detonation gun rather than in the flow reactor. This is explained by the fact that the temperature of the gasifying agent in a propagating detonation wave is much higher than after expansion in the flow reactor, and the reactions of gasification of feedstock microdroplets in the pulsed detonation gun proceed much faster than in the flow reactor;
- (4)
- The study defines the minimum ratio between the mass flow rates of the gasifying agent and liquid feedstock, the minimum ratio between the mass flow rates of fuel and liquid feedstock, and the degree of utilization of the gasifying agent in the gasification process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhan, L.; Jiang, L.; Zhang, Y.; Gao, B.; Xu, Z. Reduction, detoxification and recycling of solid waste by hydrothermal technology: A review. Chem. Eng. J. 2020, 390, 124651. [Google Scholar] [CrossRef]
- Boukis, N.; Stoll, I.K. Gasification of biomass in supercritical water, challenges for the process design—Lessons learned from the operation experience of the first dedicated pilot plant. Processes 2021, 9, 455. [Google Scholar] [CrossRef]
- Hameed, Z.; Aslam, M.; Khan, M.; Maqsood, K.; Atabani, A.E.; Ghauri, M.; Shahzad Khurram, M.; Rehan, M.; Nizami, A.-S. Gasification of municipal solid waste blends with biomass for energy production and resources recovery: Current status, hybrid technologies and innovative prospects. Renew. Sust. Energ. Rev. 2021, 136, 110375. [Google Scholar] [CrossRef]
- DiCarlo, A.; Savuto, E.; Foscolo, P.U.; Papa, A.A.; Tacconi, A.; Del Zotto, L.; Aydin, B.; Bocci, E. Preliminary results of biomass gasification obtained at pilot scale with an innovative 100 kWth dual bubbling fluidized bed gasifier. Energies 2022, 15, 4369. [Google Scholar] [CrossRef]
- Roncancio, R.; Gore, J.P. CO2 char gasification: A systematic review from 2014 to 2020. Energ. Convers. Manag. 2021, 10, 100060. [Google Scholar] [CrossRef]
- Siwal, S.S.; Zhang, Q.; Sun, C.; Thakur, S.; Gupta, V.K.; Thakur, V.K. Energy production from steam gasification processes and parameters that contemplate in biomass gasifier—A review. Bioresour. Technol. 2020, 297, 122481. [Google Scholar] [CrossRef]
- Yang, Y.; Liew, R.K.; Tamothran, A.M.; Foong, S.Y.; Yek, P.N.Y.; Chia, P.W.; Van Tran, T.; Peng, W.; Lam, S.S. Gasification of refuse-derived fuel from municipal solid waste for energy production: A review. Environ. Chem. Lett. 2021, 19, 2127–2140. [Google Scholar] [CrossRef]
- Inayat, A.; Khan, Z.; Aslam, M.; Shahbaz, M.; Ahmad, M.M.; Abdul Mutalib, M.I.; Yusup, S. Integrated adsorption steam gasification for enhanced hydrogen production from palm waste at bench scale plant. Int. J. Hydrogen Energy 2021, 46, 30581–30591. [Google Scholar] [CrossRef]
- Wijayasekera, S.C.; Hewage, K.; Siddiqui, O.; Hettiaratchi, P.; Sadiq, R. Waste-to-hydrogen technologies: A critical review of techno-economic and socio-environmental sustainability. Int. J. Hydrogen Energy 2022, 49, 5842–5870. [Google Scholar] [CrossRef]
- Nanda, S.; Berruti, F. Thermochemical conversion of plastic waste to fuels: A review. Environ. Chem. Lett. 2021, 19, 123–148. [Google Scholar] [CrossRef]
- Yu, H.; Wang, C.; Lin, T.; An, Y.; Wang, Y.; Chang, Q.; Yu, F.; Wei, Y.; Sun, F.; Jiang, Z.; et al. Direct production of olefins from syngas with ultrahigh carbon efficiency. Nat. Commun. 2022, 13, 5987. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, M.; Ramos, A.; Ismail, T.M.; Monteiro, E.; Rouboa, A. A review on plasma gasification of solid residues: Recent advances and developments. Energies 2022, 15, 1475. [Google Scholar] [CrossRef]
- Chun, Y.N.; Song, H.G. Microwave-induced carbon–CO2 gasification for energy conversion. Energy 2020, 190, 116386. [Google Scholar] [CrossRef]
- Yi, F.; Manosh, C.P.; Sunita, V.; Xian, L.; Young-Kwon, P.; Siming, Y. Concentrated solar thermochemical gasification of biomass: Principles, applications, and development. Renew. Sust. Energ. Rev. 2021, 150, 11484. [Google Scholar] [CrossRef]
- Hrbek, J. Past, present and future of thermal gasification of biomass and waste. Acta Innov. 2020, 35, 5–20. [Google Scholar] [CrossRef]
- Larsson, A.; Kuba, M.; Berdugo Vilchesa, T.; Seemann, M.; Hofbauer, H.; Thunman, H. Steam gasification of biomass—Typical gas quality and operational strategies derived from industrial-scale plants. Fuel Process. Technol. 2021, 212, 106609. [Google Scholar] [CrossRef]
- Shahbeig, H.; Shafizadeh, A.; Rosen, M.A.; Sels, B.F. Exergy sustainability analysis of biomass gasification: A critical review. Biofuel Res. J. 2022, 33, 1592–1607. [Google Scholar] [CrossRef]
- Filippova, S.P.; Keiko, A.V. Coal gasification: At the crossroads. Economic outlook. Therm. Eng. 2021, 68, 347–360. [Google Scholar] [CrossRef]
- Wang, K.; Kong, G.; Zhang, G.; Zhang, X.; Han, L.; Zhang, X. Steam gasification of torrefied/carbonized wheat straw for H2-enriched syngas production and tar reduction. Int. J. Env. Res. Public Health 2022, 19, 10475. [Google Scholar] [CrossRef]
- Maric, J.; Berdugo Vilches, T.; Pissot, S.; Canete Vela, I.; Gyllenhammar, M.; Seemann, M. Emissions of dioxins and furans during steam gasification of automotive shredder residue; experiences from the Chalmers 2–4-MW indirect gasifier. Waste Manag. 2020, 102, 114–121. [Google Scholar] [CrossRef]
- Frolov, S.M. Organic waste gasification: A selective review. Fuels 2021, 2, 556–651. [Google Scholar] [CrossRef]
- Frolov, S.M. Gasification of organic waste with ultra-superheated steam and carbon dioxide. Combust. Explos. 2021, 14, 74–97. [Google Scholar] [CrossRef]
- Bany Ata, A.; Seufert, P.M.; Heinze, C.; Alobaid, F.; Epple, B. Optimization of integrated gasification combined-cycle power plant for polygeneration of power and chemicals. Energies 2021, 14, 7285. [Google Scholar] [CrossRef]
- Pio, D.T.; Gomes, H.G.M.F.; Tarelho, L.A.C.; Vilas-Boas, A.C.M.; Matos, M.A.A.; Lemos, F.M.S. Superheated steam injection as primary measure to improve producer gas quality from biomass air gasification in an autothermal pilot-scale gasifier. Renew. Energ. 2022, 181, 1223–1236. [Google Scholar] [CrossRef]
- Tsekos, C.; del Grosso, M.; de Jong, W. Gasification of woody biomass in a novel indirectly heated bubbling fluidized bed steam reformer. Fuel Process. Technol. 2021, 224, 107003. [Google Scholar] [CrossRef]
- Hess, J.R.; Ray, A.E.; Rials, T.G. Advancements in biomass feedstock preprocessing: Conversion ready feedstocks. Front. Energy Res. 2020, 7, 140. [Google Scholar] [CrossRef]
- Frolov, S.M.; Smetanyuk, V.A.; Avdeev, K.A.; Nabatnikov, S.A. Method for Obtaining Highly Overheated Steam and Detonation Steam Generator Device (Options). Patent of Russian Federation No. 2686138, 24 April 2019. [Google Scholar]
- Frolov, S.M. Organic waste gasification by ultra-superheated steam. Energies 2023, 16, 219. [Google Scholar] [CrossRef]
- Shahabuddin, M.; Alam, M.T.; Krishna, B.B.; Bhaskar, T.; Perkins, G. A review on the production of renewable aviation fuels from the gasification of biomass and residual wastes. Bioresour. Technol. 2020, 312, 123596. [Google Scholar] [CrossRef]
- Frolov, S.M.; Smetanyuk, V.A.; Sadykov, I.A.; Silantiev, A.S.; Shamshin, I.O.; Aksenov, V.S.; Avdeev, K.A.; Frolov, F.S. Natural gas conversion and liquid/solid organic waste gasification by ultra-superheated steam. Energies 2022, 15, 3616. [Google Scholar] [CrossRef]
- Frolov, S.M.; Smetanyuk, V.A.; Sadykov, I.A.; Silantiev, A.S.; Shamshin, I.O.; Aksenov, V.S.; Avdeev, K.A.; Frolov, F.S. Natural gas conversion and organic waste gasification by detonation-born ultra-superheated steam: Effect of reactor volume. Fuels 2022, 3, 375–391. [Google Scholar] [CrossRef]
- Frolov, S.M.; Smetanyuk, V.A.; Sadykov, I.A.; Silantiev, A.S.; Aksenov, V.S.; Shamshin, I.O.; Avdeev, K.A.; Frolov, F.S. Autothermal natural gas conversion and allothermal gasification of liquid and solid organic wastes by ultra-superheated steam. Combust. Explos. 2022, 15, 75–87. [Google Scholar] [CrossRef]
- Frolov, S.M.; Smetanyuk, V.A.; Sadykov, I.A.; Silantiev, A.S.; Shamshin, I.O.; Aksenov, V.S.; Avdeev, K.A.; Frolov, F.S. Effect of reactor volume on autothermal natural gas conversion and allothermal gasification of organic waste by ultra-superheated steam. Combust. Explos. 2022, 15, 71–87. [Google Scholar] [CrossRef]
- Frolov, S.M.; Smetanyuk, V.A.; Shamshin, I.O.; Sadykov, I.A.; Koval’, A.S.; Frolov, F.S. Production of highly superheated steam by cyclic detonations of propane and methane–steam mixtures with oxygen for waste gasification. Appl. Therm. Eng. 2021, 183, 116195. [Google Scholar] [CrossRef]
- Havilah, P.R.; Sharma, A.K.; Govindasamy, G.; Matsakas, L.; Patel, A. Biomass gasification in downdraft gasifiers: A technical review on production, up-gradation and application of synthesis gas. Energies 2022, 15, 3938. [Google Scholar] [CrossRef]
- Szul, M.; Iluk, T.; Zuwała, J. Use of CO2 in pressurized, fluidized bed gasification of waste biomasses. Energies 2022, 15, 1395. [Google Scholar] [CrossRef]
- Sanchez-Hernandez, A.M.; Martin-Sanchez, N.; Sanchez-Montero, M.J.; Izquierdo, C.; Salvador, F. Different options to upgrade engine oils by gasification with steam and supercritical water. J. Supercrit. Fluids 2020, 487, 104912. [Google Scholar] [CrossRef]
- Mishra, A.; Siddiqi, H.; Kumari, U.; Behera, I.D.; Mukherjee, S.; Meikap, B.C. Pyrolysis of waste lubricating oil/waste motor oil to generate high-grade fuel oil: A comprehensive review. Renew. Sust. Energy Rev. 2021, 150, 111446. [Google Scholar] [CrossRef]
- Prabowo, K.; Umeki, M.; Yan, M.; Nakamura, M.R.; Castaldi, M.J.; Yoshikawa, K. CO2-steam mixture for direct and indirect gasification of rice straw in a downdraft gasifier: Laboratory-scale experiments and performance prediction. Appl. Energy 2014, 113, 670–679. [Google Scholar] [CrossRef]
- Parvez, A.M.; Mujtaba, I.M.; Wu, T. Energy, exergy and environmental analyses of conventional, steam and CO2-enhanced rice straw gasification. Energy 2016, 94, 579–588. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Waste | Density, kg/m3 | HHV, * MJ/kg | Moisture, ** % | Ash, *** % |
|---|---|---|---|---|
| Waste machine oil | 900 | 45.74 | 5 | 0.7 |
| Waste | C | H | N | , % |
|---|---|---|---|---|
| Waste machine oil | 86.34 | 13.44 | trace | 99.78 |
| Species | %vol. |
|---|---|
| CH4 | 96.1 |
| C2H6 | 2.1 |
| C3H8 | 0.6 |
| C4H10 | 0.2 |
| N2 | 1.0 * |
| Species | %vol. |
|---|---|
| H2O | 65 |
| CO2 | 32 |
| CO | 2 |
| H2 | 1 |
| Scheme No. | Valve | PDG Length | PDG Volume |
Feedstock Supply | |
|---|---|---|---|---|---|
| 1 | No | Short (0.63m) | 2.4 dm3 | 545 mm | 295 mm |
| 2 | Yes | Short (0.63m) | 2.4 dm3 | 545 mm | 295 mm |
| 3 | No | Long (0.82 m) | 3.2 dm3 | 295 mm | - |
| 4 | Yes | Long (0.82 m) | 3.2 dm3 | 295 mm | - |
| Scheme No. | Lw, | Gw, | Gf, | Gox, | Tr, | [CO2] %vol. Dry | [CO] %vol. Dry | [H2] %vol. Dry | [CH4] %vol. Dry | [O2] %vol. Dry | [CxHy] %vol. Dry | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 545 | 2.70 | 0.53 | 2.12 | 0.20 | 580 | 13.4 | 36.0 | 26.2 | 12.7 | 0 | 11.4 |
| 295 | 3.24 | 0.55 | 2.20 | 0.17 | 600 | 9.0 | 39.5 | 27.9 | 14.5 | 0.35 | 8.7 | |
| 2 | 545 | 1.90 | 0.32 | 1.28 | 0.17 | 550 | 12.3 | 38.0 | 27.4 | 11.6 | 0.10 | 10.7 |
| 295 | 1.35 | 0.36 | 1.44 | 0.26 | 570 | 10.0 | 43.0 | 30.6 | 10.2 | 0 | 6.2 |
| Scheme No. | Gw, | Gf, | Gox, | Tr, | [CO2] %vol. Dry | [CO] %vol. Dry | [H2] %vol. Dry | [CH4] %vol. Dry | [O2] %vol. Dry | [CxHy] %vol. Dry | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 3.24 | 0.55 | 2.20 | 0.17 | 600 | 9.0 | 39.5 | 27.9 | 14.5 | 0.4 | 8.7 |
| 2 | 1.35 | 0.36 | 1.44 | 0.26 | 570 | 10.0 | 43.0 | 30.6 | 10.2 | 0 | 6.2 |
| 3 | 1.98 | 0.71 | 2.84 | 0.36 | 620 | 8.5 | 42.8 | 34.5 | 8.7 | 0 | 5.5 |
| 4 | 2.18 | 0.36 | 1.44 | 0.16 | 490 | 7.2 | 40.6 | 33.2 | 10.4 | 0.3 | 8.3 |
| Test No. | Gw, | Gf, | Gox, | Ww0, | Wst, | Wsr, | Ww, | |||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1.63 | 0.51 | 2.04 | 1440 | 1275 | 750 | 0 | 0.31 | 0.36 | 0.41 |
| 2 | 2.17 | 0.53 | 2.12 | 1800 | 1125 | 550 | 400 | 0.24 | 0.41 | 0.49 |
| 3 | 2.70 | 0.53 | 2.12 | 2200 | 940 | 200 | 1150 | 0.20 | 0.70 | 0.79 |
| Test No. | Gw, | Gf, | Gox, | Ww0, | Wst, | Wsr, | Ww, | |||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1.60 | 0.55 | 2.20 | 1000 | 660 | 400 | 0 | 0.28 | 0.26 | 0.40 |
| 2 | 1.43 | 0.55 | 2.20 | 1200 | 620 | 330 | 0 | 0.23 | 0.24 | 0.47 |
| 3 | 3.24 | 0.55 | 2.20 | 2500 | 950 | 400 | 400 | 0.17 | 0.26 | 0.58 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frolov, S.M.; Silantiev, A.S.; Sadykov, I.A.; Smetanyuk, V.A.; Frolov, F.S.; Hasiak, J.K.; Vorob’ev, A.B.; Inozemtsev, A.V.; Inozemtsev, J.O. Gasification of Waste Machine Oil by the Ultra-Superheated Mixture of Steam and Carbon Dioxide. Waste 2023, 1, 515-531. https://doi.org/10.3390/waste1020031
Frolov SM, Silantiev AS, Sadykov IA, Smetanyuk VA, Frolov FS, Hasiak JK, Vorob’ev AB, Inozemtsev AV, Inozemtsev JO. Gasification of Waste Machine Oil by the Ultra-Superheated Mixture of Steam and Carbon Dioxide. Waste. 2023; 1(2):515-531. https://doi.org/10.3390/waste1020031
Chicago/Turabian StyleFrolov, Sergey M., Anton S. Silantiev, Ilias A. Sadykov, Viktor A. Smetanyuk, Fedor S. Frolov, Jaroslav K. Hasiak, Alexey B. Vorob’ev, Alexey V. Inozemtsev, and Jaroslav O. Inozemtsev. 2023. "Gasification of Waste Machine Oil by the Ultra-Superheated Mixture of Steam and Carbon Dioxide" Waste 1, no. 2: 515-531. https://doi.org/10.3390/waste1020031