
Extraction of Cellulases Produced through Solid-State Fermentation by Trichoderma reesei CCT-2768 Using Green Coconut Fibers Pretreated by Steam Explosion Combined with Alkali
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Green Coconut Fiber
2.2. Steam Explosion
2.3. Alkaline Pretreatment
2.4. Chemical Characterization of the Biomass
2.5. Scanning Electron Microscopy
2.6. Microorganism
2.7. Solid-State Fermentation
2.8. Enzyme Extraction
2.9. Enzymatic Activity
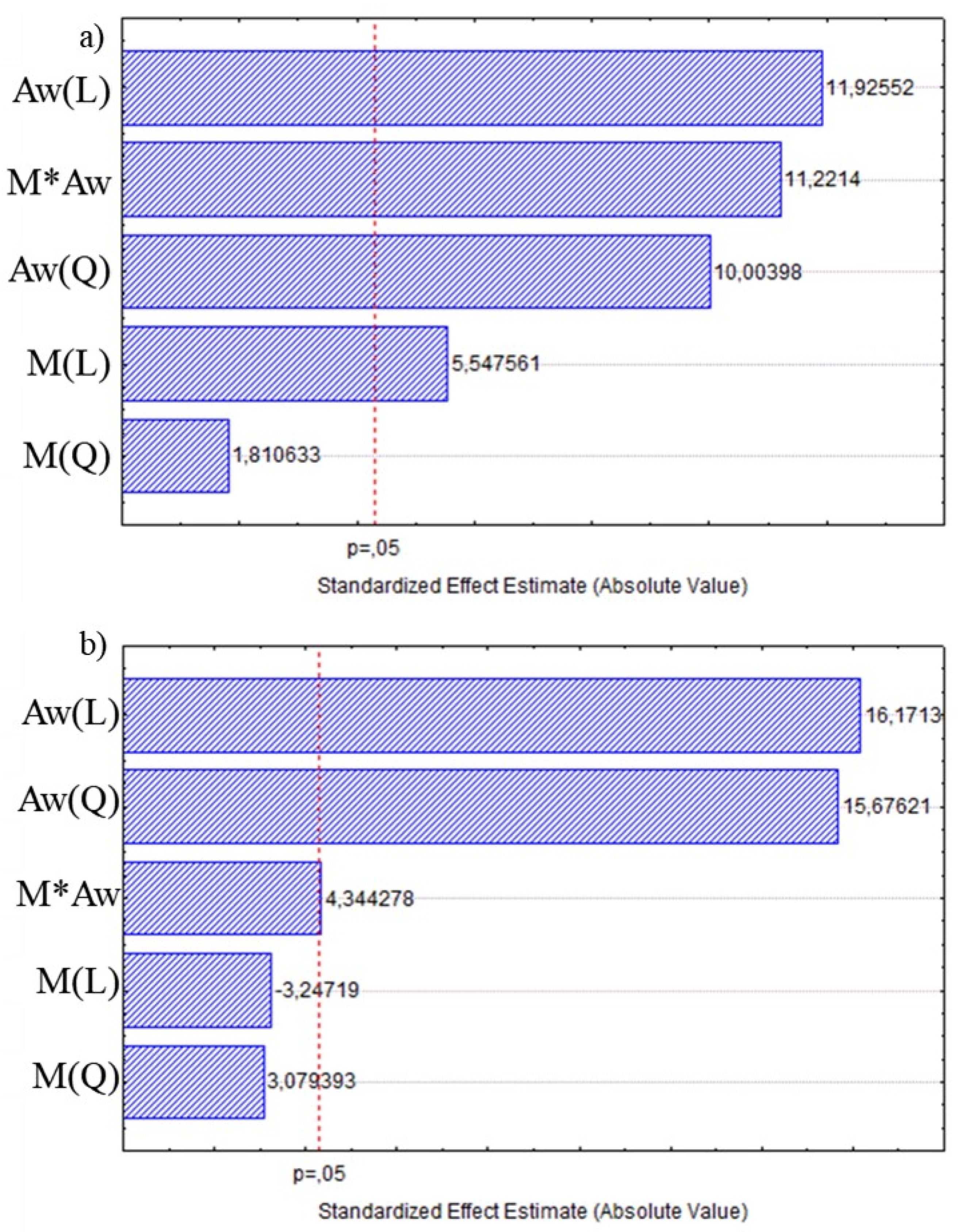
2.10. Statistical Analyses
3. Results and Discussion
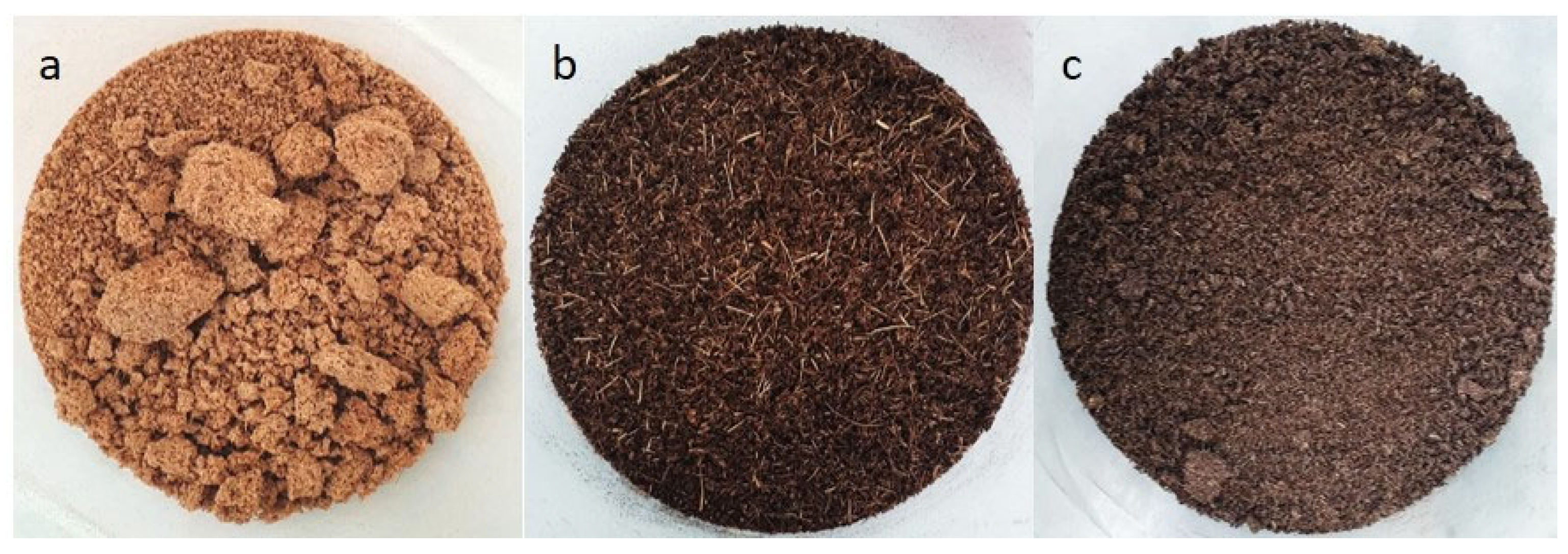
3.1. Biomass Composition and Pretreatment
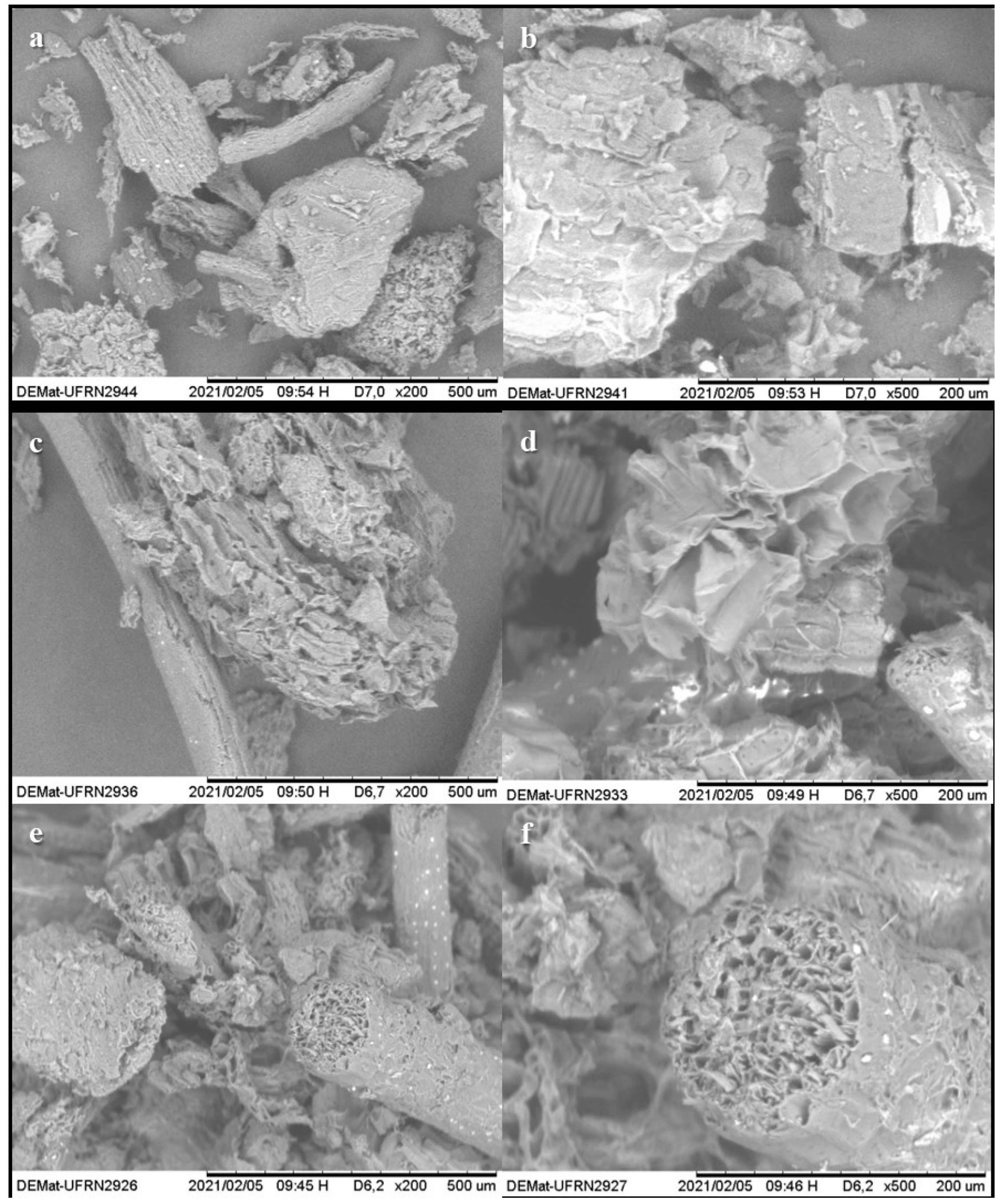
3.2. Scanning Electron Microscopy
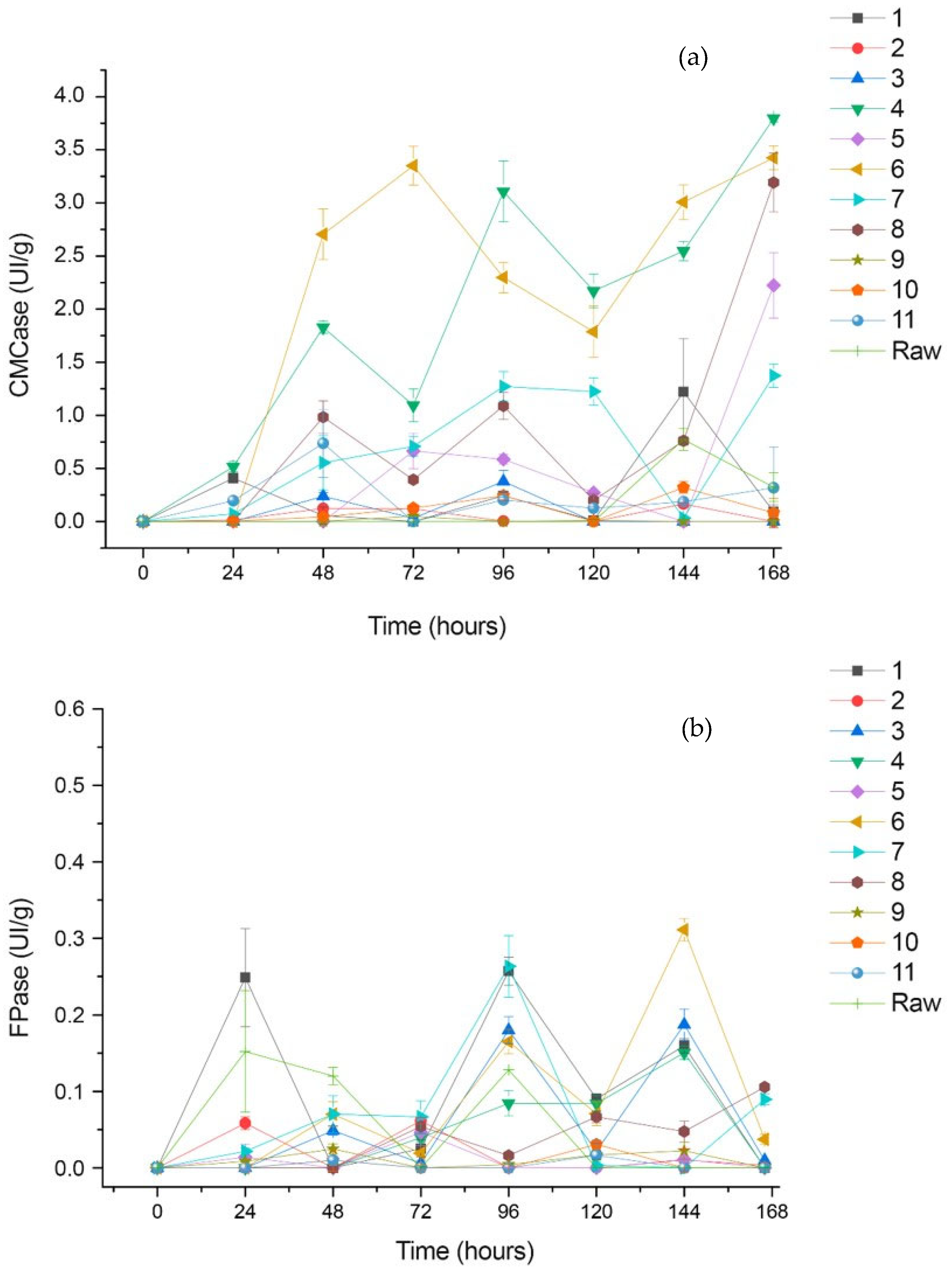
3.3. Production of Cellulases
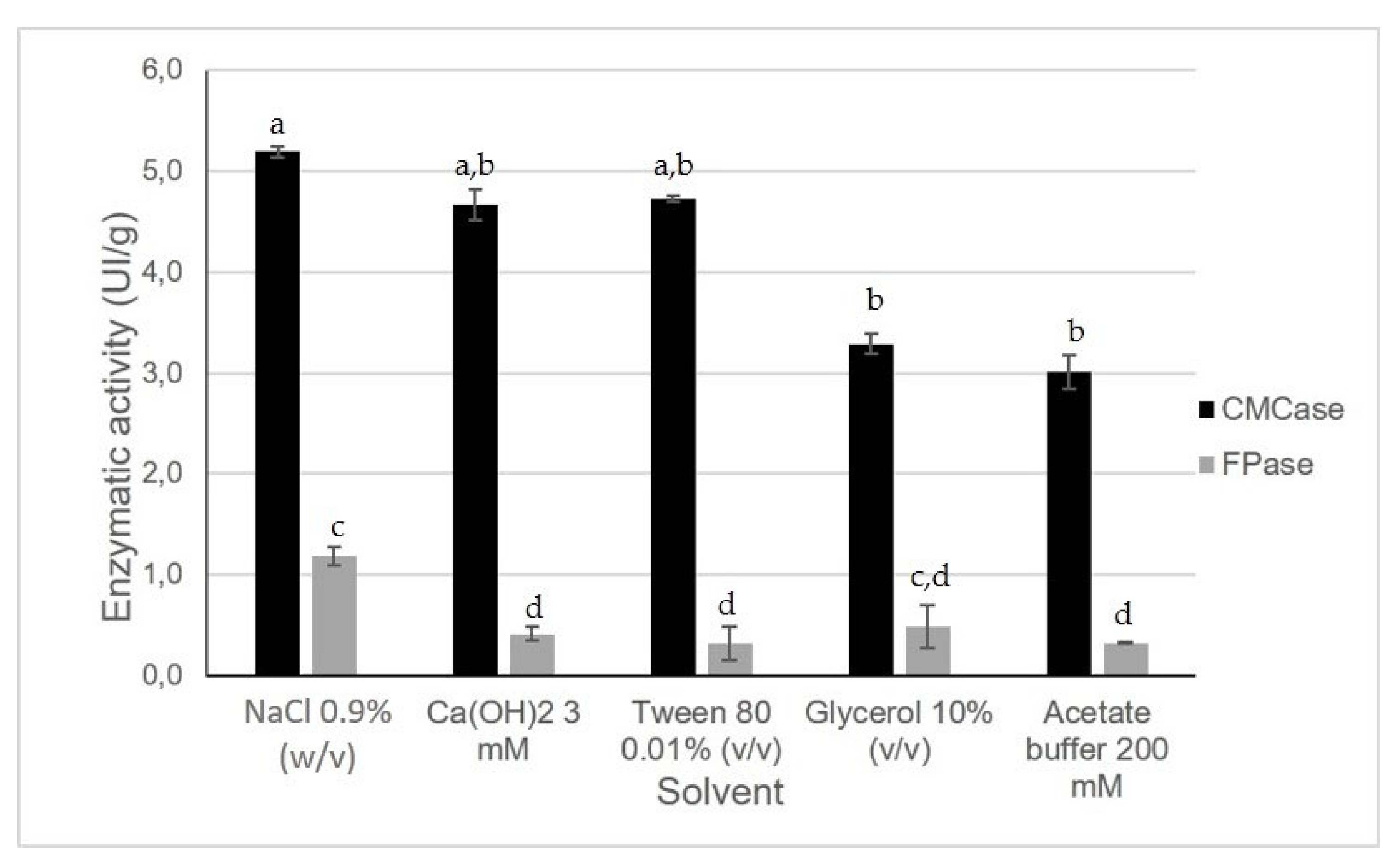
3.4. Enzyme Extraction
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abhishek, T.S.; Dwivedi, S.A. Review on integrated pest management of coconut crop. Int. J. Entomol. Res. 2021, 6, 115–120. [Google Scholar]
- FAOSTAT. Available online: https://www.fao.org/faostat/en/#data/QCL (accessed on 17 April 2022).
- Nogueira, C.C.; Padilha, C.E.A.; Jesus, A.A.; Souza, D.F.S.; Assis, C.F.; Sousa Junior, F.C.; Santos, E.S. Pressurized pretreatment and simultaneous saccharification and fermentation with in situ detoxification to increase bioethanol production from green coconut fibers. Ind. Crops Prod. 2019, 130, 259–266. [Google Scholar] [CrossRef]
- Soares, J.; Demek, M.M.; Velse, M.V.; Foulquié-Moreno, M.R.; Kerstens, D.; Sels, B.F.; Verplaetse, A.; Fernandes, A.A.R.; Thevelein, J.M.; Fernandes, P.M.B. Fed-batch production of green coconut hydrolysates for high-gravity second-generation bioethanol fermentation with cellulosic yeast. Bioresour. Technol. 2017, 244, 234–242. [Google Scholar] [CrossRef]
- Wearn, Y.N.; Montagna, L.S.; Passador, F.R. Compósitos de fibra de coco/LDPE: Efeito do tratamento superficial das fibras de coco em compósitos verdes. Matéria 2020, 25, 1. [Google Scholar] [CrossRef]
- Pham, V.H.T.; Kim, J.; Shim, J.; Chang, S.; Chung, W. Coconut Mesocarp-Based Lignocellulosic Waste as a Substrate for Cellulase Production from High Promising Multienzyme-Producing Bacillus amyloliquefaciens FW2 without Pretreatments. Microorganisms 2022, 10, 327. [Google Scholar] [CrossRef] [PubMed]
- Bolivar-Telleria, M.; TurbaY, C.; Favarato, L.; Carneiro, T.; De Biasi, R.S.; Fernandes, A.A.R.; Fernandes, P. Second-generation bioethanol from coconut husk. BioMed Res. Int. 2018, 2018, 4916497. [Google Scholar] [CrossRef]
- Gomes, M.A.; Rocha, M.S.R.S.; Barbosa, K.L.; Abreu, I.B.S.; Pimentel, W.R.O.; Silva, C.E.F.; Almeida, R.M.R.G.; Albuquerque, E.C.M.C.; Vieira, R.C. Agricultural Coconut Cultivation Wastes as Feedstock for Lignocellulosic Ethanol Production by Kluyveromyces marxianus. Waste Biomass Valorization 2021, 12, 4943–4951. [Google Scholar] [CrossRef]
- Soares, J.; Demeke, M.M.; Foulquié-Moreno, M.R.; Velde, M.V.; Verplaetse, A.; Fernandes, A.A.R.; Thevelein, J.M.; Fernandes, P.M.B. Green coconut mesocarp pretreated by an alkaline process as raw material for bioethanol production. Bioresour. Technol. 2016, 216, 744–753. [Google Scholar] [CrossRef]
- Nascimento, R.J.A.; Macedo, G.R.; Santos, E.S.; Oliveira, J.A. Real time in situ near-infrared spectroscopy (nirs) for quantitative monitoring of biomass, glucose, ethanol and glycerine concentrations in an alcoholic fermentation. Braz. J. Chem. Eng. 2017, 34, 459–468. [Google Scholar] [CrossRef]
- Ilangarathna, D.A.; Kapilan, R. Bioethanol production from green coconut fiber wastes using Saccharomyces cerevisiae. Vingnanam J. Sci. 2022, 7, 4205. [Google Scholar] [CrossRef]
- Peplow, M. Cellulosicethanol fights for life. Nature. 2014, 507, 152–153. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef] [PubMed]
- Padilha, C.E.A.; Nogueira, C.C.; Oliveira Filho, M.A.; Sousa Júnior, F.C.; Assis, C.F.; Souza, D.F.S.; Oliveira, J.A.; Santos, E.S. Fractionation of green coconut fiber using sequential hydrothermal/alkaline pretreatments and Amberlite XAD-7HP resin. J. Environ. Chem. Eng. 2019, 7, 103474. [Google Scholar] [CrossRef]
- Silva, F.L.; Campos, A.O.; Santos, D.A.; Oliveira Júnior, S.D.; Padilha, C.E.A.; Sousa Junior, F.C.; Macedo, G.R.; Santos, E.S. Pretreatments of Carnauba (Copernicia prunifera) straw residue for production of cellulolytic enzymes by Trichorderma reesei CCT-2768 by solid state fermentation. Renew. Energy 2016, 116, 299–308. [Google Scholar] [CrossRef]
- Rodríguez-Zúñiga, U.F.; Bertucci Neto, V.; Couri, S.; Crestana, S.; Farinas, C.S. Use of Spectroscopic and Imaging Techniques to Evaluate Pretreated Sugarcane Bagasse as a Substrate for Cellulase Production Under Solid-State Fermentation. Appl. Biochem. Biotechnol. 2014, 172, 2348–2362. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; Zhou, Y.; Zheng, G.; Liu, D. Microwave Pretreatment of Substrates for Cellulase Production by Solid-State Fermentation. Appl. Biochem. Biotechnol. 2010, 160, 1557–1571. [Google Scholar] [CrossRef] [PubMed]
- Ong, L.G.A.; Chuah, C.; Chew, A.L. Comparison of sodium hydroxide and potassium hydroxide followed by heat treatment on rice straw for cellulase production under solid state fermentation. In Proceedings of the 3rd International Conference on Chemical & Bioprocess Engineering, Universiti Malaysia Sabah, Kota Kinabalu, Sabah, Malaysia, 12–14 August 2009. [Google Scholar]
- Leite, P.; Salgado, J.M.; Venâncio, A.; Domínguez, J.M.; Belo, I. Ultrasounds pretreatment of olive pomace to improve xylanase and cellulase production by solid-state fermentation. Bioresour. Technol. 2016, 214, 737–746. [Google Scholar] [CrossRef]
- Brijwani, K.; Vadlani, P.V. Cellulolytic Enzymes Production via Solid-State Fermentation: Effect of Pretreatment Methods on Physicochemical Characteristics of Substrate. Enzyme Res. 2011, 2021, 860134. [Google Scholar] [CrossRef]
- Sarker, T.R.; Pattnaik, F.; Nanda, S.; Dalai, A.K.; Meda, V.; Naik, S. Hydrothermal pretreatment technologies for lignocellulosic biomass: A review of steam explosion and subcritical water hydrolysis. Chemosphere 2021, 284, 131372. [Google Scholar] [CrossRef]
- Bansal, N.; Tewari, R.; Soni, R.; Soni, S.K. Production of cellulases from Aspergillus niger NS-2 in solid state fermentation on agricultural and kitchen waste residues. Waste Manag. 2012, 32, 1341–1346. [Google Scholar] [CrossRef]
- Patel, A.K.; Pandey, A.; Singhania, R.R. Production of Celluloytic Enzymes for Lignocellulosic Biomass Hydrolysis. In Biofuels: Alternative Feedstocks and Conversion Processes for the Production of Liquid and Gaseous Biofuels, 2nd ed.; Pandey, A., Larroche, C., Dussap, C.-G., Gnansounou, E., Khanal, S.K., Ricke, S., Eds.; Elsevier: London, UK, 2011; pp. 401–426. [Google Scholar]
- Lodha, A.; Pawar, S.; Rathod, V. Optimised cellulase production from fungal co-culture of Trichoderma reesei NCIM 1186 and Penicillium citrinum NCIM 768 under solid state fermentation. J. Environ. Chem. Eng. 2020, 8, 103958. [Google Scholar] [CrossRef]
- Verma, N.; Kumar, V. Impact of process parameters and plant polysaccharide hydrolysates in cellulase production by Trichoderma reesei and Neurospora crassa under wheat bran based solid state fermentation. Biotechnol. Rep. 2020, 25, e00416. [Google Scholar] [CrossRef]
- Shah, F.; Ranawat, B.; Dubey, S.; Mishra, S. Optimization of fermentation conditions for higher cellulase production using marine Bacillus licheniformis KY962963: An epiphyte of Chlorococcum sp. Biocatal. Agric. Biotechnol. 2021, 35, 102047. [Google Scholar] [CrossRef]
- Ilmén, M.; Haan, R.; Brevnova, E.; McBride, J.; Wiswall, E.; Froehlich, A.; Koivula, A.; Voutilainen, S.P.; Siika-aho, M.; Grange, D.C.; et al. High level secretion of cellobiohydrolases by Saccharomyces cerevisiae. Biotechnol Biofuels Bioprod. 2011, 4, 30. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.; Bajar, S.; Devi, A.; Pant, D. An overview on the recent developments in fungal cellulase production and their industrial applications. Bioresour. Technol. Rep. 2021, 14, 100652. [Google Scholar] [CrossRef]
- Areeshi, M.Y. Microbial cellulase production using fruit wastes and its applications in biofuels production. Int. J. Food Microbiol. 2022, 378, 109814. [Google Scholar] [CrossRef]
- Ribeiro, V.T.; Costa, W.A.; Campolina, A.C.; Santos, E.S. Ethanol from green coconut fiber using alkaline combined steam explosion pretreatment. In Trabajos de Investigación 2019 Red IBEROMASA; Velázquez-Martí, B., Ed.; Universitat Politècnica de València: Valencia, Spain, 2019; pp. 267–278. [Google Scholar]
- Overend, R.P.; Chornet, E. Fractionation of lignocellulosics by steam-aqueous pretreatments. Philos. Trans. R. Soc. Lond. Ser. A Math. Phys. Sci. 1987, 321, 523–536. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Ash in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2005; pp. 1–5.
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2005; pp. 1–9.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2008; pp. 1–14.
- Skalicka-Wozniak, K.; Glowniak, K. Coumarins—Analytical and preparative techniques. In Encyclopedia of Analytical Chemistry; 25 Online; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2014. [Google Scholar] [CrossRef]
- Guilherme, A.A.; Pinto, G.A.S.; Rodrigues, S. Optimization of Trace Metals Concentration on Citric Acid Production by Aspergillus niger NRRL 2001. Food Bioproc. Technol. 2008, 1, 246–253. [Google Scholar] [CrossRef]
- Pinto, L.; Carvalho, L.C.T.; Chaves, E.J.F. Síntese de celulase por cultivo em estado sólido: Otimização do processo de extração. In Proceedings of the 20th Congresso Brasileiro de Engenharia Química, Florianópolis, Brazil, 19–22 October 2014. [Google Scholar]
- Otter, D.E.; Munro, P.A.; Scott, G.K.; Geddes, R. Desorption of Trichoderma reesei cellulase from cellulose by a range of desorbents. Biotechnol. Bioeng. 1989, 34, 291–298. [Google Scholar] [CrossRef]
- Díaz, A.B.; Caro, I.; Ory, I.; Blandino, A. Evaluation of the conditions for the extraction of hydrolitic enzymes obtained by solid state fermentation from grape pomace. Enzyme Microb. Technol. 2007, 41, 302–306. [Google Scholar] [CrossRef]
- Heck, J.X.; Hertz, P.F.; Ayub, M.A.Z. Extraction optimization of xylanases obtained by solid-state cultivation of Bacillus circulans BL53. Process. Biochem. 2005, 40, 2891–2895. [Google Scholar] [CrossRef]
- Ghose, T.K. Measurement of cellulase activities. Pure Appl. Chem. 1987, 59, 257–268. [Google Scholar] [CrossRef]
- Miller, G.L. Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Araújo, C.K.C.; Campos, A.O.; Padilha, C.E.A.; Sousa Júnior, F.C.; Nascimento, R.J.A.; Macedo, G.R.; Santos, E.S. Enhancing enzymatic hydrolysis of coconut husk through Pseudomonas aeruginosa AP 029/GLVIIA rhamnolipid preparation. Bioresour. Technol. 2017, 237, 20–26. [Google Scholar] [CrossRef] [PubMed]
- Heng, J.L.S.; Hamzah, H. Effects of different parameters on cellulase production by Trichoderma harzianum TF2 using solid-state fermentation (SSF). Indones. J. Biotechnol. 2022, 27, 80–86. [Google Scholar] [CrossRef]
- Boutiche, M.; Sahir-Halouane, F.; Meziant, L.; Saci, F.; Oudjedi, K.; Derdour, M.; Ouffroukh, K.; Maghboune, I.; Fiala, S.; Bekrar, A. Effect of pretreatments on physicochemical characteristics of olive pomace and on production of cellulases from Trichoderma reesei RUT C30 under solid-state fermentation. Intl. J. Agric. Biol. 2023, 29, 91–104. [Google Scholar]
- Hamrouni, R.; Molinet, J.; Dupuy, N.; Taieb, N.; Carboue, Q.; Masmoudi, A.; Roussos, S. The Effect of Aeration for 6-Pentyl-alpha-pyrone, Conidia and Lytic Enzymes Production by Trichoderma asperellum Strains Grown in Solid-State Fermentation. Waste Biomass Valorization 2020, 11, 5711–5720. [Google Scholar] [CrossRef]
- Singhania, R.R.; Sukumaran, R.K.; Pandey, A. Improved Cellulase Production by Trichoderma reesei RUT C30 under SSF Through Process Optimization. Appl. Biochem. Biotechnol. 2007, 142, 60–70. [Google Scholar] [CrossRef]
- Maurya, D.P.; Singh, D.; Pratap, D.; Maurya, J.P. Optimization of solid state fermentation conditions for the production of cellulase by Trichoderma reesei. J. Environ. Biol. 2012, 33, 5–8. [Google Scholar]
- Latifian, M.; Hamidiesfahani, Z.; Barzegar, M. Evaluation of culture conditions for cellulase production by two Trichoderma reesei mutants under solid-state fermentation conditions. Bioresour. Technol. 2007, 98, 3634–3637. [Google Scholar] [CrossRef]
- Darabzadeh, N.; Hamidi-Esfahani, Z.; Hejazi, P. Optimization of cellulase production under solid-state fermentation by a new mutant strain of Trichoderma reesei. Food Sci. Nutr. 2019, 7, 572–578. [Google Scholar] [CrossRef] [PubMed]
- Pessoa, V.A.; Oliveira Júnior, S.D.; Chevreuil, L.R.; Aguiar, L.V.B.; Silva, J.F.; Gouvêa, P.R.S.; Sales-Campos, C.; Santos, E.S. Endoglucanase production by Trichoderma reesei cultivated in solid state fermentation using lignocellulosic waste. Braz. J. Dev. 2021, 7, 105518–105533. [Google Scholar] [CrossRef]
- Pandey, A.K.; Negi, S. Enhanced cellulase recovery in SSF from Rhizopus oryzae SN5 and immobilization for multi-batch saccharification of carboxymethylcellulose. Biocatal. Agric. Biotechnol. 2020, 26, 101656. [Google Scholar] [CrossRef]
- Arakawa, T.; Timasheff, S.N. Mechanism of protein salting in and salting out by divalent cation salts: Balance between hydration and salt binding. Biochemistry 1984, 23, 5912–5923. [Google Scholar] [CrossRef] [PubMed]
- Awad, M.; Lewis, L.N. Avocado cellulase extraction and purification. J. Food Sci. 1980, 45, 1625–1628. [Google Scholar] [CrossRef]
- Tu, M.; Zhang, X.; Paice, M.; MacFarlane, P.; Saddler, J.N. The potential of enzyme recycling during the hydrolysis of a mixed softwood feedstock. Bioresour. Technol. 2009, 100, 6407–6415. [Google Scholar] [CrossRef]
- Marín, M.; Sánchez, A.; Artola, A. Production and recovery of cellulases through solid-state fermentation of selected lignocellulosic wastes. J. Clean. Prod. 2019, 209, 937–946. [Google Scholar] [CrossRef]
- Farinas, C.S. Solid-State Fermentation for the On-Site Production of Cellulolytic Enzymes and Their Use in the Saccharification of Lignocellulosic Biomass. In Current Developments in Biotechnology and Bioengineering, 1st ed.; Pandey, A., Larroche, C., Soccol, C.R., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 169–183. [Google Scholar] [CrossRef]
- Cai, L.-N.; Xu, S.-N.; Lu, T.; Lin, D.-Q.; Yao, S.-J. Directed expression of halophilic and acidophilic β-glucosidases by introducing homologous constitutive expression cassettes in marine Aspergillus niger. J. Biotechnol. 2019, 292, 12–22. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Codified Levels | ||||
|---|---|---|---|---|---|
| −α | −1 | 0 | +1 | +α | |
| Water activity | 0.80 | 0.83 | 0.90 | 0.97 | 1.00 |
| Mass of fiber 1 (g) | 2.68 | 3.50 | 5.25 | 7.00 | 8.32 |
| Title 1 | Water Activity | Mass of Fiber (g) |
|---|---|---|
| 1 | −1 | −1 |
| 2 | −1 | +1 |
| 3 | +1 | −1 |
| 4 | +1 | +1 |
| 5 | −α | 0 |
| 6 | +α | 0 |
| 7 | 0 | −α |
| 8 | 0 | +α |
| 9 1 | 0 | 0 |
| 10 1 | 0 | 0 |
| 11 1 | 0 | 0 |
| Raw | SE | SEA | |
|---|---|---|---|
| Moisture | 10.32 ± 0.10 a | 7.69 ± 0.19 b | 5.65 ± 0.03 c |
| Ashes | 3.51 ± 0.06 a | 1.32 ± 0.06 b | 1.42 ± 0.03 b |
| Extractives | 25.04 ± 0.27 a | 3.74 ± 0.05 b | 3.08 ± 0.02 b |
| Cellulose | 33.96 ± 1.80 c | 42.16 ± 0.29 b | 47.77 ± 1.73 a |
| Hemicellulose | 10.16 ± 0.13 a | 9.32 ± 0.21 a | 5.38 ± 0.22 b |
| Klason Lignin | 21.32 ± 0.33 b | 32.68 ± 0.60 a | 34.82 ± 1.48 a |
| Run | Water Activity (X1) | Mass of Substrate (X2) | CMCase (U/g) | FPase (U/g) |
|---|---|---|---|---|
| 1 | −1 | −1 | 1.221 | 0.160 |
| 2 | −1 | +1 | 0.165 | 0.010 |
| 3 | +1 | −1 | 0.000 | 0.187 |
| 4 | +1 | +1 | 2.546 | 0.151 |
| 5 | −α | 0 | 0.000 | 0.011 |
| 6 | +α | 0 | 3.008 | 0.311 |
| 7 | 0 | −α | 0.033 | 0.000 |
| 8 | 0 | +α | 0.761 | 0.047 |
| 9 1 | 0 | 0 | 0.000 | 0.022 |
| 10 1 | 0 | 0 | 0.320 | 0.000 |
| 11 1 | 0 | 0 | 0.186 | 0.000 |
| Enzymatic Activity | Source of Variation | Quadratic Sum | Degrees of Freedom | Quadratic Mean | F | R 2 |
|---|---|---|---|---|---|---|
| CMCase | Regression | 10.280 | 5 | 2.0600 | 7.9200 1 | 0.8870 |
| Residue | 1.3100 | 5 | 0.2600 | - | ||
| Lack of fit | 1.2600 | 3 | 0.4200 | 14.0000 2 | ||
| Pure error | 0.0500 | 2 | 0.0300 | - | ||
| Total | 11.5900 | 10 | - | - | ||
| FPase | Regression | 0.0900 | 5 | 0.0300 | 10.3448 1 | 0.8182 |
| Residue | 0.0200 | 5 | 0.0029 | - | ||
| Lack of fit | 0.0197 | 3 | 0.0066 | 33.000 2 | ||
| Pure error | 0.0003 | 2 | 0.0002 | |||
| Total | 0.11 | 10 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Campos, A.O.; Asevedo, E.A.; Souza Filho, P.F.; Santos, E.S.d. Extraction of Cellulases Produced through Solid-State Fermentation by Trichoderma reesei CCT-2768 Using Green Coconut Fibers Pretreated by Steam Explosion Combined with Alkali. Biomass 2024, 4, 92-106. https://doi.org/10.3390/biomass4010005
Campos AO, Asevedo EA, Souza Filho PF, Santos ESd. Extraction of Cellulases Produced through Solid-State Fermentation by Trichoderma reesei CCT-2768 Using Green Coconut Fibers Pretreated by Steam Explosion Combined with Alkali. Biomass. 2024; 4(1):92-106. https://doi.org/10.3390/biomass4010005
Chicago/Turabian StyleCampos, Alan O., Estéfani A. Asevedo, Pedro F. Souza Filho, and Everaldo S. dos Santos. 2024. "Extraction of Cellulases Produced through Solid-State Fermentation by Trichoderma reesei CCT-2768 Using Green Coconut Fibers Pretreated by Steam Explosion Combined with Alkali" Biomass 4, no. 1: 92-106. https://doi.org/10.3390/biomass4010005