
Advancing Paper Industry Applications with Extruded Cationic Wheat Starch as an Environmentally Friendly Biopolymer

Abstract
:1. Introduction
2. Materials and Methods
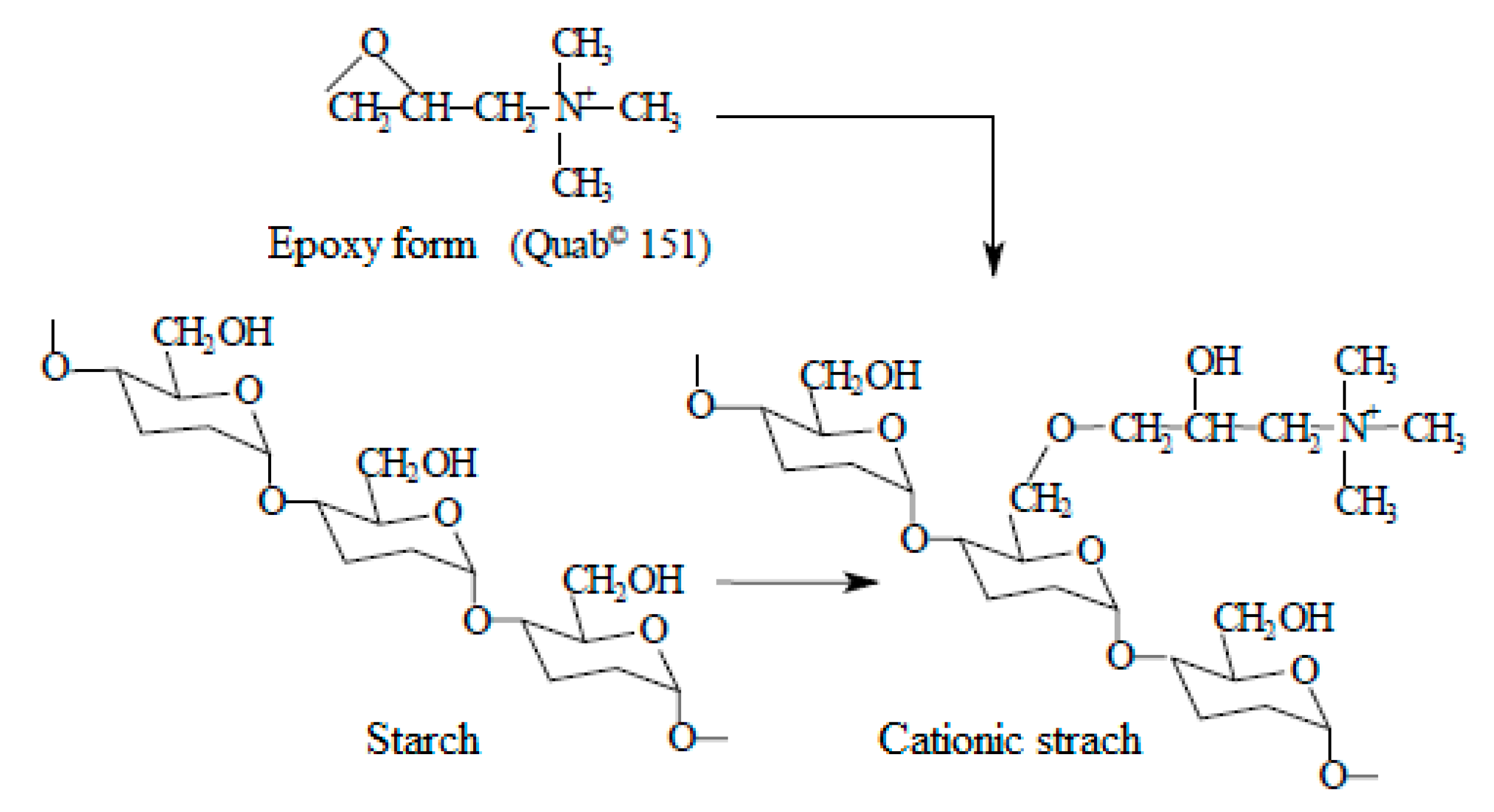
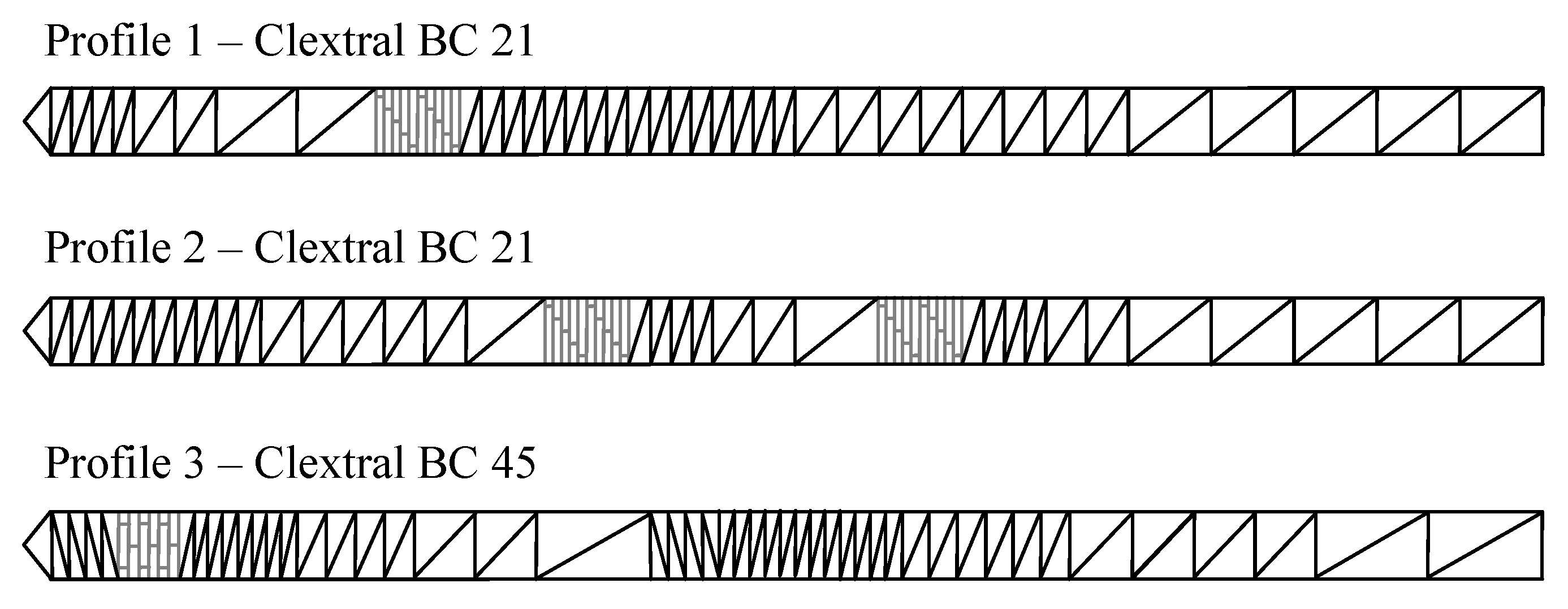
2.1. Preparation of Extruded Cationic Wheat Starch
2.2. Specific Mechanical Energy
2.3. Degree of Substitution
2.4. Paper Application Assessment
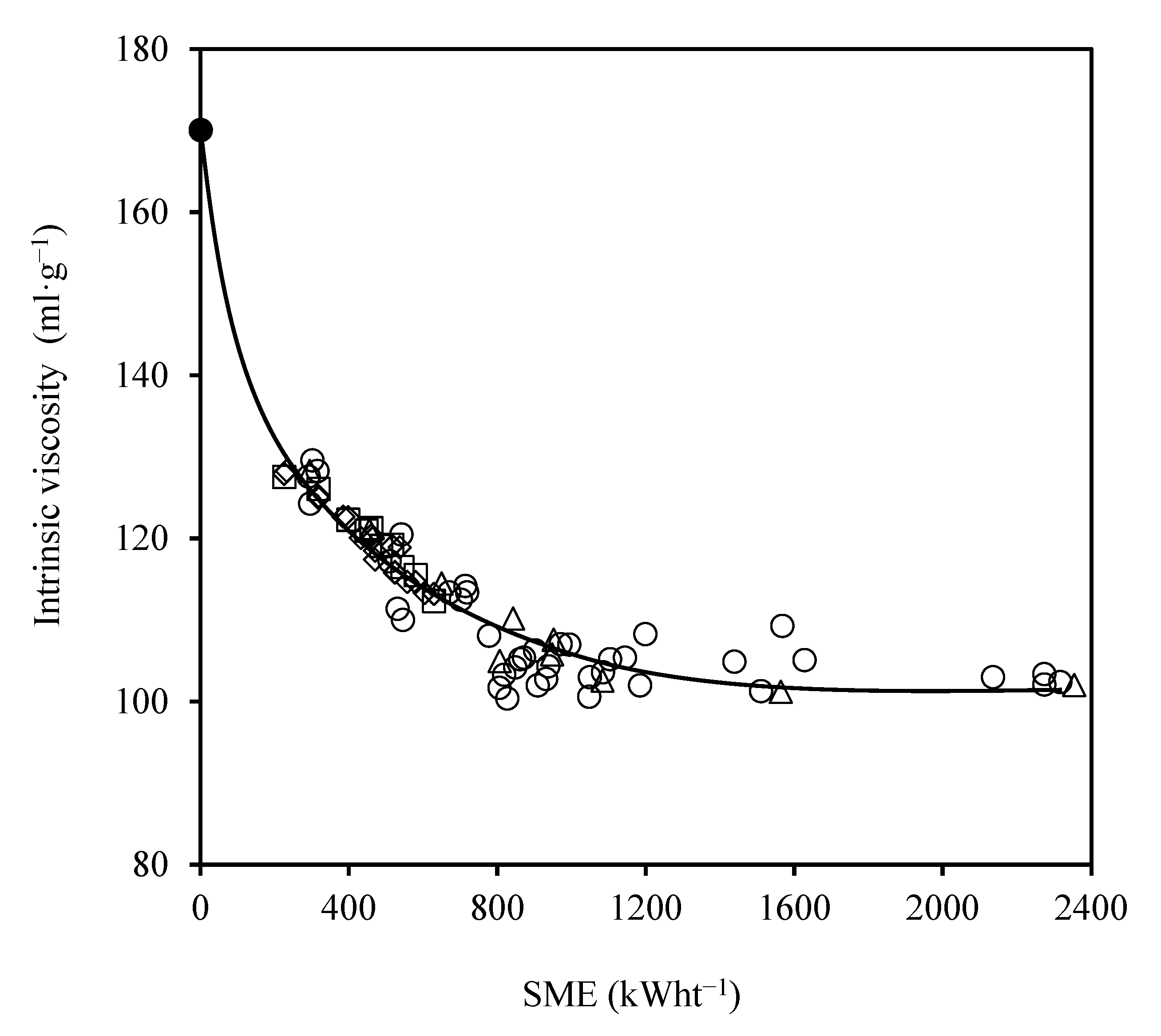
2.5. Intrinsic Viscosity
3. Results and Discussion
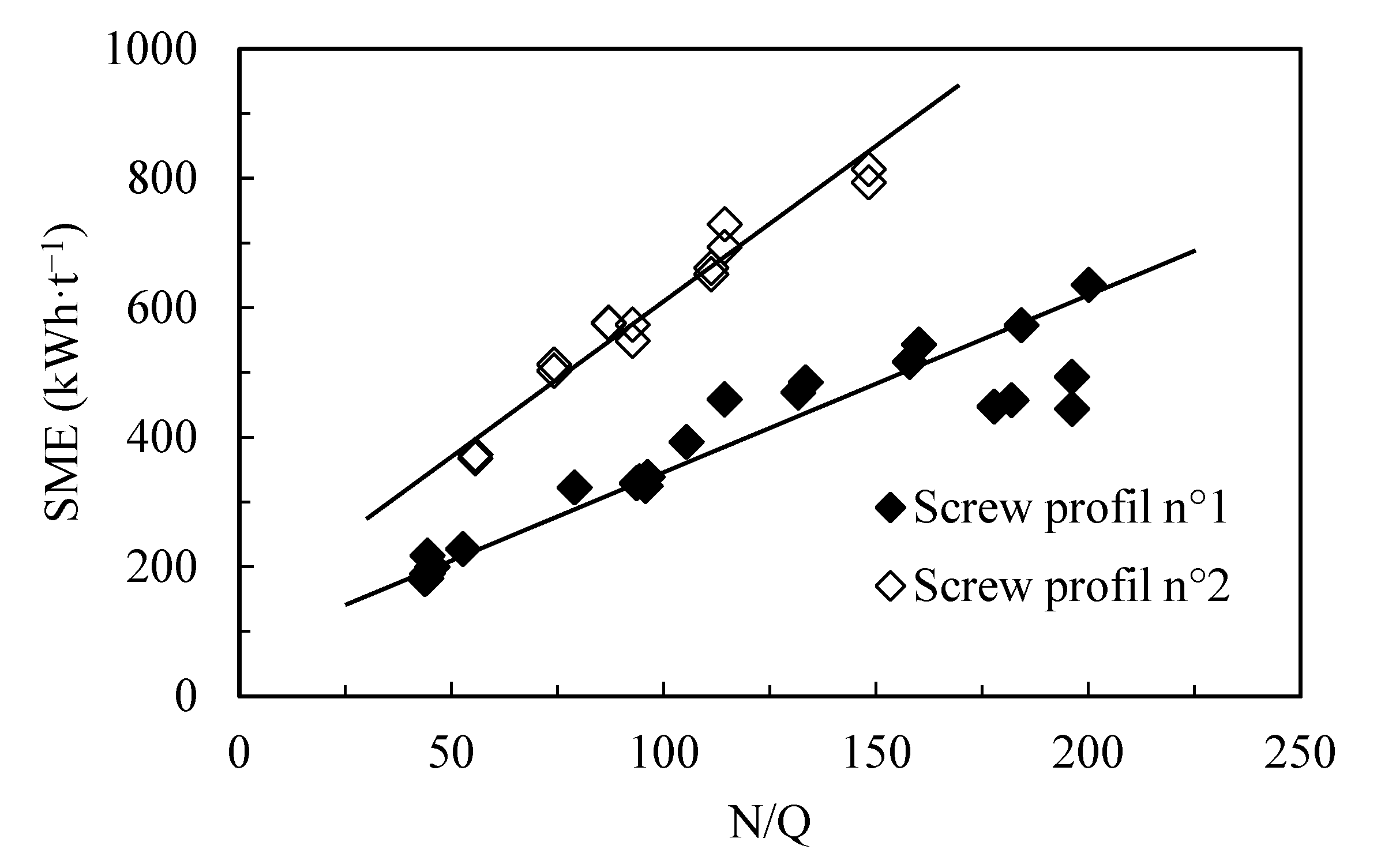
3.1. Specific Mechanical Energy
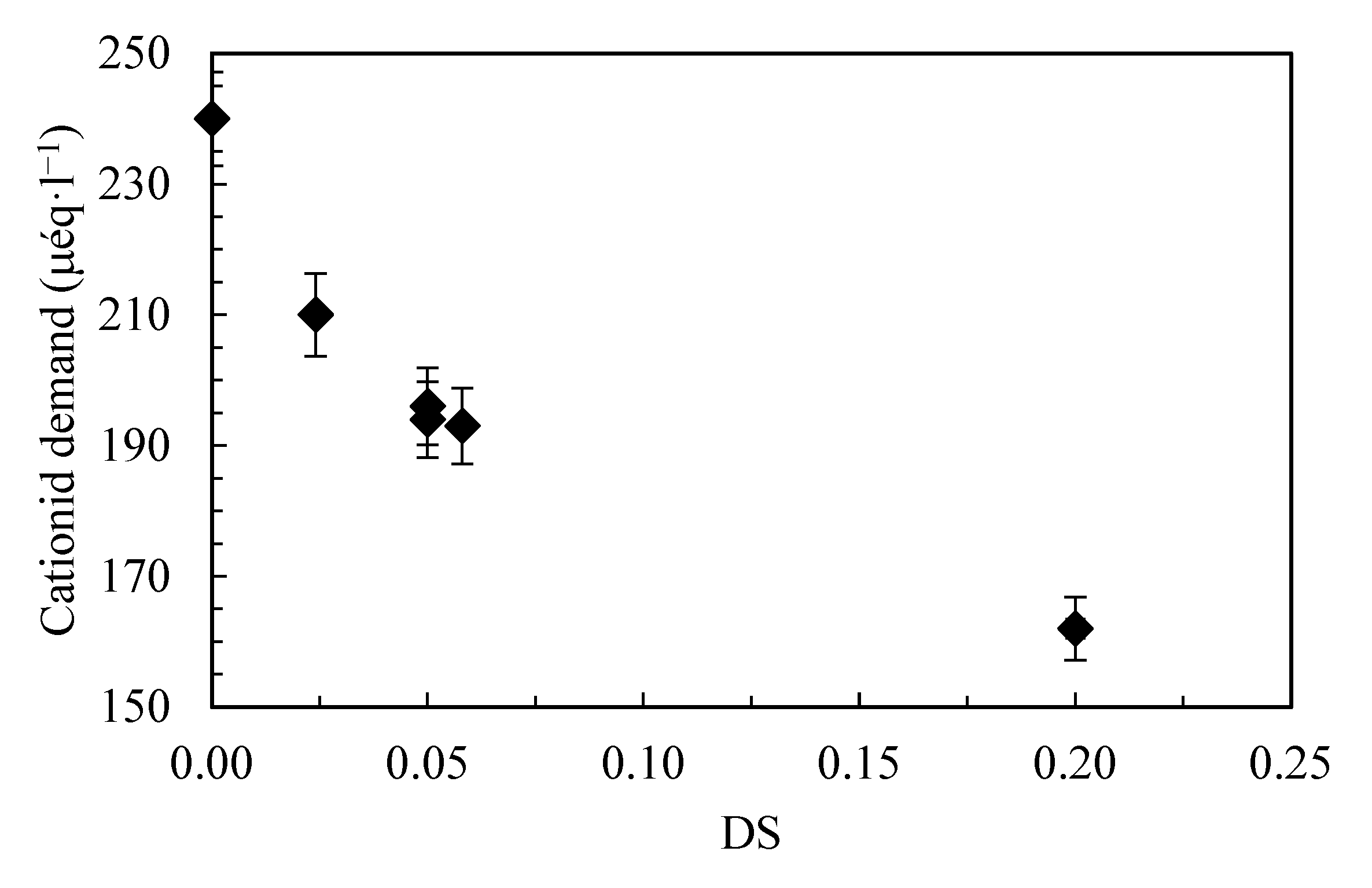
3.2. Cationic Demand (Degree of Substitution)
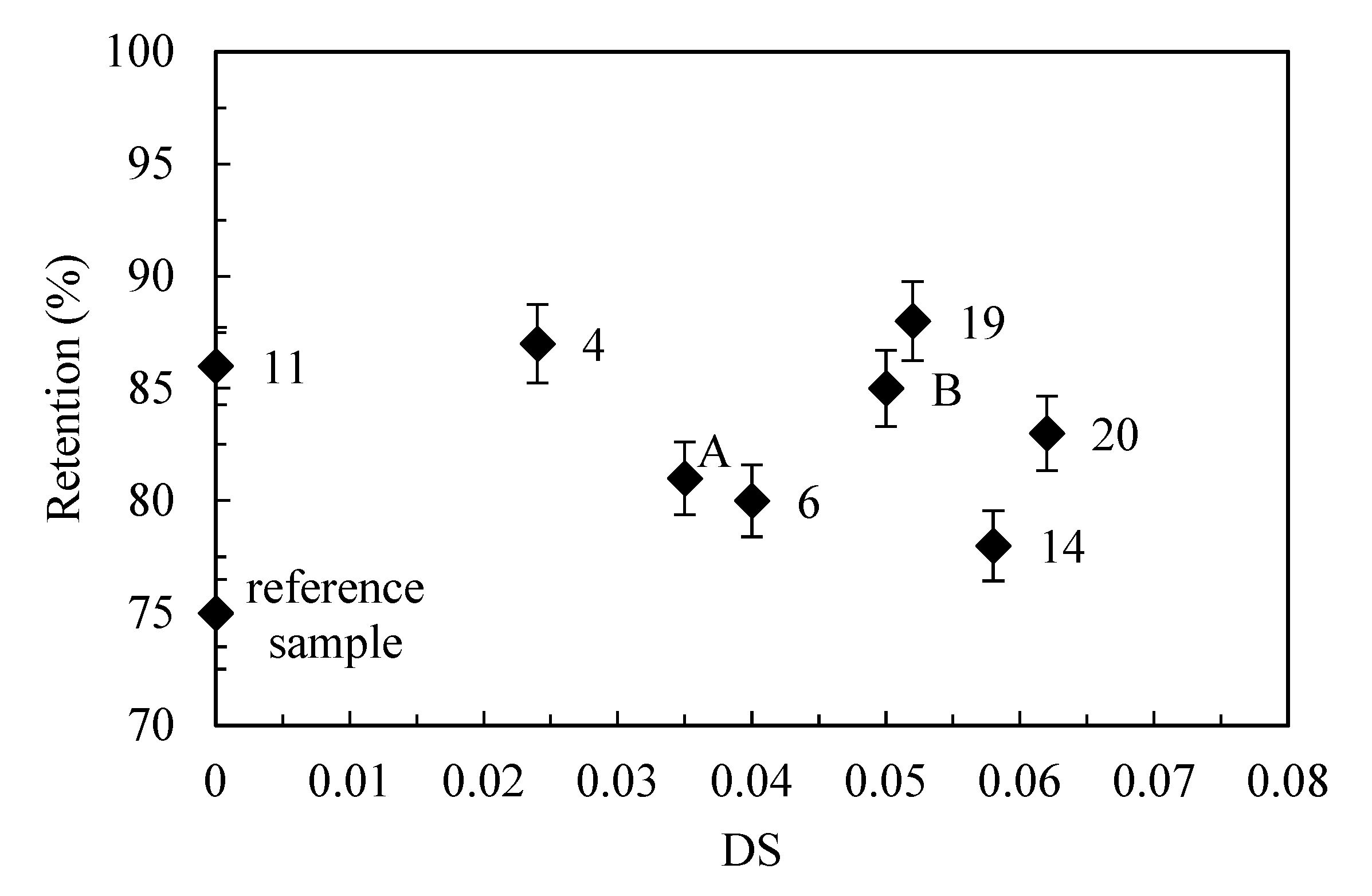
3.3. Enhanced Retention Efficacy
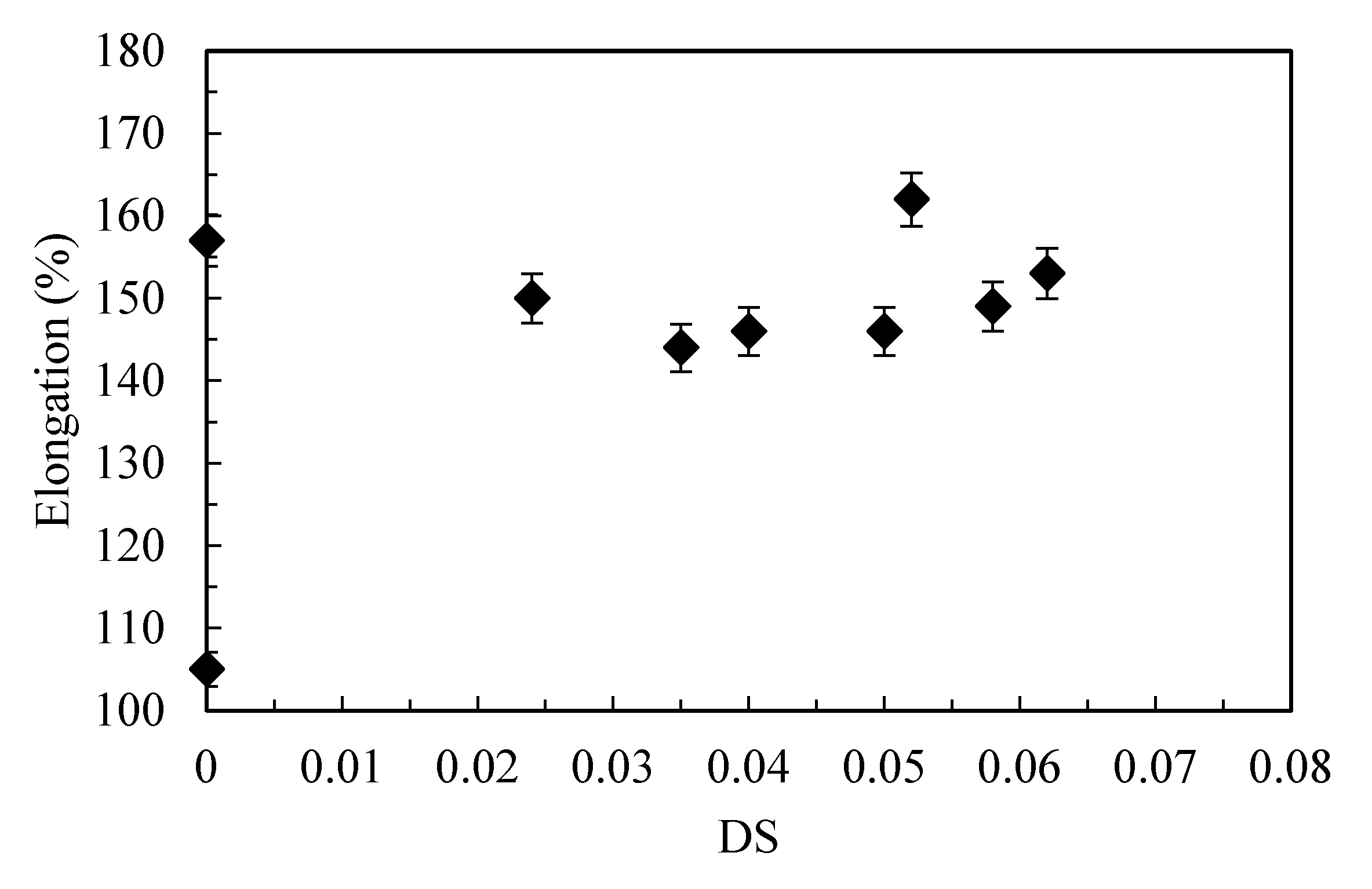
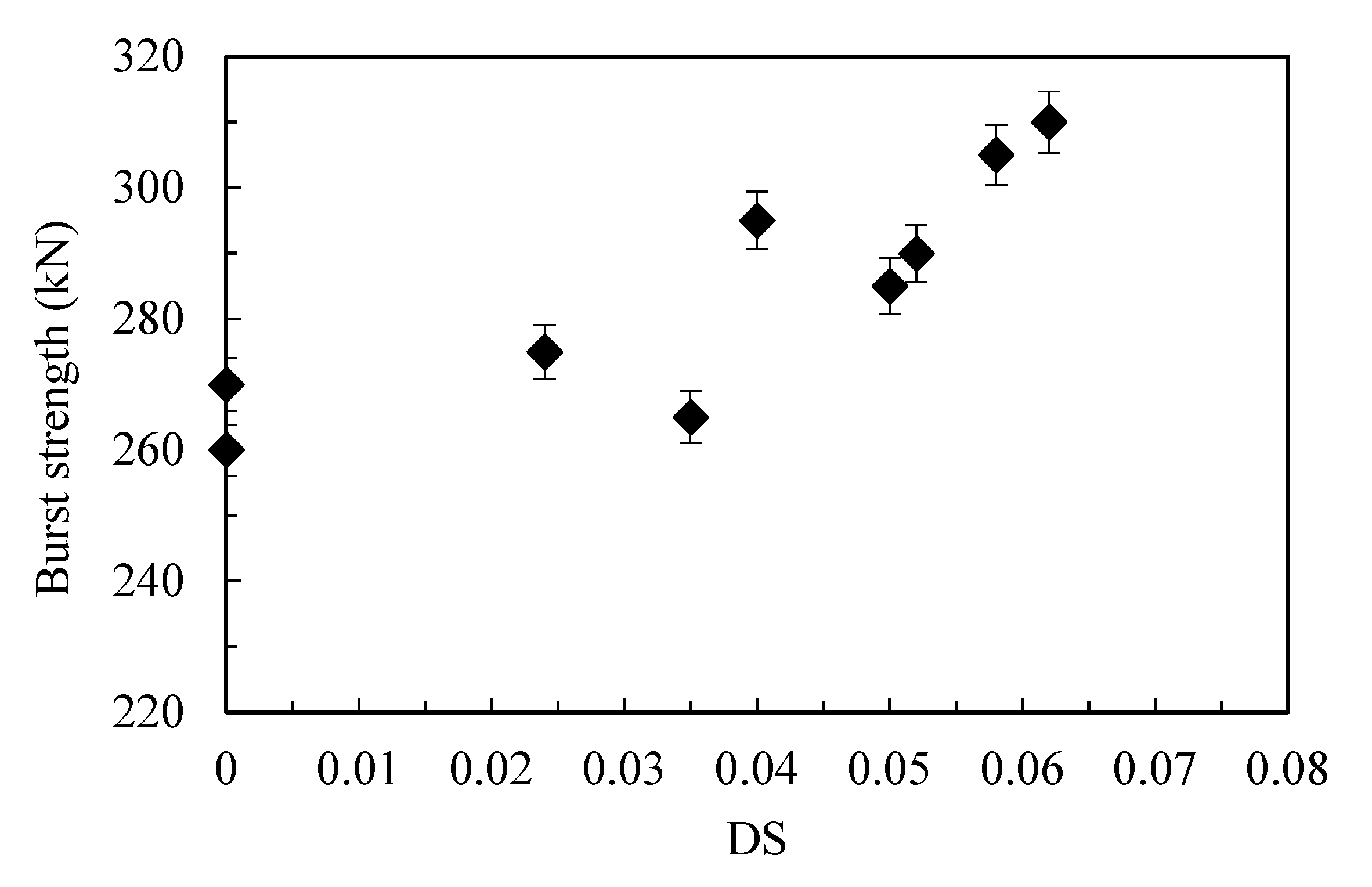
3.4. Elongation at Break and Burst Strength Analysis
3.5. Rheology
4. Conclusions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Ashogbon, A.O. Dual modification of various starches: Synthesis, properties and applications. Food Chem. 2021, 342, 128325. [Google Scholar] [CrossRef]
- Xin-Ru, C.; Yu-Sheng, W.; Yan, C.; Hong-Yan, M.; Hai-Hua, C. Understanding the digestibility of wheat starch-caffeic acid complexes prepared by hot-extrusion 3D printing technology. Food Hydrocoll. 2023, 141, 108692. [Google Scholar] [CrossRef]
- Tara, A.; Berzin, F.; Tighzert, L.; Vergnes, B. Preparation of cationic wheat starch by twin screw reactive extrusion. J. Appl. Polym. Sci. 2004, 93, 201. [Google Scholar] [CrossRef]
- Miladinov, V.D.; Hanna, M.A. Starch esterification by reactive extrusion. Ind. Crops Prod. 2000, 11, 51. [Google Scholar] [CrossRef]
- Matsushita, Y.; Suzuki, A.; Sekiguchi, T.; Saito, K.; Imai, T.; Fukushima, K. Mapping of the cationic starch adsorbed on pulp fibers by ToF-SIMS. App. Surf. Sci. 2008, 255, 1022–1024. [Google Scholar] [CrossRef]
- Berzin, F.; Tara, A.; Vergnes, V. Optimization and scale-up of starch cationization in a twin screw extruder. Polym. Eng. Sci. 2007, 47, 814. [Google Scholar] [CrossRef]
- Della Valle, G.; Koslowski, A.; Colonna, P.; Tayeb, J. Starch transformation estimated by the energy balance of a twin-screw extruder. Lebensm. Wiss. u-Technol. 1989, 22, 279. Available online: http://pascal-francis.inist.fr/vibad/index.php?action=getRecordDetail&idt=7363314 (accessed on 3 September 2023).
- Della Valle, G.; Colonna, P.; Tayeb, J. Use of twin-screw extruder as a chemical reactor for starch cationisation. Stärke 1991, 43, 300. [Google Scholar] [CrossRef]
- Murúa-Pagola, B.; Beristain-Guevara, C.I.; Martínez-Bustos, F. Preparation of starch derivatives using reactive extrusion and evaluation of modified starches as shell materials for encapsulation of flavoring agents by spray drying. J. Food Eng. 2009, 91, 380. [Google Scholar] [CrossRef]
- Guy, R.C.E.; Horne, A.W. Extrusion and coextrusion of cereals. In Food Structure: Its Creation and Evaluation; Blanshard, J.M.V., Mitchell, J.R., Eds.; Butterworths: London, UK, 1988; pp. 331–349. [Google Scholar] [CrossRef]
- Jie, M.; Fujita, K.; Lei, M.; Mengnan, G.; Chunxia, D.; Jiamin, W.; Guangzhong, L. The effects of extruded black rice flour on rheological and structural properties of wheat-based dough and bread quality. J. Food Sci. Technol. 2019, 54, 1729. [Google Scholar] [CrossRef]
- Colonna, P.; Doublier, J.L.; Melcion, J.P.; De Monredon, F.; Mercier, C. Extrusion-Cooking and Drum-Drying of Wheat Starch. Phys. Macromol. Modif. Cereal Chem. 1984, 61, 538. Available online: https://www.cerealsgrains.org/publications/cc/backissues/1984/documents/chem61_538.pdf (accessed on 3 September 2023).
- Colonna, P.; Mercier, C. Macromolecular Structure of Wrinkled and Smooth Pea Starch Components. Carbohydr. Res. 1984, 126, 233. [Google Scholar] [CrossRef]
- Kowalski, R.J.; Hause, J.P.; Joyner, H.; Ganjyal, G.M. Waxy flour degradation—Impact of screw geometry and specific mechanical energy in a co-rotating twin screw extruder. Food Chem. 2018, 239, 688. [Google Scholar] [CrossRef]
- Della Valle, G.; Barrès, C.; Plewa, J.; Tayeb, J.; Vergnes, B. Computer Simulation of Starchy Products Transformation by Twin Screw Extrusion. J. Food Eng. 1993, 19, 1–31. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Extruder | T (°C) | Profile | SME (kWh·t−1) | QUAB | [η] (mL·g−1) | DS |
|---|---|---|---|---|---|---|---|
| 1 | BC 21 | 80 | 1 | 252 | Without | 138 | - |
| 2 | BC 21 | 80 | 1 | 370 | Without | 132 | - |
| 3 | BC 21 | 80 | 1 | 560 | Without | 121 | - |
| 4 | BC 21 | 80 | 1 | 254 | With | 137 | 0.024 |
| 5 | BC 21 | 80 | 1 | 376 | With | 131 | 0.031 |
| 6 | BC 21 | 80 | 1 | 555 | With | 123 | 0.04 |
| 7 | BC 21 | 130 | 2 | 205 | Without | 130 | - |
| 8 | BC 21 | 130 | 2 | 271 | Without | 124 | - |
| 9 | BC 21 | 130 | 2 | 402 | Without | 116 | - |
| 10 | BC 21 | 130 | 2 | 652 | Without | 98 | |
| 11 | BC 21 | 130 | 2 | 203 | With | 129 | 0.038 |
| 12 | BC 21 | 130 | 2 | 262 | With | 125 | 0.05 |
| 13 | BC 21 | 130 | 2 | 398 | With | 116 | 0.058 |
| 14 | BC 21 | 130 | 2 | 656 | With | 98 | 0.066 |
| 15 | BC 45 | 130 | 3 | 188 | Without | 138 | - |
| 16 | BC 45 | 130 | 3 | 219 | Without | 133 | - |
| 17 | BC 45 | 130 | 3 | 303 | Without | 125 | - |
| 18 | BC 45 | 130 | 3 | 181 | With | 138 | 0.052 |
| 19 | BC 45 | 130 | 3 | 220 | With | 134 | 0.057 |
| 20 | BC 45 | 130 | 3 | 297 | With | 124 | 0.062 |
| A | Cationic wheat starch (dry process) | 170 | 0.035 | ||||
| B | Cationic wheat starch (dry process) | 170 | 0.05 | ||||
| C | Cationic potato starch (dry process) | - | 0.2 | ||||
| Samples | Extruder | SME (kWh·t−1) | DS | Retention (%) |
|---|---|---|---|---|
| 4 | BC 21 | 254 | 0.024 | 87 |
| 6 | BC 21 | 555 | 0.04 | 80 |
| 11 | BC 21 | 203 | 0.038 | 86 |
| 14 | BC 21 | 656 | 0.066 | 78 |
| 19 | BC 45 | 220 | 0.057 | 88 |
| 20 | BC 45 | 297 | 0.062 | 83 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tara, A. Advancing Paper Industry Applications with Extruded Cationic Wheat Starch as an Environmentally Friendly Biopolymer. Polysaccharides 2023, 4, 390-401. https://doi.org/10.3390/polysaccharides4040023
Tara A. Advancing Paper Industry Applications with Extruded Cationic Wheat Starch as an Environmentally Friendly Biopolymer. Polysaccharides. 2023; 4(4):390-401. https://doi.org/10.3390/polysaccharides4040023
Chicago/Turabian StyleTara, Ahmed. 2023. "Advancing Paper Industry Applications with Extruded Cationic Wheat Starch as an Environmentally Friendly Biopolymer" Polysaccharides 4, no. 4: 390-401. https://doi.org/10.3390/polysaccharides4040023