
A Review on Vibration Monitoring Techniques for Predictive Maintenance of Rotating Machinery
 , , and
, , and
Abstract
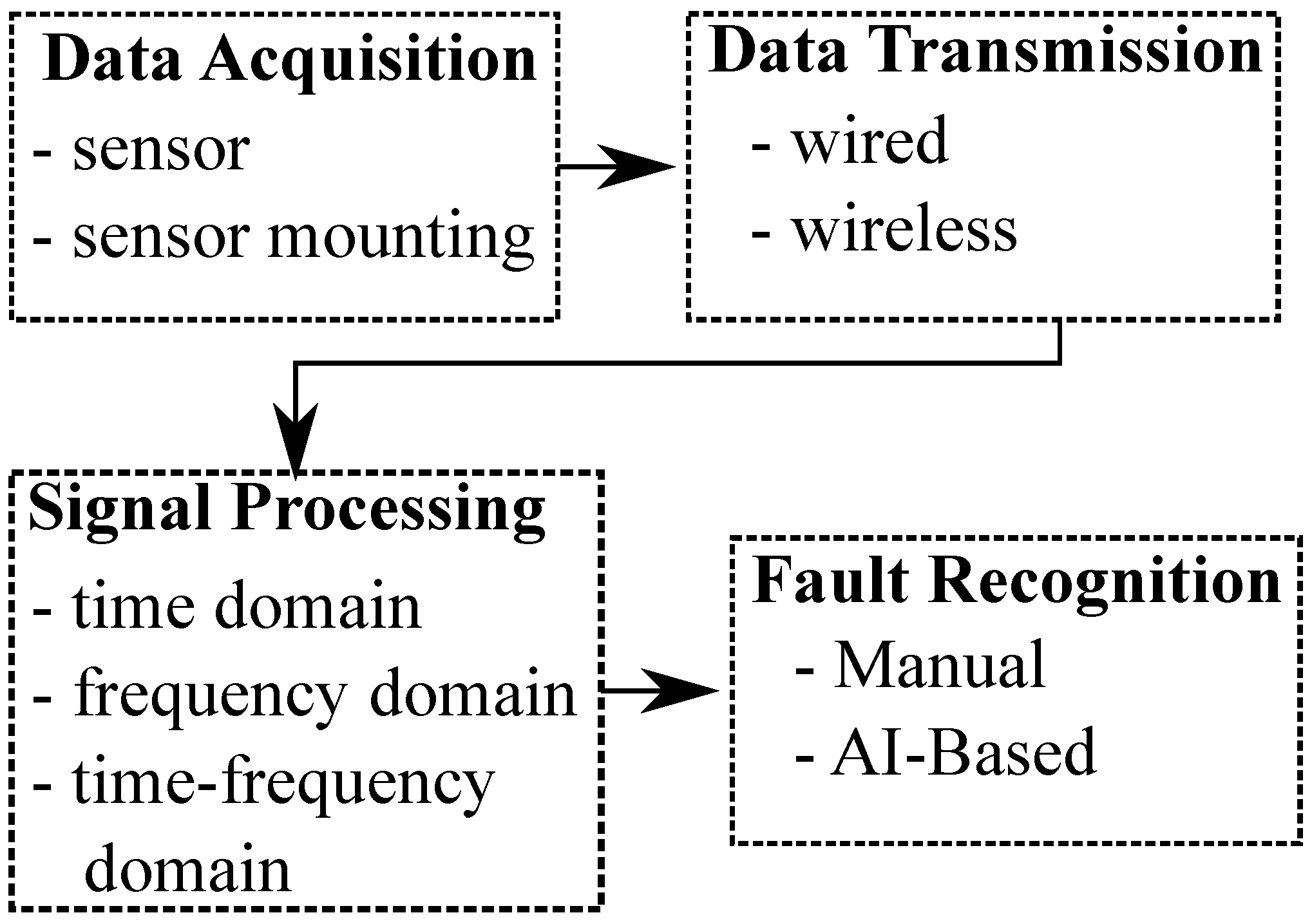
:1. Introduction
2. Data Acquisition
2.1. Displacement Transducers
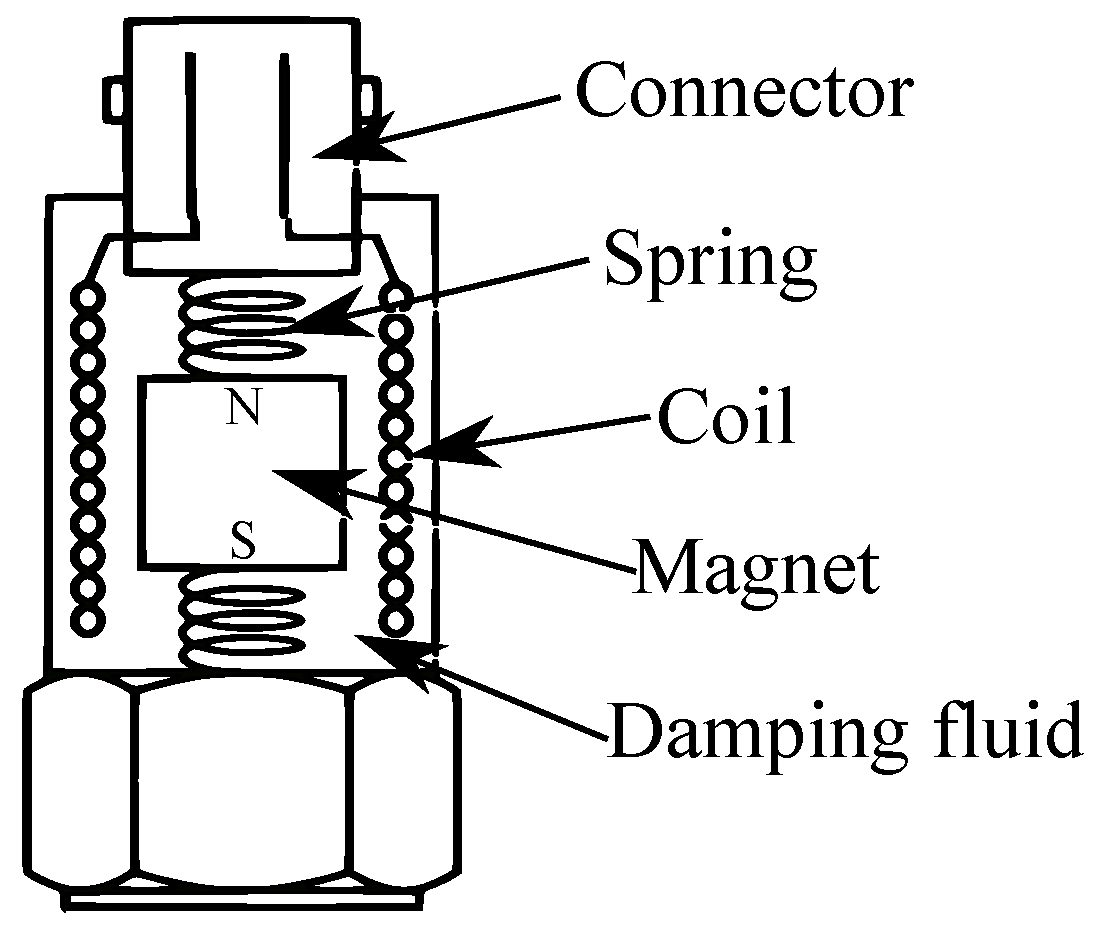
2.2. Velocity Transducer
2.3. Accelerometers
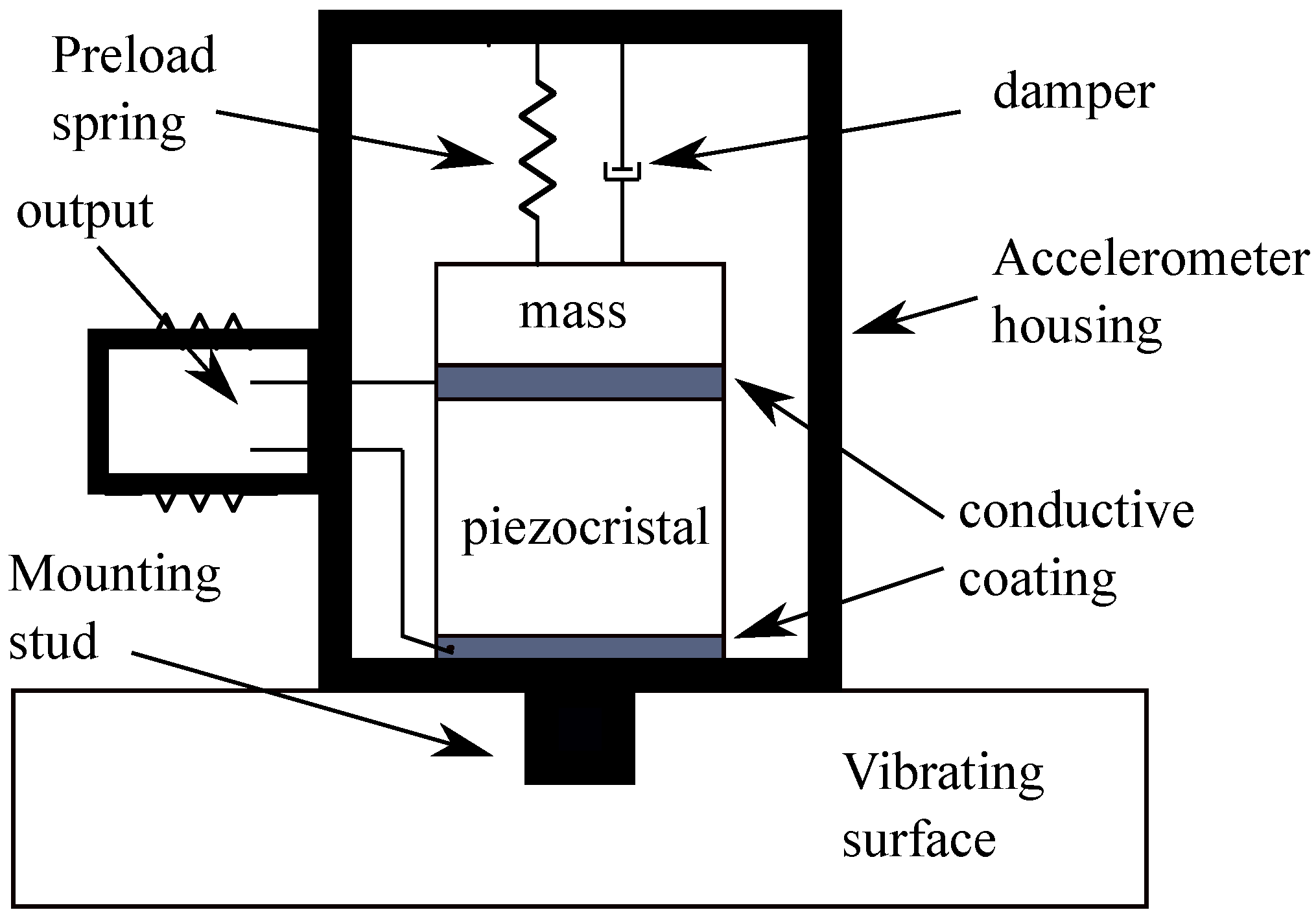
2.3.1. Piezoelectric Accelerometer
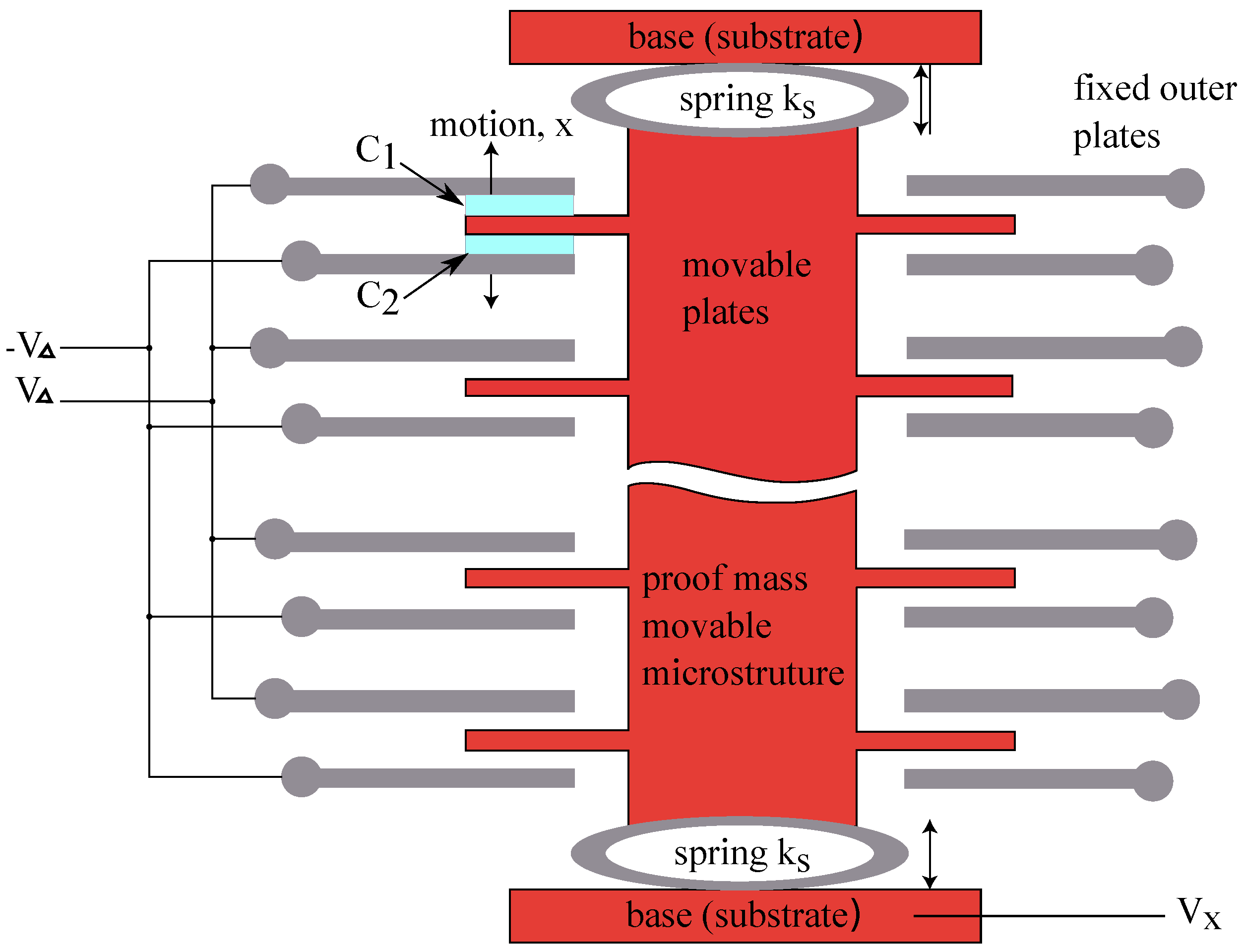
2.3.2. MEMS Accelerometer
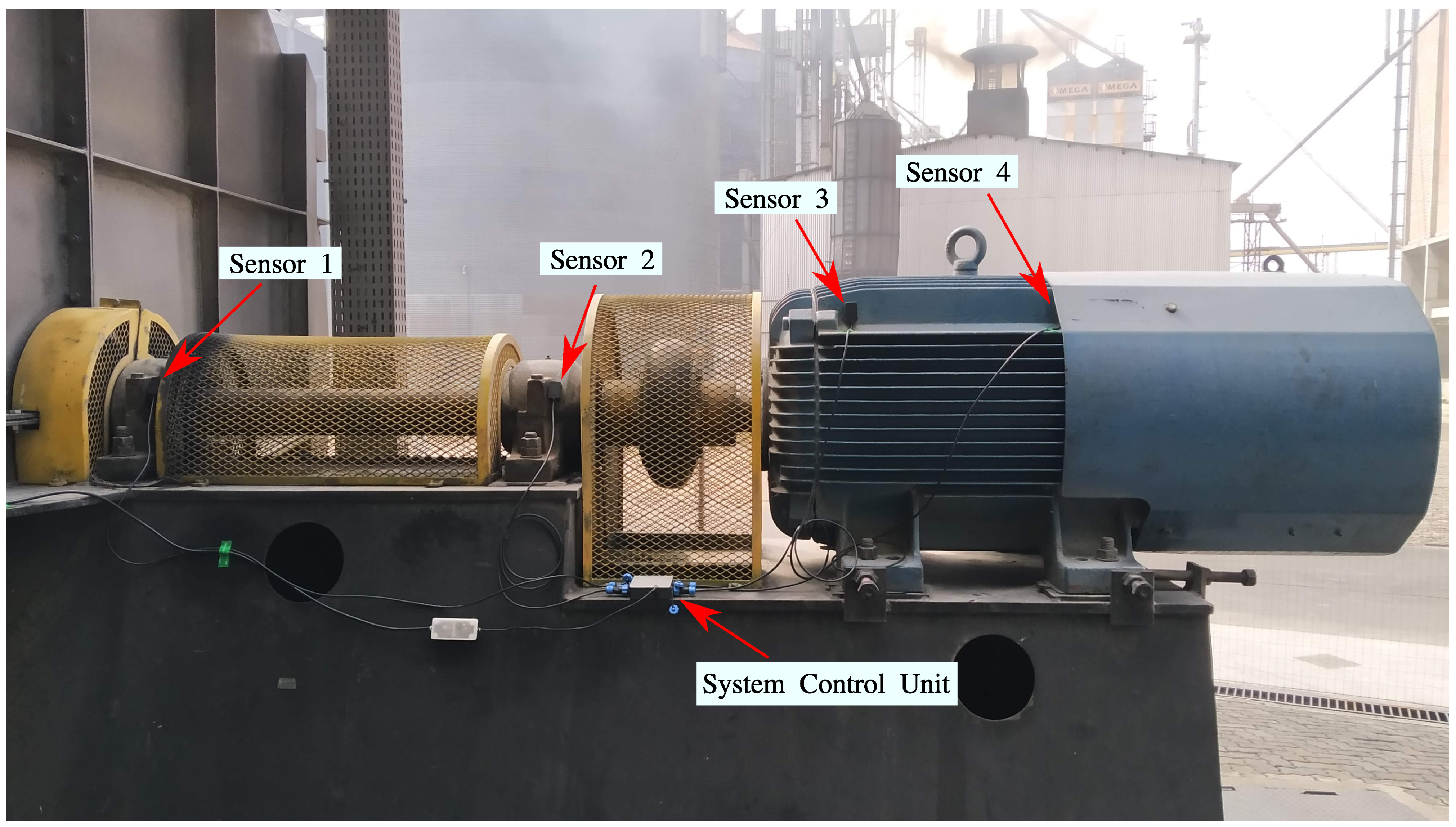
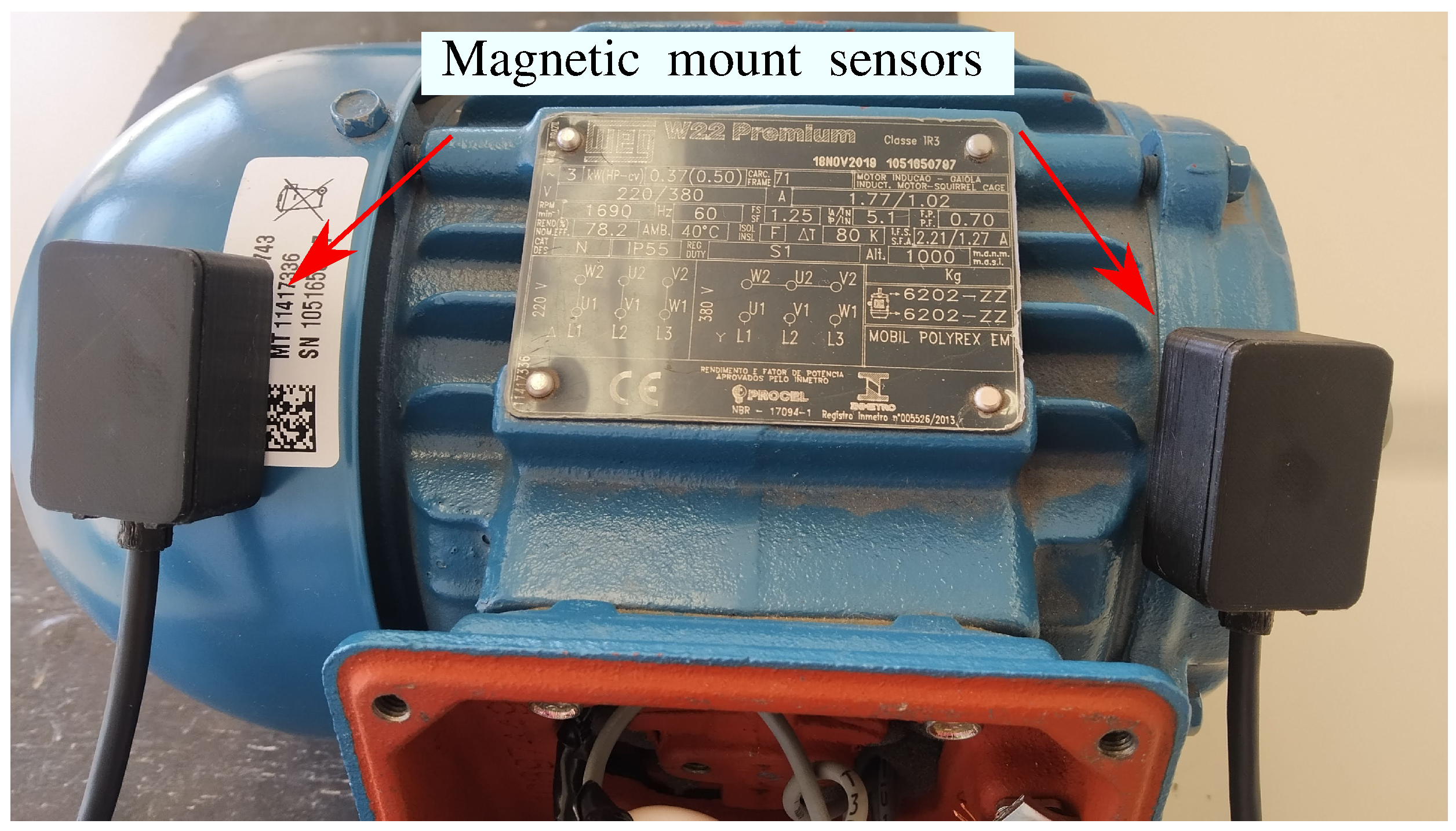
2.4. Sensor Mounting
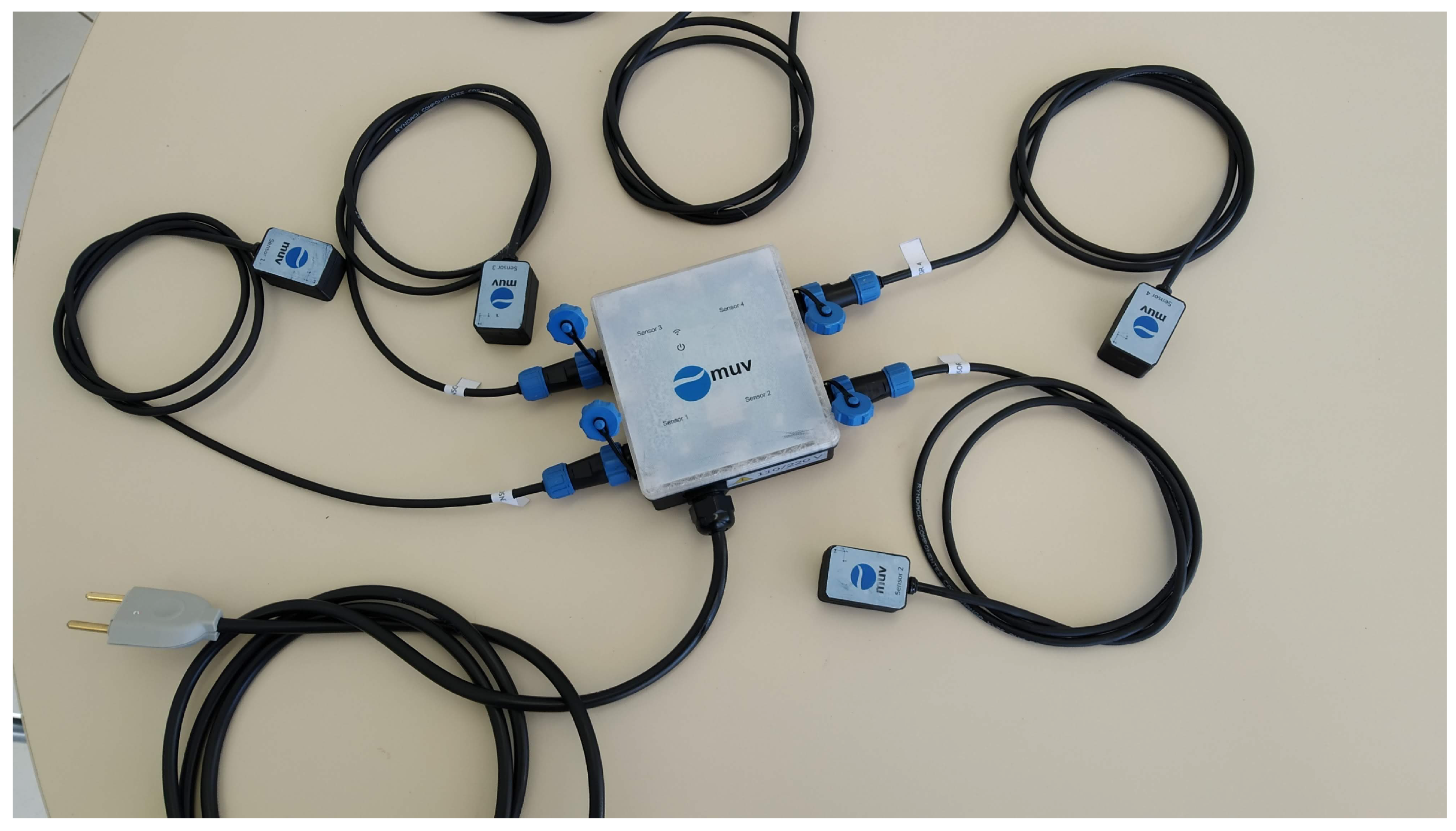
3. Data Transmission
4. Techniques for Signal Processing
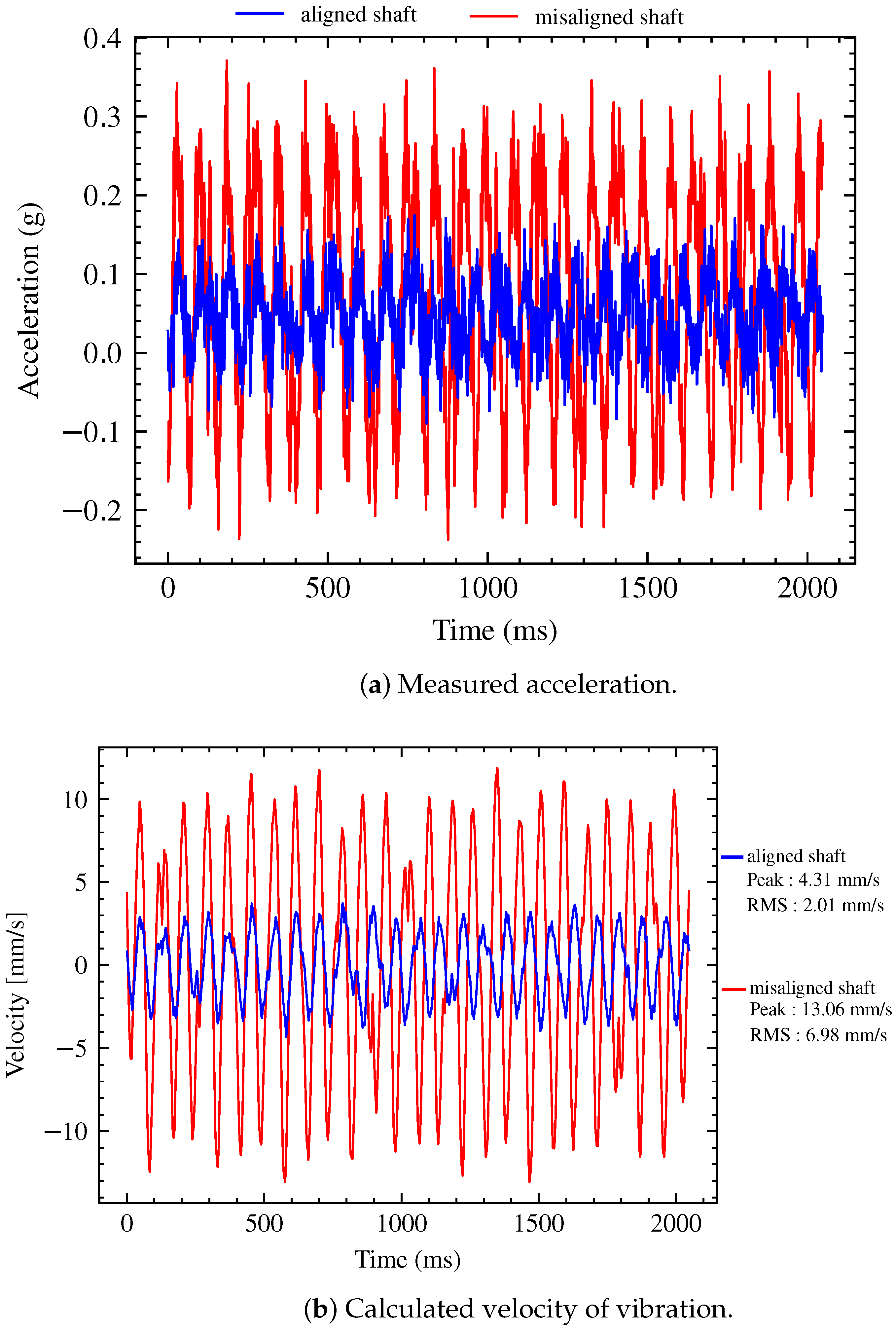
4.1. Time Domain Analysis
4.1.1. Peak
4.1.2. Root-Mean-Square (RMS)
4.1.3. Crest Factor (CRF)
4.1.4. Kurtosis (KUR)
4.1.5. Application of Statistical Parameters for Vibration Analysis
4.2. Frequency Domain Analysis
4.2.1. Fast Fourier Transform (FFT)
4.2.2. Cepstrum Analysis
4.2.3. Envelope Analysis
4.2.4. Power Spectral Density (PSD)
4.3. Time–Frequency Domain Analysis
4.3.1. Short-Time Fourier Transform (STFT)
4.3.2. Wavelet Transform (WT)
4.3.3. Wigner–Ville Distribution (WVD)
4.3.4. Hilbert—Huang Transform (HHT)
5. Conclusions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| AI | Artificial Intelligence |
| CRF | Crest Factor |
| DFT | Discrete Fourier Transform |
| EMD | Empirical Mode Decomposition |
| FFT | Fast Fourier Transform |
| IoT | Internet of Things |
| HHT | Hilbert–Huang transform |
| IMF | Intrinsic Mode Function |
| KUR | Kurtosis |
| MEMS | Micro-Electro Mechanical System |
| ML | Machine Learning |
| PdM | Predictive Maintenance |
| PSD | Power Spectral Density |
| RMS | Root-Mean-Square |
| STFT | Short-Time Fourier Transform |
| WT | Wavelet Transform |
| WVD | Wigner–Ville distribution |
References
- Lee, S.B.; Stone, G.C.; Antonino-Daviu, J.; Gyftakis, K.N.; Strangas, E.G.; Maussion, P.; Platero, C.A. Condition monitoring of industrial electric machines: State of the art and future challenges. IEEE Ind. Electron. Mag. 2020, 14, 158–167. [Google Scholar] [CrossRef]
- Madhukar, G.; Boosi, S.; Adhoni, Z.A.; Bhaskar, K.A.; Naik, A.V. A Machine Learning Based Methodology for Fault Diagnosis in Rotating Machine. In Proceedings of the 2023 IEEE International Conference on Integrated Circuits and Communication Systems (ICICACS), Raichur, India, 24–25 February 2023; pp. 1–5. [Google Scholar] [CrossRef]
- Shukla, K.; Nefti-Meziani, S.; Davis, S. A heuristic approach on predictive maintenance techniques: Limitations and scope. Adv. Mech. Eng. 2022, 14, 16878132221101009. [Google Scholar] [CrossRef]
- Kumar, A.; Sathujoda, P.; Bhalla, N.A. Vibration signal analysis of a rotor-bearing system through wavelet transform and empirical mode decomposition. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1248, 012027. [Google Scholar] [CrossRef]
- Efeoğlu, E.; Tuna, G. Machine Learning for Predictive Maintenance: Support Vector Machines and Different Kernel Functions. J. Mach. Manuf. Reliab. 2022, 51, 447–456. [Google Scholar] [CrossRef]
- Villarroel, A.; Zurita, G.; Velarde, R. Development of a Low-Cost Vibration Measurement System for Industrial Applications. Machines 2019, 7, 12. [Google Scholar]
- Umbrajkaar, A.; Krishnamoorthy, A.; Dhumale, R. Vibration analysis of shaft misalignment using machine learning approach under variable load conditions. Shock Vib. 2020, 2020, 1650270. [Google Scholar] [CrossRef]
- Nascimento, E.G.S.; Liang, J.S.; Figueiredo, I.S.; Guarieiro, L.L.N. T4PdM: A Deep Neural Network based on the Transformer Architecture for Fault Diagnosis of Rotating Machinery. arXiv 2022, arXiv:2204.03725. [Google Scholar]
- Althubaiti, A.; Elasha, F.; Teixeira, J.A. Fault diagnosis and health management of bearings in rotating equipment based on vibration analysis—A review. J. Vibroeng. 2022, 24, 46–74. [Google Scholar] [CrossRef]
- Tiboni, M.; Remino, C.; Bussola, R.; Amici, C. A review on vibration-based condition monitoring of rotating machinery. Appl. Sci. 2022, 12, 972. [Google Scholar]
- Ranjan, R.; Ghosh, S.K.; Kumar, M. Fault diagnosis of journal bearing in a hydropower plant using wear debris, vibration and temperature analysis: A case study. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2020, 234, 235–242. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, W.; Liu, J.; Chen, M. Fault diagnosis of wind turbine gearbox based on improved ELM algorithm and multimodal sensor fusion. Measurement 2021, 180, 109598. [Google Scholar]
- Cheng, Y.; Lin, M.; Wu, J.; Zhu, H.; Shao, X. Intelligent fault diagnosis of rotating machinery based on continuous wavelet transform-local binary convolutional neural network. Knowl.-Based Syst. 2021, 216, 106796. [Google Scholar] [CrossRef]
- Popescu, T.D.; Aiordachioaie, D.; Culea-Florescu, A. Basic tools for vibration analysis with applications to predictive maintenance of rotating machines: An overview. Int. J. Adv. Manuf. Technol. 2021, 118, 2883–2899. [Google Scholar] [CrossRef]
- Muv Tecnologia. Available online: http://www.muvtecnologia.com.br (accessed on 15 May 2023).
- Pedotti, L.A.S.; Zago, R.M.; Fruett, F. Instrument based on MEMS accelerometer for vibration and unbalance analysis in rotating machines. In Proceedings of the 2016 1st International Symposium on Instrumentation Systems, Circuits and Transducers (INSCIT), Belo Horizonte, Brazil, 29 August–3 September 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 25–30. [Google Scholar]
- Amezquita-Sanchez, J.P.; Adeli, H. Signal processing techniques for vibration-based health monitoring of smart structures. Arch. Comput. Methods Eng. 2016, 23, 1–15. [Google Scholar]
- John Lu, Z.Q. The elements of statistical learning: Data mining, inference, and prediction. J. R. Stat. Soc. Ser. Stat. Soc. 2010, 173, 693–694. [Google Scholar] [CrossRef]
- Zhao, Z.; Wu, J.; Li, T.; Sun, C.; Yan, R.; Chen, X. Challenges and opportunities of AI-enabled monitoring, diagnosis & prognosis: A review. Chin. J. Mech. Eng. 2021, 34, 1–29. [Google Scholar]
- Shaheryar, A.; Yin, X.C.; Yousuf, W. robust feature extraction on vibration data under deep-learning framework: An application for fault identification in rotary machines. Int. J. Comput. Appl. 2017, 167, 37–45. [Google Scholar] [CrossRef]
- Li, X.; Xu, Y.; Li, N.; Yang, B.; Lei, Y. Remaining Useful Life Prediction with Partial Sensor Malfunctions Using Deep Adversarial Networks. IEEE/CAA J. Autom. Sin. 2023, 10, 121–134. [Google Scholar] [CrossRef]
- Zhang, F.; Sun, W.; Wang, H.; Xu, T. Fault diagnosis of a wind turbine gearbox based on improved variational mode algorithm and information entropy. Entropy 2021, 23, 794. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Li, X. Data privacy preserving federated transfer learning in machinery fault diagnostics using prior distributions. Struct. Health Monit. 2022, 21, 1329–1344. [Google Scholar] [CrossRef]
- Scheffer, C.; Girdhar, P. Practical Machinery Vibration Analysis and Predictive Maintenance; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Li, X.; Yu, S.; Lei, Y.; Li, N.; Yang, B. Intelligent Machinery Fault Diagnosis with Event-Based Camera. IEEE Trans. Ind. Inform. 2023, 1–10. [Google Scholar] [CrossRef]
- Correa, J.C.A.J.; Guzman, A.A.L. Mechanical Vibrations and Condition Monitoring; Academic Press: Cambridge, MA, USA, 2020. [Google Scholar]
- Pedotti, L.A.D.S.; Zago, R.M.; Fruett, F. Fault diagnostics in rotary machines through spectral vibration analysis using low-cost MEMS devices. IEEE Instrum. Meas. Mag. 2017, 20, 39–44. [Google Scholar] [CrossRef]
- Goyal, D.; Pabla, B. The vibration monitoring methods and signal processing techniques for structural health monitoring: A review. Arch. Comput. Methods Eng. 2016, 23, 585–594. [Google Scholar] [CrossRef]
- Dowell, M.; Sylvester, G. Turbomachinery prognostics and health management via eddy current sensing: Current developments. In Proceedings of the 1999 IEEE Aerospace Conference, (Cat. No. 99TH8403), Snowmass, CO, USA, 7 March 1999; Volume 3, pp. 1–9. [Google Scholar] [CrossRef]
- Mohd Ghazali, M.H.; Rahiman, W. Vibration analysis for machine monitoring and diagnosis: A systematic review. Shock Vib. 2021, 2021, 9469318. [Google Scholar] [CrossRef]
- Dzhudzhev, B.; Ivancheva, V.; Kachulkova, S.; Gospodinova, E. Vibration measurement with piezoelectric transducer. In Proceedings of the XLVIII International Scientific Conference on Information, Communication and Energy Systems and Technologies ICEST 2013, Ohrid, North Macedonia, 26–29 June 2013. [Google Scholar]
- Guru Manikandan, K.; Pannirselvam, K.; Kenned, J.J.; Suresh Kumar, C. Investigations on suitability of MEMS based accelerometer for vibration measurements. Mater. Today Proc. 2021, 45, 6183–6192. [Google Scholar] [CrossRef]
- Varanis, M.; Silva, A.; Mereles, A.; Pederiva, R. MEMS accelerometers for mechanical vibrations analysis: A comprehensive review with applications. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 527. [Google Scholar] [CrossRef]
- Rossi, A.; Bocchetta, G.; Botta, F.; Scorza, A. Accuracy Characterization of a MEMS Accelerometer for Vibration Monitoring in a Rotating Framework. Appl. Sci. 2023, 13, 5070. [Google Scholar] [CrossRef]
- Tez, S.; Akin, T. Fabrication of a sandwich type three axis capacitive MEMS accelerometer. In Proceedings of the SENSORS 2013 IEEE, Baltimore, MD, USA, 3–6 November 2013; IEEE: Piscataway, NJ, USA, 2013; pp. 1–4. [Google Scholar]
- Wu, D.; Liu, S.; Zhang, L.; Terpenny, J.; Gao, R.X.; Kurfess, T.; Guzzo, J.A. A fog computing-based framework for process monitoring and prognosis in cyber-manufacturing. J. Manuf. Syst. 2017, 43, 25–34. [Google Scholar] [CrossRef]
- Sicard, B.; Alsadi, N.; Spachos, P.; Ziada, Y.; Gadsden, S.A. Predictive Maintenance and Condition Monitoring in Machine Tools: An IoT Approach. In Proceedings of the 2022 IEEE International IOT, Electronics and Mechatronics Conference (IEMTRONICS), Toronto, ON, Canada, 1–4 June 2022; IEEE: Piscataway, NJ, USA, 2022; pp. 1–9. [Google Scholar]
- Swamy, S.N.; Kota, S.R. An Empirical Study on System Level Aspects of Internet of Things (IoT). IEEE Access 2020, 8, 188082–188134. [Google Scholar] [CrossRef]
- Rizzi, M.; Ferrari, P.; Flammini, A.; Sisinni, E.; Gidlund, M. Using LoRa for industrial wireless networks. In Proceedings of the 2017 IEEE 13th International Workshop on Factory Communication Systems (WFCS), Trondheim, Norway, 31 May–2 June 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 1–4. [Google Scholar]
- Leonardi, L.; Battaglia, F.; Patti, G.; Bello, L.L. Industrial LoRa: A novel medium access strategy for LoRa in Industry 4.0 applications. In Proceedings of the IECON 2018—44th Annual Conference of the IEEE Industrial Electronics Society, Washington, DC, USA, 21–23 October 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 4141–4146. [Google Scholar]
- Cheikh, I.; Aouami, R.; Sabir, E.; Sadik, M.; Roy, S. Multi-layered energy efficiency in LoRa-WAN networks: A tutorial. IEEE Access 2022, 10, 9198–9231. [Google Scholar] [CrossRef]
- Sinha, J.K. Vibration Analysis, Instruments, and Signal Processing; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Hou, L.; Bergmann, N.W. Novel Industrial Wireless Sensor Networks for Machine Condition Monitoring and Fault Diagnosis. IEEE Trans. Instrum. Meas. 2012, 61, 2787–2798. [Google Scholar] [CrossRef]
- Sofi, A.; Regita, J.J.; Rane, B.; Lau, H.H. Structural health monitoring using wireless smart sensor network—An overview. Mech. Syst. Signal Process. 2022, 163, 108113. [Google Scholar] [CrossRef]
- Bal, M. Industrial applications of collaborative wireless sensor networks: A survey. In Proceedings of the 2014 IEEE 23rd International Symposium on Industrial Electronics (ISIE), Istanbul, Turkey, 1–4 June 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 1463–1468. [Google Scholar]
- Seferagić, A.; Famaey, J.; De Poorter, E.; Hoebeke, J. Survey on wireless technology trade-offs for the industrial internet of things. Sensors 2020, 20, 488. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rondón, R.; Mahmood, A.; Grimaldi, S.; Gidlund, M. Understanding the performance of bluetooth mesh: Reliability, delay, and scalability analysis. IEEE Internet Things J. 2019, 7, 2089–2101. [Google Scholar] [CrossRef] [Green Version]
- Chang, K.H. Bluetooth: A viable solution for IoT? [Industry Perspectives]. IEEE Wirel. Commun. 2014, 21, 6–7. [Google Scholar] [CrossRef]
- Martínez, C.; Eras, L.; Domínguez, F. The Smart Doorbell: A proof-of-concept Implementation of a Bluetooth Mesh Network. In Proceedings of the 2018 IEEE Third Ecuador Technical Chapters Meeting (ETCM), Cuenca, Ecuador, 15–19 October 2018; pp. 1–5. [Google Scholar] [CrossRef]
- Jaber, A.A.; Bicker, R. Design of a Wireless Sensor Node for Vibration Monitoring of Industrial Machinery. Int. J. Electr. Comput. Eng. 2016, 6, 639–653. [Google Scholar]
- Fellan, A.; Schellenberger, C.; Zimmermann, M.; Schotten, H.D. Enabling communication technologies for automated unmanned vehicles in Industry 4.0. In Proceedings of the 2018 International Conference on Information and Communication Technology Convergence (ICTC), Jeju, Republic of Korea, 17–19 October 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 171–176. [Google Scholar]
- Bruno, R.; Conti, M.; Gregori, E. Mesh networks: Commodity multihop ad hoc networks. IEEE Commun. Mag. 2005, 43, 123–131. [Google Scholar] [CrossRef]
- Ikpehai, A.; Adebisi, B.; Rabie, K.M.; Anoh, K.; Ande, R.E.; Hammoudeh, M.; Gacanin, H.; Mbanaso, U.M. Low-Power Wide Area Network Technologies for Internet-of-Things: A Comparative Review. IEEE Internet Things J. 2019, 6, 2225–2240. [Google Scholar] [CrossRef] [Green Version]
- Joshitha, C.; Kanakaraja, P.; Bhavani, M.D.; Raman, Y.N.V.; Sravani, T. Lorawan based cattle monitoring smart system. In Proceedings of the 2021 7th International Conference on Electrical Energy Systems (ICEES), Chennai, India, 11–13 February 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 548–552. [Google Scholar]
- Zhou, W.; Tong, Z.; Dong, Z.Y.; Wang, Y. LoRa-Hybrid: A LoRaWAN Based multihop solution for regional microgrid. In Proceedings of the 2019 IEEE 4th International Conference on Computer and Communication Systems (ICCCS), Singapore, 23–25 February 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 650–654. [Google Scholar]
- Wixted, A.J.; Kinnaird, P.; Larijani, H.; Tait, A.; Ahmadinia, A.; Strachan, N. Evaluation of LoRa and LoRaWAN for wireless sensor networks. In Proceedings of the 2016 IEEE SENSORS, Orlando, FL, USA, 30 October–3 November 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 1–3. [Google Scholar]
- Mikhaylov, K.; Moiz, A.; Pouttu, A.; Rapún, J.M.M.; Gascon, S.A. LoRa WAN for wind turbine monitoring: Prototype and practical deployment. In Proceedings of the 2018 10th International Congress on Ultra Modern Telecommunications and Control Systems and Workshops (ICUMT), Moscow, Russia, 5–9 November 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 1–6. [Google Scholar]
- Ertürk, M.A.; Aydın, M.A.; Büyükakkaşlar, M.T.; Evirgen, H. A survey on LoRaWAN architecture, protocol and technologies. Future Internet 2019, 11, 216. [Google Scholar] [CrossRef] [Green Version]
- Derevianckine, G.H.; Guitton, A.; Iova, O.; Ning, B.; Valois, F. Opportunities and Challenges of LoRa 2.4 GHz. IEEE Commun. Mag. 2023, 1–7. [Google Scholar] [CrossRef]
- Lyczkowski, E.; Wanjek, A.; Sauer, C.; Kiess, W. Wireless Communication in Industrial Applications. In Proceedings of the 2019 24th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Zaragoza, Spain, 10–13 September 2019; pp. 1392–1395. [Google Scholar] [CrossRef]
- Lee, J.S.; Su, Y.W.; Shen, C.C. A Comparative Study of Wireless Protocols: Bluetooth, UWB, ZigBee, and Wi-Fi. In Proceedings of the IECON 2007—33rd Annual Conference of the IEEE Industrial Electronics Society, Taipei, Taiwan, 5–8 November 2007; pp. 46–51. [Google Scholar] [CrossRef] [Green Version]
- Howard, I. A Review of Rolling Element Bearing Vibration Detection, Diagnosis and Prognosis; Defence Science and Technology Organization: Canberra, Australia, 1994.
- Gangsar, P.; Tiwari, R. Multiclass fault taxonomy in rolling bearings at interpolated and extrapolated speeds based on time domain vibration data by SVM algorithms. J. Fail. Anal. Prev. 2014, 14, 826–837. [Google Scholar] [CrossRef]
- Jain, P.H.; Bhosle, S.P. Analysis of vibration signals caused by ball bearing defects using time-domain statistical indicators. Int. J. Adv. Technol. Eng. Explor. 2022, 9, 700. [Google Scholar]
- Yadav, O.P.; Pahuja, G. Bearing health assessment using time domain analysis of vibration signal. Int. J. Image Graph. Signal Process. 2020, 10, 27. [Google Scholar]
- Lahdelma, S.; Juuso, E. Signal processing in vibration analysis. In Proceedings of the 5th International Conference on Condition Monitoring and Machinery Failure Prevention Technologies, CM 2008 / MFPT 2008, Edinburgh, UK, 15–18 July 2008; pp. 879–889. [Google Scholar]
- Vishwakarma, M.; Purohit, R.; Harshlata, V.; Rajput, P. Vibration analysis & condition monitoring for rotating machines: A review. Mater. Today Proc. 2017, 4, 2659–2664. [Google Scholar]
- Williams, T.; Ribadeneira, X.; Billington, S.; Kurfess, T. Rolling element bearing diagnostics in run-to-failure lifetime testing. Mech. Syst. Signal Process. 2001, 15, 979–993. [Google Scholar]
- McFadden, P.; Toozhy, M. Application of synchronous averaging to vibration monitoring of rolling element bearings. Mech. Syst. Signal Process. 2000, 14, 891–906. [Google Scholar]
- Tian, J.; Morillo, C.; Azarian, M.H.; Pecht, M. Motor bearing fault detection using spectral kurtosis-based feature extraction coupled with K-nearest neighbor distance analysis. IEEE Trans. Ind. Electron. 2015, 63, 1793–1803. [Google Scholar] [CrossRef]
- Brigham, E.O.; Morrow, R.E. The fast Fourier transform. IEEE Spectr. 1967, 4, 63–70. [Google Scholar] [CrossRef]
- Patil, S.S.; Gaikwad, J.A. Vibration analysis of electrical rotating machines using FFT: A method of predictive maintenance. In Proceedings of the 2013 Fourth International Conference on Computing, Communications and Networking Technologies (ICCCNT), Tiruchengode, India, 4–6 July 2013; pp. 1–6. [Google Scholar] [CrossRef]
- Khadersab, A.; Shivakumar, S. Vibration analysis techniques for rotating machinery and its effect on bearing faults. Procedia Manuf. 2018, 20, 247–252. [Google Scholar] [CrossRef]
- Lin, H.C.; Ye, Y.C.; Huang, B.J.; Su, J.L. Bearing vibration detection and analysis using enhanced fast Fourier transform algorithm. Adv. Mech. Eng. 2016, 8, 1687814016675080. [Google Scholar] [CrossRef] [Green Version]
- Kumar, B.K.; Diwakar, G.; Satynarayana, M. Determination of unbalance in rotating machine using vibration signature analysis. Int. J. Mod. Eng. Res. 2012, 2, 3415–3421. [Google Scholar]
- Saleem, M.A.; Diwakar, G.; Satyanarayana, M. Detection of unbalance in rotating machines using shaft deflection measurement during its operation. IOSR J. Mech. Civ. Eng 2012, 3, 8–20. [Google Scholar] [CrossRef]
- de Sá Só Martins, D.H.C.; Viana, D.P.; de Lima, A.A.; Pinto, M.F.; Tarrataca, L.; Lopes e Silva, F.; Gutiérrez, R.H.R.; de Moura Prego, T.; Monteiro, U.A.B.V.; Haddad, D.B. Diagnostic and severity analysis of combined failures composed by imbalance and misalignment in rotating machines. Int. J. Adv. Manuf. Technol. 2021, 114, 3077–3092. [Google Scholar] [CrossRef]
- Lakis, A. Rotating machinery fault diagnosis using time-frequency methods. In Proceedings of the 7th WSEAS International Conference on Electric Power Systems, High Voltages, Electric Machines, Venice, Italy, 21–23 November 2007. [Google Scholar]
- Satyam, M.; Rao, V.S.; Devy, C. Cepstrum analysis: An advanced technique in vibration analysis of defects in rotating machinery. Def. Sci. J. 1994, 44, 53. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Ai, S. Application of order bi-cepstrum to gearbox fault detection. In Proceedings of the 2008 7th World Congress on Intelligent Control and Automation, Chongqing, China, 25–27 June 2008; pp. 1781–1785. [Google Scholar] [CrossRef]
- Randall, R.; Smith, W. New cepstral methods for the diagnosis of gear and bearing faults under variable speed conditions. In Proceedings of the ICSV23 Conference, Athens, Greece, 10–14 July 2016. [Google Scholar]
- Liu, Y.; Jiang, Z.; Haizhou, H.; Xiang, J. Asymmetric penalty sparse model based cepstrum analysis for bearing fault detections. Appl. Acoust. 2020, 165, 107288. [Google Scholar] [CrossRef]
- Randall, R.B. A history of cepstrum analysis and its application to mechanical problems. Mech. Syst. Signal Process. 2017, 97, 3–19. [Google Scholar] [CrossRef]
- Randall, R.B.; Antoni, J. Rolling element bearing diagnostics—A tutorial. Mech. Syst. Signal Process. 2011, 25, 485–520. [Google Scholar] [CrossRef]
- Chen, B.; Song, D.; Cheng, Y.; Zhang, W.; Huang, B.; Muhamedsalih, Y. IGIgram: An improved Gini index-based envelope analysis for rolling bearing fault diagnosis. J. Dyn. Monit. Diagn. 2022, 111–124. [Google Scholar] [CrossRef]
- Cheng, F.; Qu, L.; Qiao, W.; Wei, C.; Hao, L. Fault diagnosis of wind turbine gearboxes based on DFIG stator current envelope analysis. IEEE Trans. Sustain. Energy 2018, 10, 1044–1053. [Google Scholar] [CrossRef]
- Abboud, D.; Antoni, J.; Sieg-Zieba, S.; Eltabach, M. Envelope analysis of rotating machine vibrations in variable speed conditions: A comprehensive treatment. Mech. Syst. Signal Process. 2017, 84, 200–226. [Google Scholar] [CrossRef]
- Rangel-Magdaleno, J.; Peregrina-Barreto, H.; Ramirez-Cortes, J.; Cruz-Vega, I. Hilbert spectrum analysis of induction motors for the detection of incipient broken rotor bars. Measurement 2017, 109, 247–255. [Google Scholar] [CrossRef]
- Mehrjou, M.R.; Mariun, N.; Marhaban, M.H.; Misron, N. Rotor fault condition monitoring techniques for squirrel-cage induction machine—A review. Mech. Syst. Signal Process. 2011, 25, 2827–2848. [Google Scholar] [CrossRef]
- Radi, A.; Bakalli, G.; Guerrier, S.; El-Sheimy, N.; Sesay, A.B.; Molinari, R. A multisignal wavelet variance-based framework for inertial sensor stochastic error modeling. IEEE Trans. Instrum. Meas. 2019, 68, 4924–4936. [Google Scholar] [CrossRef]
- Huang, Z.; Zhu, J.; Lei, J.; Li, X.; Tian, F. Tool wear monitoring with vibration signals based on short-time fourier transform and deep convolutional neural network in milling. Math. Probl. Eng. 2021, 2021, 9976939. [Google Scholar] [CrossRef]
- Santhoshi, M.S.; Sharath Babu, K.; Kumar, S.; Nandan, D. An investigation on rolling element bearing fault and real-time spectrum analysis by using short-time fourier transform. In Proceedings of the International Conference on Recent Trends in Machine Learning, IoT, Smart Cities and Applications: ICMISC, Hyderabad, India, 29–30 March 2020; Springer: Berlin/Heidelberg, Germany, 2021; pp. 561–567. [Google Scholar]
- Ribeiro Junior, R.F.; dos Santos Areias, I.A.; Campos, M.M.; Teixeira, C.E.; da Silva, L.E.B.; Gomes, G.F. Fault detection and diagnosis in electric motors using convolution neural network and short-time fourier transform. J. Vib. Eng. Technol. 2022, 10, 2531–2542. [Google Scholar] [CrossRef]
- Leiber, M.; Marnissi, Y.; Barrau, A.; El Badaoui, M. Differentiable Adaptive Short-Time Fourier Transform with Respect to the Window Length. In Proceedings of the ICASSP 2023—2023 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), Rhodes Island, Greece, 4–10 June 2023; IEEE: Piscataway, NJ, USA, 2023; pp. 1–5. [Google Scholar]
- Wang, L.H.; Zhao, X.P.; Wu, J.X.; Xie, Y.Y.; Zhang, Y.H. Motor fault diagnosis based on short-time Fourier transform and convolutional neural network. Chin. J. Mech. Eng. 2017, 30, 1357–1368. [Google Scholar] [CrossRef]
- Al-Badour, F.; Sunar, M.; Cheded, L. Vibration analysis of rotating machinery using time–frequency analysis and wavelet techniques. Mech. Syst. Signal Process. 2011, 25, 2083–2101. [Google Scholar] [CrossRef]
- Teng, W.; Ding, X.; Cheng, H.; Han, C.; Liu, Y.; Mu, H. Compound faults diagnosis and analysis for a wind turbine gearbox via a novel vibration model and empirical wavelet transform. Renew. Energy 2019, 136, 393–402. [Google Scholar] [CrossRef]
- Loparo, K.A.; Adams, M.L.; Lin, W.; Abdel-Magied, M.F.; Afshari, N. Fault detection and diagnosis of rotating machinery. IEEE Trans. Ind. Electron. 2000, 47, 1005–1014. [Google Scholar] [CrossRef]
- Li, Y.; Xu, M.; Wei, Y.; Huang, W. A new rolling bearing fault diagnosis method based on multiscale permutation entropy and improved support vector machine based binary tree. Measurement 2016, 77, 80–94. [Google Scholar] [CrossRef]
- Li, S.; Xin, Y.; Li, X.; Wang, J.; Xu, K. A review on the signal processing methods of rotating machinery fault diagnosis. In Proceedings of the 2019 IEEE 8th Joint International Information Technology and Artificial Intelligence Conference (ITAIC), Chongqing, China, 24–26 May 2019; IEEE: Piscataway, NJ, USA, 2019; pp. 1559–1565. [Google Scholar]
- Liao, Y.; Ragai, I.; Huang, Z.; Kerner, S. Manufacturing process monitoring using time-frequency representation and transfer learning of deep neural networks. J. Manuf. Process. 2021, 68, 231–248. [Google Scholar] [CrossRef]
- Sun, K.; Jin, T.; Yang, D. A new reassigned spectrogram method in interference detection for GNSS receivers. Sensors 2015, 15, 22167–22191. [Google Scholar] [CrossRef] [Green Version]
- Ding, C.; Zhao, M.; Lin, J.; Liang, K.; Jiao, J. Kernel ridge regression-based chirplet transform for non-stationary signal analysis and its application in machine fault detection under varying speed conditions. Measurement 2022, 192, 110871. [Google Scholar] [CrossRef]
- Liu, X.; Yan, Y.; Hu, K.; Zhang, S.; Li, H.; Zhang, Z.; Shi, T. Fault diagnosis of rotor broken bar in induction motor based on successive variational mode decomposition. Energies 2022, 15, 1196. [Google Scholar] [CrossRef]
- Pai, P.F.; Huang, L.; Hu, J.; Langewisch, D.R. Time-frequency method for nonlinear system identification and damage detection. Struct. Health Monit. 2008, 7, 103–127. [Google Scholar] [CrossRef]
- Susanto, A.; Liu, C.H.; Yamada, K.; Hwang, Y.R.; Tanaka, R.; Sekiya, K. Application of Hilbert–Huang transform for vibration signal analysis in end-milling. Precis. Eng. 2018, 53, 263–277. [Google Scholar] [CrossRef]
- Bin, G.; Gao, J.; Li, X.; Dhillon, B. Early fault diagnosis of rotating machinery based on wavelet packets—Empirical mode decomposition feature extraction and neural network. Mech. Syst. Signal Process. 2012, 27, 696–711. [Google Scholar] [CrossRef]
- Liu, R.; Yang, B.; Zio, E.; Chen, X. Artificial intelligence for fault diagnosis of rotating machinery: A review. Mech. Syst. Signal Process. 2018, 108, 33–47. [Google Scholar] [CrossRef]
- Zhang, D.; Feng, Z. Enhancement of time-frequency post-processing readability for nonstationary signal analysis of rotating machinery: Principle and validation. Mech. Syst. Signal Process. 2022, 163, 108145. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wired | Bluetooth | Wi-Fi | LoRa | |
|---|---|---|---|---|
| Frequency band | - | 2.4 GHz | 2.4–5 GHz | sub-GHz, 2.4 GHz |
| Typical range | - | 10 m | 100 m | 3–12 km |
| Range on factory floor | - | ≈5 m | ≈25–50 m | - |
| Max Data rate | 1 Mb/s | 35 Mb/s–1 Gb/s | 00.18–37.5 kbps, 31.72–253.91 kbps | |
| Latency | Lowest | Moderate | Low | - |
| Throughput | High | Low | Moderate | |
| Scalability | Difficult | Easy | Easy | Easy |
| Interference susceptibility | Low | High | High | |
| Power consumption | - | Moderate | High | Low |
| Time Domain Methods | Advantages | Disadvantages |
|---|---|---|
| Peak | Simple technique. | Considers only the maximum value of because this technique is sensitive to noise. |
| RMS | Easy technique, RMS values are not affected by isolated peaks in the signal. | It is not able to detect failures in the early operating stages. |
| Crest factor | Easy to estimate. | Reliable only in the presence of a spiky signal. |
| Kurtosis | High performance in detecting faults; independent of the signal amplitude. | Its effectiveness depends on the presence of significant impulsivity in the signal. |
| Frequency Domain Analysis | Advantages | Disadvantages |
|---|---|---|
| Fast Fourier Transform | Easy to implement. | It is not efficient for detecting failures if the frequency and amplitude signals of the machine in normal operation are unknown. |
| Cepstrum Analysis | Easy technique, useful to detect harmonics, side bands, or echoes. | Sensitive to noise present in the vibration signals. |
| Envelope Analysis | Early detection of bearing problems. | Determining the best frequency band for this technique is a challenge. |
| Power Spectral Density | Clear frequency domain of the signal, which allows identification of specific frequency components associated with faults or anomalies in rotating machinery. | Specialist is required for graphical interpretation of the signal. |
| Time–Frequency Domain Analysis | Advantages | Disadvantages |
|---|---|---|
| STFT | More efficient than conventional analysis methods in the time and frequency domain; low computational complexity. | The resolution is determined by the size of the window. |
| WT | Ability to detect local changes in vibration signals; improved time resolution. | Need a careful selection of the wavelet function. |
| WVD | High time–frequency resolution; ability to detect and locate transient events with high accuracy. | The presence of interference can make it difficult to interpret the results. |
| HHT | Suitable for analyzing stationary, non-stationary and transient signals; high time-frequency resolution; ability to capture transient phenomena; low computation time. | Sensitivity to noise; generation of undesirable IMFs in the low-frequency range; difficulty in separating low-frequency components. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Romanssini, M.; de Aguirre, P.C.C.; Compassi-Severo, L.; Girardi, A.G. A Review on Vibration Monitoring Techniques for Predictive Maintenance of Rotating Machinery. Eng 2023, 4, 1797-1817. https://doi.org/10.3390/eng4030102
Romanssini M, de Aguirre PCC, Compassi-Severo L, Girardi AG. A Review on Vibration Monitoring Techniques for Predictive Maintenance of Rotating Machinery. Eng. 2023; 4(3):1797-1817. https://doi.org/10.3390/eng4030102
Chicago/Turabian StyleRomanssini, Marcelo, Paulo César C. de Aguirre, Lucas Compassi-Severo, and Alessandro G. Girardi. 2023. "A Review on Vibration Monitoring Techniques for Predictive Maintenance of Rotating Machinery" Eng 4, no. 3: 1797-1817. https://doi.org/10.3390/eng4030102