
The Use of Membrane Filtration to Increase Native Whey Proteins in Infant Formula

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Microbiological Analyses
2.3. Compositional Analysis
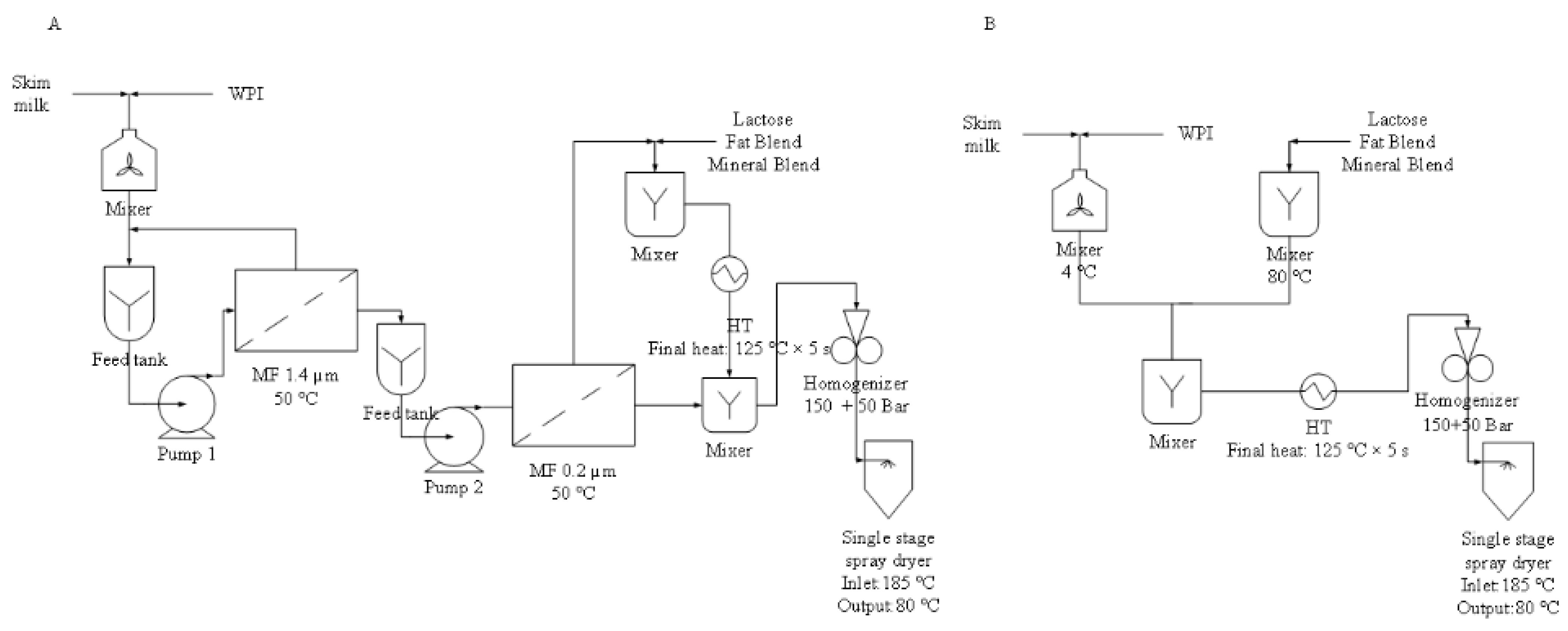
2.4. Infant Milk Formula Preparation and Powder Manufacture
2.4.1. Cascade Membrane-Filtration during Infant Milk Formula Processing
Ceramic 1.4 μm Microfiltration
Polymeric 0.2 μm Microfiltration
Mixing Ingredients, Homogenising, and Spray-Drying
2.4.2. High-Heat-Treated Infant Milk Formula (HT-IMF) Powder Processing
2.5. Protein Analysis
2.5.1. Protein Profile during Membrane Filtration and IMF Powders
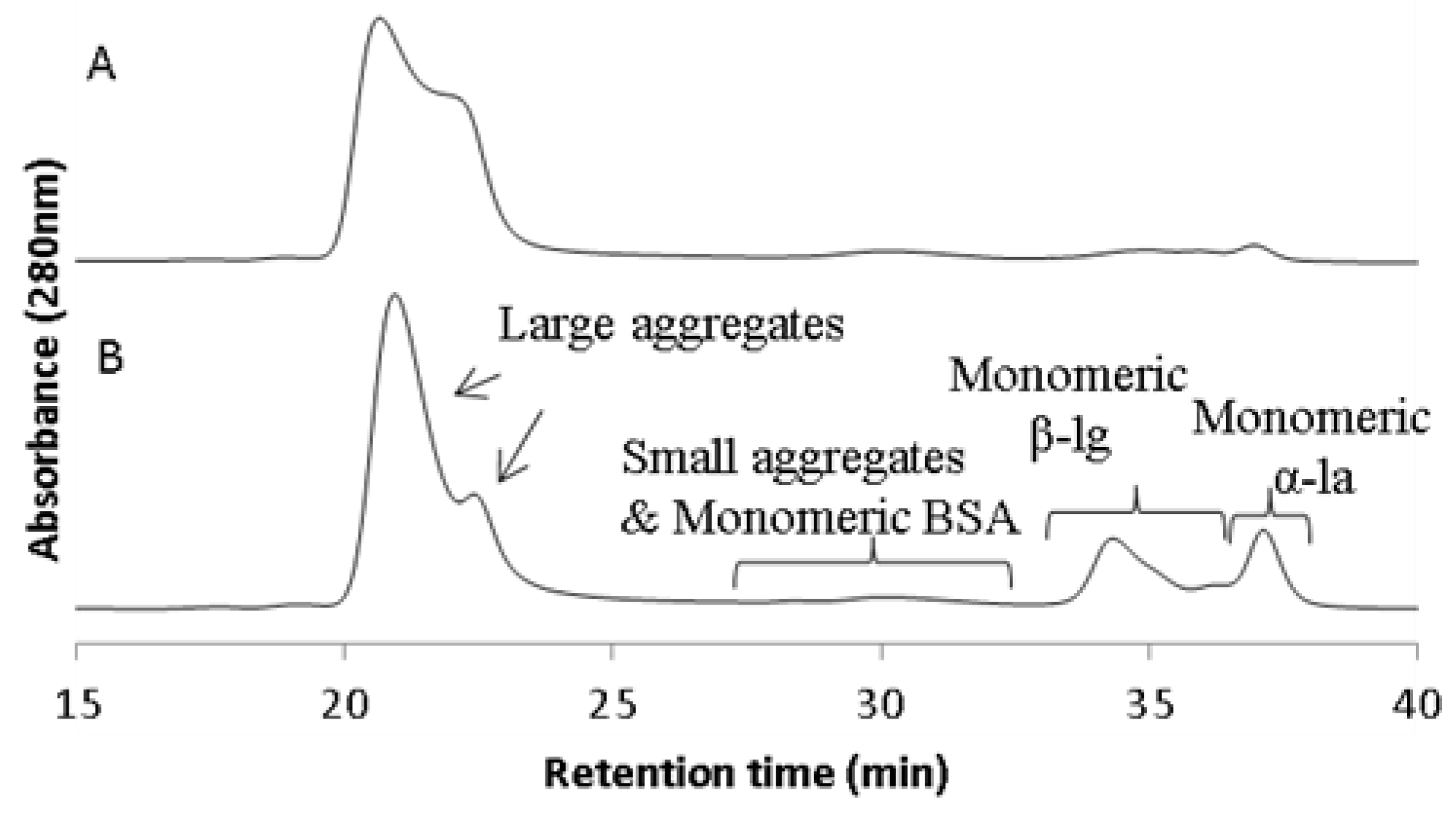
2.5.2. Size Distribution of Proteins and Aggregates by Size Exclusion Chromatography HPLC
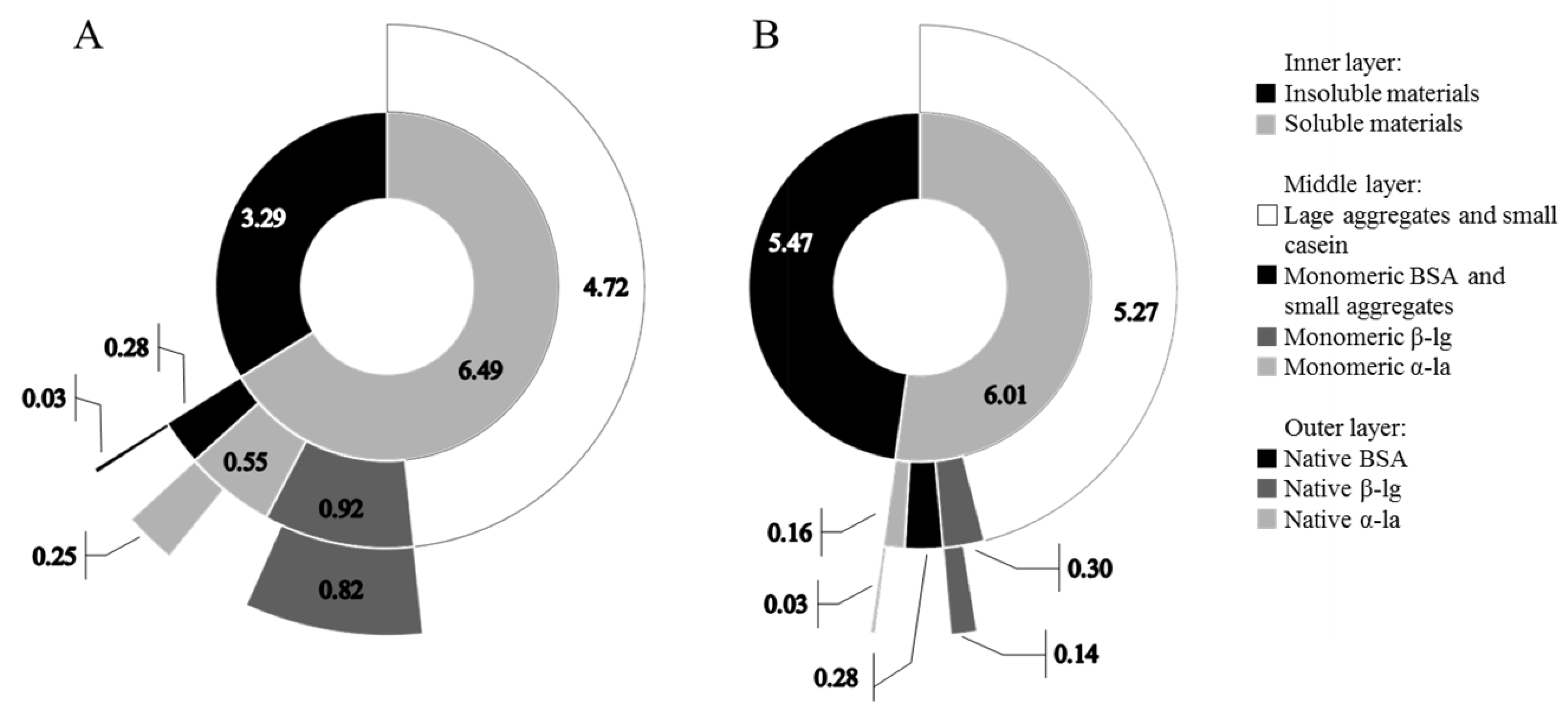
2.5.3. Quantification of Native Whey Proteins in IMF Powders
2.6. Analysis of Maillard Reaction Byproducts
2.6.1. Analysis by Fluorescence Spectroscopy
2.6.2. Determination of Amino Acids and Carboxymethyl-Lysine (CML) by LC/MS
2.7. Enzyme Assay
2.8. Statistical Analyses
3. Results
3.1. Effect of Membrane Filtration on Protein Content
3.2. Protein Profiles of IMFs
3.3. Quality Markers
3.3.1. Microbiological Analysis
3.3.2. Maillard Reaction Products
3.3.3. Alkaline Phosphatase Activity
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Traves, D. Understanding infant formula. Paediatr. Child Health 2019, 29, 384–388. [Google Scholar] [CrossRef]
- Roux, S.; Courel, M.; Ait-Ameur, L.; Birlouez-Aragon, I.; Pain, J.-P. Kinetics of Maillard reactions in model infant formula during UHT treatment using a static batch ohmic heater. Dairy Sci. Technol. 2009, 89, 349–362. [Google Scholar] [CrossRef] [Green Version]
- Rudloff, S.; Lönnerdal, B. Solubility and Digestibility of Milk Proteins in Infant Formulas Exposed to Different Heat Treatments. J. Pediatr. Gastroenterol. Nutr. 1992, 15, 25–33. [Google Scholar] [CrossRef] [PubMed]
- Claeys, W.; Verraes, C.; Cardoen, S.; De Block, J.; Huyghebaert, A.; Raes, K.; Dewettinck, K.; Herman, L. Consumption of raw or heated milk from different species: An evaluation of the nutritional and potential health benefits. Food Control. 2014, 42, 188–201. [Google Scholar] [CrossRef]
- Doll, E.; Scherer, S.; Wenning, M. Spoilage of Microfiltered and Pasteurized Extended Shelf Life Milk Is Mainly Induced by Psychrotolerant Spore-Forming Bacteria that often Originate from Recontamination. Front. Microbiol. 2017, 8, 135. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, X.; Leconte, N.; Méjean, S.; Garric, G.; Even, S.; Henry, G.; Tessier, F.; Howsam, M.; Croguennec, T.; Gésan-Guiziou, G.; et al. Semi-industrial production of a minimally processed infant formula powder using membrane filtration. J. Dairy Sci. 2021, 104, 5265–5278. [Google Scholar] [CrossRef]
- Van Lieshout, G.; Lambers, T.T.; Bragt, M.C.E.; Hettinga, K.A. How processing may affect milk protein digestion and overall physiological outcomes: A systematic review. Crit. Rev. Food Sci. Nutr. 2020, 60, 2422–2445. [Google Scholar] [CrossRef] [Green Version]
- Phosanam, A.; Chandrapala, J.; Huppertz, T.; Adhikari, B.; Zisu, B. In vitro digestion of infant formula model systems: Influence of casein to whey protein ratio. Int. Dairy J. 2021, 117, 105008. [Google Scholar] [CrossRef]
- Mulet-Cabero, A.-I.; Mackie, A.R.; Wilde, P.J.; Fenelon, M.A.; Brodkorb, A. Structural mechanism and kinetics of in vitro gastric digestion are affected by process-induced changes in bovine milk. Food Hydrocoll. 2019, 86, 172–183. [Google Scholar] [CrossRef]
- Horstman, A.M.; Ganzevles, R.A.; Kudla, U.; Kardinaal, A.F.; Borne, J.J.V.D.; Huppertz, T. Postprandial blood amino acid concentrations in older adults after consumption of dairy products: The role of the dairy matrix. Int. Dairy J. 2021, 113, 104890. [Google Scholar] [CrossRef]
- de Oliveira, S.C.; Deglaire, A.; Ménard, O.; Bellanger, A.; Rousseau, F.; Henry, G.; Dirson, E.; Carrière, F.; Dupont, D.; Bourlieu, C. Holder pasteurization impacts the proteolysis, lipolysis and disintegration of human milk under in vitro dynamic term newborn digestion. Food Res. Int. 2016, 88, 263–275. [Google Scholar] [CrossRef]
- Deglaire, A.; De Oliveira, S.C.; Jardin, J.; Briard-Bion, V.; Emily, M.; Ménard, O.; Bourlieu, C.; Dupont, D. Impact of human milk pasteurization on the kinetics of peptide release during in vitro dynamic term newborn digestion. Electrophoresis 2016, 37, 1839–1850. [Google Scholar] [CrossRef] [PubMed]
- Chatterton, D.E.; Smithers, G.; Roupas, P.; Brodkorb, A. Bioactivity of β-lactoglobulin and α-lactalbumin—Technological implications for processing. Int. Dairy J. 2006, 16, 1229–1240. [Google Scholar] [CrossRef]
- Bavaro, S.L.; Mamone, G.; Picariello, G.; Callanan, M.J.; Chen, Y.; Brodkorb, A.; Giblin, L. Thermal or membrane processing for Infant Milk Formula: Effects on protein digestion and integrity of the intestinal barrier. Food Chem. 2021, 347, 129019. [Google Scholar] [CrossRef] [PubMed]
- ISO. Milk. Determination of Nitrogen Content Part 1: Kjeldahl Method 2001; IOS 8968-1: 2001 (IDF 20-1:2001); ISO: Genevan, Switzerland, 2001. [Google Scholar]
- ISO. Milk. Determination of Casein-Nitrogen Content—Part 1: Indirect Method 2004; ISO 17997-1:2004 (IDF 29-1:2004); ISO: Genevan, Switzerland, 2004. [Google Scholar]
- Jones, D.B. Factors for Converting Percentages of Nitrogen in Foods and Feeds into Percentages of Proteins; US Department of Agriculture: Washington, DC, USA, 1931.
- ISO. Milk Determination of Fat Content 2008; ISO 2446:2008 (IDF 226:2008); ISO: Genevan, Switzerland, 2008. [Google Scholar]
- ISO. Milk and Milk Products. Determination of Lactose Content by High-Performance Liquid Chromatography (Reference Method) 2007; ISO 22662|IDF 198:2007; ISO: Genevan, Switzerland, 2007. [Google Scholar]
- EC. Commission Directive 2006/141/EC on Infant Formulae and Follow-on Formulae Amending Directive 1999/21/EC; 2006/141/EC 2006, OJ L401; EC: Brussels, Belgium, 2006. [Google Scholar]
- Blais, H.; Ho, Q.T.; Murphy, E.G.; Schroën, K.; Tobin, J.T. A cascade microfiltration and reverse osmosis approach for energy efficient concentration of skim milk. J. Food Eng. 2021, 300, 110511. [Google Scholar] [CrossRef]
- Gaspard, S.J.; Brodkorb, A. The Use of High Performance Liquid Chromatography for the Characterization of the Unfolding and Aggregation of Dairy Proteins; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2019; Volume 2039, pp. 103–115. [Google Scholar]
- Kehoe, J.J.; Wang, L.; Morris, E.R.; Brodkorb, A. Formation of Non-Native β-Lactoglobulin during Heat-Induced Denaturation. Food Biophys. 2011, 6, 487–496. [Google Scholar] [CrossRef] [Green Version]
- Birlouez-Aragon, I. Assessment of protein glycation markers in infant formulas. Food Chem. 2004, 87, 253–259. [Google Scholar] [CrossRef]
- Chen, Z.; Kondrashina, A.; Greco, I.; Gamon, L.F.; Lund, M.N.; Giblin, L.; Davies, M.J. Effects of Protein-Derived Amino Acid Modification Products Present in Infant Formula on Metabolic Function, Oxidative Stress, and Intestinal Permeability in Cell Models. J. Agric. Food Chem. 2019, 67, 5634–5646. [Google Scholar] [CrossRef]
- Gamon, L.; Guo, C.; He, J.; Hägglund, P.; Hawkins, C.; Davies, M.J. Absolute quantitative analysis of intact and oxidized amino acids by LC-MS without prior derivatization. Redox Biol. 2020, 36, 101586. [Google Scholar] [CrossRef]
- ISO. Milk and Milk Products Determination of Alkaline Phosphatase Activity—Part 1: Fluorimetric Method for Milk and Milk-Based Drinks 2013; ISO 11816-1 (IDF 155-1:2013) 13; ISO: Genevan, Switzerland, 2013. [Google Scholar]
- EC. Commission Regulation (EC) No 1664/2006 of 6 November 2006 Amending Regulation (EC) No 2074/2005 as Regards Implementing Measures for Certain Products of Animal Origin Intended for Human Consumption and Repealing Certain Implementing Measures; No. 1664/2006 2006, 1–33; EC: Brussels, Belgium, 2006. [Google Scholar]
- Hausmann, A.; Duke, M.C.; Demmer, T. Principles of Membrane Filtration; Wiley: Hoboken, NJ, USA, 2012; pp. 17–51. [Google Scholar]
- Griep, E.R.; Cheng, Y.; Moraru, C.I. Efficient removal of spores from skim milk using cold microfiltration: Spore size and surface property considerations. J. Dairy Sci. 2018, 101, 9703–9713. [Google Scholar] [CrossRef] [Green Version]
- Corredig, M.; Verespej, E.; Dalgleish, D.G.; Brodkorb, A. Interaction of Caseins with K-carrageenan Studied by Size Excluson-HPLC/Multi Angle Laser Light Scattering. In Gums and Stabilisers for the Food Industry; Williams, P.A., Phillips, G.O., Eds.; The Royal Society of Chemistry: Cambridge, UK, 2006; pp. 221–226. [Google Scholar]
- Gaspard, S.J.; Auty, M.A.; Kelly, A.; O’Mahony, J.A.; Brodkorb, A. Isolation and characterisation of κ-casein/whey protein particles from heated milk protein concentrate and role of κ-casein in whey protein aggregation. Int. Dairy J. 2017, 73, 98–108. [Google Scholar] [CrossRef]
- Singh, H. Heat stability of milk. Int. J. Dairy Technol. 2004, 57, 111–119. [Google Scholar] [CrossRef]
- Lin, S.; Sun, J.; Cao, D.; Cao, J.; Jiang, W. Distinction of different heat-treated bovine milks by native-PAGE fingerprinting of their whey proteins. Food Chem. 2010, 121, 803–808. [Google Scholar] [CrossRef]
- Mok, K.H.; Kuhn, L.; Goez, M.; Day, I.; Lin, J.C.; Andersen, N.H.; Hore, P. A pre-existing hydrophobic collapse in the unfolded state of an ultrafast folding protein. Nat. Cell Biol. 2007, 447, 106–109. [Google Scholar] [CrossRef] [Green Version]
- Singh, M.J.; Chandrapala, J.; Udabage, P.; McKinnon, I.; Augustin, M.A. Heat-induced changes in the properties of modified skim milks with different casein to whey protein ratios. J. Dairy Res. 2014, 82, 135–142. [Google Scholar] [CrossRef]
- Wijayanti, H.B.; Bansal, N.; Deeth, H.C. Stability of Whey Proteins during Thermal Processing: A Review. Compr. Rev. Food Sci. Food Saf. 2014, 13, 1235–1251. [Google Scholar] [CrossRef]
- Contreras-Calderón, J.; Guerra-Hernández, E.; García-Villanova, B. Utility of some indicators related to the Maillard browning reaction during processing of infant formulas. Food Chem. 2008, 114, 1265–1270. [Google Scholar] [CrossRef]
- Lorenzen, P.C.; Clawin-Rädecker, I.; Einhoff, K.; Hammer, P.; Hartmann, R.; Hoffmann, W.; Martin, D.; Molkentin, J.; Walte, H.G.; Devrese, M. A survey of the quality of extended shelf life (ESL) milk in relation to HTST and UHT milk. Int. J. Dairy Technol. 2011, 64, 166–178. [Google Scholar] [CrossRef]
- O’Mahony, J.A.; Fox, P.F.; Kelly, A. Indigenous Enzymes of Milk; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2012; pp. 337–385. [Google Scholar]
- Joyce, A.M.; Brodkorb, A.; Kelly, A.; O’Mahony, J.A. Separation of the effects of denaturation and aggregation on whey-casein protein interactions during the manufacture of a model infant formula. Dairy Sci. Technol. 2017, 96, 787–806. [Google Scholar] [CrossRef] [Green Version]
- Buggy, A.K.; McManus, J.; Brodkorb, A.; Hogan, S.A.; Fenelon, M.A. Pilot-scale formation of whey protein aggregates determine the stability of heat-treated whey protein solutions—Effect of pH and protein concentration. J. Dairy Sci. 2018, 101, 10819–10830. [Google Scholar] [CrossRef] [Green Version]
- Anandharamakrishnan, C.; Rielly, C.D.; Stapley, A.G.F. Effects of Process Variables on the Denaturation of Whey Proteins during Spray Drying. Dry. Technol. 2007, 25, 799–807. [Google Scholar] [CrossRef]
- Anandharamakrishnan, C.; Rielly, C.; Stapley, A. Loss of solubility of α-lactalbumin and β-lactoglobulin during the spray drying of whey proteins. LWT 2008, 41, 270–277. [Google Scholar] [CrossRef] [Green Version]
- Skrzypek, M.; Burger, M. Isoflux® ceramic membranes—Practical experiences in dairy industry. Desalination 2010, 250, 1095–1100. [Google Scholar] [CrossRef]
- Le, T.T.; Cabaltica, A.D.; Bui, V.M. Membrane separations in dairy processing. J. Food Res. Technol. 2014, 2, 1–14. [Google Scholar]
- Tomasula, P.; Mukhopadhyay, S.; Datta, N.; Porto-Fett, A.; Call, J.; Luchansky, J.; Renye, J.; Tunick, M. Pilot-scale crossflow-microfiltration and pasteurization to remove spores of Bacillus anthracis (Sterne) from milk. J. Dairy Sci. 2011, 94, 4277–4291. [Google Scholar] [CrossRef] [Green Version]
- EC. Commission Regulation (EC) No 2073/2005 of 15 November 2005 on Microbiological Criteria for Foodstuffs. No. 2073/2005 2020, OJ L 338; EC: Brussels, Belgium, 2020. [Google Scholar]
- Klenovics, K.S.; Boor, P.; Somoza, V.; Celec, P.; Fogliano, V.; Šebeková, K. Advanced Glycation End Products in Infant Formulas Do Not Contribute to Insulin Resistance Associated with Their Consumption. PLoS ONE 2013, 8, e53056. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Product | Fat | Total Protein | Carbohydrate |
|---|---|---|---|
| Skim milk | 0.1 ± 0.05 | 3.51 ± 0.08 | 4.92 ± 0.12 a |
| WPI | traces b | 91.6 ± 0.31 | traces b |
| Lactose | traces b | traces b | 96.67 ± 0.41 |
| First stage IMF | 29.1 | 10.8 | 58.3 |
| Ingredients and Streams (g) | MEM-IMF | HT-IMF |
|---|---|---|
| Skim milk | 12,000 ± 0 | 4229 ± 92 |
| WPI | 458 ± 9 | 161 ± 0 |
| 1.4 μm MF | ||
| Feed | 12,458 ± 9 | |
| Permeate | 8305 ± 6 | |
| 0.2 μm MF | ||
| Feed | 8305 ± 6 | |
| Permeate | 5710 ± 5 | |
| Retentate | 2595 ± 2 | |
| Lactose | 2735 ± 59 | 1446 ± 2 |
| Fat | 1508 ± 35 | 792 ± 2 |
| 1.4 μm Feed | 1.4 μm Permeate | 0.2 μm Permeate | 02 μm Retentate | MEM-IMF Powder | HT-IMF Powder | |
|---|---|---|---|---|---|---|
| Total protein (g per 100 g solution) 1 | 6.86 a | 6.49 b | 3.37 c | 12.45 d | ||
| Total protein (g per 100 g powder) 1 | 9.73 ± 0.27 B | 11.40 ± 0.65 A | ||||
| Protein profile (% of total protein) 2 | ||||||
| ĸ-casein | 7.38 a | 7.48 a | 6.50 b | 7.74 c | 6.82 f | 6.38 d |
| αs-casein | 18.00 a | 18.01 a | 14.07 b | 19.01 c | 17.27 f | 18.28 d |
| β-casein | 14.21 a | 14.26 a | 12.39 b | 15.42 c | 14.16 f | 16.20 d |
| Total casein | 39.58 a | 39.74 a | 32.97 b | 42.18 c | 38.25 f | 40.86 d |
| α-la | 10.74 a | 10.85 a | 13.70 b | 9.43 c | 11.17 f | 8.47 d |
| β-lg B | 23.46 a | 23.18 a | 24.23 b | 22.61 c | 27.36 f | 28.41 d |
| β-lg A | 26.22 a | 26.23 a | 29.10 b | 25.78 c | 23.22 f | 22.26 d |
| Total whey protein | 60.42 a | 60.26 a | 67.03 b | 57.82 c | 61.75 f | 59.14 d |
| Total bacterial counts (TBC) 3 | 4.5 × 105 | 1.4 × 103 | 1.3 × 102 | 5.6 × 101 | ||
| Moisture (g per 100 g powder) | 2.35 ± 0.04 B | 1.96 ± 0.01 A | ||||
| Alkaline phosphatase (ALP) activity (mU 100 g−1 powder) | 28,557 ± 463 B | 103.0 ± 12.5 A | ||||
| Carboxymethyl-lysine (CML, ng mg−1) 4 | 3.65 ± 0.74 | 3.97 ± 0.70 | ||||
| Relative fluorescence 5 | 0.98 ± 0.04 | 1.36 ± 0.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Callanan, M.; Shanahan, C.; Tobin, J.; Gamon, L.F.; Davies, M.J.; Giblin, L.; Brodkorb, A. The Use of Membrane Filtration to Increase Native Whey Proteins in Infant Formula. Dairy 2021, 2, 515-529. https://doi.org/10.3390/dairy2040041
Chen Y, Callanan M, Shanahan C, Tobin J, Gamon LF, Davies MJ, Giblin L, Brodkorb A. The Use of Membrane Filtration to Increase Native Whey Proteins in Infant Formula. Dairy. 2021; 2(4):515-529. https://doi.org/10.3390/dairy2040041
Chicago/Turabian StyleChen, Yihong, Michael Callanan, Colm Shanahan, John Tobin, Luke F. Gamon, Michael J. Davies, Linda Giblin, and André Brodkorb. 2021. "The Use of Membrane Filtration to Increase Native Whey Proteins in Infant Formula" Dairy 2, no. 4: 515-529. https://doi.org/10.3390/dairy2040041