1. Introduction
Biomass in the form of waste and residues from many production processes, as well as in the form of its initial product, can be utilized in various ways. Interest in biomass as a renewable energy source is growing worldwide [
1,
2,
3]. Biomass conversion technologies are constantly evolving and can be divided into several categories (
Figure 1) [
4]. Thermal conversion includes processes such as pyrolysis, gasification, torrefaction, carbonization and combustion [
5,
6]. Biochemical conversion involving processes generally defined as fermentation [
7] can lead to products that are suitable for use in the production of energy, such as biogas [
8,
9], bioethanol [
10,
11], biodiesel [
12] and fertilizers [
13], and that can be used as sorbents for the removal of pollutants from water [
14]. Many conversion processes use solid biomass in powder form as a raw material [
15]. Solid biomass is used most often in powder form. Numerous investigations have been conducted on the creation of inexpensive adsorbents from biomass that might replace those that are sold commercially [
16]. The accurate determination of the process conditions and properties of powdered biomass is important for biomass handling and conversion operations. A very important direction of biomass research has been to determine its mechanical properties, which are important for storage operations, and rheological properties, which are important for processing operations [
17].
A crucial parameter for determining the mechanical characteristics of biomass is its flowability. The moisture content present in biomass and the particle size distribution significantly affect its flowability [
18,
19,
20]. Moisture can have different effects on the mechanical properties of biomass since, in many cases, an increase in the water content deteriorates the mechanical properties of biomass and causes transport problems [
21,
22,
23,
24]. On the other hand, for DDGS used in thermal conversion processes, mainly in pyrolysis [
25], the effect of moisture content is more complex. For lower moisture contents, material flow is impeded by agglomeration, while increasing moisture content has a lubricating effect and improves flowability. Studies on the effect of moisture content in the range of 10% to 25% show that, initially, the flowability of the material is hindered by moisture-induced clumping, while, for higher moisture contents, an improvement in flowability was observed, with water acting as a lubricant. In addition, an increase in the compressibility of the material is observed with increasing moisture content [
26]. It is important to note that moisture that naturally occurs in biological material affects its physical properties. Increased moisture also affects the storing capability in silos. Increased water content enhances the compressibility of powder materials, which can consequently lead to agglomeration, caking and difficulties in storage and discharge from tanks. Such conclusions were made based on studies of wheat with a moisture content of up to 30%. Moreover, the literature indicates that powdery plant materials, which can include biomass, are characterized by high moisture absorption, which promotes caking during storage [
27]. Moisture content also facilitates biological and chemical transformations of the biomass, such as the dissolution of grain or seed components leading to the plasticization of the grains and a further increase in cohesion and agglomerate strength. In powder materials containing proteins and polysaccharides, the presence of water can cause the formation of new hydrogen bonds and the hydrolysis of the compound into simpler substances [
28]. High moisture content promotes a reduction in bulk density. Waste from the poultry industry (poultry litter, i.e., chicken droppings and feathers) was tested for the effect of moisture content on its flowability. A significant deterioration in flowability was shown with an increase in moisture content from about 10% to 30%. The results indicate that an increase in moisture content decreases bulk density, flowability and individual particle density [
29]. Furthermore, increasing moisture content could significantly increase the values of the internal friction angle and adhesion forces of biomass (shredded miscanthus and switch millet) [
30,
31], which consequently leads to the deterioration of flowability. Moisture present in biomass also affects processing properties during operations, such as mixing and granulation [
32], and the biological and chemical transformations of biomass [
28]. The effect of moisture amounts mainly to an increase in the cohesion of the biomass bed and in the tendency of the powdered biomass grains to swell [
33]. Biomass swelling behavior plays an indisputable role in thermal biomass conversion processes such as pyrolysis [
34].
For the investigation of the mechanical properties of powder materials, various types of methods and equipment are used, which can be divided depending on the dynamics of the measurement process. In quasi-static conditions, the Jenike shear tester is often used, which allows the determination of flowability based on shear tests [
35,
36,
37]. Using this apparatus, a sample of powder material is loaded with a relatively high normal stress values typical for materials stored in a silo. A different approach is based on the determination of Carr indices, which is carried out with zero or negligible external stresses exerted on the test sample [
38,
39,
40]. The most commonly used Carr indices include the angle of repose and compressibility. Studies on the mechanical properties of biomass include both research experiments and operational studies, leading to optimizing essential parameters of processes involving biomass as well as obtaining crucial design guidelines. The research allows a better understanding of the physical processes that occur under the influence of moisture. In addition, it allows the effective prediction of biomass powder properties in prospects such as the storage of biomass in tanks and silos, their loading and discharging, and transportation. Moisture content in biological materials can vary depending on storage and processing conditions. The presence of moisture in biomass is a natural phenomenon. Under certain conditions, the moisture content can decrease and then increase in repeated cycles. This is especially the case during storage, where the temperature and humidity of the environment can change. Biomass that is partially dried and then humidified can change its structure and thus its mechanical properties. The literature indicates significant changes in the mechanical properties of biomass with changes in moisture content but does not specify exactly what these changes look like for biomass samples that are dried and then humidified or what they look like for samples for which specific moisture levels were obtained only by drying. In that case, samples with the same moisture content could have different mechanical properties depending on how the moisture content was obtained. Due to the aforementioned moisture fluctuations, it is important to determine the hysteresis and indicate how the rehydration of biomass after drying affects its mechanical properties. Future work will focus on comparing the results discussed in the paper to those obtained for samples for which specific moisture levels were obtained by drying to a specific moisture content and determining the hysteresis of mechanical properties. Therefore, the purpose of the work was to investigate the effect of moisture content on the mechanical properties of powdered biomass for the case in which samples with the appropriate moisture content were obtained by drying the matrix and then moistening to the appropriate level. The focus is on the development and validation of the proposed mechanical properties measurement method, and the results are presented in the form of yield locus, i.e., the relationships between shear stress and normal stress, also called the powder flow condition.
The choice of biomass materials was motivated by their distinctive properties, including diverse particle size distributions, as well as irregular and heterogeneous particle shapes. In the context of the growing demand for sustainable energy sources, biomass materials have become increasingly important. This surge in demand has led to a pressing need for efficient biomass conversion handling and conveying systems.
2. Materials and Methods
Four types of powdered biomass were selected for testing. Three of them are of plant origin, including sunflower husks, apple pomace, and DDGS, and one is of animal origin—meat and bone meal. Sunflower husks and apple pomace are from the Stalowa Wola S.A. Combined Heat and Power Plant, Poland; DDGS (corn dried distillers grains with solubles) is from the Goświnowice Ethanol Plant, Nysa, Poland; and meat and bone meal are from SARIA Sp. z o.o. Przewrotne, Poland. In addition, to account for the effect of particle size distribution on mechanical properties for DDGS and meat and bone meal, samples with varying particle size distribution were used, and they were marked as sample A and sample B.
2.1. Preparation of the Samples
Biomass samples with different moisture contents were prepared in a V-type hopper mixer designed at the Department of Chemical and Process Engineering of the Rzeszów University of Technology (
Figure 2). A moisture content of 0% with an accuracy of ±0.5% was obtained by drying the material in a convection dryer at 60 °C. Other moisture contents were obtained by humidifying the 0% sample with a stream of humid air RH 99% flowing continuously through a V-type mixer rotating with 15 rpm. Samples were humidified for an appropriate time based on preliminary measurements. Samples were then taken from the mixer, and their moisture content was determined by line using the weighing method, drying the samples to a constant weight using a weighing dryer with respect to the dry weight of the material with an accuracy of ±0.5%. In order to evenly saturate the entire mass of bulk material with moisture, humidification was carried out in a 700 cm
3 V-type hopper mixer equipped with a flow system air stream with a specified humidity and temperature.
2.2. Humidity Measurements
The humidity was determined using a RADWAG MA.R laboratory moisture analyzer (Radom, Poland) at 110 °C. Humidity measurements were carried out until a constant mass of the sample was obtained at a given temperature.
2.3. Mechanical Properties Measurements
The effect of moisture content on mechanical characteristics was investigated with a direct shear apparatus (
Figure 3) constructed on the basis of the classic Jenike direct shear tester [
37]. The apparatus was made in accordance with the guidelines of the European Eurocode 1 standard [
41]. Its main part is a cylindrical shear chamber with diameter
D = 60 mm, height
H = 30 mm and base area
S = 28.27 mm
2. The chamber is divided into two parts: the lower one, which moves with the base during the measurement, and the upper stationary one, equipped with a lid and a thrust pin. The apparatus has a limited shear path and a fixed position of the shear zone halfway up the chamber. Measurements were conducted at a base sliding speed of 2.79 mm·min
−1. The vertical (normal) consolidating external pressure on the test material sample was determined using calibrated levers and weights. The tangential force generated during shearing was recorded using a C9B strain gauge force sensor from Hottinger Baldwin Messtechnik GmbH, with a range of up to 200 N and an accuracy of ±1 N. The sensor was coupled to a Spider 8 amplifier (HBM) connected to a PC. The measurement data were recorded by the Catman Easy 2.1 acquisition program that enables data collecting at a frequency of 50 Hz.
Shearing of a powder material sample occurs as a result of the movement of the lower part of the chamber exerted by a drive pin moving at a given constant speed. The measurement consists of placing the sample in a chamber and exposing it to a normal stress
σn (
σn = Fn/
S). The next step is to move the lower part of the chamber using a thrust pin running at a constant speed until the maximum value of the tangential stress
τ (
τ =
Ft/
S) is reached, where
Fn is the normal force,
Ft is the tangential force, and
S is the cross-section area of the chamber. During the shear test the recorded tangential stress gradually increases until the internal cohesion (shear strength) of the material is overcome and a steady-state flow is achieved. The measured values of this stress corresponding to the set values of the vertical load determine the values of the coordinate points, an approximation of which is a line called the yield locus. The obtained shear test data are the basis for the design of equipment used for the storage and handling of powdered materials [
42,
43].
Figure 3.
(
a) Schematic representation of the Jenike shear tester: 1—drive pin; 2—twisting cover; 3—movable shear cell ring; 4—immovable shear cell ring; 5—base. (
b) Picture of Jenike direct shear apparatus [
44]. (
c) Original drawing of the Jenike shear tester: 1—drive engine; 2—drive pin; 3—lever bar; 4—lever; 5—normal load; 6—shear stress transducer; 7—base; 8—movable shear cell; 9—arm of immovable shear cell; 10—immovable shear cell; 11—twisting cover [
17].
Figure 3.
(
a) Schematic representation of the Jenike shear tester: 1—drive pin; 2—twisting cover; 3—movable shear cell ring; 4—immovable shear cell ring; 5—base. (
b) Picture of Jenike direct shear apparatus [
44]. (
c) Original drawing of the Jenike shear tester: 1—drive engine; 2—drive pin; 3—lever bar; 4—lever; 5—normal load; 6—shear stress transducer; 7—base; 8—movable shear cell; 9—arm of immovable shear cell; 10—immovable shear cell; 11—twisting cover [
17].
2.4. Particle Size Distribution Measurements
The particle size distribution (PSD) of each sample of biomass was measured by two methods. For samples with particle sizes below 1 mm, the laser diffraction method was used. The measurements were carried out using Mastersizer 2000 Hydro MU (Malvern Instruments, Malvern, Worcestershire, UK), which allowed us to perform particle size measurements in the range of 0.01–2000 µm and infer particle size via dynamic light scattering. Measurements were performed according to ISO 13320-1: 1999. The output data from the analyzer are the PSDs and are normalized with respect to the mass of the particle collective for each sample. For samples with particle sizes larger than 1 mm, the sieve analysis method was used. A set of sieves with sizes of 2 mm, 1 mm, 0.75 mm, 0.5 mm, 0.25 mm and 0.15 mm and a shaker (LAB-11-200/UP), all of which were made by EKO-LAB (Jasień, Poland), were used. The results are presented as mass percentages for each fraction.
2.5. Carr Index Measurements
The angle of repose, the aerated bulk density and the packed bulk density were measured with a Powder Tester PT-S (Hosokawa Micron B.V., Doetinchem, The Netherlands) in accordance with ASTM D6393-14 for materials with 0% moisture content. Aerated bulk density is a bulk density of particulate containing a large amount of air build up in a vessel that drops according to the injection method. Packed bulk density is a bulk density of particulate of loose bulk density built up by tapping; the standard tapping number is 180. After tapping has started, the powder is compressed, and after this process, density is measured. The compressibility,
CC, was calculated as follows:
where
P is the packed bulk density, and
A is the aerated bulk density.
2.6. Experimental Plan
In this work, the effect of moisture content on the mechanical properties of solid biomass was investigated.
First, the physical properties, i.e., the particle size distribution and the Carr’s indices, were determined. Measurements of PSD and Carr’s indices for each sample were repeated four times.
To consider the effect of moisture content on the mechanical properties of biomass, samples with four mass contents of moisture were prepared: 0%, 10%, 20% and 30%. The effect of moisture content on mechanical characteristics was investigated with a Jenike direct shear apparatus. The results of investigations on the influence of moisture content on the mechanical characteristics were presented graphically in the form of the yield locus—dependence between shear stress τ and normal stress σ. The yield locus line defines the boundary stress conditions required for the powder material to flow and depends on the properties of the powder material sample. The results were approximated by linear regression. Measurements for each sample and for each moisture level were repeated four times. Adjusted R2 values were determined for linear regression. The measurement apparatus and the methodology used made it possible to achieve high measurement accuracy. Measured values of shear stress τ in subsequent repetitions differed by no more than one percent.
For meat and bone meal and DDGS, the shear tests were carried out for two different values of particle size distribution: sample A with larger particle size and sample B with smaller particle size (
Figure 4 and
Figure 5).
3. Results and Discussion
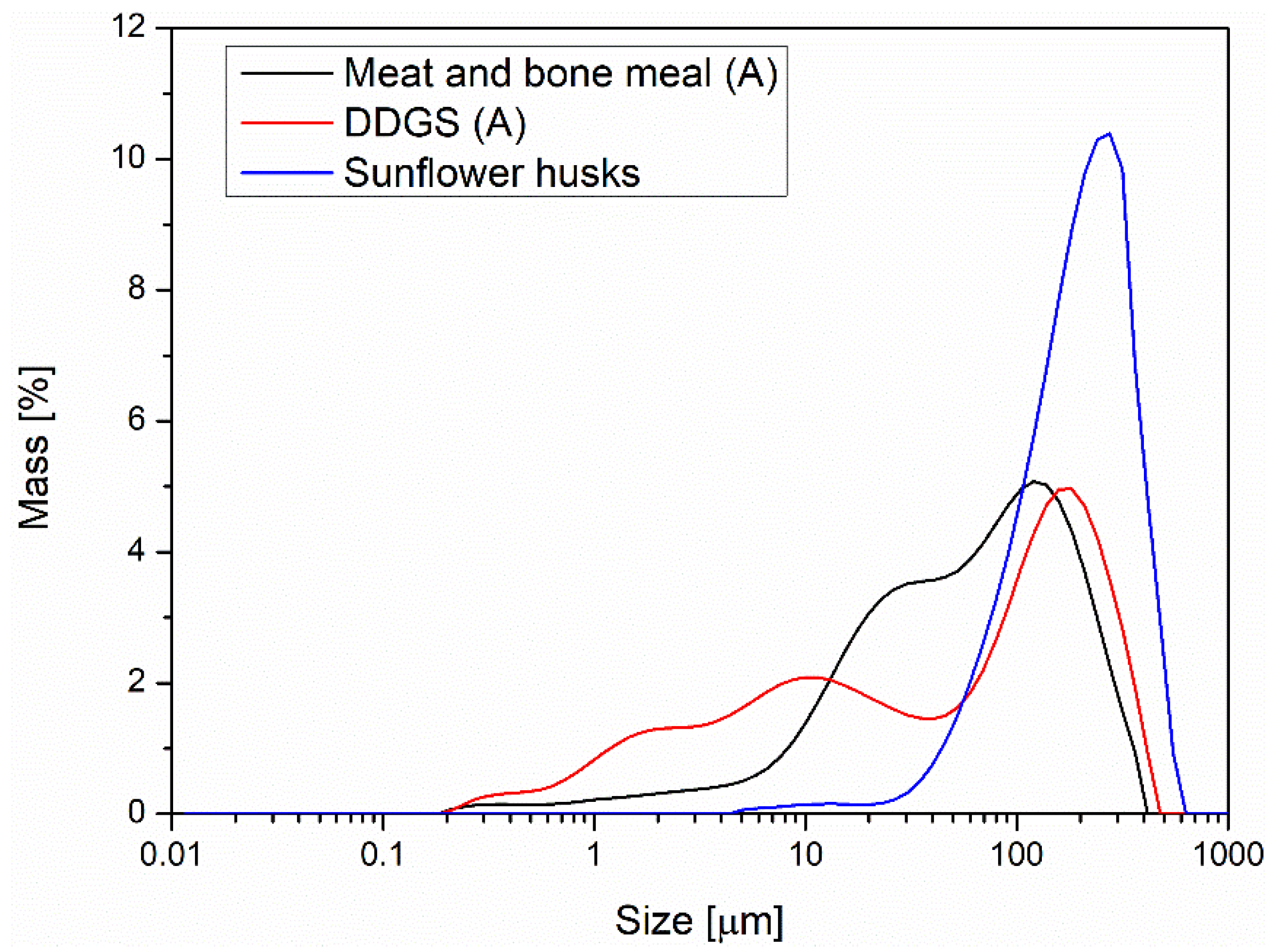
The mechanical properties of bulk materials depend on their particles’ sizes and, more specifically, on the particle size distribution. Summary charts revealing the particle size distributions of the analyzed biomass samples are shown in
Figure 4. Sunflower husks show a narrow distribution that is close to normal, while meat and bone meal and DDGS have a wide and irregular distribution (
Figure 4).
In the cases of apple pomace, meat and bone meal (sample B), and DDGS (sample B), sieve analysis was performed, and the results are shown in
Figure 5. The DDGS (B) and meat and bone meal (B) have the highest content of 1 mm to 2 mm fractions, while the apple pomace contains the most 0.25 mm to 0.5 mm fractions.
The Carr indices of the tested materials were determined at 0% moisture content and are compiled in
Table 1. The index values can be used to determine the powder sample flowability. The lower the value of the angle of repose and the lower the compressibility
CC, the better the flowability of the material. Among the studied materials, the apple pomace had the lowest value of the angle of repose, while the meat and bone meal (A) had the highest. In turn, the highest compressibility was shown by DDGS sample B, and the highest by meat and bone meal sample A. Samples of the same biomass material but with different grain sizes showed different results. For the meat and bone meal and the DDGS, the smaller the particles, the greater the angle of repose and, thus, the worse the flowability. Similarly, for the samples with smaller particle sizes, greater compressibility was observed, indicating worse flowability.
For a more accurate analysis of the moisture content’s effect on the mechanical properties of the biomass samples, plots of the tangential stress vs. displacement of the movable shear ring were also drawn for samples with different moisture content.
An important factor affecting the yield locus is the state of powder sample consolidation obtained due to external factors that can be characterized by a certain porosity ε and bulk density
ρr [
37]. Strongly consolidated powder material is characterized by higher bulk density and higher boundary stress values, making the flow condition (i.e., yield locus) steeper. Another important parameter affecting the flow condition is the duration of consolidation, especially for materials that spontaneously undergo gradual consolidation during storage, such as shredded biomass. As a result, biomass materials may sharply change their strength properties as a result of long-term storage.
In order to take into account this phenomenon, each shear test was preceded by preliminary consolidation of the deposit, i.e., shearing under a pre-selected consolidating stress. Thus, each measurement consisted of two stages, i.e., consolidation shear and actual shear.
Preliminary experiments were carried out to select the appropriate shear process parameters for materials with fundamentally different properties before the actual investigations. The structure of the powder bed, which has a major impact on its behavior, also depends on technological parameters, such as the way and speed of filling the apparatus, the free-fall height, and the time and conditions of storage, which together determine the mechanical properties of the powder bed. The preliminary results and the literature indicate that the initial compaction of the material sample has a crucial influence on the actual shear process [
17,
45]. For these reasons, an important part of the validity of the study was the standardization of its conditions. The influence of various methods of pre-consolidation of the material, such as the number of turns of the cover, the degree of filling of the apparatus and the method of placing the material in the shear chamber, were studied. Based on the data obtained, pre-consolidation conditions were selected: samples were pre-consolidated using 3–4 turns of the lid at an angle of 45° and by filling the chamber completely. The normal stress was selected according to typical stresses occurring during the storage of bulk materials in silos, and the most commonly assumed value was a consolidation stress of
σ = 22.7 kPa. The shear path of the Jenike direct shear tester, which is limited to small values (4–6 mm), excludes its use in cases in which achieving steady-state flow requires a significant deformation of a sample of granular material, such as a significantly moistened one.
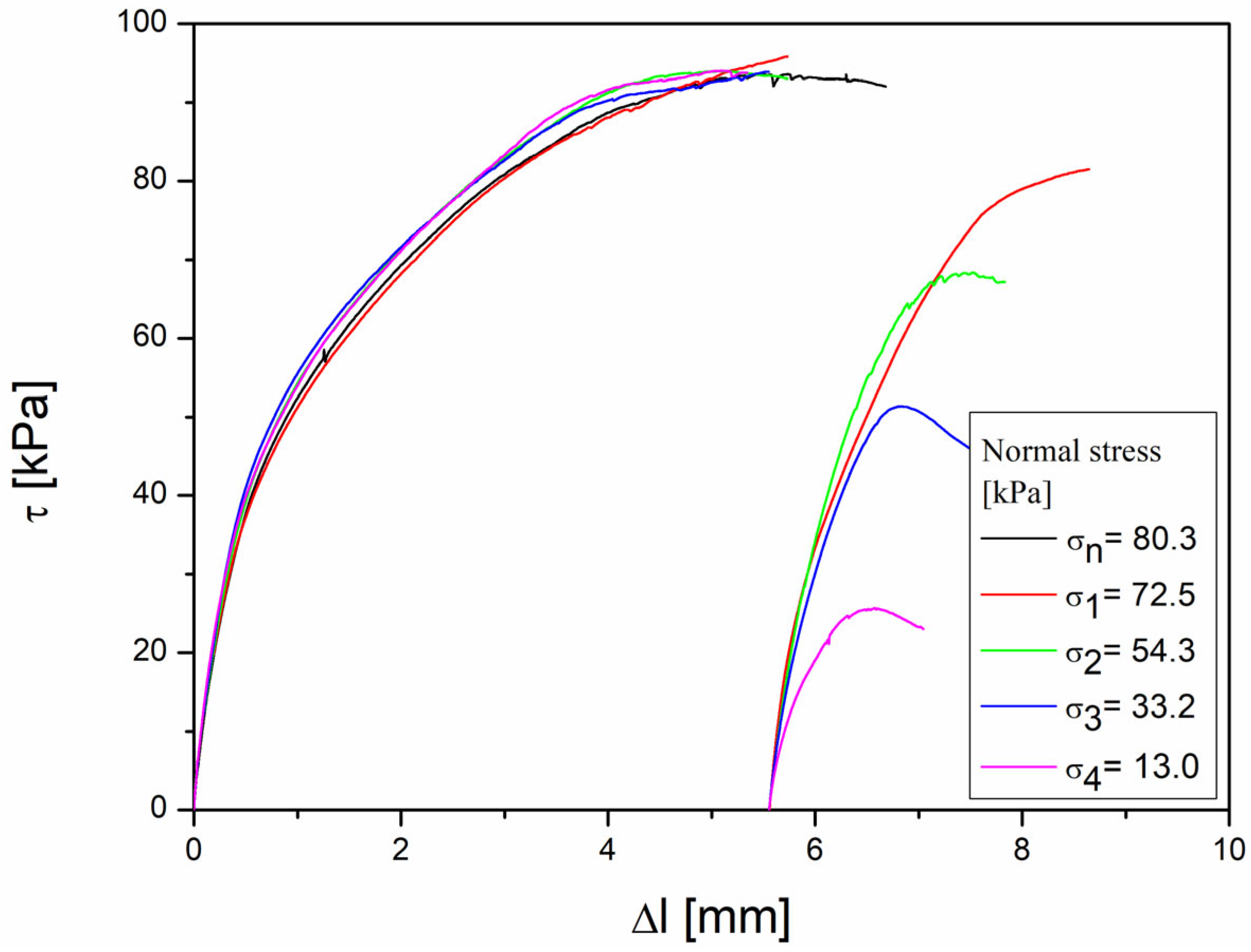
Figure 6 shows the dependence of the tangential stress
τ on the displacement
∆l for sunflower husks at different values of the consolidating stress
σn. As can be seen, for a lower value of normal stress,
σn = 22.2 kPa, it was not possible to obtain steady-state flow, but increasing the value of normal stress to 80.3 kPa made it possible to achieve steady-state flow while maintaining the same shear path.
The apparatus used and the test methodology adopted made it possible to achieve high measurement accuracy. For most materials, the measured values of stresses in subsequent repetitions differed by no more than one percent. Accordingly, measurements were carried out to adjust such values of the consolidating stress in order to shorten the path to the critical state as much as possible. This is particularly important in the investigation of materials of biological origin, which require a relatively long shear path due to their deformability [
46]. Another parameter that affects the extension of the shear path is the moisture content of the material. The applied Jenike apparatus has a limited shear path value due to its design.
Figure 7 shows typical plots of shear stress
τ as a function of displacement ∆
l, for selected materials, at 0% sample moisture content and at normal stress
σn = 22.2 kPa. The achievement of the critical state above which the plastic flow of the sample occurs is considered to be the achievement of the maximum of the tangential force in the aforementioned graph. It can be seen from
Figure 7 that the applied consolidation stress allows to obtain the maximum tangential force for DDGS (sample A), apple pomace, and meat and bone meal (sample A), which indicates the correct choice of consolidation stress and allows to carry out the actual shear. For sunflower husks (green line in
Figure 7), steady-state flow could not be achieved, which means that the applied consolidation stress is too low and does not provide the sufficient compaction of the material. Therefore, further tests were performed to select an appropriate stress.
On the basis of preliminary studies, the appropriate parameters for conducting the actual shear tests were selected. For each tested material the chamber of the Jenike apparatus was filled with an 80 cm3 biomass sample. Measurements for DDGS and meat and bone meal were carried out at a consolidation stress of σn = 22.2 kPa, and, in addition, four values of normal stress were adopted: σ1 = 20.8 kPa, σ2 = 18.4 kPa, σ3 = 13.0 kPa, and σ4 = 5.4 kPa. For sunflower husks and apple pomace, the consolidation stress was taken to be equal to σn = 80.3 kPa, and normal stresses were as follows: σ1 = 72.5 kPa, σ2 = 54.3 kPa, σ3 = 33.2 kPa, and σ4 = 13.0 kPa. In addition, the pre-consolidation of the samples by rotating the cover of the measuring chamber was applied. The rotation of the cover was performed for the material loaded with a given normal stress. A specially fitted wrench was used for this process, and the cover tabs were used to help achieve the desired angle of rotation.
The results of investigations on the influence of moisture content on the mechanical characteristics were presented graphically in the form of the yield locus. The results were approximated by linear regression. Measurements for each sample were carried out four times. Adjusted R
2 values were determined and are shown in
Table 2. The worst fit was observed for a moisture content of 0%. This may be due to a slight increase in moisture during the measurement, which was caused by its adsorption from the environment. No significant differences in fit were observed between the tested samples.
For a detailed analysis of the stress changes caused by the presence of moisture and the length of the shear path, several typical diagrams of the dependence of the tangential stress
τ on the displacement ∆
l are presented in
Figure 7.
As mentioned above, sunflower husks and apple pomace required a higher normal stress due to the requirement to use a higher consolidation stress to achieve steady-state flow.
Figure 8 and
Figure 9 show examples of the tangential stress vs. displacement relationship with the applied increased consolidation (normal) stress,
σn = 80.3 kPa, for sunflower husks. As can be seen from the graphs, increasing the moisture content from 0% to 30% does not significantly increase the shear path; therefore, it can be concluded that the applied normal stress causes a sufficient consolidation of samples even with high moisture content.
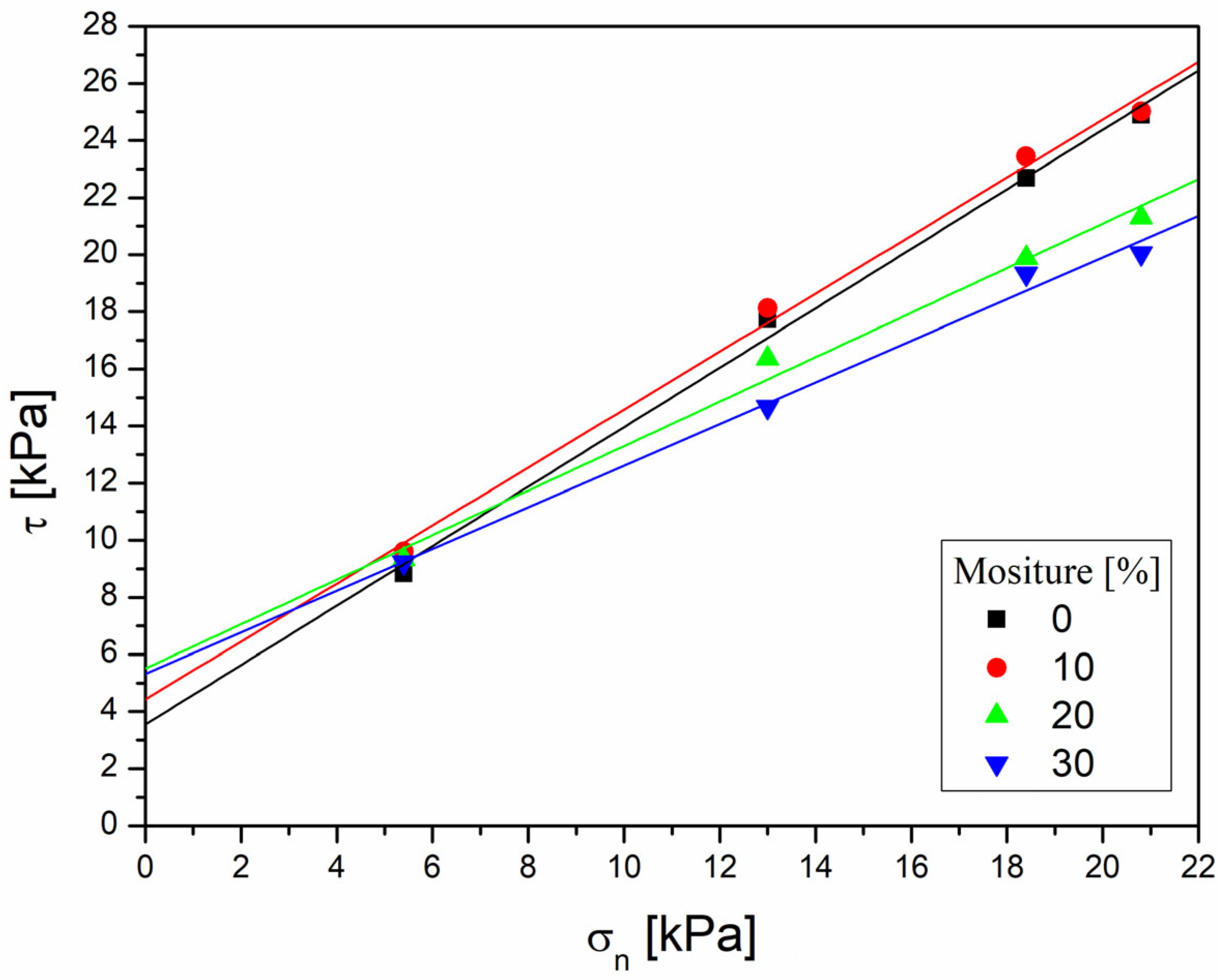
In the case of sunflower husks (
Figure 10), water has the effect of binder, impeding the free movement of particles. The best flowability is shown by the sample with the lowest moisture content, in which case a relatively small force is needed to achieve deformation. An increase in shear stresses caused by the presence of moisture was observed. While the greatest differences were observed between dry and 10% moisture content samples, further increasing the water content did not cause noticeable changes in shear stress values. Such changes are also indicated by the literature for pecan shells [
47]. This indicates that an increase in moisture content can worsen the flowability of biomass. The effect of moisture on the bed of pulverized biomass is not limited to moistening the surface of the particles and filling the pores but is mainly reduced to penetrating the interior of the particles and causing a change in physical properties. As the moisture content of the material increases, the deformability increases. Loading a bed with increasing moisture content with a large external stress, as used in the Jenike apparatus, deforms the particles and thus increases the contact area. The increased contact area causes an increase in friction between the grains, leading to an increase in stress in the material. Additionally, the phenomenon called the lubrication effect was clearly observed [
45,
48] as, in the area of higher normal stresses, biomass samples with increased moisture manifested better flowability, requiring lower boundary shear stresses compared to less moist samples. Thus, exceeding a certain water content above the lubrication point increases the material flowability. This is explained by the supersaturation of the outer part of the particles, with water and the formation of a moist layer facilitating the relative sliding of grains’ surfaces. In the area of higher normal stresses, biomass samples with increased moisture content manifested a greater tendency to flow than less moist samples. This effect can be explained by the lubricating effect of water forming a thin layer on the grain surface at higher moisture contents. Biological material is characterized by significant water absorption, and, thus, it takes a significant amount of water to form a surface layer of moisture. Meat and bone meal has bone elements in its structure that are not prone to moisture absorption, and it is likely that a moist layer is formed on them to facilitate sliding. This may also be due to the fact that the attractive adhesive interactions from liquid bridges outweigh the lesser frictional interactions in this area.
For the DDGS samples, a regular increase in normal stresses caused by the presence of moisture was observed, and an additional slight decrease in shear stress was observed for samples with the highest moisture content, 20% and 30% (
Figure 11 and
Figure 12). Oscillations were observed for the DDGS sample with 0% moisture content (blue line in
Figure 7), which disappear at higher values of moisture. In this case, moisture can have a beneficial effect, preventing the formation of vibrations that are dangerous to equipment. The reason for this phenomenon may be the high compressibility of the deposit, and its high cohesion, due to the small size of the particles [
47]. The DDGS samples of different particle size distributions (samples A and B) do not show significant differences in the yield loci. The relationships are similar, but the quantitative changes in the case of the material with a smaller size range (sample A) are more evident. An increase in moisture content causes a systematic increase in shear stresses corresponding to successively higher normal stresses. This means an increase in the shear strength of the material and an increase in the cohesion of the material, which adversely affects its flowability. This may be due to high fat and sugar content, which were not found in the other materials tested. The high sugar content, combined with increasing moisture content, may be the reason for the appearance of additional forces binding the grains of the material and impeding flow. Hence, the most pronounced changes in shear stress were caused by the presence of moisture compared to other materials tested. To summarize, more force is needed for the DDGS samples to achieve the same plastic deformation.
In the case of the meat and bone meal investigations (
Figure 13 and
Figure 14), a lubrication phenomenon was also clearly observed in the area of higher normal stresses, where biomass samples with increased moisture content manifested a greater tendency to flow (requiring lower boundary shear stresses) than less moist samples. Thus, exceeding a certain water content (above the lubrication point) increases the flowability of the meat and bone samples. This effect is more pronounced for samples with larger grain sizes. On the other hand, for low loads, moisture content has a small effect on mechanical characteristics. Moisture is often absorbed by biological materials and often causes them to swell. When certain normal stresses are exceeded, moisture can appear on the surface of biomass particles under pressure, resulting in a lubrication phenomenon that is more pronounced the higher the normal stresses. No significant differences were observed for samples of different particle sizes, which allows us to conclude that for particle sizes up to 2 mm, the effect of moisture on mechanical properties is similar.
An increase in shear stresses caused by the presence of moisture was observed in apple pomace (
Figure 15). Apple pomace shows less sensitivity to the effect of moisture content. The tendency of increasing shear stress with increasing moisture content is observed, but the increase is not as clear as for the other materials, which may be due to the greater water absorption resulting from the fact that it is a material obtained from the soft parts of plants (mainly fruit peel) as opposed to others obtained from hard biological parts. Moreover, it has a low value of bulk density. The increase is particularly evident for higher normal stresses. An interesting phenomenon was observed in the area of normal stresses above 50 kPa. The addition of moisture above 10% does not change the value of tangential stress, which indicates, on the one hand, a worsening of flowability and, on the other hand, shows the stability of properties regardless of the content of moisture. This tendency is not noticeable for lower values of normal stresses. Such a phenomenon may be due to the ability to absorb a significant amount of moisture into the grains without changing their volume, which can affect the stability of the mechanical strength of the entire powder bed.
The highest values of bed cohesion, measured as the value of tangential stress at zero normal stress, were observed for sunflower husks (
Figure 10) and apple pomace (
Figure 15). They range from 8 to 13 kPa for sunflower husks and from 7 to 14 kPa for apple pomace. This indicates their inferior flowability. Both materials showed the lowest values of aerated bulk density and packed bulk density and were obtained from relatively soft plant parts. Therefore, it can be concluded that for materials with low bulk density and low hardness, the effect of moisture is more pronounced and the deterioration of flowability is greater. For the DDGS and meat and bone meal samples, the cohesion value was between 1 and 6 kPa, indicating the much better flowability of these materials.
4. Conclusions
The effect of moisture content on the mechanical properties of powdered biomass is complex and depends strongly on the normal stress with which the powder bed is loaded. In static and dynamic operations, the loads can be different. In static conditions, the powdered biomass is usually under high normal stress, such as in the case of storage in tanks and silos, where moisture may deteriorate the mechanical properties of the biomass and cause an increase in its cohesion. In some cases, at higher moisture contents, the material may pose a risk to the construction of silos.
The highest values of bed cohesion were observed for sunflower husks and apple pomace. This indicates their inferior flowability, which may be caused by low bulk density. The DDGS samples showed an increase in the observed tangential stress values induced by the presence of moisture below 20% and a slight decrease in stress values for samples with moisture content above 20%. In the case of sunflower husks, a lubrication phenomenon was observed, in which, at higher normal stresses, biomass with increased moisture content showed better flowability and required lower boundary shear stresses. Above a certain water content, a reversal of material flowability was observed above the lubrication point. A similar effect was observed for meat and bone meal samples, but the effect was more pronounced. Moreover, the effect is even more pronounced for samples with larger grain sizes. The lubricating effect is due to the presence of surface moisture appearing at higher normal loads, reducing surface friction and facilitating the relative sliding of material layers. In the case of apple pomace samples, for the normal stresses above 50 kPa, the addition of moisture above 10% does not change the values of observed shear stresses, indicating the stability of properties regardless of increasing moisture content.
No significant differences were observed for samples of different particle sizes, which allowed us to conclude that, for particle sizes up to 2 mm, the effect of moisture on mechanical properties is similar.
Oscillations in shear stress were observed for the DDGS sample with 0% moisture content, which disappeared at higher values of moisture. In this case, moisture can have a beneficial effect, preventing the formation of vibrations that are dangerous to equipment.
The results made it possible to formulate some design guidelines for powdered biomass storage and handling. The use of powdered biomass with higher moisture contents, above 10%, should be avoided as such material can lead to overhangs in tanks and silos. Alternatively, it is necessary to design the equipment appropriately, taking into account the actual mechanical properties of the moist biomass material. In addition, the use of sunflower husks and meat and bone meal can cause a lubrication phenomenon, causing an improvement in flowability and the uncontrolled rapid discharge of material from the silo.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}