
Integration of Solar Process Heat in Industries: A Review

 ,
,  ,
, 

Abstract
:1. Introduction
2. Recent Studies on Solar Industrial Process Heat
- Most of the analyses were about the categorization of suitable industries for solar heat integration based on process type and related temperature range.
- The previous research primarily focused on the selection, comparative performance analysis, and development of solar collectors.
- Investigation of the development and modification of solar process heat integration was rarely found.
- Industries with solar process heat integration were identified and grouped by various sectors in the global context.
- The existing SHIP plants were analyzed based on the point of solar integration.
- The rate of supply-level integration against process-level integration was identified and compared for various industrial sectors for particular processes.
- Significant design factors were identified and listed for running and demonstration of SHIP plants by analyzing substantial literature. Notable design factors include process type (batch, continuous or other), methods to determine suitable integration points, integration point location, details of the installed solar collector, storage tank volume, temperature range, and simulation tools. Difficulties that were faced during the project implementation and project findings were added.
3. Basic Components of SHIP Systems
3.1. Solar Collectors
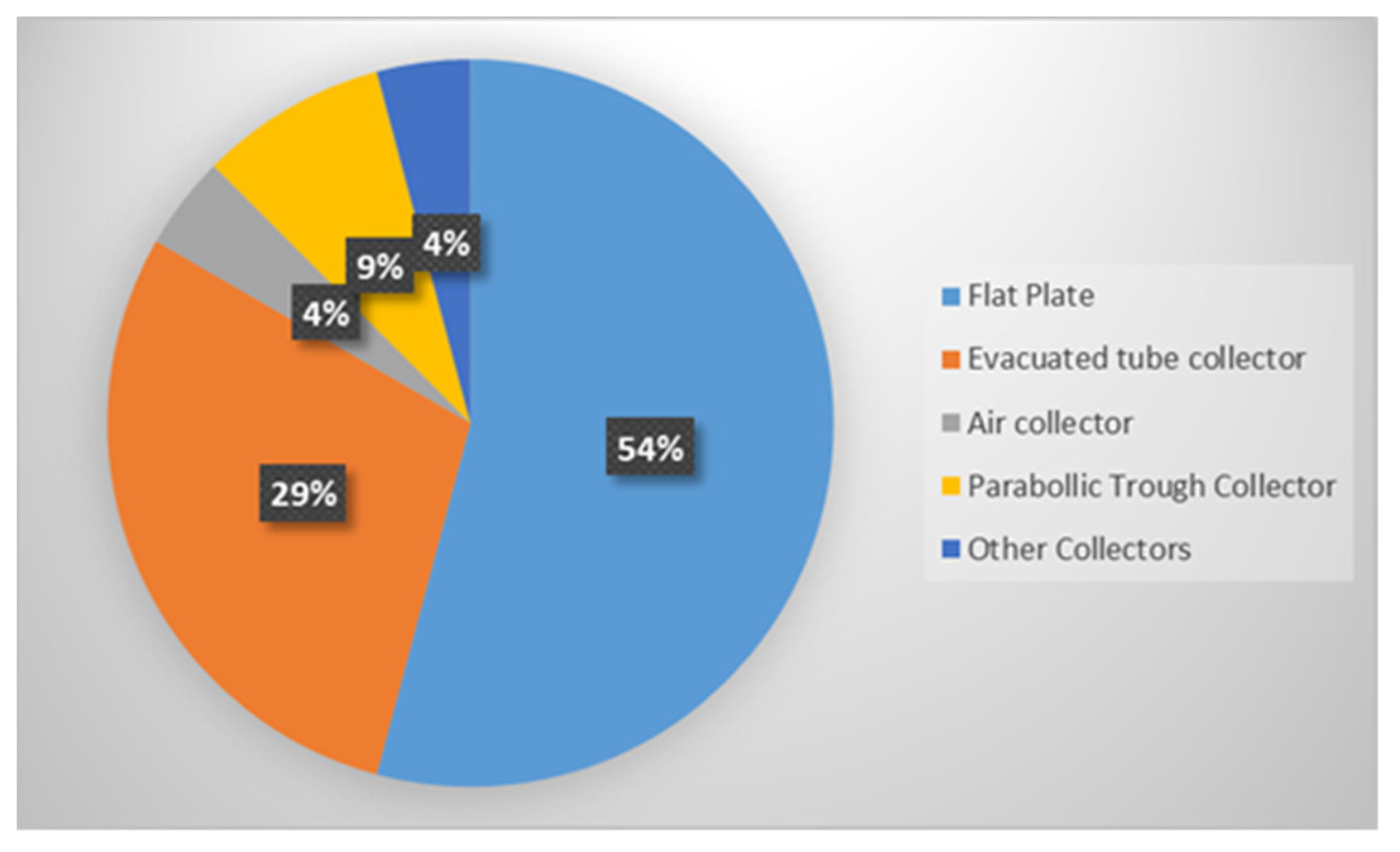
3.1.1. Types of Solar Collectors in SHIP Systems
- (a)
- Flat plate solar collectors (FPCs) are the simplest form of solar thermal collectors. The main parts of a flat plate collector are the absorber plate and aluminum/copper tubes containing a working fluid. The absorber plate can be metallic (copper, aluminum, etc.) or plastic. The heat transfer fluid can be both air and water. The tubes are either welded or build-into part of the plate. For this reason, proper welding technology is required to secure the satisfactory performance of the solar collector. In a wide range of industries such as food, dairy, paper, chemical, textile, beverages, and plastics, several processes require temperatures below 100 °C. For such kinds of industrial applications, flat plate solar collectors are the best pick. The main advantages of a flat plate collector are simple structure, long-lasting properties, easy maintenance, and low price. The disadvantages are that they lack a sun-tracking system and, for operating temperature more than 70 °C, the collector efficiency decreases due to convective heat loss [8,13,25,26,27,29,30].
- (b)
- Evacuated tube solar collectors (ETCs) consist of several concentric glass tubes with evacuation between the two layers. The outer surface of the inner tube contains the selective coating in a vacuum. All the glass tubes are connected to the main header pipe. Due to the presence of the vacuum, there is less convective heat loss and the coating lasts a long time. Like flat plate collectors, evacuated tube collectors can collect both direct and diffuse solar radiation. However, because of vacuum insulation and high-quality surface coating, the efficiency of ETC is higher than FPC. Another advantage of ETCs is that they perform very satisfactorily even in cloudy/cold weather conditions. The operating temperature range for evacuated tube solar collectors varies from 50 °C to 200 °C.
- (c)
- As the name indicates, concentrating collectors are solar technologies that concentrate solar radiation. Concentrating solar collectors mainly comprise a concentrator and a receiver. The function of the receiver is to transform the incident solar beam into heat energy while the concentrator points the solar beam towards the receiver. Such collectors usually require a solar tracking system. Depending on whether the image of the sun is formed on the receiver or not, concentrating collectors are classified as imaging and non-imaging concentrating collectors, respectively. The achievable temperature range of concentrating collector is from 150 °C to 400 °C. Types of concentrating collectors (imaging and non-imaging) are as follows:
- (I)
- Compound parabolic collector (imaging)
The followings fall in the non-imaging category:- (II)
- Parabolic Trough Solar Collector (PTSC)
- (III)
- Linear Fresnel Reflector (LFR)
- (IV)
- Parabolic dish reflector (PDR)
- (V)
- Central receiver/Heliostat field reflector
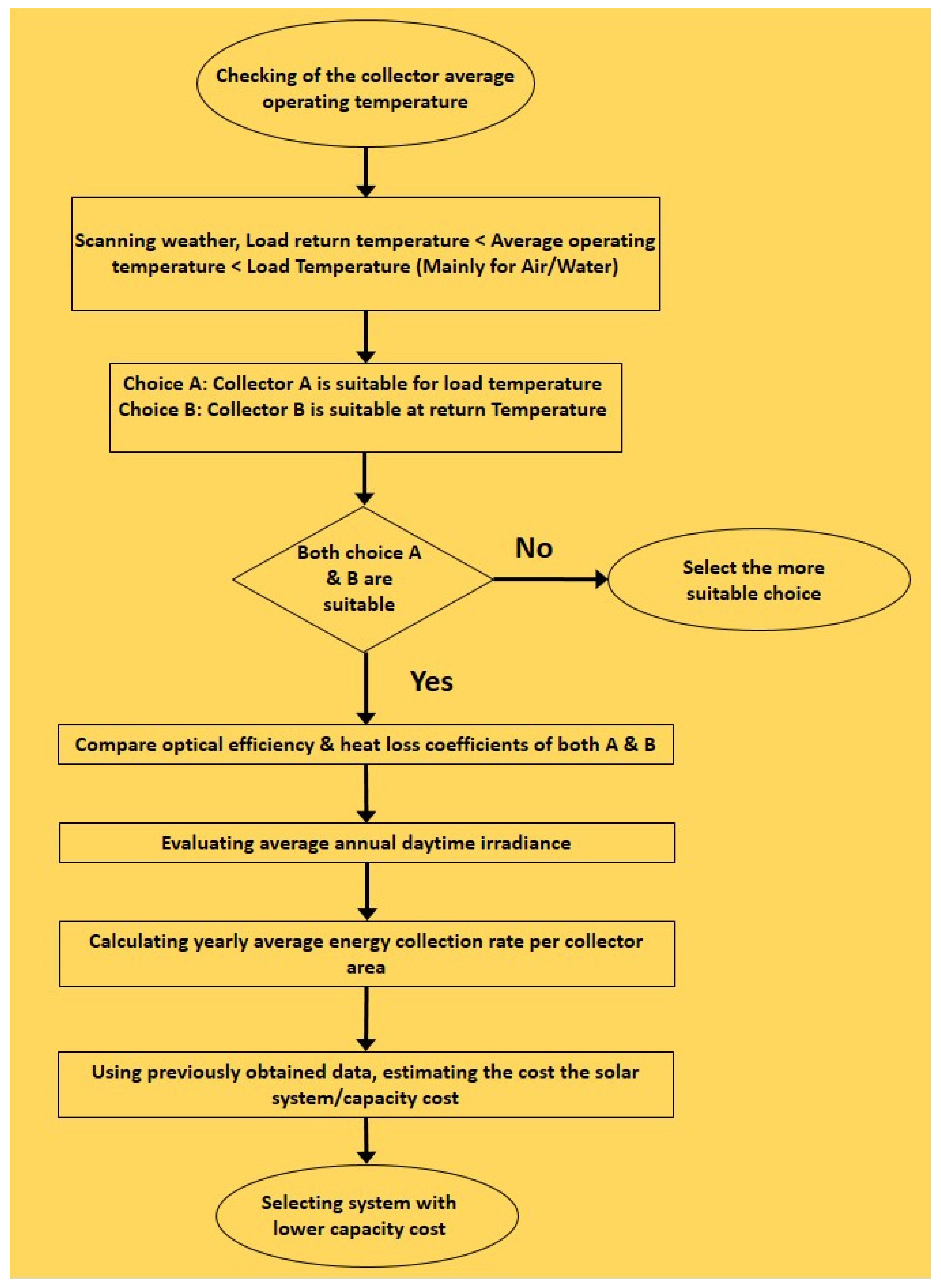
3.1.2. Selection Criterion for Solar Collectors
- (a)
- Average operating temperature of the solar collector
- (b)
- Optical efficiency and overall heat transfer coefficient of the collector
- (c)
- Overall solar irradiance on the factory site
- (d)
- Cost
- (e)
- Availability of space and the possibility of roof integration
3.1.3. Heat Exchangers
3.1.4. Piping Systems
3.1.5. Storage Systems
- Sensible heat storage (SHS)
- 2.
- Latent heat storage (LHS)
3.1.6. Heat Pumps
4. Basic Integration Layouts of SHIP Systems
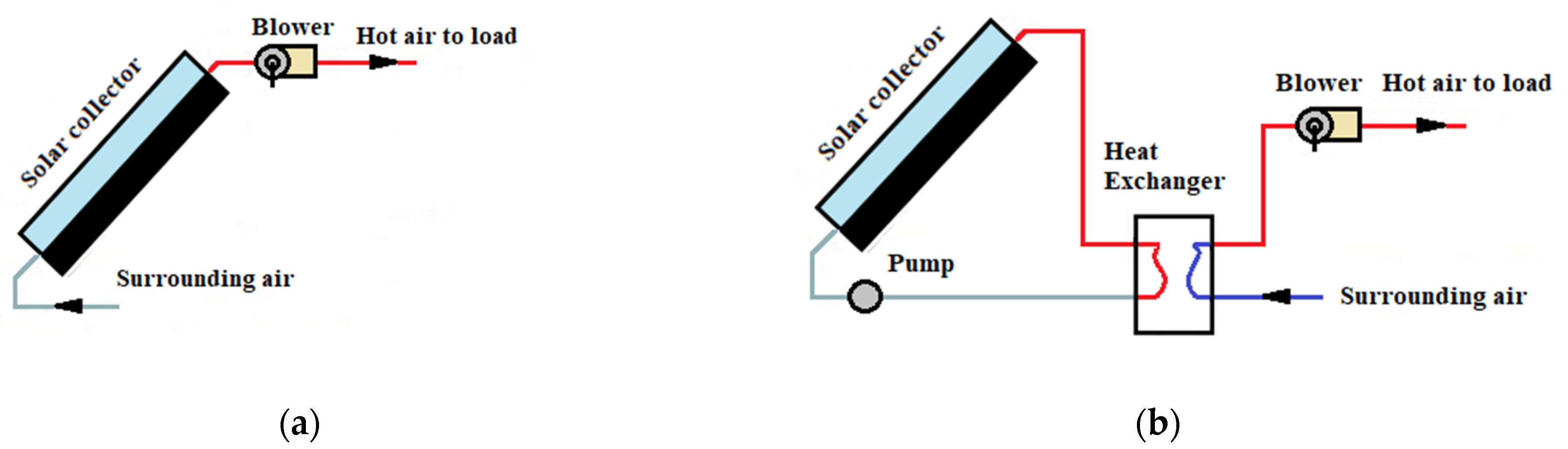
4.1. Solar Hot Air Systems
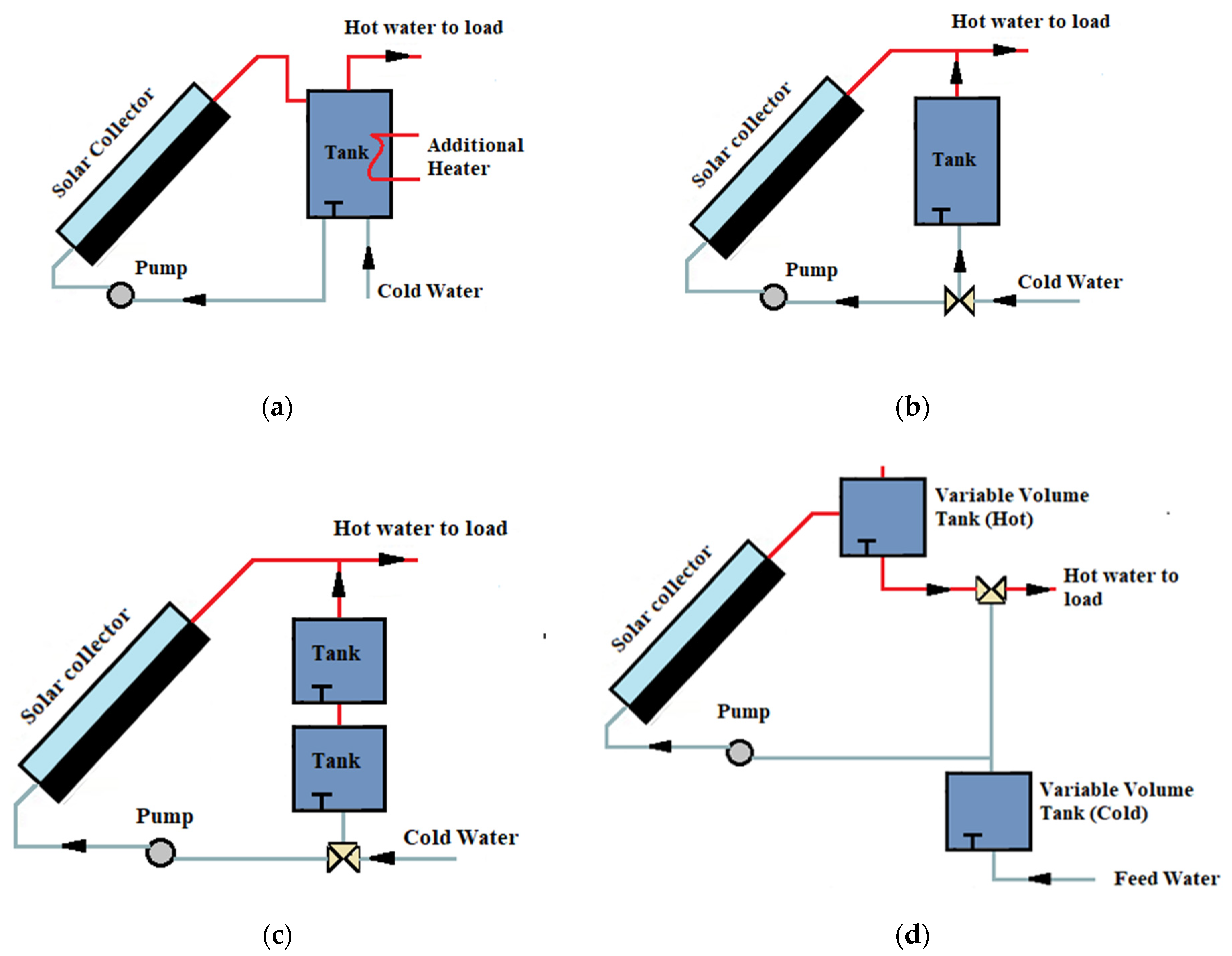
4.2. Solar Hot Water Systems
4.2.1. Direct Solar Hot Water Production System
4.2.2. Indirect Solar Hot Water Production System
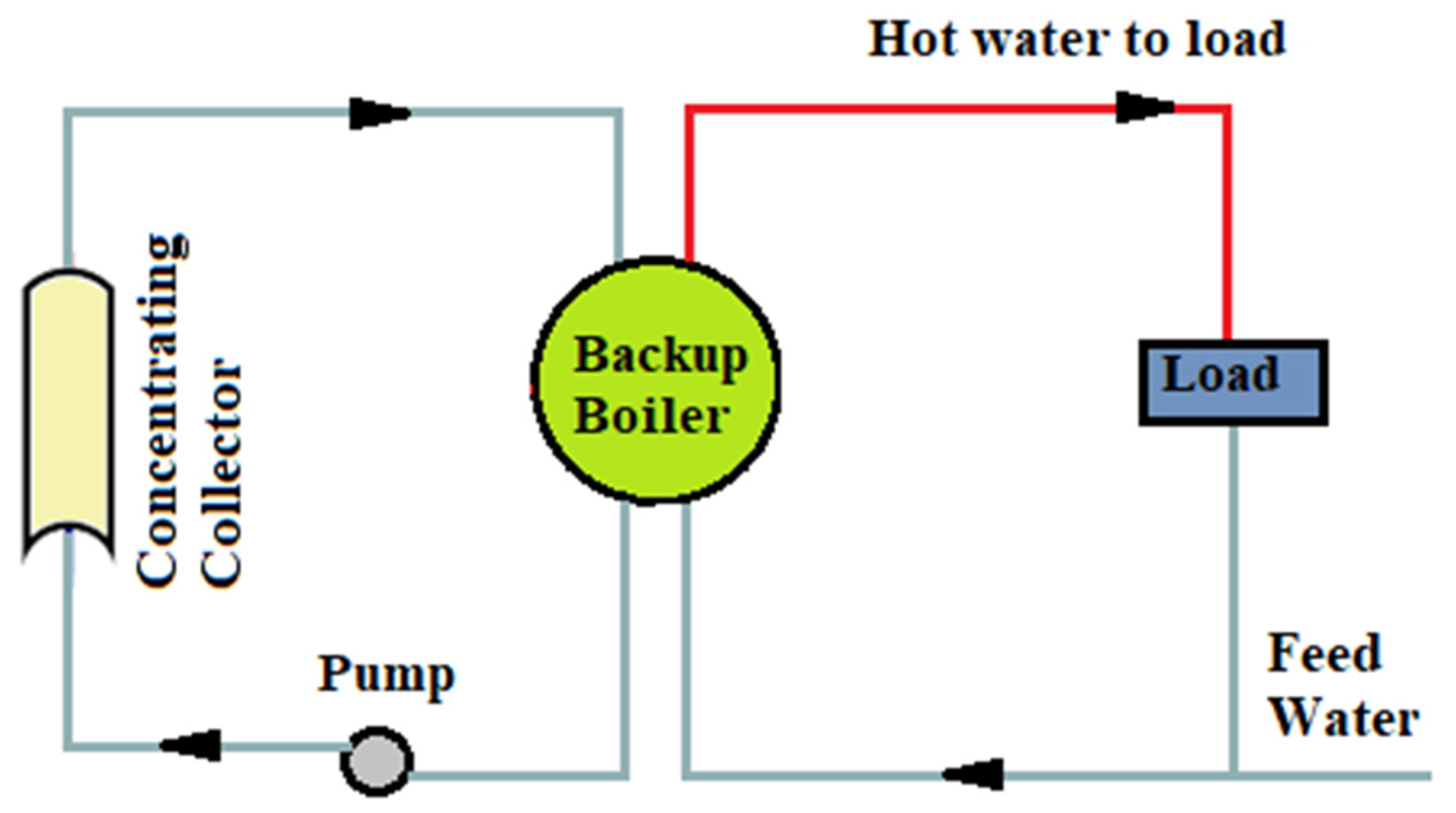
4.3. Steam Generation Systems
4.3.1. Indirect Steam Generation System
- Unfired Boiler Steam Generation System without Backup
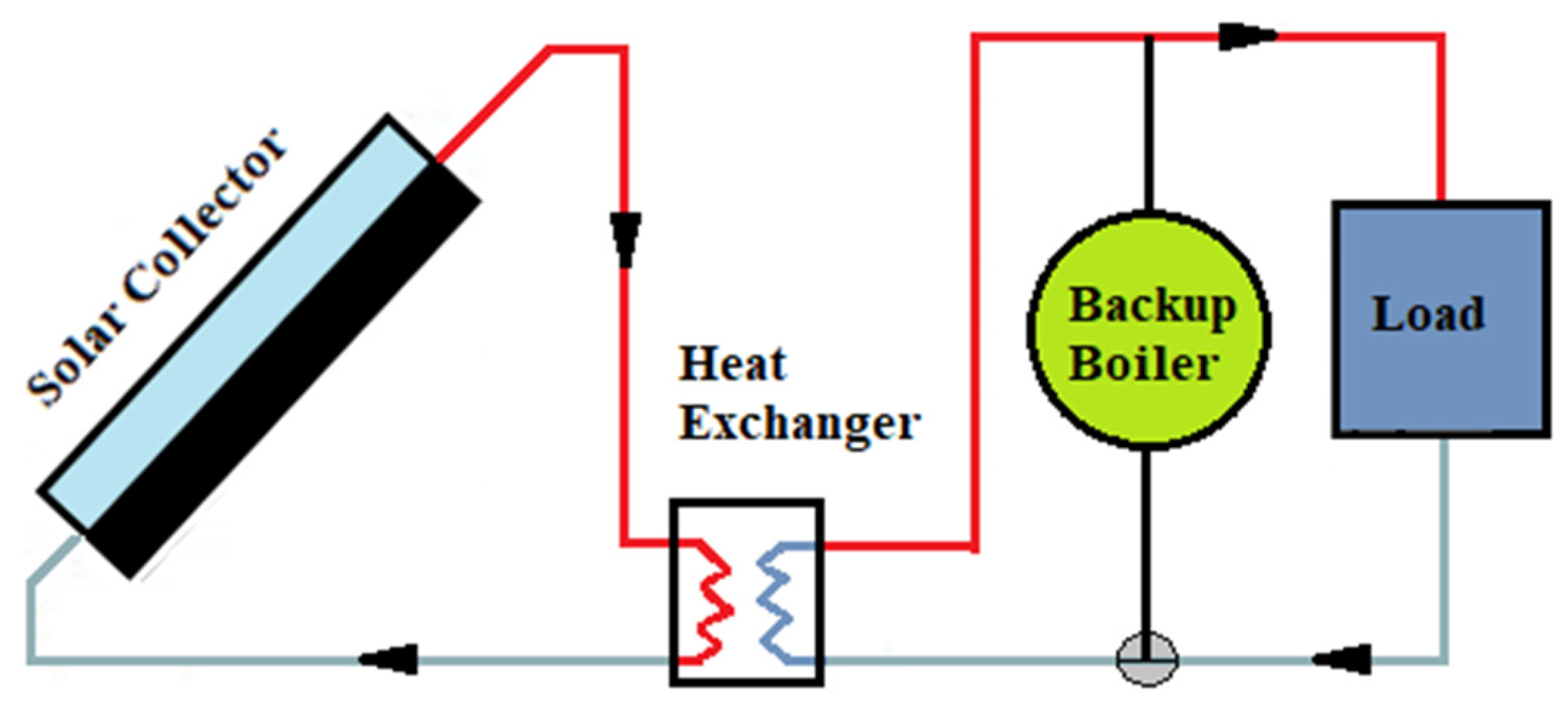
- Unfired Boiler Steam Generation System with Backup in Parallel Connection
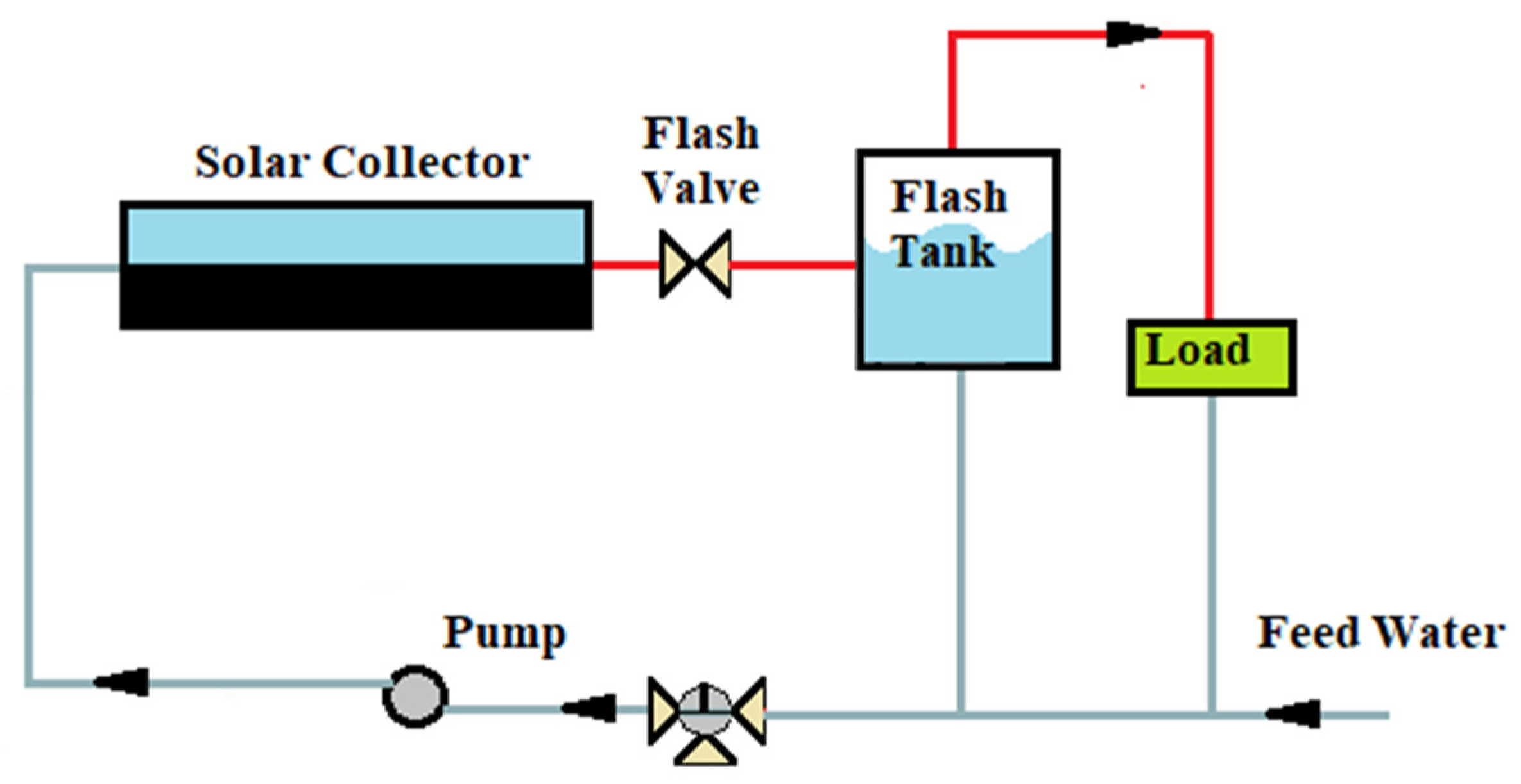
- Flash Boiler Solar System for steam Generation without Backup
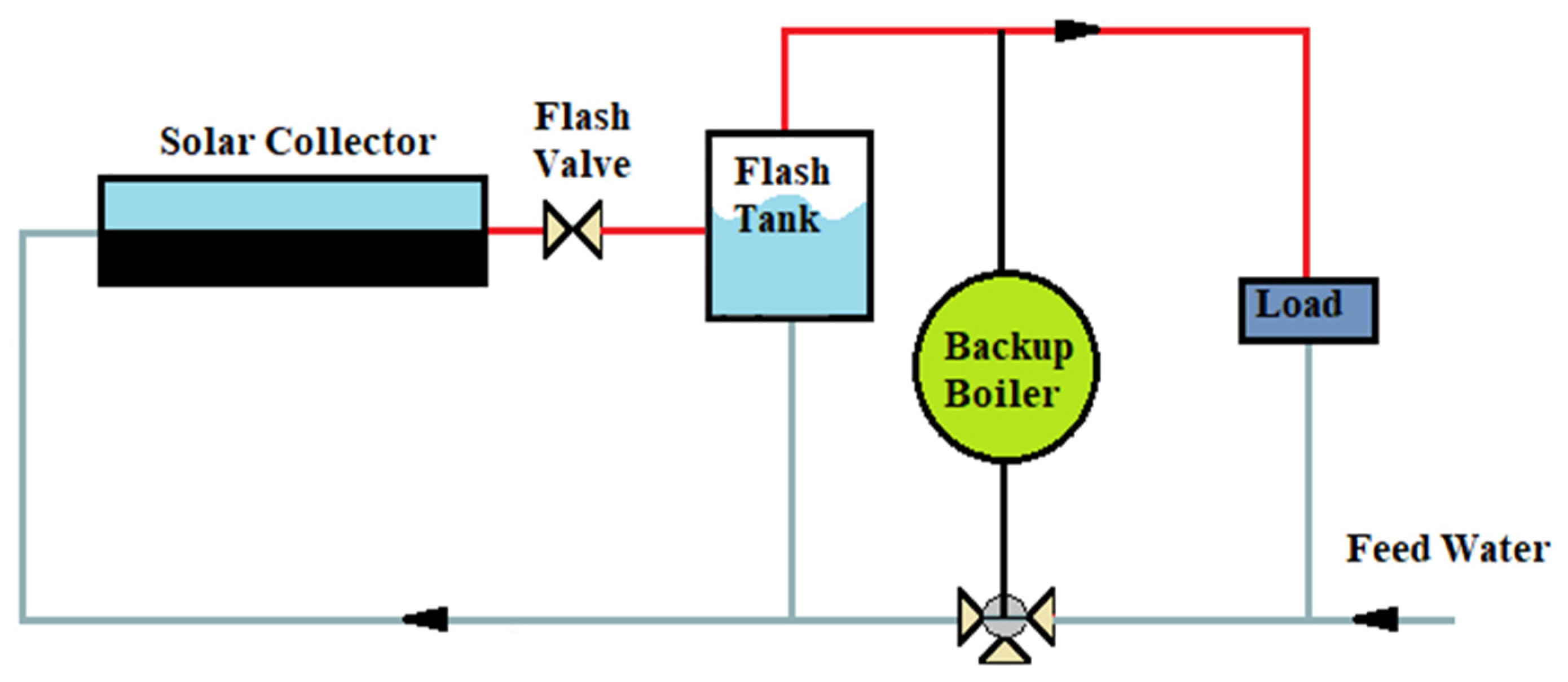
- Flash Boiler Solar System for steam Generation with Backup in Parallel
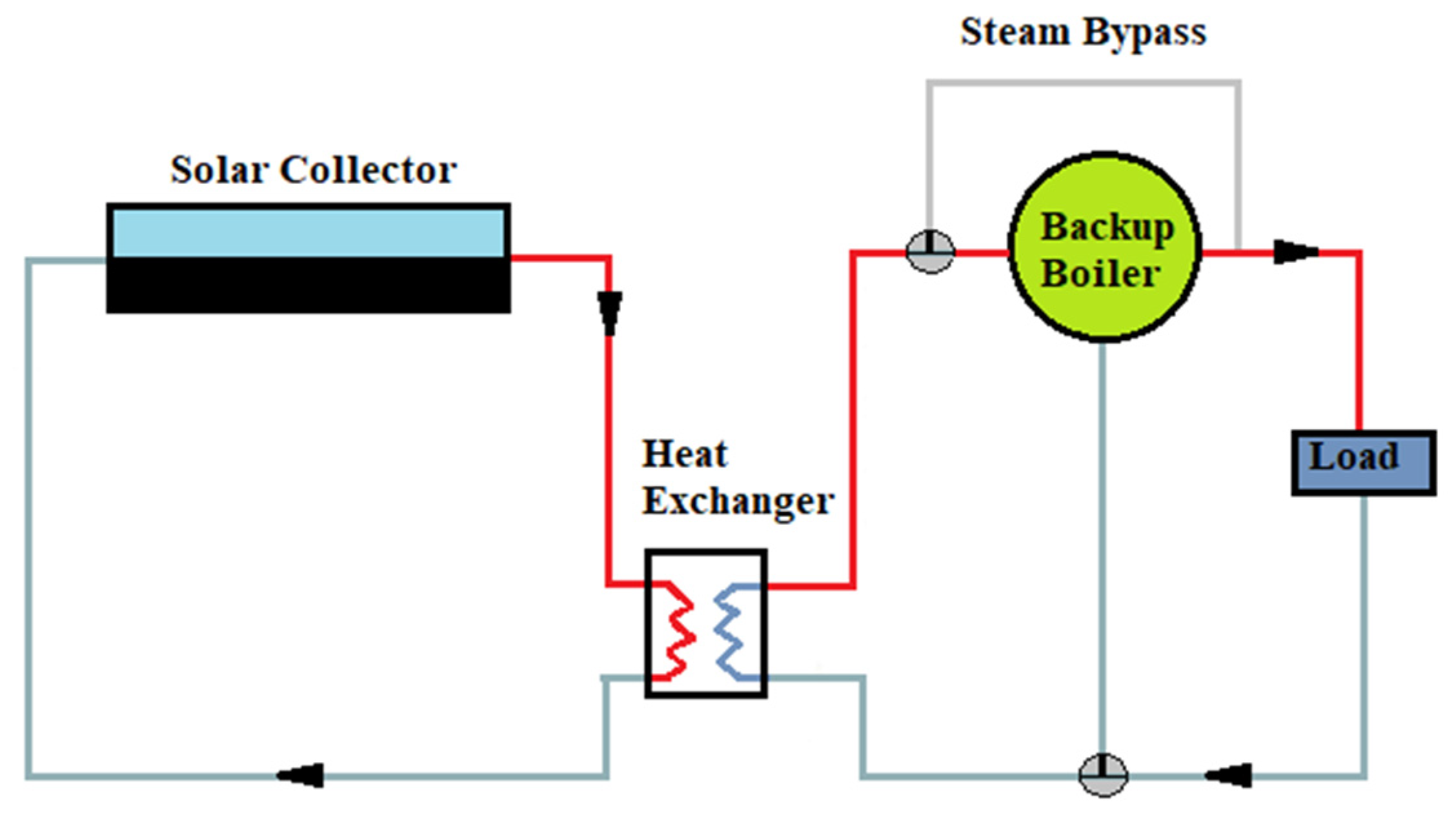
- Heat Exchanger based Steam Production with Backup in Series Connection
4.3.2. Direct Steam Generation Systems
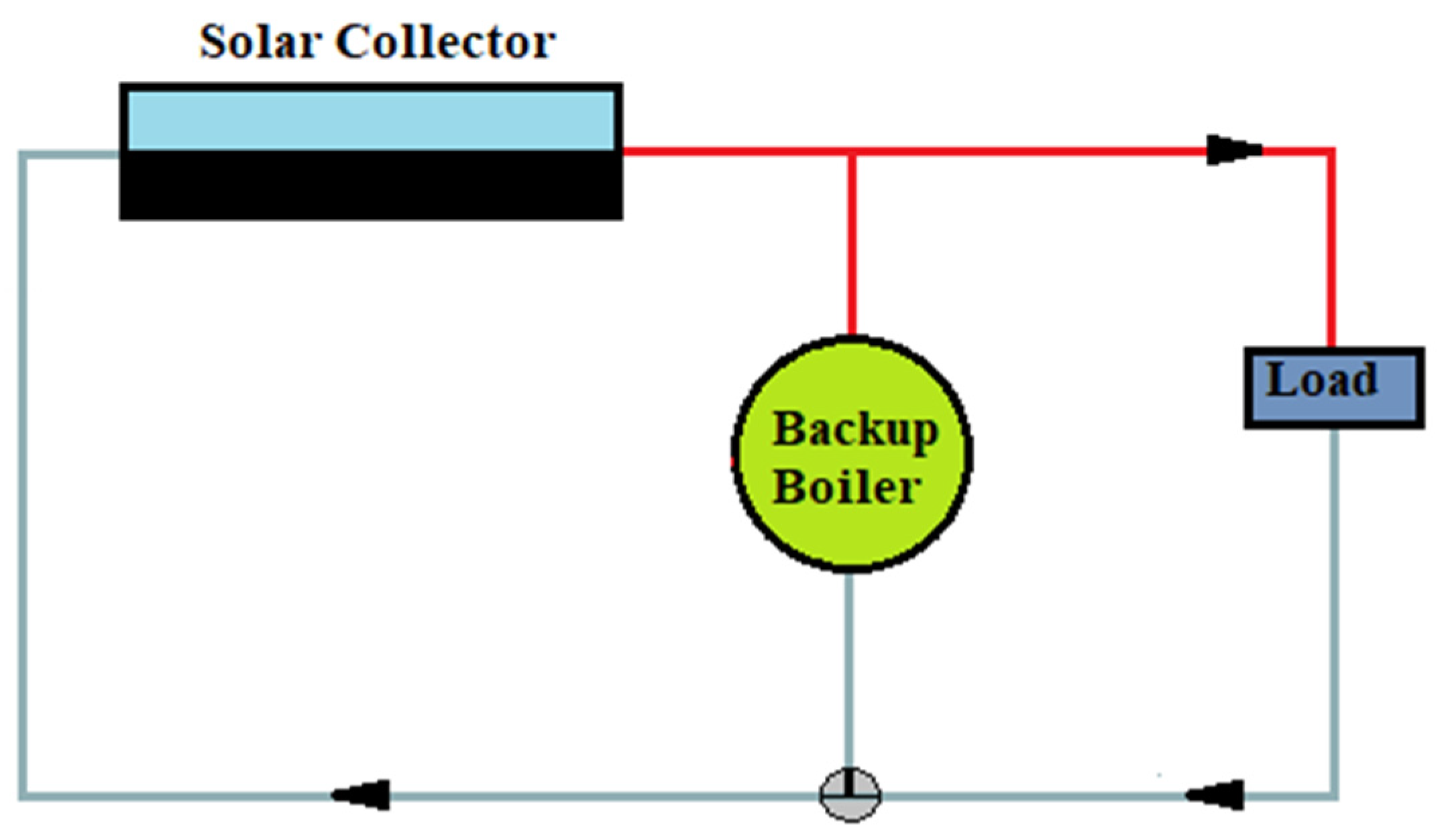
- Direct Steam Producing System with Backup in Parallel Connection
- Direct Steam Producing System with Backup in Series Connection
5. Approaches towards Solar Industrial Process Heat Integration
5.1. Solar Heat Integration Methodologies from Literature
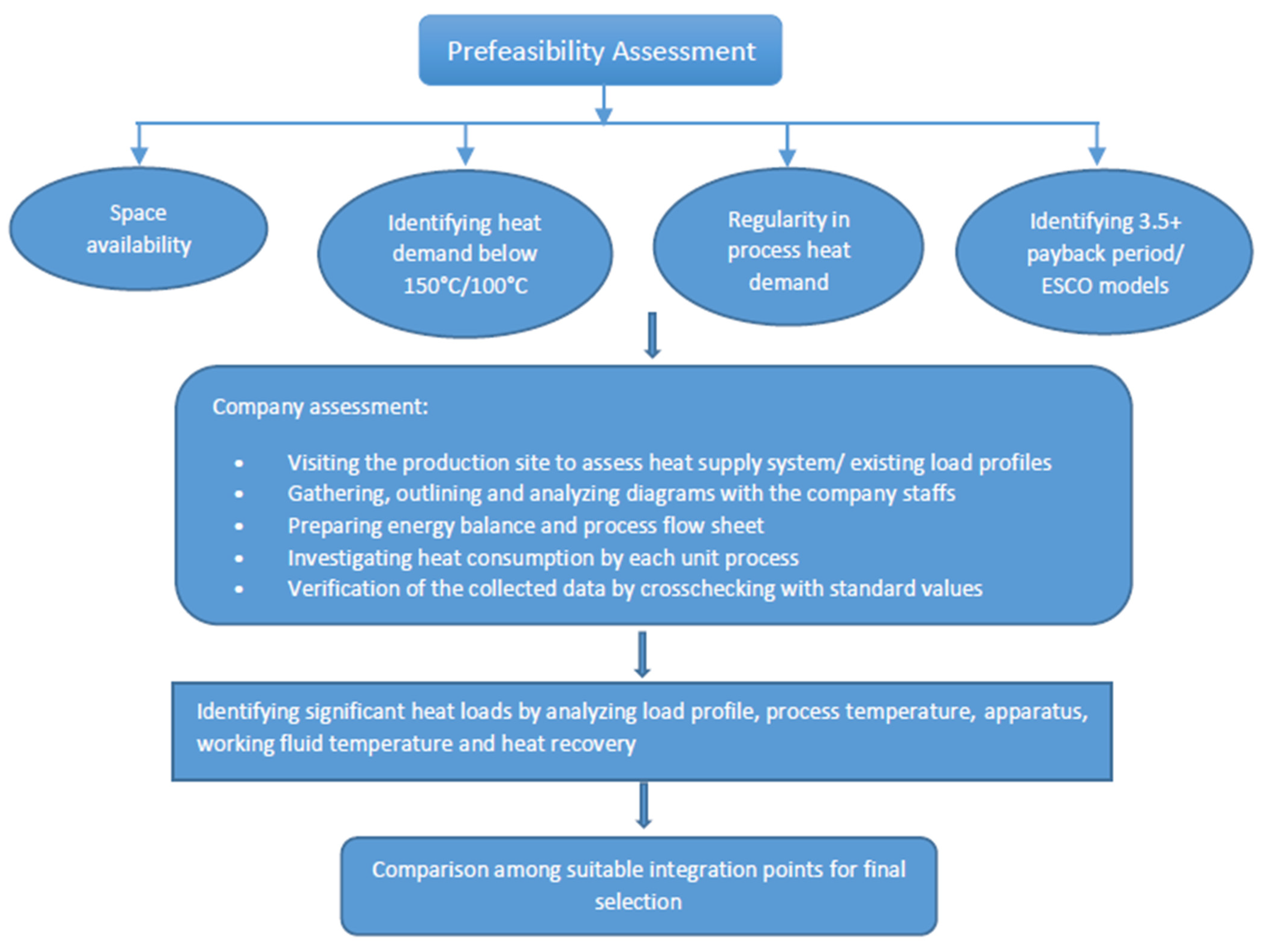
5.2. Steps to Identify the Optimal Integration Points
6. Status of Integration Parameters of Solar Process Heat in Existing Plants
6.1. Global Integration Scenario in the Food Industry
6.2. Global Integration Scenario in Textile & Leather Industry
6.3. Global Scenario of SHIP Integration in Mining Industries
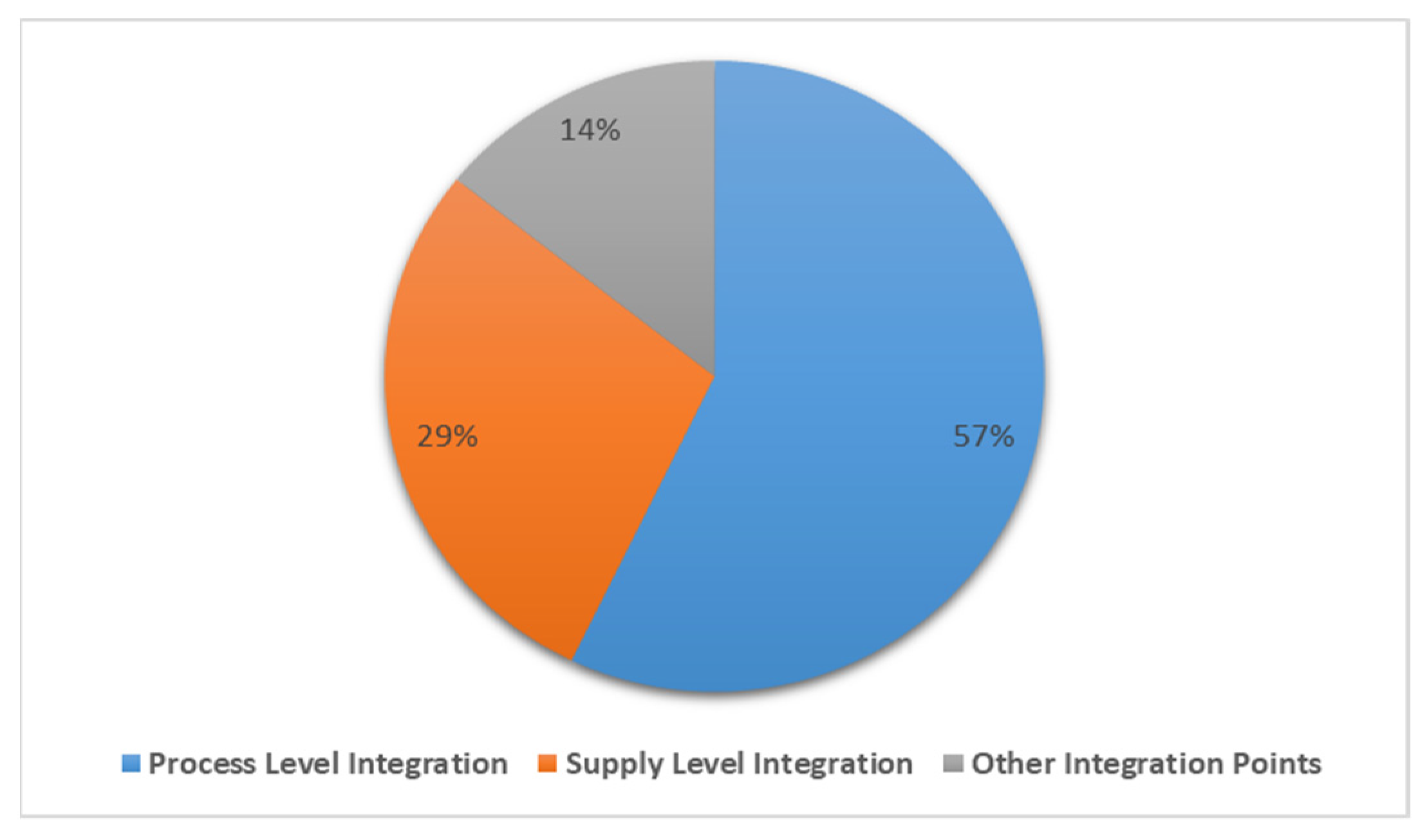
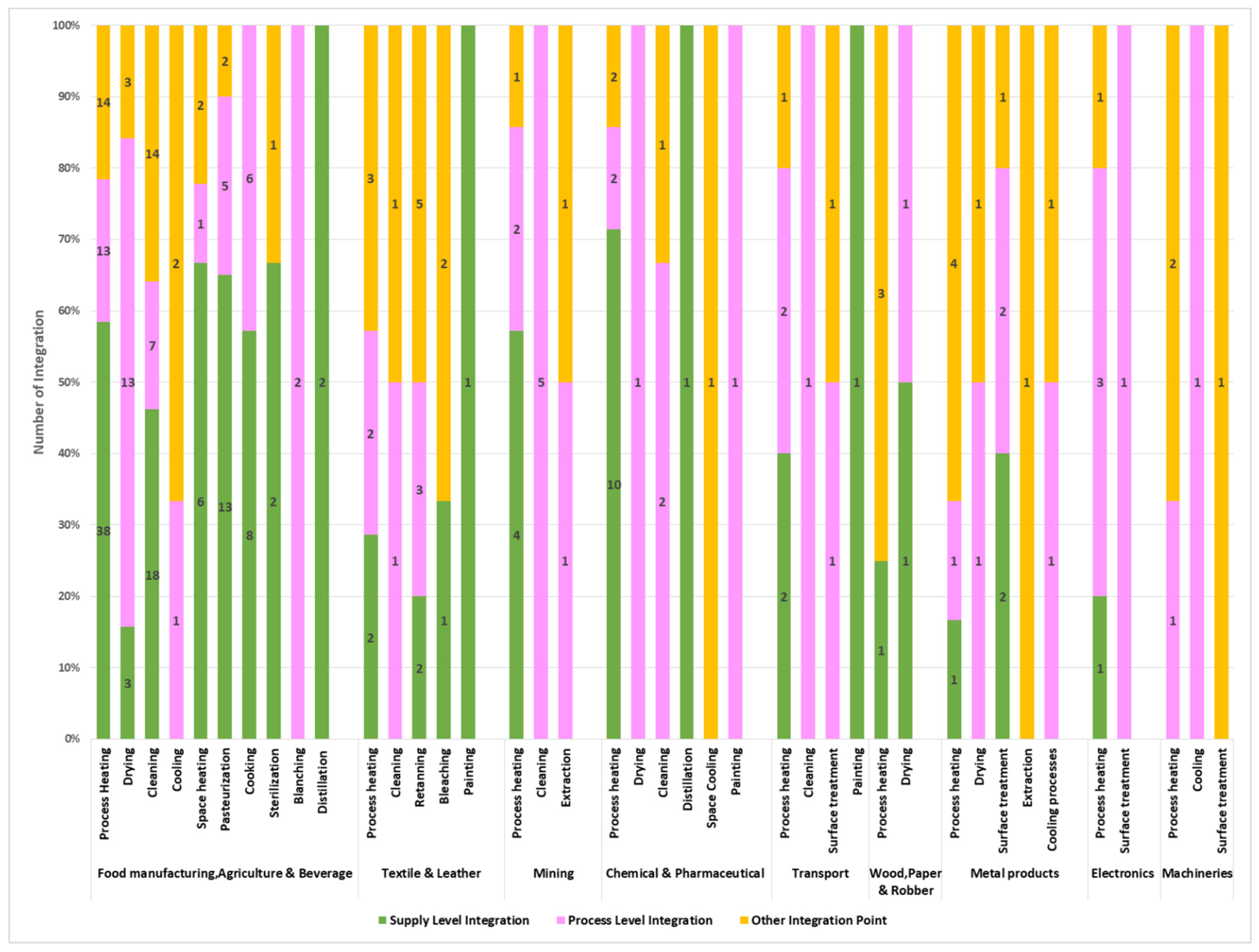
6.4. Comparison of the Supply Level, Process Level, and Other Point Integration of Solar Industrial Process Heat in Percentile
7. Integration Scenario from Climatic Perspective
8. Case Studies of some SHIP Systems from the Literature
9. Discussion
- The overall rate of solar process heat integration at the supply level is greater than the process level for food manufacturing, agriculture and the beverage industry, the chemical & pharmaceutical industry, wood, rubber and plastic manufacturing industries.
- The overall rate of solar process heat integration at the process level is higher than the supply level in the industrial sector of mining, basic and fabricated metal manufacturing, electrical equipment, and machinery manufacturing.
- The most common operations for solar process heat integration in almost all industries are process heating (general and other types), drying, and cleaning.
- For general and other types of process heating operations, supply level integration has the highest percentile for almost all considered industries (food, chemical, mining, transport, wood, and rubber) except for the metal, electronics, and machinery manufacturing industries.
- For drying operations, process-level integration is greater for almost all of the associated industries (food, textile, chemical, transport, and metal manufacturing) except for the wood, rubber, and plastic manufacturing industries.
- For cleaning operations, supply-level integration is higher than process-level integration for the food industry. However, process-level integration is higher than supply level integration for the chemical, mining, textile, and transport industry.
- For future research, along with supply level integration, emphasis should be put on simplifying the integration concept at the process level and other optimal points with the purpose of reducing the investment cost, effort and making the SHIP system more efficient. Categorization of industries and unit operations on the basis of integration points should be investigated to understand and access the most feasible and attractive solution for solar process heat integration.
10. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Patil, P.G.; Srivastava, A. State-of-the-Art of Solar Thermal Industrial Process Heat Technologies for Use In Developing Countries. In Energy Developments: New Forms, Renewables, Conservation; Pergamon Press: Oxford, UK, 1984; pp. 577–583. [Google Scholar]
- Weiss, W.; Spörk-Dür, M. Solar Heat Worldwide. 2021. Available online: https://www.iea-shc.org/solar-heat-worldwide (accessed on 10 January 2022).
- Sharma, A.K.; Sharma, C.; Mullick, S.C.; Kandpal, T.C. Solar industrial process heating: A review. Renew. Sustain. Energy Rev. 2017, 78, 124–137. [Google Scholar] [CrossRef]
- EIA. Use of Energy in Industry—U.S. Energy Information Administration (EIA). Energy Use in Industry; 2018. Available online: https://www.eia.gov/energyexplained/use-of-energy/industry.php (accessed on 8 March 2021).
- Conti, J.; Holtberg, P.; Diefenderfer, J.; LaRose, A.; Turnure, J.T.; Westfall, L. International Energy Outlook 2016 With Projections to 2040; USDOE Energy Information Administration (EIA): Washington, DC, USA, 2016; Volume 0408, pp. 113–126. [Google Scholar] [CrossRef] [Green Version]
- IRENA. Solar heat for industrial processes. Technol. Briefs 2015, 37, 1–36. [Google Scholar] [CrossRef]
- When Will Fossil Fuels Run Out? Octopus Energy. Available online: https://octopus.energy/blog/when-will-fossil-fuels-run-out/ (accessed on 10 April 2021).
- Farjana, S.H.; Huda, N.; Mahmud, M.A.P.; Saidur, R. Solar process heat in industrial systems—A global review. Renew. Sustain. Energy Rev. 2018, 82, 2270–2286. [Google Scholar] [CrossRef] [Green Version]
- Kumar, L.; Hasanuzzaman, M.; Rahim, N.A. Global advancement of solar thermal energy technologies for industrial process heat and its future prospects: A review. Energy Convers. Manag. 2019, 195, 885–908. [Google Scholar] [CrossRef]
- Quijera, J.A.; Alriols, M.G.; Labidi, J. Integration of a solar thermal system in canned fish factory. Appl. Therm. Eng. 2014, 70, 1062–1072. [Google Scholar] [CrossRef]
- Atkins, M.J.; Walmsley, M.R.W.; Morrison, A.S. Integration of solar thermal for improved energy efficiency in low-temperature-pinch industrial processes. Energy 2010, 35, 1867–1873. [Google Scholar] [CrossRef]
- El Mkadmi, C.; Wahed, A. Optimization of a solar thermal system for low temperature industrial heating process. In Proceedings of the 2016 International Renewable and Sustainable Energy Conference (IRSEC), Marrakech, Morocco, 14–17 November 2016; pp. 313–319. [Google Scholar] [CrossRef]
- Kalogirou, S. The potential of solar industrial process heat applications. Appl. Energy 2003, 76, 337–361. [Google Scholar] [CrossRef]
- Frein, A.; Calderoni, M.; Motta, M. Solar thermal plant integration into an industrial process. Energy Procedia 2014, 48, 1152–1163. [Google Scholar] [CrossRef] [Green Version]
- Sturm, B.; Meyers, S.; Zhang, Y.; Law, R.; Valencia, E.J.S.; Bao, H.; Wang, Y.; Chen, H. Process intensification and integration of solar heat generation in the Chinese condiment sector—A case study of a medium sized Beijing based factory. Energy Convers. Manag. 2015, 106, 1295–1308. [Google Scholar] [CrossRef] [Green Version]
- Eiholzer, T.; Olsen, D.; Hoffmann, S.; Sturm, B.; Wellig, B. Integration of a solar thermal system in a medium-sized brewery using pinch analysis: Methodology and case study. Appl. Therm. Eng. 2017, 113, 1558–1568. [Google Scholar] [CrossRef]
- Kumar, L.; Hasanuzzaman, M.; Rahim, N.A.; Islam, M.M. Modeling, simulation and outdoor experimental performance analysis of a solar-assisted process heating system for industrial process heat. Renew. Energy 2021, 164, 656–673. [Google Scholar] [CrossRef]
- Wüest, T.; Grobe, L.O.; Luible, A. An innovative façade element with controlled solar-thermal collector and storage. Sustainability 2020, 12, 5281. [Google Scholar] [CrossRef]
- Znaczko, P.; Szczepanski, E.; Kaminski, K.; Chamier-Gliszczynski, N.; Kukulski, J. Experimental diagnosis of the heat pipe solar collector malfunction. A case study. Energies 2021, 14, 3050. [Google Scholar] [CrossRef]
- Kuczynski, W.; Kaminski, K.; Znaczko, P.; Chamier-Gliszczynski, N.; Piatkowski, P. On the correlation between the geometrical features and thermal efficiency of flat-plate solar collectors. Energies 2021, 14, 261. [Google Scholar] [CrossRef]
- Ding, D.; He, W.; Liu, C. Mathematical modeling and optimization of vanadium-titanium black ceramic solar collectors. Energies 2021, 14, 618. [Google Scholar] [CrossRef]
- Farjana, S.H.; Huda, N.; Mahmud, M.A.P.; Saidur, R. Solar industrial process heating systems in operation—Current SHIP plants and future prospects in Australia. Renew. Sustain. Energy Rev. 2018, 91, 409–419. [Google Scholar] [CrossRef] [Green Version]
- Farjana, S.H.; Huda, N.; Mahmud, M.A.P.; Lang, C. Life-cycle assessment of solar integrated mining processes: A sustainable future. J. Clean. Prod. 2019, 236, 117610. [Google Scholar] [CrossRef]
- Farjana, S.H.; Mahmud, M.A.P.; Huda, N. Solar process heat integration in lead mining process. Case Stud. Therm. Eng. 2020, 22, 100768. [Google Scholar] [CrossRef]
- Sarbu, I.; Sebarchievici, C. Solar Heating and Cooling Systems; Academic Press: Cambridge, MA, USA, 2016. [Google Scholar]
- Kutscher, C.F.; Davenport, R.L.; Dougherty, D.A.; Gee, R.C.; Masterson, P.M.; May, E.K. Design Approaches for Solar Industrial Process Heat Systems. J. Sol. Energy Eng. 1985, 107, 363. [Google Scholar] [CrossRef] [Green Version]
- Hess, S. Solar thermal process heat (SPH) generation. In Renewable Heating and Cooling; Elsevier: Amsterdam, The Netherlands, 2016; pp. 41–66. [Google Scholar]
- Tyagi, V.V.; Kaushik, S.C.; Tyagi, S.K. Advancement in solar photovoltaic/thermal (PV/T) hybrid collector technology. Renew. Sustain. Energy Rev. 2012, 16, 1383–1398. [Google Scholar] [CrossRef]
- Barone, G.; Buonomano, A.; Forzano, C.; Palombo, A. Solar Thermal Collectors; Elsevier Inc.: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Sabiha, M.A.; Saidur, R.; Mekhilef, S.; Mahian, O. Progress and latest developments of evacuated tube solar collectors. Renew. Sustain. Energy Rev. 2015, 51, 1038–1054. [Google Scholar] [CrossRef]
- Häberle, A. Concentrating solar technologies for industrial process heat and cooling. In Concentrating Solar Power Technology; Woodhead Publishing: Sawston, UK, 2012; pp. 602–619. [Google Scholar] [CrossRef]
- Lauterbach, C.; Schmitt, B.; Jordan, U.; Vajen, K. The potential of solar heat for industrial processes in Germany. Renew. Sustain. Energy Rev. 2001, 16, 5121–5130. [Google Scholar] [CrossRef]
- McDonald, A.G.; Magande, H.L. Fundamentals of Heat Exchanger Design. In Introduction to Thermo-Fluids Systems Design; John Wiley&Sons, Ltd.: Hoboken, NJ, USA, 2012. [Google Scholar]
- Smith, P. Piping Materials Guide; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Moya, E.Z. Parabolic-trough concentrating solar power (CSP) systems. In Concentrating Solar Power Technology; Woodhead Publishing: Sawston, UK, 2012; pp. 197–239. [Google Scholar]
- Sarbu, I.; Sebarchievici, C. A comprehensive review of thermal energy storage. Sustainability 2018, 10, 191. [Google Scholar] [CrossRef] [Green Version]
- Gil, A.; Medrano, M.; Martorell, I.; Lázarob, A.; Dolado, P.; Zalba, B.; Cabeza, L.F. State of the art on high temperature thermal energy storage for power generation. Part 1—Concepts, materials and modellization. Renew. Sustain. Energy Rev. 2010, 14, 31–55. [Google Scholar] [CrossRef]
- Sarkar, J.; Bhattacharyya, S. Application of graphene and graphene-based materials in clean energy-related devices Minghui. Arch. Thermodyn. 2012, 33, 23–40. [Google Scholar] [CrossRef]
- Dincer, I.; Rosen, M.A. Industrial Heating and Cooling Systems. In Exergy Analysis of Heating, Refrigerating and Air Conditioning; Elsevier: Amsterdam, The Netherlands, 2015; pp. 99–129. [Google Scholar] [CrossRef]
- Industrial Heat Pumps for Steam and Fuel Savings. 2003. Available online: http://www1.eere.energy.gov/manufacturing/tech_assistance/pdfs/heatpump.pdf (accessed on 9 January 2022).
- Zhang, T.; Yang, H. High efficiency plants and building integrated renewable energy systems: Building-integrated photovoltaics (BIPV). In Handbook of Energy Efficiency in Buildings: A Life Cycle Approach; Elsevier: Amsterdam, The Netherlands, 2018; pp. 441–595. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, Z.; Zheng, S.; Zhao, X. Solar Water Heaters. In A Comprehensive Guide to Solar Energy Systems; Elsevier Inc.: Amsterdam, The Netherlands, 2018; pp. 111–125. [Google Scholar]
- Cresko, J.; Shenoy, D.; Liddell, H.P.H.; Sabouni, R. Innovating Clean Energy Technologies in Advanced Manufacturing Technology Assessments; Quadrennial Technology, U.S. Department of Energy: Washington, DC, USA, 2015. [Google Scholar]
- Baer, D.; Gordon, J.M.; Zarmi, Y. Design and optimization of solar steam systems for constant load applications. Sol. Energy 1985, 35, 137–151. [Google Scholar] [CrossRef]
- Tibasiima, N.; Okullo, A. Energy Targeting for a Brewing Process Using Pinch Analysis. Energy Power Eng. 2017, 9, 11–21. [Google Scholar] [CrossRef] [Green Version]
- Linnhoff, B.; Flower, J.R. Synthesis of Heat Exchanger. AlChE J. 1978, 24, 107–119. [Google Scholar]
- Kemp, I.; Deakin, A. The cascade analysis for energy and process integration of batch processes. I: Calculation of energy targets. Chem. Eng. Res. Des. 1989, 67, 495–509. [Google Scholar]
- Kemp, I.C.; MacDonald, E.K. Application of pinch technology to separation, reaction and batch processes. In IChemE Symposium Series; IChemE: Rugby, UK, 1988; pp. 239–257. [Google Scholar]
- Crump, P.R.; Greenwood, D.V. Understanding Process Integration II; CRC Press: Boca Raton, FL, USA, 1988. [Google Scholar]
- Nemet, A.; Klemeš, J.J.; Varbanov, P.S.; Kravanja, Z. Methodology for maximising the use of renewables with variable availability. Energy 2012, 44, 29–37. [Google Scholar] [CrossRef]
- Perry, S. Total Site Methodology. In Handbook of Process Integration (PI): Minimisation of Energy and Water Use, Waste and Emissions; Woodhead Publishing: Sawston, UK, 2013; pp. 201–225. [Google Scholar]
- Varbanov, P.S. Extending total site methodology to address varying energy supply and demand. In Handbook of Process Integration (PI); Elsevier: Amsterdam, The Netherlands, 2013; pp. 226–261. [Google Scholar]
- Chew, K.H.; Klemeš, J.J.; Alwi, S.R.W.; Abdul Manan, Z. Industrial implementation issues of total site heat integration. Appl. Therm. Eng. 2013, 61, 17–25. [Google Scholar] [CrossRef]
- Matsuda, K.; Hirochi, Y.; Tatsumi, H.; Shire, T. Applying heat integration total site based pinch technology to a large industrial area in Japan to further improve performance of highly efficient process plants. Energy 2009, 34, 1687–1692. [Google Scholar] [CrossRef]
- Hackl, R.; Harvey, S. From heat integration targets toward implementation—A TSA (total site analysis)-based design approach for heat recovery systems in industrial clusters. Energy 2015, 90, 163–172. [Google Scholar] [CrossRef]
- Abdelouadoud, Y.; Lucas, E.; Krummenacher, P.; Olsen, D.; Wellig, B. Batch process heat storage integration: A simple and effective graphical approach. Energy 2019, 185, 804–818. [Google Scholar] [CrossRef]
- Nemet, A.; Kravanja, Z.; Klemeš, J.J. Integration of solar thermal energy into processes with heat demand. Clean Technol. Environ. Policy 2012, 14, 453–463. [Google Scholar] [CrossRef]
- Baniassadi, A.; Momen, M.; Amidpour, M. A new method for optimization of Solar Heat Integration and solar fraction targeting in low temperature process industries. Energy 2015, 90, 1674–1681. [Google Scholar] [CrossRef]
- Baniassadi, A.; Momen, M.; Amidpour, M.; Pourali, O. Modeling and design of solar heat integration in process industries with heat storage. J. Clean. Prod. 2018, 170, 522–534. [Google Scholar] [CrossRef]
- Abdelhady, F.; Bamufleh, H.; El-Halwagi, M.M.; Ponce-Ortega, J.M. Optimal design and integration of solar thermal collection, storage, and dispatch with process cogeneration systems. Chem. Eng. Sci. 2015, 136, 158–167. [Google Scholar] [CrossRef]
- Rashid, K.; Safdarnejad, S.M.; Powell, K.M. Process intensification of solar thermal power using hybridization, flexible heat integration, and real-time optimization. Chem. Eng. Process.—Process Intensif. 2019, 139, 155–171. [Google Scholar] [CrossRef] [Green Version]
- Schmitt, B. Classification of Industrial Heat Consumers for Integration of Solar Heat. Energy Procedia 2016, 91, 650–660. [Google Scholar] [CrossRef] [Green Version]
- Schmitt, B.; Lauterbach, C.; Vajen, K. Investigation of selected solar process heat applications regarding their technical requirments for system integration. In Proceedings of the ISES Solar World Congress, Kassel, Germany, 28 August–2 September 2011. [Google Scholar]
- IEA SHC Task 49. Solar Process Heat for Production and Advanced Applications for Collectors Used in Solar Process Heat. No. May, 2016. Available online: https://task49.iea-shc.org/ (accessed on 8 January 2022).
- Solarthermalworld. Available online: https://www.solarthermalworld.org/ (accessed on 24 December 2021).
- China Keeps Top Spot for Industrial Solar Heat—Solar Payback. Available online: https://www.solar-payback.com/china-keeps-top-spot-for-industrial-solar-heat/ (accessed on 24 December 2021).
- Ramos, C.; Ramirez, R.; Beltran, J. Potential Assessment in Mexico for Solar Process Heat Applications in Food and Textile Industries. Energy Procedia 2014, 49, 1879–1884. Available online: https://www.sciencedirect.com/science/article/pii/S1876610214006535 (accessed on 29 December 2021). [CrossRef] [Green Version]
- Eswara, A.R.; Ramakrishnarao, M. Solar energy in food processing—A critical appraisal. J. Food Sci. Technol. 2013, 50, 209–227. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ismail, M.; Yunus, N.; Hashim, H. Integration of Solar Heating Systems for Low-Temperature Heat Demand in Food Processing Industry–A Review. Renew. Sustain. Energy Rev. 2021, 147, 111192. Available online: https://www.sciencedirect.com/science/article/pii/S1364032121004809 (accessed on 29 December 2021). [CrossRef]
- Installed||Projects. Available online: http://www.cshindia.in/installedprojects.html (accessed on 24 December 2021).
- Home|Solar Heat for Industrial Processes (SHIP) Plants Database. Available online: http://ship-plants.info/ (accessed on 1 June 2021).
- Cottret, N. Technical Study Report on Olar Heat for Industrial Processes (SHIP) State of the Art in the Mediterranean Region; Observatoire Méditerranéen de l’Energie: Nanterre, France, 2007. [Google Scholar]
- Oosthuizen, D.; Goosen, N.J.; Hess, S. Solar thermal process heat in fishmeal production: Prospects for two South African fishmeal factories. J. Clean. Prod. 2020, 253, 119818. [Google Scholar] [CrossRef]
- Lugo, S.; García-Valladares, O.; Best, R.; Hernández, J.; Hernández, F. Numerical simulation and experimental validation of an evacuated solar collector heating system with gas boiler backup for industrial process heating in warm climates. Renew. Energy 2019, 139, 1120–1132. [Google Scholar] [CrossRef]
- Quijera, J.A.; García, A.; Alriols, M.G.; Labidi, J. Heat integration options based on pinch and exergy analyses of a thermosolar and heat pump in a fish tinning industrial process. Energy 2013, 55, 23–37. [Google Scholar] [CrossRef]
- Allouhi, A.; Agrouaz, Y.; Benzakour Amine, M.; Rehman, S.; Buker, M.S.; Kousksou, T.; Jamil, A.; Benbassou, A. Design optimization of a multi-temperature solar thermal heating system for an industrial process. Appl. Energy 2017, 206, 382–392. [Google Scholar] [CrossRef]
- Mauthner, F.; Hubmann, M.; Brunner, C.; Fink, C. Manufacture of malt and beer with low temperature solar process heat. Energy Procedia 2014, 48, 1188–1193. [Google Scholar] [CrossRef] [Green Version]
- Bühler, F.; Van Nguyen, T.; Elmegaard, B.; Modi, A. Process and Economic Optimisation of a Milk Processing Plant with Solar Thermal Energy. Comput. Aided Chem. Eng. 2016, 38, 1347–1352. [Google Scholar] [CrossRef] [Green Version]
- Anastasovski, A. Improvement of energy efficiency in ethanol production supported with solar thermal energy—A case study. J. Clean. Prod. 2020, 278, 123476. [Google Scholar] [CrossRef]
- Vargas-Bautista, J.P.; García-Cuéllar, A.J.; Pérez-García, S.L.; Rivera-Solorio, C.I. Transient simulation of a solar heating system for a small-scale ethanol-water distillation plant: Thermal, environmental and economic performance. Energy Convers. Manag. 2017, 134, 347–360. [Google Scholar] [CrossRef]
- Winterscheid, C.; Dalenbäck, J.O.; Holler, S. Integration of solar thermal systems in existing district heating systems. Energy 2017, 137, 579–585. [Google Scholar] [CrossRef]
- Guillaume, M.; Wagner, G.; Jobard, X.; Eicher, S.; Citherlet, S. Solar thermal systems for the swiss pharmaceutical industry sector. In Proceedings of the IEA SHC International Conference on Solar Heating and Cooling for Buildings and Industry 2019, Santiago, Chile, 4–7 November 2019; pp. 550–559. [Google Scholar] [CrossRef]
- Frey, P.; Fischer, S.; Drück, H.; Jakob, K. Monitoring Results of a Solar Process Heat System Installed at a Textile Company in Southern Germany. Energy Procedia 2015, 70, 615–620. [Google Scholar] [CrossRef] [Green Version]
- Lima, T.P.; Dutra, J.C.C.; Primo, A.R.M.; Rohatgi, J.; Ochoa, A.A.V. Solar water heating for a hospital laundry: A case study. Sol. Energy 2015, 122, 737–748. [Google Scholar] [CrossRef]
- Murray, C.; Quiñones, G.; Cortés, F.; Escobar, R.; Cardemil, J.M. Solar Assisted Absorption Machine for the Fermentation Cooling and Maceration Heating Processes in the Winemaking Industry. Energy Procedia 2016, 91, 805–814. [Google Scholar] [CrossRef]
- Berger, M.; Mokhtar, M.; Zahler, C.; Al-Najami, M.M.R.; Krüger, D.; Hennecke, K. Solar process steam for a pharmaceutical company in Jordan. AIP Conf. Proc. 2016, 1734, 100001. [Google Scholar] [CrossRef] [Green Version]
- Pathak, A.; Deshpande, K.; Jadkar, S. Application of Solar Thermal Energy for Medium Temperature Heating in Automobile Industry. IRA-Int. J. Technol. Eng. 2017, 7, 19. [Google Scholar] [CrossRef] [Green Version]
- Bolognese, M.; Viesi, D.; Bartali, R.; Crema, L. Modeling study for low-carbon industrial processes integrating solar thermal technologies. A case study in the Italian Alps: The Felicetti Pasta Factory. Sol. Energy 2020, 208, 548–558. [Google Scholar] [CrossRef]
- Crespo, A.; Barreneche, C.; Ibarra, M.; Platzer, W. Latent thermal energy storage for solar process heat applications at medium-high temperatures—A review. Sol. Energy 2019, 192, 3–34. [Google Scholar] [CrossRef]
- Lauterbach, C.; Schmitt, B.; Vajen, K. System analysis of a low-temperature solar process heat system. Sol. Energy 2014, 101, 117–130. [Google Scholar] [CrossRef]
- Carnevale, E.A.; Ferrari, L.; Paganelli, S. Investigation on the feasibility of integration of high temperature solar energy in a textile factory. Renew. Energy 2011, 36, 3517–3529. [Google Scholar] [CrossRef] [Green Version]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Supply Level | Process-Level |
|---|---|
| Integration at the supply level is mainly related to the generation and/or distribution of heat from the boiler house | Integration at the process-level is mainly associated with the application of heat to the process either directly or using a heat exchanger |
| The primary determiner of optimal integration point: Associated heat transfer medium. Ex: Steam, Liquid medium (water, air, thermo oils, etc.) | The primary determiner of optimal integration point: Types of heating applications/heat transfer technology. (a) Preheating, (b) Heating and maintenance of temperature and (c) Thermal separation process |
| Heat transfer medium and integration point can provide an optimum integration concept of the total system | Various integration concepts can lead to relevant integration points |
| Choice of heat exchanger depends on heat transfer media | Choice of heat exchanger depends on heat consumer types and vice versa |
Integration concepts for steam as heat transfer medium:
| Three basic integration concepts are available:
|
| The conventional way of heating is not taken into consideration | Considers conventional way of heating (heating by heat exchangers or direct steam injection) |
| Installation Site | Company Name | Supplier | Application | Integration Point | Collector Type | Gross Area (m2) | Installed Thermal Power (KWth) | Temperature Range |
|---|---|---|---|---|---|---|---|---|
| Issoudun, France | Brewery in Issoudun | Savosolar | Drying malt | Process-level | Flat Plate | 14,252 | 9976.4 | 55~90 |
| Mexico | Zacatecas Termosolar Drying Plant | Modulo Solar | Chile drying | Supply level | Flat Plate | 125 | 87 | 50~85 |
| San Lorenzo, Honduras | Agrolibano | Modulo solar | Water preheating for sterilization | Supply level | Flat Plate | 44 | 30.8 | 60~70 |
| Lhasa, Tibet, China | Vicot | Preheat for agricultural drying | - | Parabolic Trough | 5000 | 3500 | - | |
| Romania | Aroma Plant Romania | Grammer Solar GmbH | Medicinal plants drying | Process-level | Air Collector | 80 | 56 | - |
| Limassol, Cyprus | KEAN Soft Drinks CPC | Protarget AG | Water preheating for pasteurization | Supply level | Evacuated Tube | 225 | 157.5 | 75~150 |
| Izmir, Turkey | Packaging Business Turkey | Soliterm | Process heat | Heating of supply line | Parabolic Trough | 5000 | 3000 | - |
| Latur, India | Mahananda Dairy | Clique Solar | Steam generation for pasteurization | Parabolic Trough | 160 | - | 120 | |
| Mangarol, Surat, India | Tapi Food Products | Gadhia Solar Energy Systems Pvt. Ltd. | Water preheating | Concentrating Solar Thermal Collector | 930 | - | - |
| Installation Site | Company Name | Solar Collector Type | Gross Area (m2) | Installed Thermal Capacity (KWth) | Integration Point | Year |
|---|---|---|---|---|---|---|
| Jalisco, México | Buenavista Greenhouse | Parabolic Trough Collector | 112 | 36 | Process-level | 2013 |
| Varpelev, Denmark | Østervang Greenhouse | Flat Plate | 15,680 | 9880.0 | Supply Level | 2015 |
| Germany | Kessler Vegetable | Flat Plate | 960 | 672 | Supply Level | 2016 |
| Vienna, Austria | Gärtnerei Bach | Heating of greenhouse for agricultural purpose | 126 | 88.2 | Supply Level | 2018 |
| Heerhugowaard, Netherlands | Tesselaar Freesias Greenhouse | Flat Plate | 7000 | 4900 | Supply Level | 2019 |
| Nibbixwoud, Netherlands | Flat Plate | 15,000 | 10,500 | - | 2020 | |
| Ganzhou, Tibet, China | Parabolic Trough | 5500 | 3900 | - | 2020 |
| Country | Company | Solar Collector Type | Collector Area (m2) | Temperate Range | Storage Volume (m3) |
|---|---|---|---|---|---|
| Mexico | Guetermann Polygal | Flat Plate | 450 | 55~85 | 20 |
| Spain | Harlequin | Flat Plate | 47.15 | - | 5.0 |
| India | Sharman Shawls | Flat Plate | 360 | >100 | 8 |
| India | Leo Leather | Flat Plate | 300 | - | 15 |
| Greece | Tripou-Katsouris Leather Treatment Factory | 300 | 15.0 | 48~84 |
| Country | Company | Solar Collector Type | Collector Area (m2) | Process Temperate Range (°C) | Installed Thermal Capacity (KWth) | Storage Volume (m3) |
|---|---|---|---|---|---|---|
| China | Heshan Bestway Leather | Evacuated Tube Collector | 630 | 70 | 441.0 | 60.0 |
| China | Ruyi Textile | Evacuated Tube Collector | 9903 | 60 | 6932.1 | - |
| Vietnam | Grammer Solar Vietnam | Air Collector | 480 | 336.0 | 1 | |
| Vietnam | Saigon Tantec | Evacuated Tube Collector | 1000 | 70 | 700.0 | 70.0 |
| India | Siddharth Surgicals | Parabolic Trough Collector | 263 | 110 | 184.1 | - |
| Thailand | Ayutthaya tannery | Evacuated Tube Collector | 1890 | 80 | 1323.0 | 80.0 |
| Company Name | Country | Mining Material | Collector Type | Gross Area | Power (KWth) | Storage Volume (m3) |
|---|---|---|---|---|---|---|
| Anglo Plat–Middelpunt | South Africa | Platinum | Flat Plate | 180 | 126 | 14.2 |
| Northam Platinum’s Booysendal Mine | South Africa | Platinum | Flat Plate | 192 | 134.4 | 30 |
| BHP Billiton Wolwekrans Colliery | South Africa | Coal | Flat Plate | 390 | 273 | 40 |
| Anglo Plat–Brakfontein | South Africa | Platinum | Flat Plate | 540 | 378 | 42 |
| Xstrata Elands Mine | South Africa | Platinum | Evacuated Tube | 504 | 352.8 | 60 |
| Hellenic Copper Mines | Cyprus | Copper | Flat Plate | 760 | 532 | 100 |
| Codelco Gabriela Mistral | Chile | Copper | Flat Plate | 39,300 | 27,510 | 4300 |
| Miraah Oman | Oman | Parabolic Trough | 630,000 | 300,000 | N/A |
| Region | Location | Provider | Sector | Collector Type | Installed Thermal Capacity (KWth) | Integration Point | Year |
|---|---|---|---|---|---|---|---|
| South Europe | Castellbisbal, Spain | Sonnenkraft | Transport | Flat Plate | 357 | Other | 2004 |
| Brescia, Italy | - | Chemical Industry | Flat Plate | 63 | Supply level | 2008 | |
| Mediterranean | Greece | Sunny S.A. | Dairy | Flat Plate | 518 | Supply level | 1999 |
| Egypt | - | Paint | Flat Plate | 26.88 | Other | 2002 | |
| Grombalia, Tunisia | Industrial Solar GmbH | Beverage | Fresnel Collector | 49.5 | Process-level | 2008 | |
| Jordan | Industrial Solar GmbH | Tobacco Factory | Fresnel Collector | 222 | Supply level | 2015 | |
| Morocco | Rackam | Dairy Factory | Parabolic Trough Collector | 61 | Supply level | 2015 |
| Author (Year) | Region | Study and Simulation | Industrial Operation/ Process Type | Solar Collector/Storage Tank Details | Integration and Design Basis | Reported Obstacles | Findings |
|---|---|---|---|---|---|---|---|
| Frein et al., (2014) [14] | Tunisia | Study type: Feasibility study Simulation software: TRNSYS | Water preheating for dyeing Type: Non-continuous | Type: Flat Plate Storage volume: 30 m3 | Location: Process-level Basis: Waste heat recovery system | -Selection of tank materials by cost issue -Thermal expansion and hydraulic balance of the collector pipes | -An annual fuel saving of 82 m3 is possible -Without subsidy, no economic payback period can be availed during the system lifetime |
| Sturm et al., (2015) [15] | Beijing | Study type: Feasibility study Simulation software: MATLAB | Preheating of process water and direct steam generation for a condiment factory Type: Batch | Type: Flat plate, Vacuum flat plate and PV | Location: Process level Basis: The location of heat sources and sinks | -Exclusion of Concentrating solar collectors facing regional contamination -Limited roof area | -Flat plate solar collectors are the most cost-effective for low-temperature operations -A cascade system of PV and flat plate collectors is economically feasible for steam generation in low solar irradiance regions -Unexamined change in an industrial process can badly affect the product standard leading to economic loss -14% reduction in steam supply is possible from the main steam supply plant |
| Oosthuizen et al., (2019) [73] | South Africa | Study type: Feasibility study Simulation software: Aspen Plus V8.8 | Preheating of process and make-up water; reheating of extract in two fishmeal factories (Factory A and B) Type: Semi Batch | Type: Flat Plate | Basis: Integration approach elaborated by Schmitt [63] | No pinch analysis could be performed due to lack of data | -Comparison between two fishmeal factories shows SHIP integration feasibility depends on heat distribution profile, fuel price, and seasonal dependency of processes -Factory A was suitable for solar thermal integration and Factory B was discarded for using different high priced fuel |
| Lugo et al., (2019) [74] | Mexico | Study type: Development and analysis of process Integration Simulation software: TRNSYS 16 | Designing a solar water heating system to run an industrial adsorption cooling system Type: continuous | Type: Evacuated tube Absorber area: 27.5 m2 | - | The SWHS under experimentation was designed based on a warm climate. So, in cold environments the model is less suitable | -An 8 kW adsorption cooling system can be operated with an 86% solar fraction -Income tax benefit can reduce the reported payback period of 4 years to 3 years |
| Quijera et al., (2013) [75] | Atlantic, Basque | Study type: Development and analysis of Integration methodology | Hot water production in a fish canning factory Type: Batch | Type: Evacuated tube Absorber area: 305.2 m2 | Location: Supply level Basis: Combined Pinch analysis and exergy analysis | - | -Combined exergy and pinch analysis can and effective solution to SHIP integration in a dull climate area - Parallel integration of solar collector and heat pump provided higher solar fraction with a smaller collector area |
| Allouhi et al., (2017) [76] | Mexico Morocco | Study type: Optimization and simulation Simulation software: TRANSOL | Designing a solar water heating system for a milk processing factory | Type: Evacuated tube Gross Area: 400 m2 Storage volume: 2 m3 | Location: Supply level | - | Optimum solar collector area and storage volume are 400 m2 and 2000 L for maximum life cycle savings -A payback period of 12.27 years is attainable -Annual CO2 reduction of 77.23 tons can be achieved |
| Atkins et al., (2009) [11] | Central north island, New Zealand | Study type: Feasibility study | Supplying some of the process heat demand in a powder milk plant Type: Non-continuous | Type: Evacuated tube Gross area: 1000 mm2 | Location: Process-level Basis: Pinch analysis | - | -About 6.9% and 6.4% hot utility can be supplied by solar energy for constant flow and constant temperature respectively -About 14.4% of hot utility demand can be fulfilled by solar energy considering mass integration |
| Mauthner et al., (2014) [77] | Austria, Spain, and Portugal | Study type: Integration solution | Supplying some of the process heat demand for mashing, beer pasteurization, and malt drying | Type: Flat Plate collector | Location: Process-level | - | -About 30, 45, and 20% of the process heat demand can be met with solar energy for mashing, beer pasteurization, and malt drying, respectively -Yearly natural gas savings: 1.570 GWh (Austria) 1.1 GWh(Spain) 3.670 GWh(Portugal) |
| Bühler et al., (2016) [78] | Denmark | Study type: Integration solution | Heating of air over the spray dryer in a dairy factory | Gross area: 2000 m2 Storage volume: 267 m3 | Location: Process-level Basis: Annual hourly global direct and diffuse solar radiation | The partial application of solar heat can lead to a reduction in existing boiler efficiency | -Solar heat integration is economically feasible for the reported dairy factory in a region with poor irradiation -About 13.6% of thermal load can be supplied by solar energy during the summer period |
Anastasovski (2020) [79] | Bitola, Macedonia | Study type: Feasibility study Simulation software: Aspen HYSYS | Heating of boiler water for ethanol production Type: Mixed Batch and continuous | Type: Evacuated tube | Location: Supply level Basis: Pinch analysis | -High cost of heat storage material -Unpredictable nature of solar radiation | Around 35 to 40% of the process heat demand can be supplied by solar energy |
| Vargas-Bautista et al.,(2016) [80] | Monterrey, México | Study type: Feasibility study Simulation Software: TRNSYS | Designing a solar water heating system as the reboiler for ethanol distillation Type: Continuous | Type: Evacuated tube and parabolic trough | Location: Supply level | Economic infeasibility in the project installation for the highest energy saving concentration (5%) of ethanol | ETCs were found economically feasible over PTCs but the highest energy savings were obtained for PTCs |
| Winterscheid et al., (2017) [81] | Germany | Study type: Development and analysis of Integration methodology Simulation Software: MATLAB | Running a CHP plant based district heating system using solar energy | Type: Flat plate, Evacuated tube | - | - | -Solar heat integration to a district heating network powered by fossil fuel CHP plants is technically feasible -System cost vastly depends on the collector area. |
| El Mkadmi et al., (2016) [12] | Cyprus, France Morocco | Study type: Feasibility study | Heating of cleaning water in a dairy industry Type: Continuous | Type: Evacuated tube Area: 400 m2 | -About 89, 76, and 94% thermal energy demand can be met by the solar thermal system -The designed solar thermal system was found to be economical -Reported CO2 savings are: (a) Lyon: 64.8 ton (b) Cyprus: 70.5 ton (c) Morocco: 82.67 ton | ||
| Eiholzer et al., (2016) [16] | Scotland | Study type: Feasibility study | Preheating of boiler feed water in a brewery Plant Type: Batch | Type: Evacuated tube and Flat plate Storage volume: 17 m3 | Location: Supply level Basis: Muster-Slawitsch et al., | - | -About 40% of the hot utility demand can be met by the solar energy -ETC was chosen over FPC for this investigation with a payback period of 6.4 years -Indirect heat recovery was found of high significance for easy measurements in the case of breweries |
| Guillaume et al., (2019) [82] | Switzerland | Study type: Feasibility study and integration solution Simulation software: Polysun | Drying process in a pharmaceutical company | Gross area: 1060 m2 Storage volume: 50 m3 and 30 m3 | Location: Process-level Basis: IEA SHC Task 49 Integration guidelines | Limited roof area | -About 15% of thermal energy demand can be met with a solar thermal system for the Swiss pharmaceutical sector -About 38% thermal energy demand of the selected case study can be provided by the solar thermal system -Solar incentives and CO2 taxes are required to make the project economically feasible |
| Frey et al., (2015) [83] | Germany | Study type: General overview | Hot water production for a textile company | Type: Parabolic trough collectors (PTCs) Storage volume: 10 m3 to 70 m3 | - | -Limited roof area - Imperfect tacking mechanism of the solar collector -Instability of weather conditions | - Solar collector yield was 21.8 MWh with a System efficiency: 27.8% -C.O.P (Electrical): 10.7. |
| Lima et al., (2015) [84] | Recife, Brazil | Study type: Feasibility study | Cleaning linen using hot water in a hospital laundry Type: Continuous | Type: Flat plate Gross Area: 251 m2 | Location: Supply level | Inconsistency in the boiler efficiency curve | -A year-round fixed tilt angle brings more economic benefits compared to varying tilt angles on a monthly/seasonal basis -For the economic viability of the project, the fuel price in Brazil must remain below 0.31Ꞩ per m3 of fuel -A reduction in the initial cost of 6.3% is possible with a payback period of 5.4 years |
| Murray et al., (2016) [85] | Curicó, Chile | Study type: Feasibility study Simulation software: TRNSYS | Running an absorption chiller using solar and biomass energy for a Winemaking industry Type: Continuous | Type: Flat plate Area: 250 m2 to 1000 m2 Storage Tanks: 60 m3, 20 m3 and 30 m3 | - | The collector field area was much more than the requirement for the winter season | -About 25% and 30–50% thermal load can be supplied by the proposed system during summer and winter time respectively -The authors suggested waste products as fuel instead of pellets for economic savings |
| Berger et al., (2011) [86] | Jordan | Study type: Overview | Saturated steam generation for pill drying in a pharmaceutical company Type: Continuous | Type: Fresnel collector field Aperture Area: 396 m2; | - | - | 100% solar fraction is achievable during daytime thus eliminating the use of conventional steam boiler |
| Pathak et al., (2017) [87] | Nagpur, India | Study type: Overview | Component Washing in an Automobile Industry | Type: Compound parabolic concentrators (CPC) Gross Area: 442 m2 | Location: Process-level | - Maintaining the process temperature -Risks with rooftop installations | -The solar system is seamlessly integrated with the existing system -The savings in electricity and CO2 emission were 1,75,000 kWh and 164 MT per year respectively -Payback period was 4 to 5 years |
| Bolognese et al., (2020) [88] | Italy | Study type: Integration solution Simulation software: Dymola-Dassault Systems along with MATLAB | Preheating of the boiler return water for pasta drying Type: Continuous | Type: (a) Parabolic trough collector, (b) Linear Fresnel reflector (LFR) and (c) Compound parabolic collector (CPC) | Location: Supply level | - | Parabolic trough collector field can supply about 23% of the energy demand on a weekly basis with a payback period of 9 years |
| Crespo et al., (2019) [89] | Diaguitas, Coquimbo, Chile | Study type: Feasibility study Simulation software: TRNSYS 18 | Heating of process water in a Brewery factory Type: Batch | Type: Flat plat and Photovoltaic plant | Location: Process-level Integration analysis: Method by Lauterbach et.al [90] | -About 79% of process hot water and 7 years of payback period can be attained by integrating flat plate collector field with a storage tank -With the photovoltaic plant it is possible to achieve about 38.5% of the electricity demand with a payback period of around 4 years | |
| Carnevale et al., (2011) [91] | Prato, Italy | Study type: Feasibility study Simulation software: TRNSYS | Heating of the diathermic oil loop Textile factory Type: Noncontinuous | Type: Parabolic solar Area: 545 m2 | Location: Supply level | Lack of factory data to find the natural gas consumption by the boiler | -About 40% fuel saving is possible by one solar collector -Excessive installation costs of solar collectors superseded the fuel savings |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tasmin, N.; Farjana, S.H.; Hossain, M.R.; Golder, S.; Mahmud, M.A.P. Integration of Solar Process Heat in Industries: A Review. Clean Technol. 2022, 4, 97-131. https://doi.org/10.3390/cleantechnol4010008
Tasmin N, Farjana SH, Hossain MR, Golder S, Mahmud MAP. Integration of Solar Process Heat in Industries: A Review. Clean Technologies. 2022; 4(1):97-131. https://doi.org/10.3390/cleantechnol4010008
Chicago/Turabian StyleTasmin, Nahin, Shahjadi Hisan Farjana, Md Rashed Hossain, Santu Golder, and M. A. Parvez Mahmud. 2022. "Integration of Solar Process Heat in Industries: A Review" Clean Technologies 4, no. 1: 97-131. https://doi.org/10.3390/cleantechnol4010008