
Influence of Defects in Surface Layer of Al2O3/TiC and SiAlON Ceramics on Physical and Mechanical Characteristics



Abstract
:1. Introduction
2. Materials and Methods
2.1. Theoretical and Experimental Background
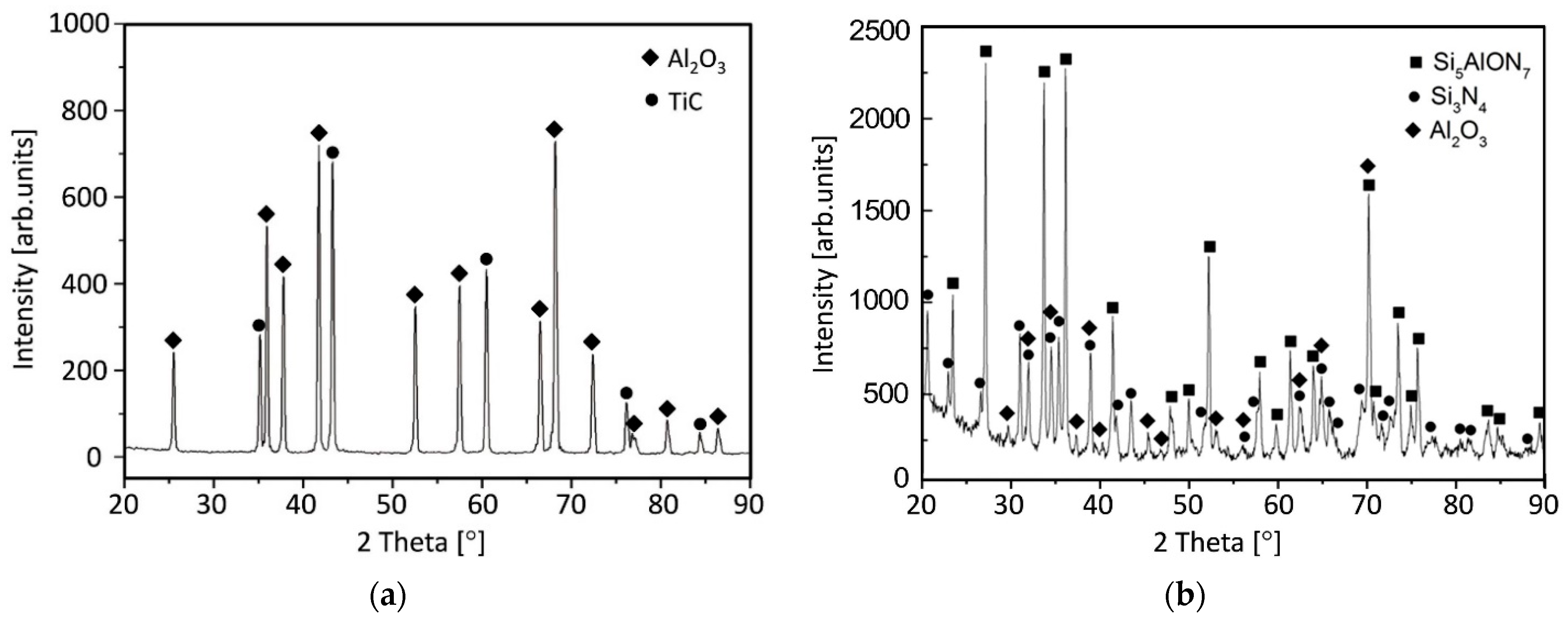
2.2. Preparation of Samples Made of Al2O3/TiC and SiAlON Ceramics
- The round Al2O3/TiC ceramic inserts were 19.05 mm in diameter and 7.94 mm in thickness. Characteristics of the ceramic: microhardness of 19.0 GPa; density of 4.15 g/cm3; fracture toughness K1c (volumetric material) of 4.1 MPa·m1/2.
- The square SiAlON ceramic inserts were 19.05 mm in inscribed circle diameter and 7.94 mm in thickness. Characteristics of the ceramic: microhardness of 16.5 GPa; density of 4.6 g/cm3; fracture toughness K1c (volumetric material) of 6.4 MPa·m1/2.
- ▪
- after diamond grinding (G);
- ▪
- after grinding and lapping (L);
- ▪
- after grinding, lapping, and polishing (P).
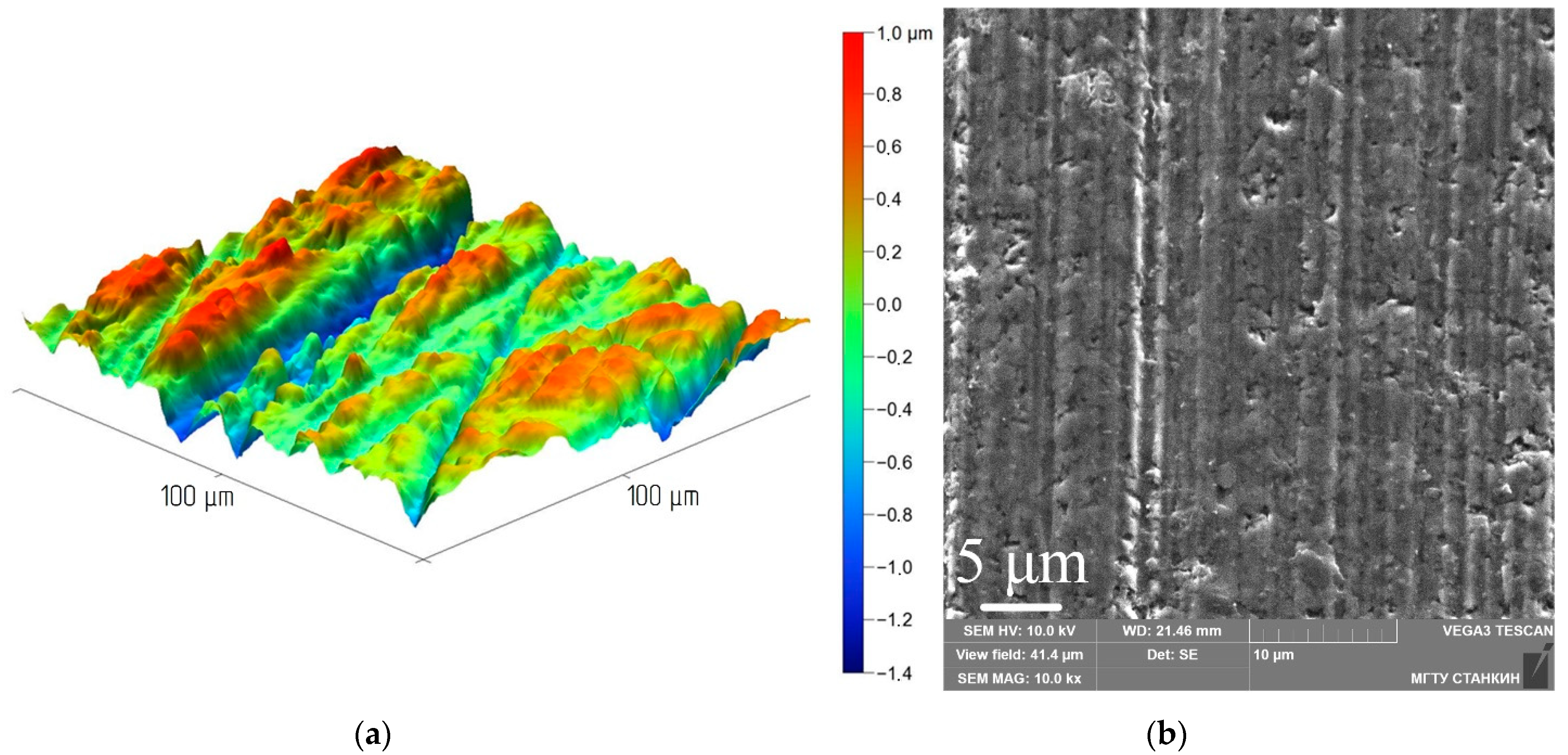
2.3. Estimation of the Surface Layer State and the Microstructure of Samples Made of Al2O3/TiC and SiAlON Ceramics
2.4. Estimation of the Physical and Mechanical Characteristics of Samples Made of Al2O3/TiC and SiAlON Ceramics
3. Results and Discussion
3.1. State of the Surface Layer of Samples Made of Al2O3/TiC and SiAlON Ceramics and the Index of Defectiveness
- ▪
- from 3.9 μm to 1.5 μm for Al2O3/TiC;
- ▪
- from 3.6 μm to 1.5 μm for SiAlON.
- ▪
- up to 0.005 for Al2O3/TiC;
- ▪
- up to 0.004 for SiAlON.
3.2. Physical and Mechanical Characteristics of Samples Made of Al2O3/TiC and SiAlON Ceramics Depending on the Index of Defectiveness of the Surface Layer
4. Conclusions
- significantly increases the wear resistance of the ceramic inserts’ edges to chipping and the resistance of the surface layer to abrasive wear;
- stabilizes the conditions of frictional interaction with the counter body in high-temperature heating, and reduces the amount of volumetric wear of ceramic samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Karadimas, G.; Salonitis, K. Ceramic Matrix Composites for Aero Engine Applications—A Review. Appl. Sci. 2023, 13, 3017. [Google Scholar] [CrossRef]
- Paladugu, S.R.M.; Sreekanth, P.S.R.; Sahu, S.K.; Naresh, K.; Karthick, S.A.; Venkateshwaran, N.; Ramoni, M.; Mensah, R.A.; Das, O.; Shanmugam, R. A Comprehensive Review of Self-Healing Polymer, Metal, and Ceramic Matrix Composites and Their Modeling Aspects for Aerospace Applications. Materials 2022, 15, 8521. [Google Scholar] [CrossRef] [PubMed]
- Davim, J.P. Machining of Titanium Alloys; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Hsu, S.M.; Shen, M. Wear prediction of ceramics. Wear 2004, 256, 867–878. [Google Scholar] [CrossRef]
- Zhao, B.; Liu, H.; Huang, C.; Wang, J.; Cheng, M. Fabrication and mechanical properties of Al2O3-SiCw-TiCnp ceramic tool material. Ceram. Int. 2017, 43, 10224–10230. [Google Scholar] [CrossRef]
- Qadir, A.; Fogarassy, Z.; Horváth, Z.E.; Balazsi, K.; Balazsi, C. Effect of the oxidization of Si3N4 powder on the microstructural and mechanical properties of hot isostatic pressed silicon nitride. Ceram. Int. 2018, 44, 14601–14609. [Google Scholar] [CrossRef] [Green Version]
- Gong, X.R.; Shen, S.S.; Wu, J. Research on rheological behavior of Si3N4-SiC composites by gelcasting. Adv. Mater. Res. 2014, 1004–1005, 488–491. [Google Scholar] [CrossRef]
- Sirota, V.; Lukianova, O.; Krasilnikov, V.; Selemenev, V.; Dokalov, V. Microstructural and physical properties of magnesium oxide-doped silicon nitride ceramics. Results Phys. 2016, 6, 82–83. [Google Scholar] [CrossRef] [Green Version]
- Zhao, B.; Khader, I.; Raga, R.; Degenhardt, U.; Kailer, A. Tribological behavior of three silicon nitride ceramics in dry sliding contact against Inconel 718 over a wide range of velocities. Wear 2020, 448–449, 203206. [Google Scholar] [CrossRef]
- Grigoriev, S.; Volosova, M.; Fyodorov, S.; Lyakhovetskiy, M.; Seleznev, A. DLC-coating Application to Improve the Durability of Ceramic Tools. J. Mater. Eng Perform 2019, 28, 4415–4426. [Google Scholar] [CrossRef]
- Eser, O.; Kurama, S. The effect of the wet-milling process on sintering temperature and the amount of additive of SiAlON ceramics. Ceram. Int. 2010, 36, 1283–1288. [Google Scholar] [CrossRef]
- Lukianova, O.A.; Novikov, V.Y.; Parkhomenko, A.A.; Sirota, V.V.; Krasilnikov, V.V. Microstructure of spark plasma-sintered silicon nitride ceramics. Nanoscale Res. Lett. 2017, 12, 293. [Google Scholar] [CrossRef] [PubMed]
- Grigoriev, S.N.; Volosova, M.A.; Fedorov, S.V.; Okunkova, A.A.; Pivkin, P.M.; Peretyagin, P.Y.; Ershov, A. Development of DLC-Coated Solid SiAlON/TiN Ceramic End Mills for Nickel Alloy Machining: Problems and Prospects. Coatings 2021, 11, 532. [Google Scholar] [CrossRef]
- Jojo, N.; Shongwe, M.B.; Tshabalala, L.C.; Olubambi, P.A. Effect of sintering temperature and yttrium composition on the densification, microstructure and mechanical properties of spark plasma sintered silicon nitride ceramics with Al2O3 and Y2O3 additives. Silicon 2019, 11, 2689–2699. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Peretyagin, P.Y.; Seleznev, A.E.; Okunkova, A.A.; Smirnov, A. The Effect of TiC Additive on Mechanical and Electrical Properties of Al2O3 Ceramic. Appl. Sci. 2018, 8, 2385. [Google Scholar] [CrossRef] [Green Version]
- Wachtman, J.B.; Cannon, W.R.; Matthewson, M.J. Mechanical Properties of Ceramics, 2nd ed.; Wiley: Hoboken, NJ, USA, 2009; p. 479. ISBN 978-0-471-73581-6. [Google Scholar]
- Uhlmann, E.; Hübert, C. Tool grinding of end mill cutting tools made from high performance ceramics and cemented carbides. CIRP Ann. 2011, 60, 359–362. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, J.; Gao, Z.; Cao, Q. Cutting performance and wear mechanisms of Sialon–Si3N4 graded nano-composite ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2011, 58, 19–28. [Google Scholar] [CrossRef]
- Arai, S.A.; Wilson, S.A.; Corbett, J.; Whatmore, R.W. Ultra-precision grinding of PZT ceramics—Surface integrity control and tooling design. Int. J. Mach. Tools Manuf. 2009, 49, 998–1007. [Google Scholar] [CrossRef] [Green Version]
- Canneto, J.J.; Cattani-Lorente, M.; Durual, S.; Wiskott, A.H.W.; Scherrer, S.S. Grinding damage assessment on four high-strength ceramics. Dent. Mater. 2016, 32, 171–182. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Liu, H.; Zhao, Q.; Guo, B.; Wang, J.; Zhang, J. Mechanisms of ductile mode machining for AlON ceramics. Ceram. Int. 2020, 46, 1844–1853. [Google Scholar] [CrossRef]
- Available online: https://www.ctemag.com/news/articles/grinding-ceramic-medical-parts-requires-diamond-grit-patience (accessed on 28 February 2023).
- Kuzin, V.V.; Grigor’ev, S.N.; Volosova, M.A. Effect of a TiC Coating on the Stress-Strain State of a Plate of a High-Density Nitride Ceramic Under Nonsteady Thermoelastic Conditions. Refract. Ind. Ceram. 2014, 54, 376–380. [Google Scholar] [CrossRef]
- Volosova, M.A.; Grigor’ev, S.N.; Kuzin, V.V. Effect of Titanium Nitride Coating on Stress Structural Inhomogeneity in Oxide-Carbide Ceramic. Part 4. Action of Heat Flow. Refract. Ind. Ceram. 2015, 56, 91–96. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Zhao, J.; Zhang, G.; Zhang, K. Cutting performance and wear mechanism of nanoscale and microscale textured Al2O3/TiC ceramic tools in dry cutting of hardened steel. Int. J. Refract. Met. Hard Mater. 2014, 43, 46–58. [Google Scholar] [CrossRef]
- Wu, S.; Zhang, F.; Ni, Y.; Chen, F.; Yan, Z. Grinding of alumina ceramic with microtextured brazed diamond end grinding wheels. Ceram. Int. 2020, 46, 19767–19784. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigoriev, S. Method of Investigation of the Stress-Strain State of Surface Layer of Machine Elements from a Sintered Nonuniform Material. Appl. Mech. Mater. 2013, 486, 32–35. [Google Scholar] [CrossRef]
- Zhang, X.; Kang, Z.; Li, S.; Shi, Z.; Wen, D.; Jiang, J.; Zhang, Z. Grinding force modelling for ductile-brittle transition in laser macro-micro-structured grinding of zirconia ceramics. Ceram. Int. 2019, 45, 18487–18500. [Google Scholar] [CrossRef]
- Pawar, P.; Ballav, R.; Kumar, A. Machining Processes of Silicon Carbide: A Review. Adv. Mater. Sci. 2017, 51, 62–76. [Google Scholar]
- Liu, M.H.; Zhang, F.H.; Lu, G.D. Experimental Study of SiC Ceramic Grinding Subsurface Cracks. Adv. Mater. Res. 2014, 1027, 146–149. [Google Scholar] [CrossRef]
- Zhang, B.; Fu, Y. Grinding of brittle materials with brazed diamond grinding wheel. Int. J. Adv. Manuf. Technol. 2013, 67, 2845–2852. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigoriev, S.N.; Volosova, M.A. The role of the thermal factor in the wear mechanism of ceramic tools: Part 1. Macrolevel. J. Frict. Wear 2014, 35, 505–510. [Google Scholar] [CrossRef]
- Fedorov, A.Y.; Skripnyak, E.G.; Skripnyak, V.V.; Vaganova, I.K. Simulation of the dynamic fracture of ceramic materials based on ZrB2 in a wide temperature range. AIP Conf. Proc. 2017, 1909, 020048. [Google Scholar]
- Gilabert, F.A.; Cantavella, V.; Sánchez, E.; Mallol, G. Modelling fracture process in ceramic materials using the Material Point Method. EPL 2011, 96, 24002. [Google Scholar] [CrossRef]
- Kou, W.; Qiao, J.; Chen, L.; Ding, Y.; Sjögren, G. Numerical simulation of the fracture process in ceramic FPD frameworks caused by oblique loading. J. Mech. Behav. Biomed. Mater. 2015, 50, 206–214. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gong, F.; Zhao, J.; Pang, J. Evolution of cutting forces and tool failure mechanisms in intermittent turning of hardened steel with ceramic tool. Int. J. Adv. Manuf. Technol. 2017, 89, 1603–1613. [Google Scholar] [CrossRef]
- Bian, R.; Ding, W.; Liu, S.; He, N. Research on High Performance Milling of Engineering Ceramics from the Perspective of Cutting Variables Setting. Materials 2019, 12, 122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Molaiekiya, F.; Stolf, P.; Paiva, J.M.; Bose, B.; Goldsmith, J.; Gey, C.; Engin, S.; Fox-Rabinovich, G.; Veldhuis, S.C. Influence of process parameters on the cutting performance of SiAlON ceramic tools during high-speed dry face milling of hardened Inconel 718. Int. J. Adv. Manuf. Technol. 2019, 105, 1083–1098. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, J.; Zhou, Y.; Li, A.; Cui, X.; Tian, X. Performance of graded nano-composite ceramic tools in ultra-high-speed milling of Inconel 718. Int. J. Adv. Manuf. Technol. 2013, 67, 2799–2810. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Vereschaka, A.A.; Vereschaka, A.S.; Kutin, A.A. Cutting tools made of layered composite ceramics with nano-scale multilayered coatings. Procedia CIRP 2012, 1, 301–306. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.J.; Ridgway, K. Workpiece surface integrity and tool life issues when turning Inconel 718 nickel-based superalloy. Mach. Sci. Technol. 2004, 8, 399–414. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Volosova, M.A.; Batako, A.; Vereschaka, A.S.; Sitnikov, N.N.; Seleznev, A.E. Nano-scale multi-layered coatings for improved efficiency of ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2017, 90, 27–43. [Google Scholar] [CrossRef]
- Ferreira, R.; Řehoř, J.; Lauro, C.H.; Carou, D.; Davim, J.P. Analysis of the hard turning of AISI H13 steel with ceramic tools based on tool geometry: Surface roughness, tool wear and their relation. J Braz. Soc. Mech. Sci. Eng. 2016, 38, 2413–2420. [Google Scholar] [CrossRef]
- Volosova, M.A.; Stebulyanin, M.M.; Gurin, V.D.; Melnik, Y.A. Influence of Surface Layer Condition of Al2O3+TiC Ceramic Inserts on Quality of Deposited Coatings and Reliability during Hardened Steel Milling. Coatings 2022, 12, 1801. [Google Scholar] [CrossRef]
- Liu, W.; Chu, Q.; Zeng, J.; He, R.; Wu, H.; Wu, Z.; Wu, S. PVD-CrAlN and TiAlN coated Si3N4 ceramic cutting tools –1. Microstructure, turning performance and wear mechanism. Ceram. Int. 2017, 43, 8999–9004. [Google Scholar] [CrossRef]
- Long, Y.; Zeng, J.; Wu, S. Cutting performance and wear mechanism of Ti–Al–N/Al–Cr–O coated silicon nitride ceramic cutting inserts. Ceram. Int. 2014, 40, 9615–9620. [Google Scholar] [CrossRef]
- Das, S.R.; Dhupal, D.; Kumar, A. Experimental investigation into machinability of hardened AISI 4140 steel using TiN coated ceramic tool. Measurement 2015, 62, 108–126. [Google Scholar] [CrossRef]
- Volosova, M.; Grigoriev, S.; Metel, A.; Shein, A. The role of thin-film vacuum-plasma coatings and their influence on the efficiency of ceramic cutting inserts. Coatings 2018, 8, 287. [Google Scholar] [CrossRef] [Green Version]
- Aslantas, K.; Ucun, İ.; Çicek, A. Tool life and wear mechanism of coated and uncoated Al2O3/TiCN mixed ceramic tools in turning hardened alloy steel. Wear 2012, 274–275, 442–451. [Google Scholar] [CrossRef]
- Bensouilah, H.; Aouici, H.; Meddour, I.; Yallese, M.A.; Mabrouki, T.; Girardin, F. Performance of coated and uncoated mixed ceramic tools in hard turning process. Measurement 2016, 82, 1–18. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Vereschaka, A.A.; Sitnikov, N.N.; Milovich, F.; Bublikov, J.I.; Fyodorov, S.V.; Seleznev, A.E. Properties of (Cr,Al,Si)N-(DLC-Si) composite coatings deposited on a cutting ceramic substrate. Ceram. Int. 2020, 46, 18241–18255. [Google Scholar] [CrossRef]
- Dobranski, L.A.; Mikula, J. Structure and properties of PVD and CVD coated Al2O3+TiC mixed oxide tool ceramics for dry on high speed cutting processes. J. Mater. Process. Technol. 2005, 164–165, 822–831. [Google Scholar] [CrossRef]
- Vereschaka, A.; Grigoriev, S.; Tabakov, V.; Migranov, M.; Sitnikov, N.; Milovich, F.; Andreev, N. Influence of the Nanostructure of Ti-TiN-(Ti,Al,Cr)N Multilayer Composite Coating on Tribological Properties and Cutting Tool Life. Tribol. Int. 2020, 150, 106388. [Google Scholar] [CrossRef]
- Kumar, C.S.; Patel, S.K. Experimental and numerical investigations on the effect of varying AlTiN coating thickness on hard machining performance of Al2O3-TiCN mixed ceramic inserts. Surf. Coat. Technol. 2017, 309, 266–281. [Google Scholar] [CrossRef]
- Kuzin, V.V.; Grigoriev, S.N.; Fedorov, M.Y. Role of the thermal factor in the wear mechanism of ceramic tools. Part 2: Microlevel. J. Frict. Wear 2015, 36, 40–44. [Google Scholar] [CrossRef]
- Zainuddin, M.I.; Tanaka, S.; Furushima, R.; Uematsu, K. Correlation between slurry properties and structures and properties of granules. J. Eur. Ceram. Soc. 2010, 30, 3291–3296. [Google Scholar] [CrossRef]
- Souza, J.V.C.; Macedo, O.M.; Nono, M.C.A.; Machado, J.P.B.; Pimenta, M.; Ribeiro, M.V. Si3N4 ceramic cutting tool sintered with CeO2 and Al2O3 additives with AlCrN coating. Mat. Res. 2011, 14, 514–518. [Google Scholar] [CrossRef] [Green Version]
- Staszuk, M.; Pakuła, D.; Chladek, G.; Pawlyta, M.; Pancielejko, M.; Czaja, P. Investigation of the structure and properties of PVD coatings and ALD + PVD hybrid coatings deposited on sialon tool ceramics. Vacuum 2018, 154, 272–284. [Google Scholar] [CrossRef]
- Vereschaka, A.S.; Grigoriev, S.N.; Sotova, E.S.; Vereschaka, A.A. Improving the efficiency of the cutting tools made of mixed ceramics by applying modifying nano-scale multilayered coatings. Adv. Mat. Res. 2013, 712, 391–394. [Google Scholar]
- Sobol, O.V.; Andreev, A.A.; Grigoriev, S.N.; Gorban, V.F.; Volosova, M.A.; Aleshin, S.V.; Stolbovoi, V.A. Effect of high-voltage pulses on the structure and properties of titanium nitride vacuum-arc coatings. Met. Sci. Heat Treat. 2012, 54, 195–203. [Google Scholar] [CrossRef]
- Sedlák, R.; Ivor, M.; Klimczyk, P.; Wyzga, P.; Podsiadlo, M.; Vojtko, M.; Dusza, J. Micro/Nano Indentation Testing of Spark Plasma Sintered Al2O3 + ZrO2 + cBN Ceramics. Ceramics 2021, 4, 40–53. [Google Scholar] [CrossRef]
- Chen, X.; Luo, L.; Liu, L.; Li, J.; Yu, H.; Li, W.; Chen, Y. Microstructure and mechanical properties of hot-pressed Al2O3-mullite-ZrO2-SiC composites. Mater. Sci. Eng. A 2019, 740, s390–s397. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A. Investigation of Surface Layer Condition of SiAlON Ceramic Inserts and Its Influence on Tool Durability When Turning Nickel-Based Superalloy. Technologies 2023, 11, 11. [Google Scholar] [CrossRef]
- Gogotsi, G.A. Edge chipping resistance of ceramics: Problems of test method. J. Adv. Ceram. 2013, 2, 370–377. [Google Scholar] [CrossRef] [Green Version]
- Gogotsi, G.A.; Galenko, V.Y. Sensitivity of Brittle Materials to Local Stress Concentrations on Their Fracture. Strength Mater. 2022, 54, 250–255. [Google Scholar] [CrossRef]
- Shulepov, I.A.; Kashkarov, E.B.; Stepanov, I.B.; Syrtanov, M.S.; Sutygina, A.N.; Shanenkov, I.; Obrosov, A.; Weiß, S. The Formation of Composite Ti-Al-N Coatings Using Filtered Vacuum Arc Deposition with Separate Cathodes. Metals 2017, 7, 497. [Google Scholar] [CrossRef] [Green Version]
- Vereschaka, A.A.; Volosova, M.A.; Grigoriev, S.N.; Vereschaka, A.S. Development of wear-resistant complex for high-speed steel tool when using process of combined cathodic vacuum arc deposition. Procedia CIRP 2013, 9, 8–12. [Google Scholar] [CrossRef] [Green Version]
- Kazlauskas, D.; Jankauskas, V.; Tučkutė, S. Research on Tribological Characteristics of Hard Metal WC-Co Tools with TiAlN and CrN PVD Coatings for Processing Solid Oak Wood. Coatings 2020, 10, 632. [Google Scholar] [CrossRef]
- Shao, L.; Zhou, Y.; Fang, W.; Wang, J.; Wang, X.; Deng, Q.; Lyu, B. Preparation of Cemented Carbide Insert Cutting Edge by Flexible Fiber-Assisted Shear Thickening Polishing Method. Micromachines 2022, 13, 1631. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Grigoriev, S.N.; Kirillov, A.K.; Khaustova, O.U. Development and research of environmentally friendly dry technological machining system with compensation of physical function of cutting fluids. Procedia CIRP 2013, 7, 311–316. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Abrasive Processing Option and Sample Code | Density of Defects ρ | Defective Layer Thickness Rt (µm) | Index of Defectiveness ID (µm) | For Reference: Ra Parameter (µm) |
|---|---|---|---|---|
| Diamond grinding (G) | 0.4 | 3.9 | 1.56 | 0.32 |
| Diamond grinding and lapping (L) | 0.206 | 1.5 | 0.31 | 0.2 |
| Diamond grinding, lapping, and polishing (P) | 0.005 | 0.42 | 0.002 | 0.036 |
| Abrasive Processing Option and Sample Code | Density of Defects ρ | Defective Layer Thickness Rt (µm) | Index of Defectiveness ID (µm) | For Reference: Ra Parameter (µm) |
|---|---|---|---|---|
| Diamond grinding (G) | 0.354 | 3.6 | 1.27 | 0.29 |
| Diamond grinding and lapping (L) | 0.153 | 1.32 | 0.2 | 0.17 |
| Diamond grinding, lapping, and polishing (P) | 0.004 | 0.37 | 0.0015 | 0.028 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Influence of Defects in Surface Layer of Al2O3/TiC and SiAlON Ceramics on Physical and Mechanical Characteristics. Ceramics 2023, 6, 818-836. https://doi.org/10.3390/ceramics6020047
Grigoriev SN, Volosova MA, Okunkova AA, Fedorov SV. Influence of Defects in Surface Layer of Al2O3/TiC and SiAlON Ceramics on Physical and Mechanical Characteristics. Ceramics. 2023; 6(2):818-836. https://doi.org/10.3390/ceramics6020047
Chicago/Turabian StyleGrigoriev, Sergey N., Marina A. Volosova, Anna A. Okunkova, and Sergey V. Fedorov. 2023. "Influence of Defects in Surface Layer of Al2O3/TiC and SiAlON Ceramics on Physical and Mechanical Characteristics" Ceramics 6, no. 2: 818-836. https://doi.org/10.3390/ceramics6020047