
Comparative Properties of Porous Phyllosilicate-Based Ceramics Shaped by Freeze-Tape Casting

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Processing of the Porous Phyllosilicate-Based Ceramics
2.2.1. Preparation of the Slurries
- (i)
- The clay powder was mixed with deionized water containing an appropriate amount of dispersant (0.2 wt.% regarding the clay content) to achieve a clay content within the slurry close to 62.5 wt.%. The dispersant introduction was important to ensure the homogeneity and stability of the particles in suspension. Indeed, the mixture was gently mixed on a roller-mixer for about 12 h to promote the dispersant adsorption onto the surface of particles.
- (ii)
- (iii)
- After the first grinding step, 5 wt.% of binder (PVA 22,000) and 5 wt.% of plasticizer (PEG 300) were added to the slurry before achieving the second grinding step in the planetary mill with a rotational speed of 100 rpm for 16 h.
- (iv)
- Finally, the slurry was sieved to <125 μm to remove the residual agglomerates before the freeze-tape casting operation.
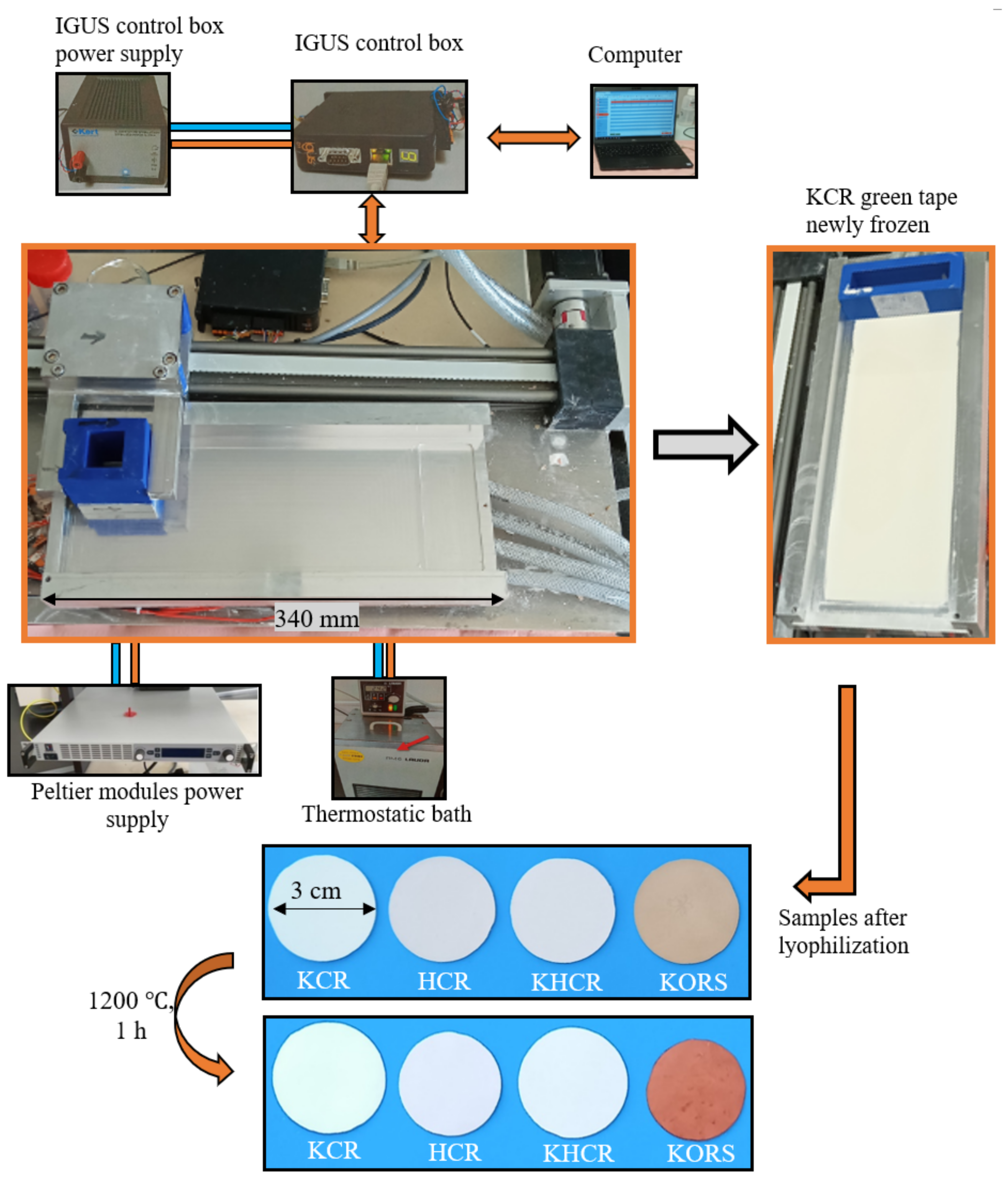
2.2.2. Shaping and Sintering of Phyllosilicate-Based Tapes
2.3. Characterization Techniques
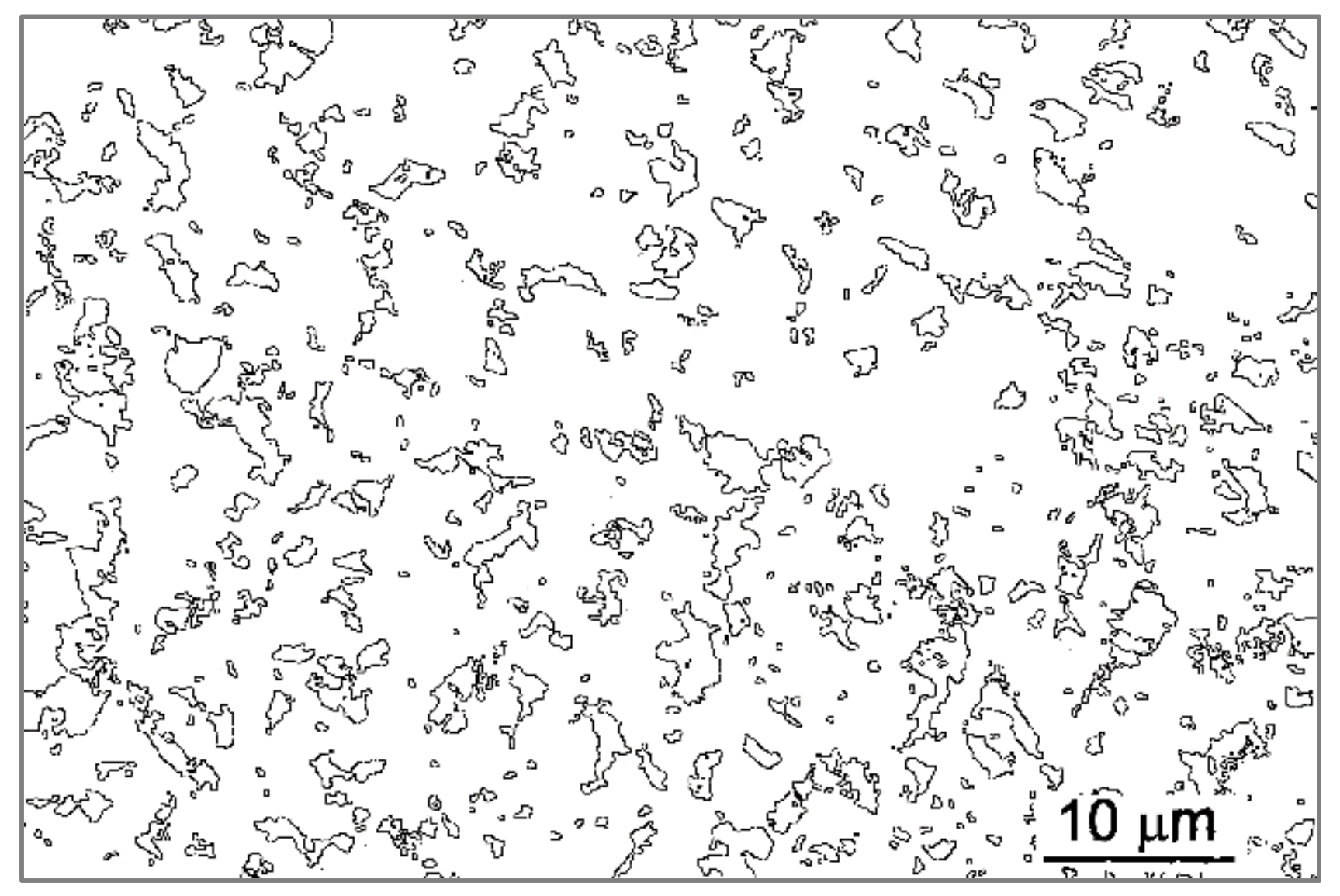
2.3.1. Morphological Analysis
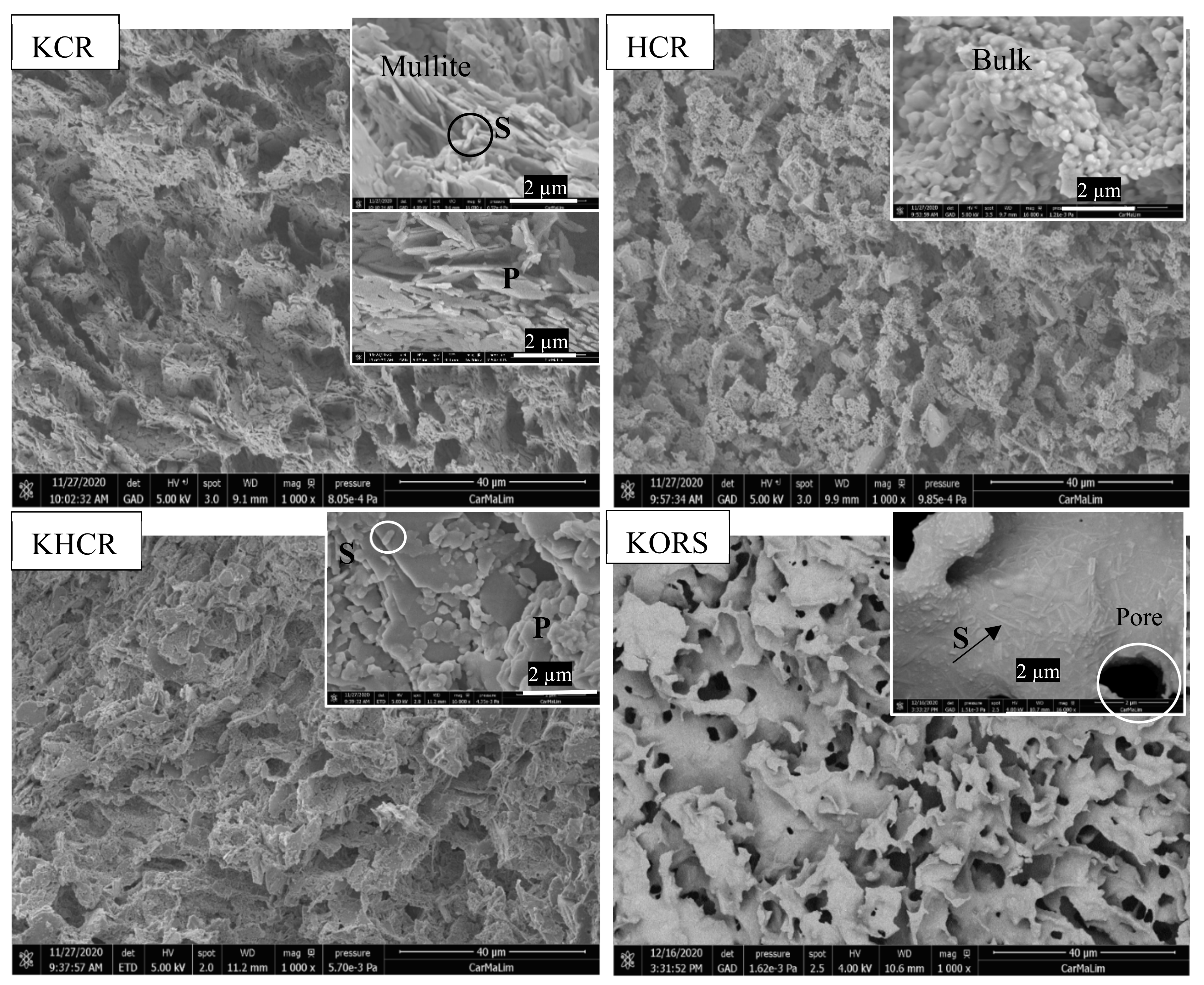
2.3.2. Microstructure
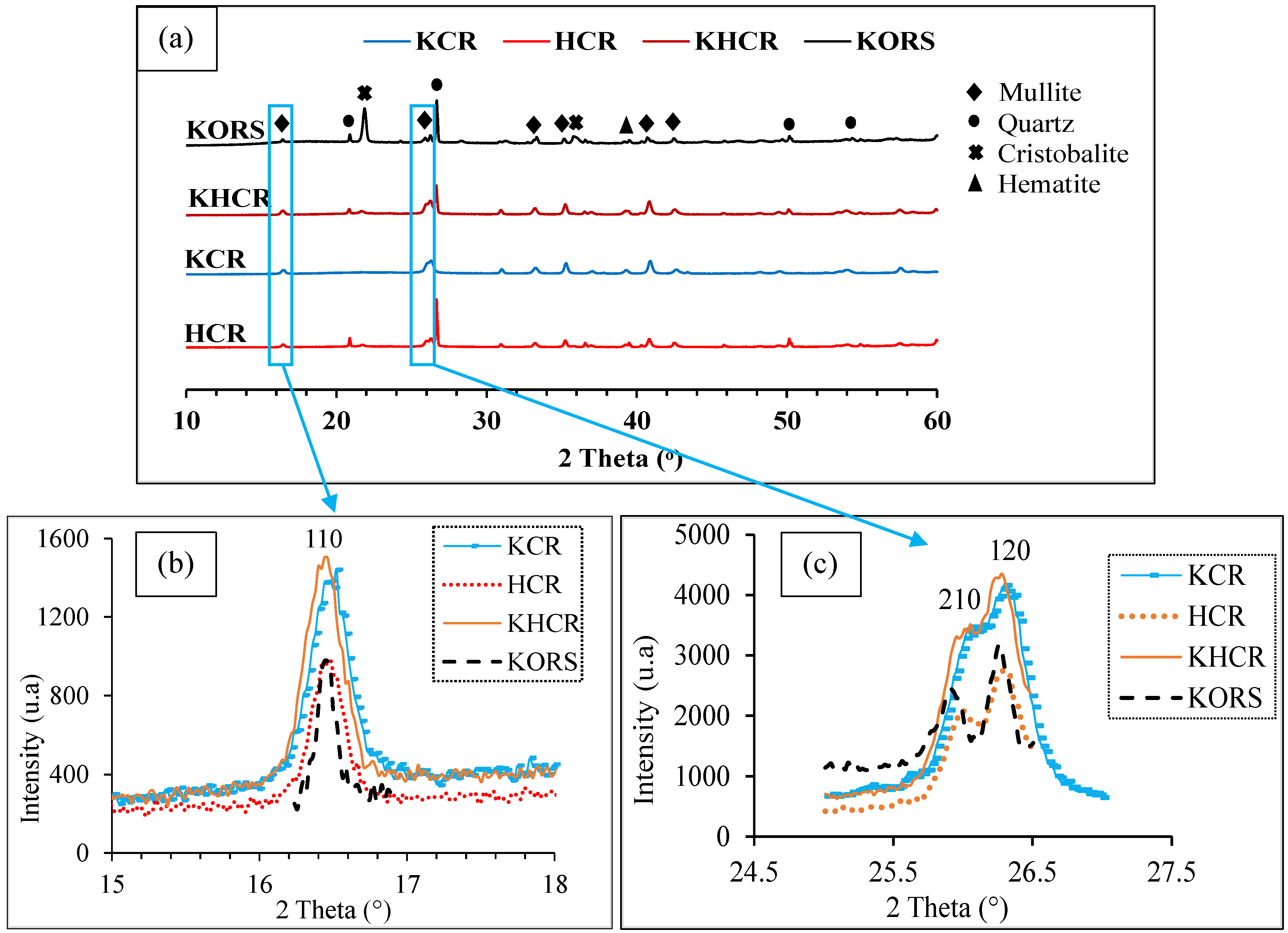
2.3.3. Chemical and Mineralogical Analyses
2.3.4. Thermal Analyses
2.3.5. Mechanical Resistance
3. Results
3.1. Powder Characterization
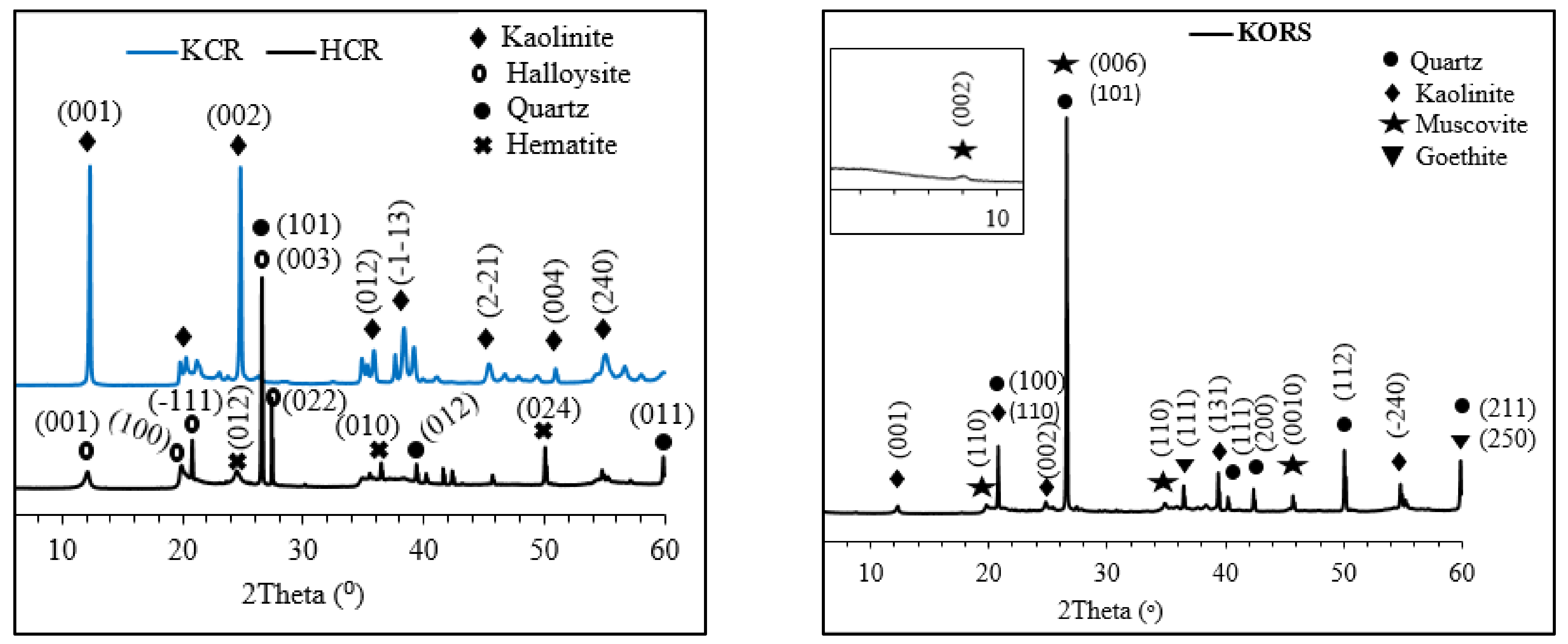
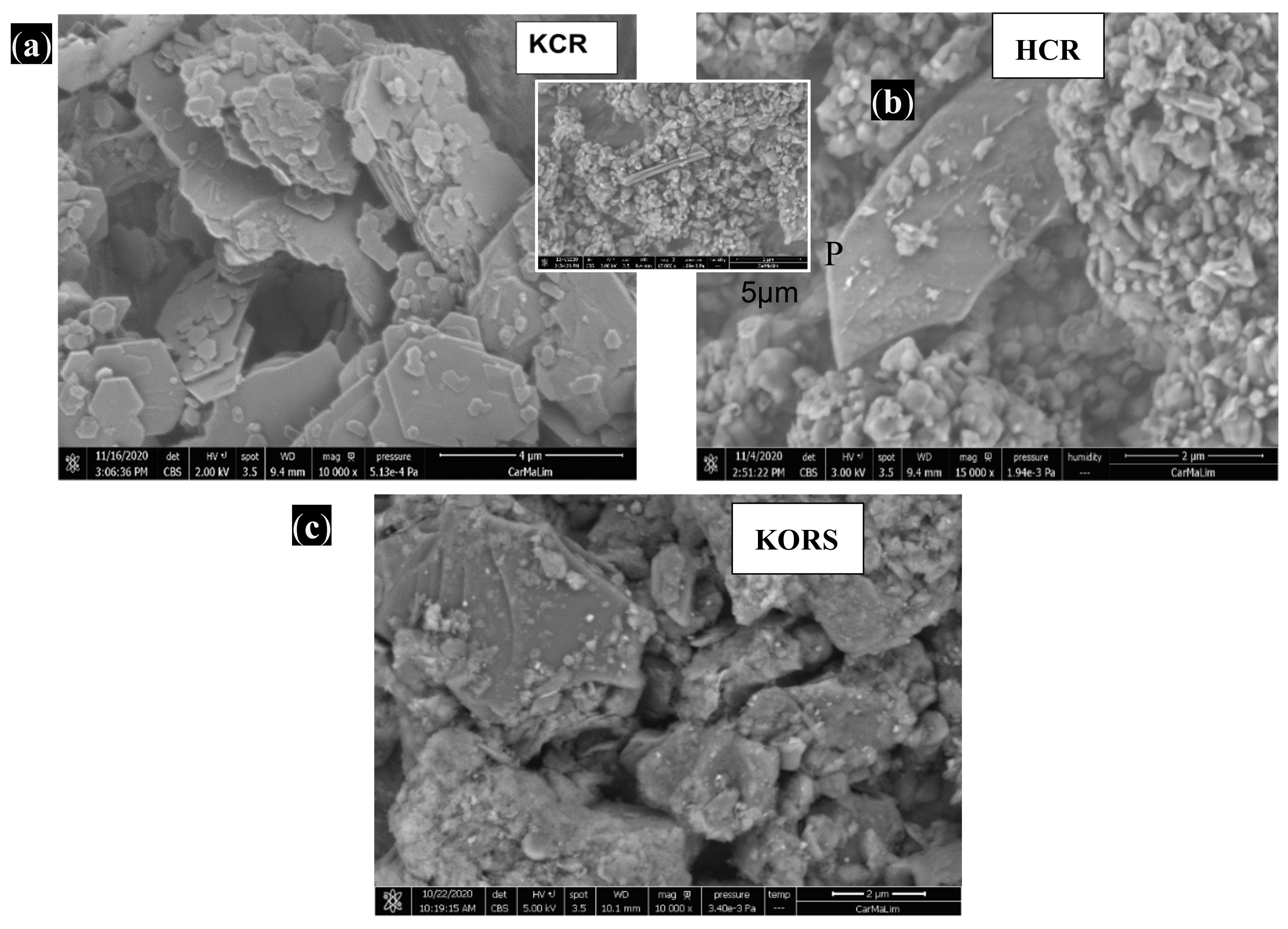
3.1.1. Chemical Analysis, X-ray Diffraction, and Morphological Analysis of Clay Particles
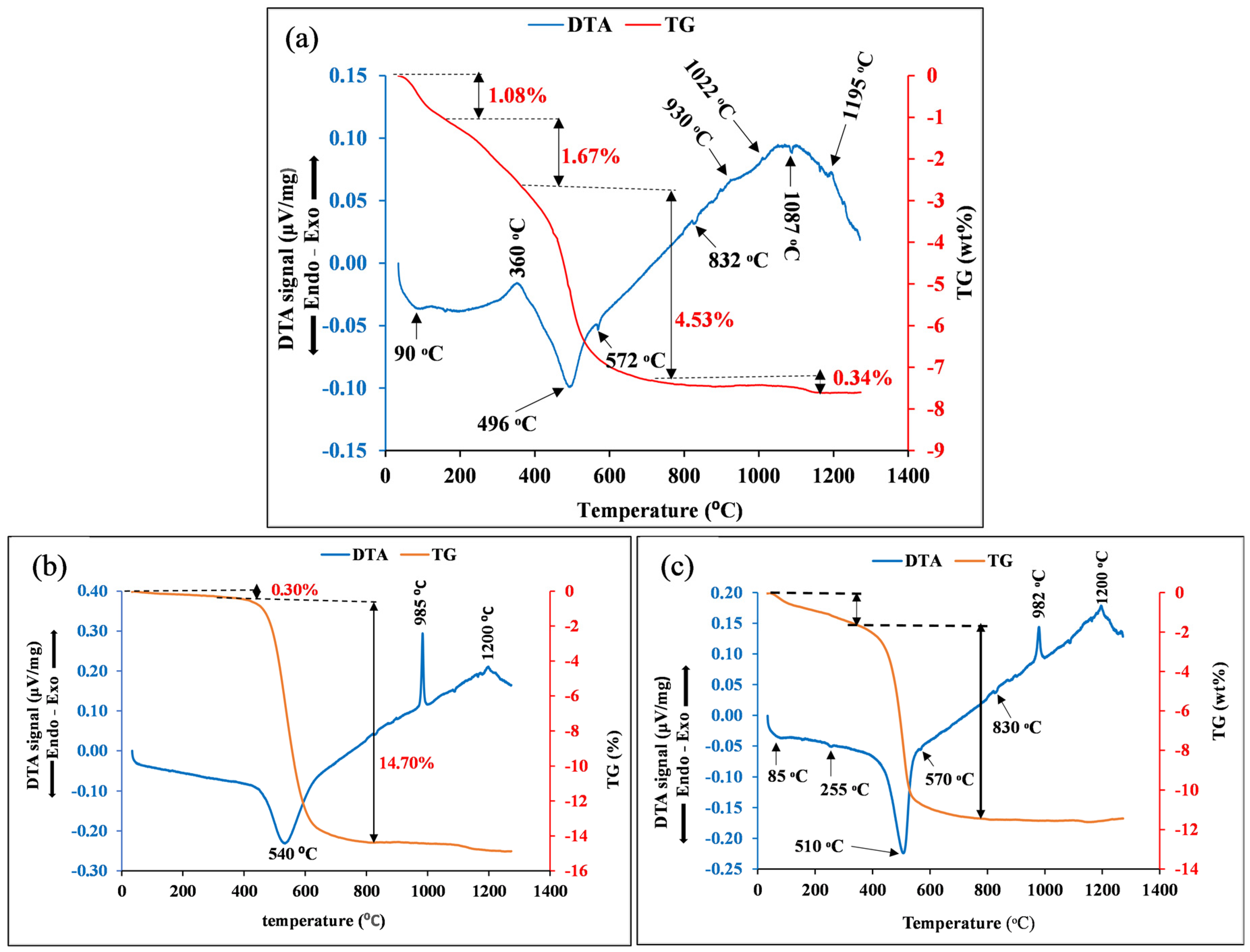
3.1.2. Differential Thermal Analysis (DTA) and TG
3.2. Slurry Characterization
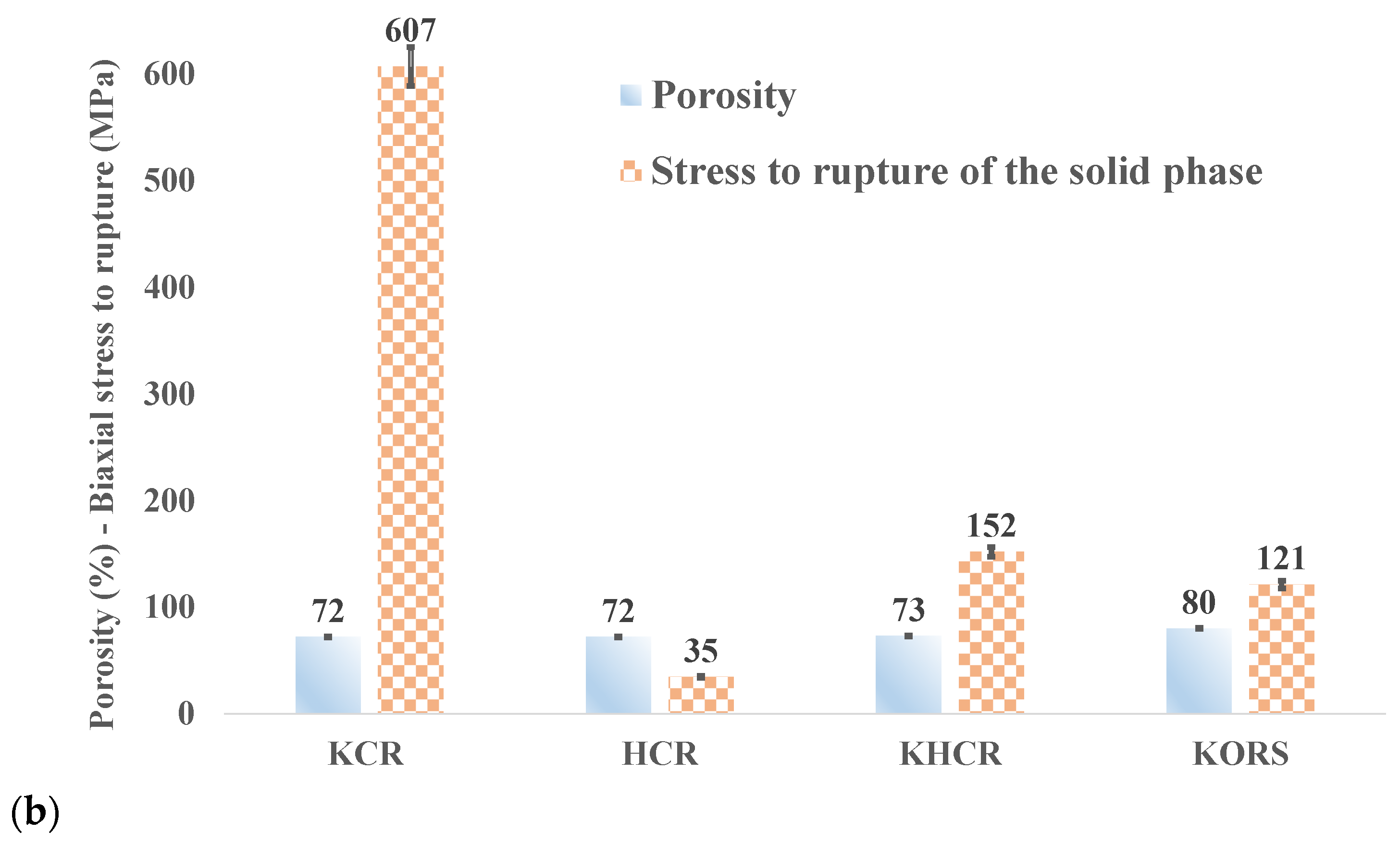
3.3. Characterization of Manufactured Porous Ceramics
4. Discussion
4.1. Powder Characterization
4.1.1. Chemical, Mineralogical, and Morphological Analyses of Clay Particles
4.1.2. Differential Thermal Analysis (DTA) and TG
4.2. Slurry Characterization
4.3. Characterization of Manufactured Porous Ceramics
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Chaukura, N.; Chiworeso, R.; Gwenzi, W.; Motsa, M.M.; Munzeiwa, W.; Moyo, W.; Chikurunhe, I.; Nkambule, T.T.I. A new generation low-cost biochar-clay composite ‘biscuit’ ceramic filter for point-of-use water treatment. Appl. Clay Sci. 2020, 185, 105409. [Google Scholar] [CrossRef]
- Ekpunobi, U.E.; Agbo, S.U.; Ajiwea, V.I.E. Evaluation of the mixtures of clay, diatomite and sawdust for production of ceramic pot filters for water treatment interventions using locally sourced materials. J. Environ. Chem. Eng. 2019, 7, 102791. [Google Scholar] [CrossRef]
- Akosile, S.I.; Ajibade, F.O.; Lasisi, K.H.; Ajibade, T.F.; Adewumi, J.R.; Babatola, J.O.; Oguntuase, A.M. Performance evaluation of locally produced ceramic filters for household water treatment in Nigeria. Sci. Afr. 2020, 7, e00218. [Google Scholar] [CrossRef]
- Kamgang-Syapnjeu, P.; Njoya, D.; Kamseu, E.; Cornette de Saint Cyr, L.; Marcano-Zerpa, A.; Balme, S.; Bechelany, M.; Soussan, L. Elaboration of a new ceramic membrane support from Cameroonian clays, coconut husks and eggshells: Application for Escherichia coli bacteria retention. Appl. Clay Sci. 2020, 198, 105836. [Google Scholar] [CrossRef]
- Khemakhem, I.; Gargouri, O.D.; Dhouib, A.; Ayadi, M.A.; Bouaziz, M. Oleuropein rich extract from olive leaves by combining microfiltration, ultrafiltration and nanofiltration. Separ. Purif. Technol. 2017, 172, 310–317. [Google Scholar] [CrossRef]
- Vyatskikh, A.; Kudo, A.; Delalande, S.; Greer, J.R. Additive manufacturing of polymer-derived titania for one-step solar water purification. Mater. Today Commun. 2018, 15, 288–293. [Google Scholar] [CrossRef]
- Alghamdi, H.; Dakhane, A.; Alum, A.; Abbaszadegan, M.; Mobasher, B.; Neithalath, N. Synthesis and characterization of economical, multi-functional porous ceramics based on abundant aluminosilicates. Mater. Des. 2018, 152, 10–21. [Google Scholar] [CrossRef]
- Pia, G.; Casnedi, L.; Sanna, U. Porous ceramic materials by pore-forming agent method: An intermingled fractal units analysis and procedure to predict thermal conductivity. Ceram. Int. 2015, 41, 6350–6357. [Google Scholar] [CrossRef]
- Nishihora, R.K.; Rachadel, P.L.; Quadri, M.G.N.; Hotza, D. Manufacturing porous ceramic materials by tape casting—A review. J. Eur. Ceram. Soc. 2018, 38, 988–1001. [Google Scholar] [CrossRef]
- Mouiya, M.; Bouazizi, A.; Abourriche, A.; Benhammou, A.; El Hafiane, Y.; Ouammou, M.; Abouliatim, Y.; Younssi, S.A.; Smithe, A.; Hannache, H. Fabrication and characterization of a ceramic membrane from clay and banana peel powder: Application to industrial wastewater treatment. Mater. Chem. Phys. 2019, 227, 291–301. [Google Scholar] [CrossRef]
- Jeong, Y.; Lee, S.; Hong, S.; Park, C. Preparation, characterization and application of low-cost pyrophyllite-alumina composite ceramic membranes for treating lowstrength domestic wastewater. J. Membr. Sci. 2017, 536, 108–115. [Google Scholar] [CrossRef]
- Samain, L.; Jaworski, A.; Edén, M.; Ladd, D.M.; Seo, D.K.; Garcia-Garcia, F.J.; Häussermann, U. Structural analysis of highly porous γ-Al2O3. J. Solid State Chem. 2014, 217, 1–8. [Google Scholar] [CrossRef]
- Fan, P.; Zhen, K.; Zan, Z.; Chao, Z.; Jian, Z.; Yun, J. Preparation and development of porous ceramic membrane supports fabricated by extrusion technique. Chem. Eng. Trans. 2016, 55, 277–282. [Google Scholar]
- Wang, H.E.; Xi, L.J.; Ma, R.G.; Lu, Z.G.; Chung, C.Y.; Bello, I.; Zapien, J.A. Microwave assisted hydrothermal synthesis of porous SnO2 nanotubes and their lithium ion storage properties. J. Solid State Chem. 2012, 190, 104–110. [Google Scholar] [CrossRef]
- Zhang, F.Z.; Kato, K.; Fuji, M.; Takahashi, M. Gelcasting fabrication of porous ceramics using a continuous process. J. Eur. Ceram. Soc. 2006, 26, 667–671. [Google Scholar] [CrossRef]
- Hou, Z.; Cui, B.; Liu, L.; Liu, Q. Effect of the different additives on the fabrication of porous kaolin-based mullite ceramics. Ceram. Int. 2016, 42, 17254–17258. [Google Scholar] [CrossRef]
- Guo, H.; Li, W.; Ye, F. Low-cost porous mullite ceramic membrane supports fabricated from kyanite by casting and reaction sintering. Ceram. Int. 2016, 42, 4819–4826. [Google Scholar] [CrossRef]
- Dabir, S.; Deng, W.; Sahimi, M.; Tsotsis, T. Fabrication of silicon carbide membranes on highly permeable supports. J. Membr. Sci. 2017, 537, 239–247. [Google Scholar] [CrossRef]
- Mouiya, M.; Abourriche, A.; Bouazizi, A.; Benhammou, A.; El Hafiane, Y.; Abouliatim, Y.; Nibou, L.; Oumam, M.; Ouammou, M.; Smith, A.; et al. Flat ceramic microfiltration membrane based on natural clay and Moroccan phosphate for desalination and industrial wastewater treatment. Desalination 2018, 427, 42–50. [Google Scholar] [CrossRef]
- Achiou, B.; Elomari, H.; Bouazizi, A.; Karim, A.; Ouammou, M.; Albizane, A.; Bennazha, J.; Alami, Y.S.; El Amrani, I.E. Manufacturing of tubular ceramic microfiltration membrane based on natural pozzolan for pretreatment of seawater desalination. Desalination 2017, 419, 181–187. [Google Scholar] [CrossRef]
- He, Y.; Huang, G.; An, C.; Huang, J.; Zhang, P.; Chen, X.; Xin, X. Reduction of Escherichia coli using ceramic disk filter decorated by nano-TiO2: A low-cost solution for household water purification. Sci. Total Environ. 2018, 616, 1628–1637. [Google Scholar] [CrossRef] [PubMed]
- Kumar, M.; Roshni, M.; Vasanth, D. Treatment of aqueous bacterial solution using ceramic membrane prepared from cheaper clays: A detailed investigation of fouling and cleaning. J. Water Proc. Eng. 2019, 29, 100797. [Google Scholar] [CrossRef]
- Hammas, A.; Lecomte-Nana, G.L.; Azril, N.; Daou, I.; Peyratout, C.; Zibouche, F. Kaolinite-Magnesite Based Ceramics. Part I: Surface Charge and Rheological Properties Optimization of the Suspensions for the Processing of Cordierite-Mullite Tapes. Minerals 2019, 9, 757. [Google Scholar] [CrossRef] [Green Version]
- Houta, N.; Lecomte-Nana, G.L.; Tessier-Doyen, N.; Peyratout, C. Dispersion of phyllosilicates in aqueous suspensions: Role of the nature and amount of surfactant. J. Colloid Interface Sci. 2014, 425, 67–74. [Google Scholar] [CrossRef]
- Bauluz, B. Halloysite and kaolinite: Two clay minerals with geological and technological importance. Rev. Real. Acad. Ciencias. Zaragoza 2015, 70, 7–38. [Google Scholar]
- Barretoa, I.A.R.; da Costa, M.L. Sintering of red ceramics from yellow Amazonian latosols incorporated with illitic and gibbsitic clay. Appl. Clay Sci. 2018, 152, 124–130. [Google Scholar] [CrossRef]
- Daniel, S.; Tessier-Doyen, N.; Dublanche-Tixier, C.; Chateigner, D.; Blanchart, P. Pocesing and characterization of textured mullite ceramics from phyllosilicates. J. Eur. Ceram. Soc. 2010, 30, 2427–2434. [Google Scholar] [CrossRef]
- Rachadel, P.L.; Souza, D.F.; Nunes, E.H.M.; Deniz da Costa, J.C.; Vasconcelos, W.L.; Hotza, D. A novel route for manufacturing asymmetric BSCF-based perovskite structure by tape and freeze casting method. J. Eur. Ceram. Soc. 2017, 37, 5249–5257. [Google Scholar] [CrossRef]
- Jin, W.; Li, S.; Huang, P.; Xu, N.; Shi, J. Preparation of an asymetric perovskite-type membrane and its oxygen permeability. J. Membr. Sci. 2001, 185, 237–243. [Google Scholar] [CrossRef]
- International Organization for Standard (ISO). ISO 10545-3:2018(E) Ceramic Tiles—Part 3: Determination of Water Absorption, Apparent Porosity, Apparent Relative Density and Bulk Density, 2nd edition; ICS 97.150; International Organization for Standardization ISO: Geneva, Switzerland, 2018; pp. 1–18. [Google Scholar]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Sparavigna, A.C. Image Segmentation Applied to the Study of Micrographs of Cellular Solids. Inter. J. Sci. 2017, 2, 68–76. [Google Scholar] [CrossRef] [Green Version]
- ASTM F394-78. Test Method for Biaxial Flexure Strength (Modulus of Rupture) of Ceramic Substrates (Withdrawn 2001); American Society of Testing and Materials Annual Book of Standards, ASTM: West Conshohocken, PA, USA, 1995; Volume 15.01, pp. 469–473.
- Padunglappisit, C.; Posaya-anuwat, S.; Sompoch, V.; Piyawiwattanakoon, P.; Panpisut, P. Effects of Different Amine Activators on the Monomer Conversion, Biaxial Flexural Strength, and Color Stability of Experimental Provisional Dental Restorations. Eur. J. Dent. 2021, 15, 488–494. [Google Scholar] [CrossRef] [PubMed]
- Kirstein, A.F.; Woolley, R.M. Symmetrical bending of thin circular elastic plates on equally spaced point supports. J. Res. Natl. Bur. Stand. C. Eng. Instrum. 1967, 71C, 1–10. [Google Scholar] [CrossRef]
- Glandus, J.C. Meaning of the biaxial flexure tests of discs for strength measurements. J. Phys. Colloq. 1986, 47, C1-595–C1-600. [Google Scholar] [CrossRef]
- Chargui, F.; Hamidouchea, M.; Belhouchet, H.; Jorande, Y.; Doufnoune, R.; Fantozzi, G. Mullite fabrication from natural kaolin and aluminium slag. Boletín Socieda Spañola Cerámica Y Vidr. 2018, 57, 169–177. [Google Scholar] [CrossRef]
- Srikrishna, K.; Thomas, G.; Martinez, R.; Corral, M.P.; Moya, J.S. Kaolinite-mullite reaction series: A TEM study. J. Mater. Sci. 1990, 25, 607–612. [Google Scholar] [CrossRef]
- Kaze, C.R.; Alomayri, T.; Hasan, A.; Tomed, S.; Lecomte-Nana, G.L.; Nemaleu, J.G.N.; Tchakout, H.K.; Kamseu, E.; Melo, U.C.; Rahier, H. Reaction kinetics and rheological behaviour of meta-halloysite based geopolymer cured at room temperature: Effect of thermal activation on physicochemical and microstructural properties. Appl. Clay Sci. 2020, 196, 105773. [Google Scholar] [CrossRef]
- Krasilin, A.A.; Danilovich, D.P.; Yudina, E.B.; Bruyere, S.; Ghanbajad, J.; Ivanov, V.K. Crystal violet adsorption by oppositely twisted heat-treated halloysite and pecoraite nanoscrolls. Appl. Clay Sci. 2019, 173, 1–11. [Google Scholar] [CrossRef]
- Yuan, P. Thermal-treatment-induced deformations and modifications of halloysite. Dev. Clay Sci. Nanosized Tubul. Clay Miner. 2016, 7, 137–166. [Google Scholar]
- Raghdi, A.; Heraiz, M.; Sahnoune, F.; Saheb, N. Mullite-zirconia composites prepared from halloysite reaction sintered with boehmite and zirconia. Appl. Clay Sci. 2017, 146, 70–80. [Google Scholar] [CrossRef]
- He, X.; Li, C.; Liu, J.; Huang, Q.; Shen, X.; Liu, T.; Lu, A. Glass forming ability, structure and properties of Cr2O3–Fe2O3 co-doped MgO–Al2O3–SiO2–B2O3 glasses and glass-ceramics. J. Non-Cryst. Solids 2020, 529, 119779. [Google Scholar] [CrossRef]
- Mariani, E.; Brodie, K.H.; Rutter, E.H. Experimental deformation of muscovite shear zones at high temperatures under hydrothermal conditions and the strength of phyllosilicate-bearing faults in nature. J. Struct. Geol. 2006, 28, 1569–1587. [Google Scholar] [CrossRef]
- Aras, A. The difference between alkaline and alkaline earth effects on high-temperature phase change of clay-based ceramic. Appl. Clay Sci. 2018, 164, 2–12. [Google Scholar] [CrossRef]
- Viswabaskaran, V.; Gnanam, F.D.; Balasubramanian, M. Effect of MgO, Y2O3 and boehmite additives on the sintering behavior of mullite formed from kaolinite reactive alumina. J. Mater. Proc. Technol. 2003, 142, 275–281. [Google Scholar] [CrossRef]
- Morales-Morales, J.A. Synthesis of Hematite α-Fe2O3 Nano Powders by the controlled precipitation method. Cienc. Desarro. 2017, 8, 99–107. [Google Scholar] [CrossRef] [Green Version]
- Hart, R.D.; Gilkes, R.J.; Siradz, S.; Singh, B. The nature of soil kaolins from Indonesia and Western Australia. Clay Miner. 2002, 50, 198–207. [Google Scholar] [CrossRef]
- Joussein, E.; Petit, S.; Churchman, J.; Theng, B.; Righi, D.; Delvau, B. Halloysite clay minerals—A review. Clay Miner. 2005, 40, 383–426. [Google Scholar] [CrossRef]
- Peng, Y.; Southon, P.D.; Liu, Z.; Green, M.E.R.; Hook, J.M.; Antill, S.J.; Kepert, C.J. Functionalization of halloysite clay nanotubes by grafting with γ-aminopropyltriethoxysilane. J. Phys. Chem. C 2008, 112, 15742–15751. [Google Scholar]
- Zhang, B.; Haozhe, G.; Peng, Y.; Wang, L.Y.; Deng, Q.; Liu, L.D. Geopolymerization of halloysite via alkali-activation: Dependence of microstructures on precalcination. Appl. Clay Sci. 2020, 185, 105375. [Google Scholar] [CrossRef]
- Okada, K.; Otsuka, N.; Ossaka, J. Characterization of spinel phase formed in the kaolin-mullite thermal sequence. J. Am. Ceram. Soc. 1986, 69, C1-251–C1-253. [Google Scholar] [CrossRef]
- Brindley, G.W.; Lemaitre, J. Thermal, oxidation and reduction reactions of clay minerals. Monogr. Mineral. Soc. 1987, 6, 319–370. [Google Scholar]
- Sonuparlak, B.; Sarikaya, M.; Aksay, I.A. Spinel phase formation during the 980 °C exothermic reaction in the kaolinite-to-mullite reaction series. J. Am. Ceram. Soc. 1987, 70, 837–842. [Google Scholar] [CrossRef]
- Huang, C.Y.; Ko, C.C.; Chen, L.H.; Huang, C.T.; Tung, K.L.; Liao, Y.C. A simple coating method to prepare super hydrophobic layers on ceramic alumina for vacuum membrane distillation. Separ. Purif. Technol. 2018, 198, 79–86. [Google Scholar] [CrossRef]
- Dong, Q.; Zhu, T.; Xie, Z.; Han, Y.; An, D. Optimization of the tape slurries for high-quality zirconia substrates. Ceram. Inter. 2017, 43, 16943–16949. [Google Scholar] [CrossRef]
- Luo, J.; Eitel, R. Aqueous tape casting of Al2O3 for multilayer co-fired ceramic based microfluidic chips with translucent windows. Ceram. Int. 2018, 44, 3488–3491. [Google Scholar] [CrossRef]
- El Qacimi, N.; El Baraka, N.; Saffaj, N.; Mamouni, R.; Laknifli, A.; Alami, Y.S.; Faouzi, A.; Zidouh, H. Preparation and characterization of flat membrane support based on Sahara Moroccan clay: Application to the filtration of textile effluents. Desalin. Water Treat. 2019, 143, 111–117. [Google Scholar] [CrossRef]
- Aladesuyi, O.; Pal, M.; Das, S.K.; Ajanaku, K.O. Phase and microstructural evolution during sintering of mixture of 75:25 Nigerian kaolin and calcined alumina powder compacts. J. Mater. Environ. Sci. 2017, 8, 2682–2838. [Google Scholar]
- Zemánek, D.; Lang, K.; Tvrdík, L.; Všianský, D.; Nevrivová, L.; Štursa, P.; Kovár, P.; Keršnerová, L.; Dvorák, K. Development and Properties of New Mullite Based Refractory Grog. Materials 2021, 14, 779. [Google Scholar] [CrossRef]
- Martín-Márquez, J.; Rincón, J.M.; Romero, M. Mullite development on firing in porcelain stoneware bodies. J. Eur. Ceram. Soc. 2010, 7, 599–1607. [Google Scholar] [CrossRef] [Green Version]
- Aras, A.; Kristaly, F. α-Cristobalite formation in ceramic tile and sewage pipe bodies derived from Westerwald ball clay and its effect on elastic-propertie. Appl. Clay Sci. 2019, 178, 105–126. [Google Scholar] [CrossRef]
- Soppe, A.I.A.; Heijman, S.G.J.; Gensburger, I.; Shantz, A.; Halem, D.V.; Kroesbergen, J.; Wubbels, G.H.; Smeets, P. Critical parameters in the production of ceramic pot filters for household water treatment in developing countries. J. Water Health 2015, 13, 587–599. [Google Scholar] [CrossRef] [PubMed]
- Saja, S.; Bouazizi, A.; Achiou, B.; Ouammou, M.; Albizane, A.; Bennazha, J.; Younssi, S.A. Elaboration and characterization of low-cost ceramic membrane made from natural Moroccan perlite for treatment of industrial wastewater. J. Environ. Chem. Eng. 2018, 6, 451–458. [Google Scholar] [CrossRef]
- Hubadillah, S.K.; Othman, M.H.D.; Ismail, A.F.; Rahman, M.A.; Jaafar, J.; Iwamoto, Y.; Honda, S.; Dzahir, M.I.H.M.; Yusop, M.Z.M. Fabrication of low cost, green silica based ceramic hollow fibre membrane prepared from waste rice husk for water filtration application. Ceram. Int. 2018, 44, 10498–10509. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (Mass %) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Raw | SSA (BET) (m2·g−1) | Density Materials (g·cm−3) | Al2O3 | SiO2 | Fe2O3 | K2O | Na2O | MgO | CaO | TiO2 | Loss of Ignition at 1050 °C |
| KCR | 6.0 ± 0.1 | 2.6 | 40.4 | 42.2 | 0.7 | 0.1 | - | - | - | 0.4 | 16.0 |
| HCR | 28.1± 0.2 | 2.6 | 30.3 | 52.5 | 3.8 | 0.2 | 0.1 | - | 0.1 | 0.4 | 12.0 |
| KORS | 31.4 ± 0.3 | 2.7 | 16.1 | 63.9 | 8.2 | 1.3 | 0.2 | 0.5 | 0.2 | 1.3 | 8.0 |
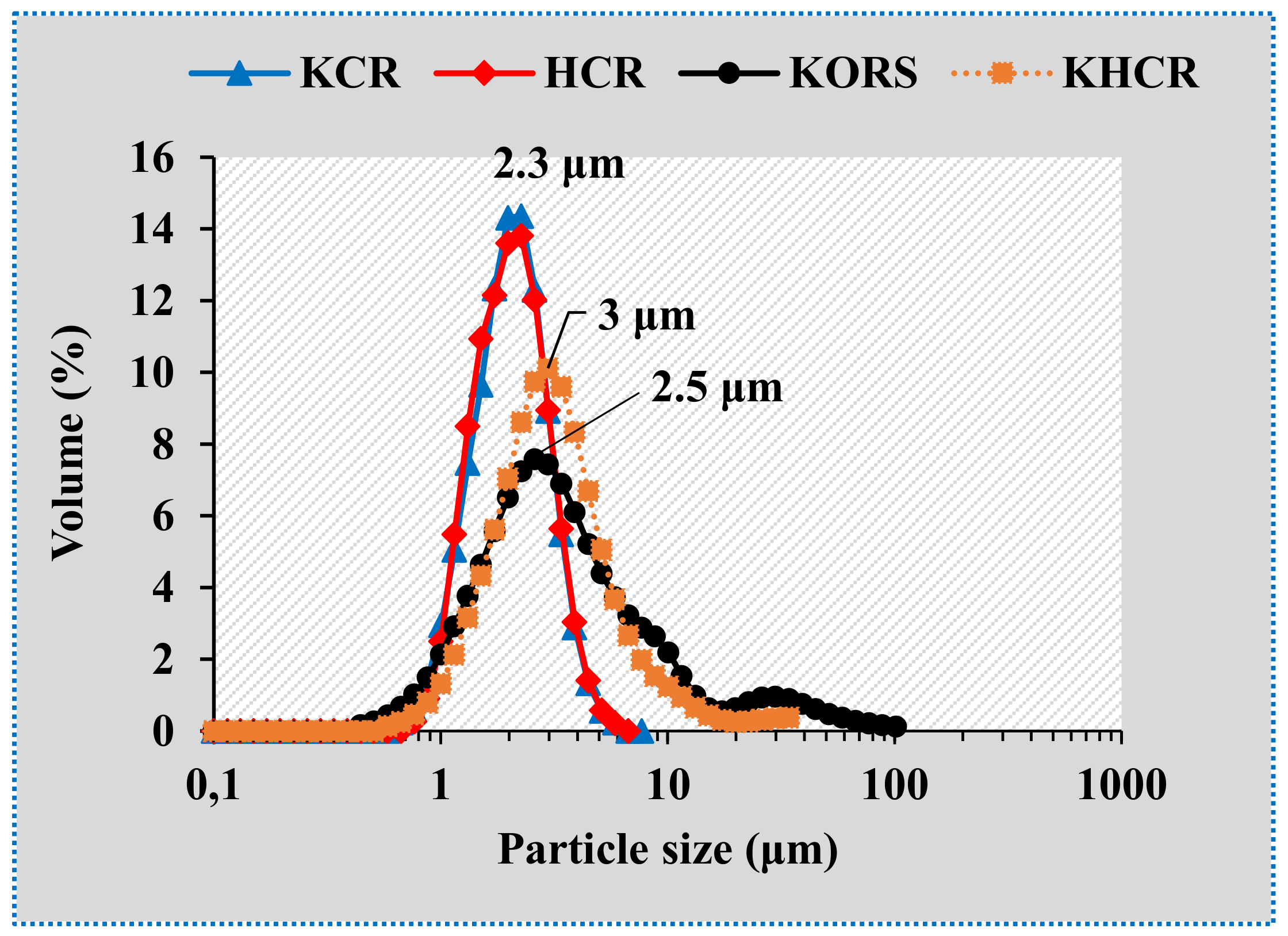
| Clay Suspensions Label | ||||
|---|---|---|---|---|
| KCR | HCR | KORS | KHCR | |
| D10 (μm) | 1.2 | 1.0 | 1.2 | 1.2 |
| D90 (μm) | 3.0 | 2.6 | 10.9 | 6.0 |
| Process | Reverse Osmosis | Nanofiltration | Ultrafiltration | Microfiltration |
|---|---|---|---|---|
| Pore size | Dense membrane | 0.5–2 nm | 2–50 nm | 0.1–10 μm |
| Transmembrane pressure (bar) | 30–100 | 5–30 | 1–5 | 0.5–2 |
| Pore classification | Ultra micropores (<0.7 nm) | Micropores (0.7–2 nm) | Mésopores (2–50 nm) | Macropores (50 nm) |
| Present work | KCR | KCR, HCR, KHCR, and KORS |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barry, K.; Lecomte-Nana, G.L.; Seynou, M.; Faucher, M.; Blanchart, P.; Peyratout, C. Comparative Properties of Porous Phyllosilicate-Based Ceramics Shaped by Freeze-Tape Casting. Ceramics 2022, 5, 75-96. https://doi.org/10.3390/ceramics5010007
Barry K, Lecomte-Nana GL, Seynou M, Faucher M, Blanchart P, Peyratout C. Comparative Properties of Porous Phyllosilicate-Based Ceramics Shaped by Freeze-Tape Casting. Ceramics. 2022; 5(1):75-96. https://doi.org/10.3390/ceramics5010007
Chicago/Turabian StyleBarry, Kassoum, Gisèle Laure Lecomte-Nana, Mohamed Seynou, Michael Faucher, Philippe Blanchart, and Claire Peyratout. 2022. "Comparative Properties of Porous Phyllosilicate-Based Ceramics Shaped by Freeze-Tape Casting" Ceramics 5, no. 1: 75-96. https://doi.org/10.3390/ceramics5010007