
Modelling and Optimization of Machining of Ti-6Al-4V Titanium Alloy Using Machine Learning and Design of Experiments Methods


Abstract
:1. Introduction
2. Experimental Setup and Cutting Conditions
3. Machine Learning
Mathematical Regression Analysis: Least-Squares Versus Stochastic Regressions
4. Experimental Results and Analysis
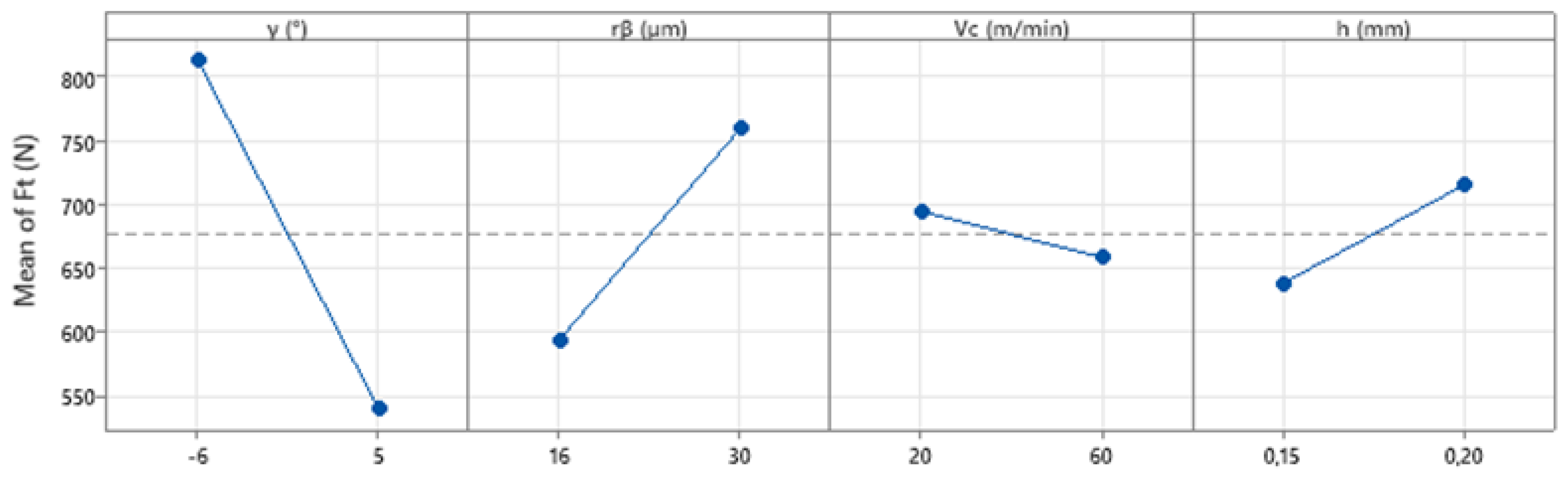
4.1. Cutting and Thrust Forces
(R-sq = 0.94)
(R-sq = 0.97)
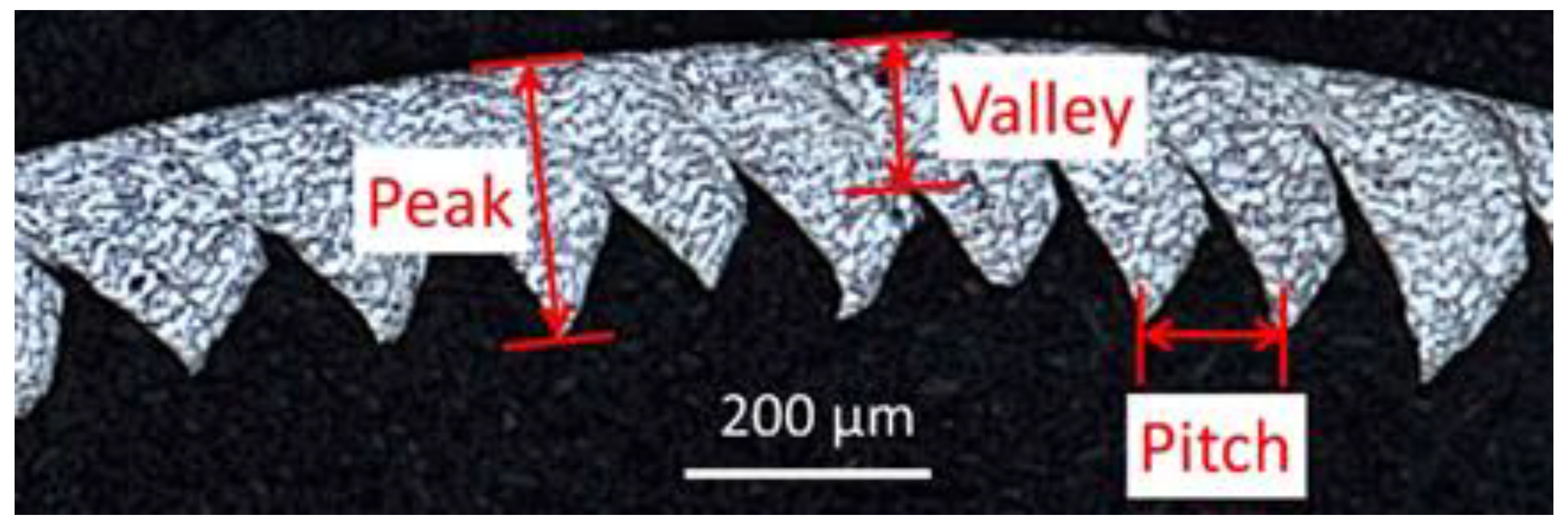
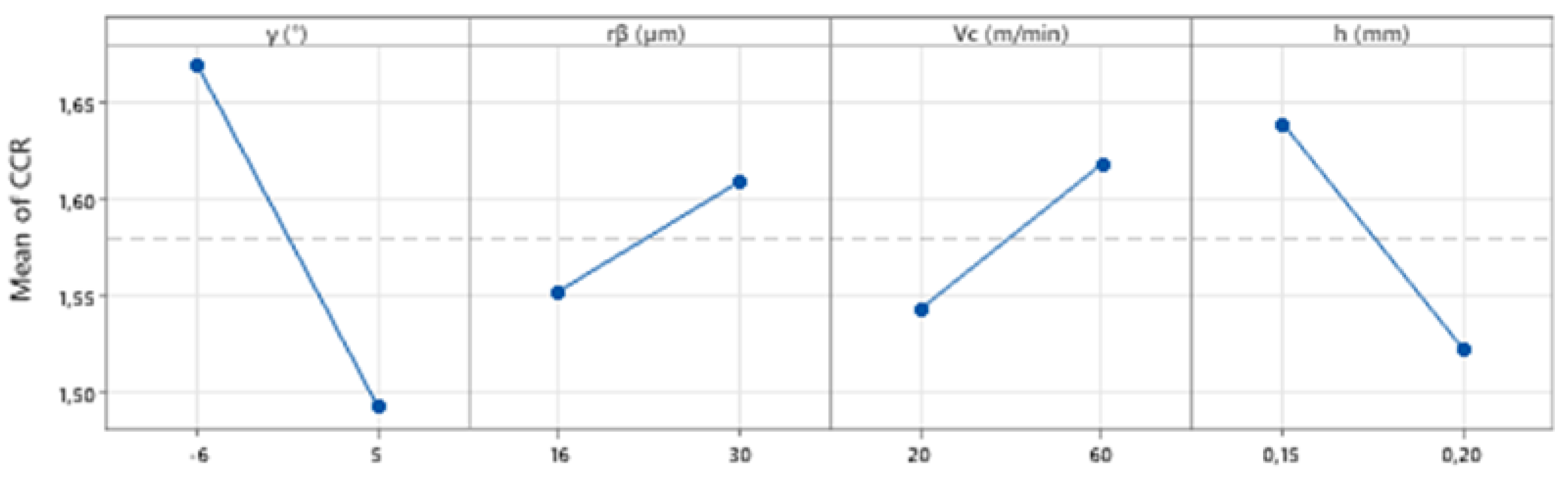
4.2. Chip Compression Ratio (CCR)
− 0.01900 γn (°) ∗ rn (µm) − 0.03096 γn (°) ∗ Vc (m/min) + 0.02808 γn (°) ∗ h (mm)
− 0.03529 rn (µm) ∗ Vc (m/min) − 0.01587 γn (°) ∗ rn (µm) ∗ Vc (m/min)
+ 0.02050 γn (°) ∗ rn (µm) ∗ h (mm) + 0.04121 γn (°) ∗ Vc (m/min) ∗ h (mm)
+ 0.01763 γn (°) ∗ rn (µm) ∗ Vc (m/min) ∗ h (mm)
(R-sq = 0.86)
4.3. Residual Stresses at the Machined Surface
(R-sq = 0.97)
(R-sq = 0.76)
(R-sq = 0.99)
(R-sq = 0.92)
5. Conclusions
- Both forces decrease when the tool rake angle (γn) and cutting speed (Vc) increase, and they increase with the tool edge radius (rn) and the uncut chip thickness (h).
- CCR decreases as the tool rake angle (γn) and uncut chip thickness (h) increase, and it increases with the tool edge radius (rn) and cutting speed (Vc).
- Longitudinal residual stress (SRSL) decreases as the tool rake angle (γn) and tool edge radius (rn) increase, while it is negligibly affected by the cutting speed (Vc) and the uncut chip thickness (h).
- Transversal residual stress (SRST) also decreases as the tool rake angle (γn) and tool edge radius (rn) increase, while it increases with the cutting speed (Vc) and uncut chip thickness (h).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ML | Machine learning |
| RSM | Response surface methodology |
| ANN | Artificial neural network |
| GA | Genetic algorithms |
| FDZ | First deformation zone |
| SDZ | Second deformation zone |
| TDZ | Tertiary deformation zone |
| DOE | Design of experiments |
| FEM | Finite element method |
| PCBN | Polycrystalline cubic boron nitride |
| ANFIS | Adaptive neuro-fuzzy inference system |
| CCR | Chip compression ratio |
| CCRmax | Maximum chip compression ratio |
| SRS | Residual stresses at the machined surface |
| SRSL | Residual stresses at the machined surface in the longitudinal direction |
| SRST | Residual stresses at the machined surface in the transversal direction |
| RS | Residual stresses |
| XRD | X-ray diffraction |
| Fc | Cutting force (N) |
| Ft | Thrust force (N) |
| Vc | Cutting speed (m/min) |
| h | Uncut chip thickness (mm) |
| h1 | Chip thickness (mm) |
| αn | Flank angle (°) |
| γn | Rake angle (°) |
| rn | Cutting edge radius (µm) |
| w | Width of cut (mm) |
| x | Independent variable |
| y | Dependent variable |
| (,) | Data points |
| a, b | regression coefficients |
| S | Cost function |
| and | Mean values of and |
| Nσi | Normal distribution |
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH: Weinheim, Germany, 2005. [Google Scholar]
- Lee, J.-Y.; Nagalingam, A.P.; Yeo, S.H. A Review on the State-of-the-Art of Surface Finishing Processes and Related ISO/ASTM Standards for Metal Additive Manufactured Components. Virtual Phys. Prototyp. 2021, 16, 68–96. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Gupta, M.K.; Tomaz, I.; Pimenov, D.Y.; Kuntoğlu, M.; Khanna, N.; Yıldırım, Ç.V.; Krolczyk, G.M. A State-of-the-Art Review on Tool Wear and Surface Integrity Characteristics in Machining of Superalloys. CIRP J. Manuf. Sci. Technol. 2021, 35, 624–658. [Google Scholar] [CrossRef]
- Wyen, C.-F.; Wegener, K. Influence of Cutting Edge Radius on Cutting Forces in Machining Titanium. CIRP Ann. 2010, 59, 93–96. [Google Scholar] [CrossRef]
- Yen, Y.-C.; Jain, A.; Altan, T. A Finite Element Analysis of Orthogonal Machining Using Different Tool Edge Geometries. J. Mater. Processing Technol. 2004, 146, 72–81. [Google Scholar] [CrossRef]
- Fang, N.; Pai, P.S.; Edwards, N. A Comparative Study of High-Speed Machining of Ti-6Al-4V and Inconel 718—Part II: Effect of Dynamic Tool Edge Wear on Cutting Vibrations. Int. J. Adv. Manuf. Technol. 2013, 68, 1417–1428. [Google Scholar] [CrossRef]
- Abushawashi, Y.; Xiao, X.; Astakhov, V. A Novel Approach for Determining Material Constitutive Parameters for a Wide Range of Triaxiality under Plane Strain Loading Conditions. Int. J. Mech. Sci. 2013, 74, 133–142. [Google Scholar] [CrossRef]
- Upadhyay, V.; Jain, P.K.; Mehta, N.K. Comprehensive Study of Chip Morphology in Turning of Ti-6Al-4V. In Proceedings of the 5th International and 26th All India Manufacturing Technology, Design and Research Conference AIMTDR 2014, Guwahati, India, 12–14 December 2014. [Google Scholar]
- Bermingham, M.J.; Kirsch, J.; Sun, S.; Palanisamy, S.; Dargusch, M.S. New Observations on Tool Life, Cutting Forces and Chip Morphology in Cryogenic Machining Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2011, 51, 500–511. [Google Scholar] [CrossRef]
- Li, A.; Zang, J.; Zhao, J. Effect of Cutting Parameters and Tool Rake Angle on the Chip Formation and Adiabatic Shear Characteristics in Machining Ti-6Al-4V Titanium Alloy. Int. J. Adv. Manuf. Technol. 2020, 107, 3077–3091. [Google Scholar] [CrossRef]
- Hua, J.; Shivpuri, R. Prediction of Chip Morphology and Segmentation during the Machining of Titanium Alloys. J. Mater. Processing Technol. 2004, 150, 124–133. [Google Scholar] [CrossRef]
- Cotterell, M.; Byrne, G. Dynamics of Chip Formation during Orthogonal Cutting of Titanium Alloy Ti–6Al–4V. CIRP Ann. 2008, 57, 93–96. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Brinksmeier, E.; M’Saoubi, R.; Aspinwall, D.K.; Outeiro, J.C.; Meyer, D.; Umbrello, D.; Jayal, A.D. Surface Integrity in Material Removal Processes: Recent Advances. CIRP Ann.-Manuf. Technol. 2011, 60, 603–626. [Google Scholar] [CrossRef]
- Denguir, L.A.; Outeiro, J.C.; Fromentin, G. Multi-Physical Analysis of the Electrochemical Behaviour of OFHC Copper Surfaces Obtained by Orthogonal Cutting. Corros. Eng. Sci. Technol. 2020, 56, 189–198. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Outeiro, J.C.; Chandrasekaran, H.; Dillon, O.W., Jr.; Jawahir, I.S. A Review of Surface Integrity in Machining and Its Impact on Functional Performance and Life of Machined Products. IJSM 2008, 1, 203. [Google Scholar] [CrossRef]
- Zlatin, N.; Field, M. Procedures and Precautions in Machining Titanium Alloys. In Titanium Science and Technology; Jaffee, R.I., Burte, H.M., Eds.; Springer: Boston, MA, USA, 1973; pp. 489–504. ISBN 978-1-4757-1346-6. [Google Scholar]
- Narutaki, N.; Murakoshi, A.; Motonishi, S.; Takeyama, H. Study on Machining of Titanium Alloys. CIRP Ann. 1983, 32, 65–69. [Google Scholar] [CrossRef]
- Sun, J.; Guo, Y.B. A Comprehensive Experimental Study on Surface Integrity by End Milling Ti–6Al–4V. J. Mater. Process. Technol. 2009, 209, 4036–4042. [Google Scholar] [CrossRef]
- Madyira, D.; Laubscher, R.; van Rensburg, N.J.; Henning, P. High Speed Machining Induced Residual Stresses in Grade 5 Titanium Alloy. Proc. IMechE 2013, 227, 208–215. [Google Scholar] [CrossRef]
- Yang, D.; Liu, Z.; Ren, X.; Zhuang, P. Hybrid Modeling with Finite Element and Statistical Methods for Residual Stress Prediction in Peripheral Milling of Titanium Alloy Ti-6Al-4V. Int. J. Mech. Sci. 2016, 108–109, 29–38. [Google Scholar] [CrossRef]
- Chen, G.; Caudill, J.; Chen, S.; Jawahir, I.S. Machining-Induced Surface Integrity in Titanium Alloy Ti-6Al-4V: An Investigation of Cutting Edge Radius and Cooling/Lubricating Strategies. J. Manuf. Processes 2022, 74, 353–364. [Google Scholar] [CrossRef]
- Aveiro, P. Design of Experiments in Production Engineering; Davim, J.P., Ed.; Management and Industrial Engineering; Springer International Publishing: Cham, Switzerland, 2016; ISBN 978-3-319-23837-1. [Google Scholar]
- Mia, M.; Khan, M.A.; Dhar, N.R. Study of Surface Roughness and Cutting Forces Using ANN, RSM, and ANOVA in Turning of Ti-6Al-4V under Cryogenic Jets Applied at Flank and Rake Faces of Coated WC Tool. Int. J. Adv. Manuf. Technol. 2017, 93, 975–991. [Google Scholar] [CrossRef]
- Kandráč, L.; Maňková, I.; Vrabel’, M.; Beňo, J. Finite Element Simulation of Cutting Forces in Orthogonal Machining of Titanium Alloy Ti-6Al-4V. Appl. Mech. Mater. 2014, 474, 192–199. [Google Scholar] [CrossRef]
- Khanna, N.; Davim, J.P. Design-of-Experiments Application in Machining Titanium Alloys for Aerospace Structural Components. Measurement 2015, 61, 280–290. [Google Scholar] [CrossRef]
- Altintas, Y.; Aslan, D. Integration of Virtual and On-Line Machining Process Control and Monitoring. CIRP Ann. 2017, 66, 349–352. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, T.J.Y.; Wang, X.; Kim, M.; Quan, Y.-J.; Oh, J.W.; Min, S.-H.; Kim, H.; Bhandari, B.; Yang, I.; et al. Smart Machining Process Using Machine Learning: A Review and Perspective on Machining Industry. Int. J. Precis. Eng. Manuf.-Green Technol. 2018, 5, 555–568. [Google Scholar] [CrossRef]
- Outeiro, J.C. Surface Integrity Predictions and Optimisation of Machining Conditions in the Turning of AISI H13 Tool Steel. Int. J. Mach. Mach. Mater. 2014, 15, 122–134. [Google Scholar] [CrossRef]
- Umbrello, D.; Ambrogio, G.; Filice, L.; Shivpuri, R. A Hybrid Finite Element Method–Artificial Neural Network Approach for Predicting Residual Stresses and the Optimal Cutting Conditions during Hard Turning of AISI 52100 Bearing Steel. Mater. Des. 2008, 29, 873–883. [Google Scholar] [CrossRef]
- D’Mello, G.; Pai, P.S.; Shetty, R.P. Surface Roughness Modeling in High Speed Turning of Ti-6Al-4V–Artificial Neural Network Approach. Mater. Today Proc. 2017, 4, 7654–7664. [Google Scholar] [CrossRef]
- Harsha, N.; Kumar, I.A.; Raju, K.S.R.; Rajesh, S. Prediction of Machinability Characteristics of Ti6Al4V Alloy Using Neural Networks and Neuro-Fuzzy Techniques. Mater. Today Proc. 2018, 5, 8454–8463. [Google Scholar] [CrossRef]
- Upadhyay, V.; Jain, P.K.; Mehta, N.K. In-Process Prediction of Surface Roughness in Turning of Ti–6Al–4V Alloy Using Cutting Parameters and Vibration Signals. Measurement 2013, 46, 154–160. [Google Scholar] [CrossRef]
- Rajaparthiban, J.; Sait, A.N. Experimental Investigation on Machining of Titanium Alloy (Ti 6Al 4V) and Optimization of Its Parameters Using ANN. Mechanics 2018, 24, 449–455. [Google Scholar] [CrossRef] [Green Version]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, A.R.; Tomaz, Í.V.; Sarikaya, M.; Wojciechowski, S.; Mikolajczyk, T.; Kaplonek, W. Improvement of Machinability of Ti and Its Alloys Using Cooling-Lubrication Techniques: A Review and Future Prospect. J. Mater. Res. Technol. 2021, 11, 719–753. [Google Scholar] [CrossRef]
- ASTM E3-11; Standard Guide for Preparation of Metallographic Specimens. ASM International: West Conshohocken, PA, USA, 2017.
- Astakhov, V.P.; Shvets, S. The Assessment of Plastic Deformation in Metal Cutting. J. Mater. Processing Technol. 2004, 146, 193–202. [Google Scholar] [CrossRef]
- Noyan, I.C.; Cohen, J.B. Residual Stress—Measurement by Diffraction and Interpretation; Society for Experimental Mechanics; Springer: New York, NY, USA, 1987. [Google Scholar]
- Astakhov, V.P. Metal. Cutting Mechanics; CRC Press: Boca Raton, FL, USA, 1998. [Google Scholar]
- Abushawashi, Y.; Xiao, X.; Astakhov, V. Practical Applications of the “Energy–Triaxiality” State Relationship in Metal Cutting. Mach. Sci. Technol. 2017, 21, 1–18. [Google Scholar] [CrossRef]
- Outeiro, J.C. Residual Stresses in Machining. In Mechanics of Materials in Modern Manufacturing Methods and Processing Technique; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Denguir, L.A.; Outeiro, J.C.; Fromentin, G.; Vignal, V.; Besnard, R. A Physical-Based Constitutive Model for Surface Integrity Prediction in Machining of OFHC Copper. J. Mater. Processing Technol. 2017, 248, 143–160. [Google Scholar] [CrossRef] [Green Version]
- Cheng, W.; Outeiro, J.; Costes, J.-P.; M’Saoubi, R.; Karaouni, H.; Astakhov, V. A Constitutive Model for Ti6Al4V Considering the State of Stress and Strain Rate Effects. Mech. Mater. 2019, 137, 103103. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Xiao, X.; Astakhov, V.P.; Liu, Z. The Effects of Stress Triaxiality and Strain Rate on the Fracture Strain of Ti6Al4V. Eng. Fract. Mech. 2019, 219, 106627. [Google Scholar] [CrossRef]
- Hou, J.; Zhou, W.; Duan, H.; Yang, G.; Xu, H.; Zhao, N. Influence of Cutting Speed on Cutting Force, Flank Temperature, and Tool Wear in End Milling of Ti-6Al-4V Alloy. Int. J. Adv. Manuf. Technol. 2014, 70, 1835–1845. [Google Scholar] [CrossRef]
- Abushawashi, Y. Modelling of Metal Cutting as Purposeful Fracture of Work Material. Ph.D. Thesis, Michigan State University, East Lansing, MI, USA, 2013. [Google Scholar]
- Storchak, R.; Möhring, S. Determination of Johnson–Cook Constitutive Parameters for Cutting Simulations. Metals 2019, 9, 473. [Google Scholar] [CrossRef] [Green Version]
- Zorev, N.N. Metal Cutting Mechanics; Pergamon Press: Oxford, UK, 1966. [Google Scholar]
- Ren, C.; Ke, Z.; Chen, G.; Wu, J. Modeling of Tool-Chip Contact Length for Orthogonal Cutting of Ti-6Al-4V Alloy Considering Segmented Chip Formation. Trans. Tianjin Univ. 2016, 22, 525–535. [Google Scholar] [CrossRef]
- Iqbal, S.A.; Mativenga, P.T.; Sheikh, M.A. A Comparative Study of the Tool–Chip Contact Length in Turning of Two Engineering Alloys for a Wide Range of Cutting Speeds. Int J. Adv. Manuf Technol 2009, 42, 30–40. [Google Scholar] [CrossRef]
- Liu, C.R.; Barash, M.M. The Mechanical State of the Sublayer of a Surface Generated by Chip-Removal Process, Part 1: Cutting with a Sharp Tool. J. Eng. Ind. 1976, 98, 1192–1201. [Google Scholar] [CrossRef]
- Matsumoto, Y.; Barah, M.M.; Liu, C.R. Effect of Hardeness on the Surface Integrity of AISI 4340 Steel. J. Eng. Ind. 1986, 108, 169–175. [Google Scholar] [CrossRef]
- Scholtes, B. Residual Stresses Introduced by Machining. In Advance in Surface Treatments, Technology-Applications-Effects, International Guidebook on Residual Stresses; Pergamon Press: Oxford, UK, 1987; pp. 59–71. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | Fe | O | C | N | Ti |
|---|---|---|---|---|---|---|---|
| Composition (wt. %) | 6.30 | 4.07 | 0.16 | 0.18 | 0.010 | 0.005 | Remain |
| Parameter | Value |
|---|---|
| Cutting speed, Vc (m/min) | 20; 60 |
| Uncut chip thickness, h (mm) | 0.15; 0.2 |
| Tool cutting edge radius, rn (µm) | 16 ± 1.1; 30 ± 1.9 |
| Tool rake angle, γn (°) | 5 ± 0.13; −6 ± 0.25 |
| Tool clearance angle, αn (°) | 6 ± 0.23 |
| Width of cut, w (mm) | 4 |
| Metalworking fluid | No |
| #Cutting Condition Number | γn (°) | rn (µm) | Vc (m/min) | h (mm) | Forces | CCR | RS |
|---|---|---|---|---|---|---|---|
| 1 | 5 | 16 | 20 | 0.15 | x | x | x |
| 2 | 5 | 30 | 20 | 0.15 | x | x | NA |
| 3 | 5 | 16 | 20 | 0.20 | x | x | x |
| 4 | 5 | 30 | 20 | 0.20 | x | x | NA |
| 5 | 5 | 16 | 60 | 0.15 | x | x | x |
| 6 | 5 | 30 | 60 | 0.15 | x | x | x |
| 7 | 5 | 16 | 60 | 0.20 | x | x | x |
| 8 | 5 | 30 | 60 | 0.20 | x | x | NA |
| 9 | −6 | 16 | 20 | 0.15 | x | x | NA |
| 10 | −6 | 30 | 20 | 0.15 | x | x | NA |
| 11 | −6 | 16 | 20 | 0.20 | x | x | NA |
| 12 | −6 | 30 | 20 | 0.20 | x | x | NA |
| 13 | −6 | 16 | 60 | 0.15 | x | x | x |
| 14 | −6 | 30 | 60 | 0.15 | x | x | x |
| 15 | −6 | 16 | 60 | 0.20 | x | x | NA |
| 16 | −6 | 30 | 60 | 0.20 | x | x | NA |
| Cutting Condition Number | γn (°) | rn (µm) | Vc (m/min) | h (mm) | Fc (N) | Ft (N) |
|---|---|---|---|---|---|---|
| 1 | 5 | 16 | 20 | 0.15 | 1268 ± 10 | 479 ± 29 |
| 2 | 5 | 30 | 20 | 0.15 | 1284 ± 6 | 601 ± 12 |
| 3 | 5 | 16 | 20 | 0.20 | 1522 ± 47 | 517 ± 31 |
| 4 | 5 | 30 | 20 | 0.20 | 1549 ± 19 | 639 ± 8 |
| 5 | 5 | 16 | 60 | 0.15 | 1109 ± 28 | 394 ± 15 |
| 6 | 5 | 30 | 60 | 0.15 | 1157 ± 9 | 572 ± 24 |
| 7 | 5 | 16 | 60 | 0.20 | 1364 ± 32 | 463 ± 8 |
| 8 | 5 | 30 | 60 | 0.20 | 1436 ± 11 | 649 ± 27 |
| 9 | −6 | 16 | 20 | 0.15 | 1354 ± 21 | 681 ± 8 |
| 10 | −6 | 30 | 20 | 0.15 | 1443 ± 8 | 894 ± 25 |
| 11 | −6 | 16 | 20 | 0.20 | 1673 ± 17 | 810 ± 18 |
| 12 | −6 | 30 | 20 | 0.20 | 1709 ± 8 | 931 ± 0 |
| 13 | −6 | 16 | 60 | 0.15 | 1209 ± 18 | 633 ± 9 |
| 14 | −6 | 30 | 60 | 0.15 | 1370 ± 180 | 843 ± 53 |
| 15 | −6 | 16 | 60 | 0.20 | 1536 ± 8 | 773 ± 12 |
| 16 | −6 | 30 | 60 | 0.20 | 1587 ± 2 | 934 ± 20 |
| γn (°) | rn (µm) | Vc (m/min) | h (mm) | Ft (N) | Fc (N) |
|---|---|---|---|---|---|
| 5 | 16 | 60 | 0.15 | 394.750 | 1103.88 |
| Cutting Condition Number | γn (°) | rn (µm) | vc (m/min) | h (mm) | CCR (-) |
|---|---|---|---|---|---|
| 1 | 5 | 16 | 20 | 0.15 | 1.50 ± 0.06 |
| 2 | 5 | 30 | 20 | 0.15 | 1.60 ± 0.05 |
| 3 | 5 | 16 | 20 | 0.20 | 1.35 ± 0.03 |
| 4 | 5 | 30 | 20 | 0.20 | 1.49 ± 0.04 |
| 5 | 5 | 16 | 60 | 0.15 | 1.60 ± 0.07 |
| 6 | 5 | 30 | 60 | 0.15 | 1.39 ± 0.07 |
| 7 | 5 | 16 | 60 | 0.20 | 1.48 ± 0.03 |
| 8 | 5 | 30 | 60 | 0.20 | 1.52 ± 0.02 |
| 9 | −6 | 16 | 20 | 0.15 | 1.57 ± 0.09 |
| 10 | −6 | 30 | 20 | 0.15 | 1.70 ± 0.05 |
| 11 | −6 | 16 | 20 | 0.20 | 1.49 ± 0.07 |
| 12 | −6 | 30 | 20 | 0.20 | 1.63 ± 0.11 |
| 13 | −6 | 16 | 60 | 0.15 | 1.83 ± 0.05 |
| 14 | −6 | 30 | 60 | 0.15 | 1.92 ± 0.08 |
| 15 | −6 | 16 | 60 | 0.20 | 1.59 ± 0.07 |
| 16 | −6 | 30 | 60 | 0.20 | 1.61 ± 0.07 |
| γn (°) | rn (µm) | Vc (m/min) | h (mm) | CCR (-) |
|---|---|---|---|---|
| 5 | 16 | 20 | 0.20 | 1.35 |
| Cutting Condition Number | γn (°) | rn (µm) | Vc (m/min) | h (mm) | SRSL (MPa) | SRST (MPa) |
|---|---|---|---|---|---|---|
| 1 | 5 | 16 | 20 | 0.15 | −454 ± 141 | −73 ± 58 |
| 2 | 5 | 30 | 20 | 0.15 | NA | NA |
| 3 | 5 | 16 | 20 | 0.20 | −387 ± 58 | 9 ± 60 |
| 4 | 5 | 30 | 20 | 0.20 | NA | NA |
| 5 | 5 | 16 | 60 | 0.15 | −400 ± 72 | 52 ± 60 |
| 6 | 5 | 30 | 60 | 0.15 | −619 ± 68 | −51 ± 61 |
| 7 | 5 | 16 | 60 | 0.20 | −423 ± 38 | 25 ± 85 |
| 8 | 5 | 30 | 60 | 0.20 | NA | NA |
| 9 | −6 | 16 | 20 | 0.15 | NA | NA |
| 10 | −6 | 30 | 20 | 0.15 | NA | NA |
| 11 | −6 | 16 | 20 | 0.20 | NA | NA |
| 12 | −6 | 30 | 20 | 0.20 | NA | NA |
| 13 | −6 | 16 | 60 | 0.15 | −273 ± 53 | 64 ± 71 |
| 14 | −6 | 30 | 60 | 0.15 | −479 ± 86 | 57 ± 69 |
| 15 | −6 | 16 | 60 | 0.20 | NA | NA |
| 16 | −6 | 30 | 60 | 0.20 | NA | NA |
| Cutting Condition Number | γn (°) | rn (µm) | Vc (m/min) | h (mm) | SRSL (MPa) | SRST (MPa) | SRS Measured or Predicted |
|---|---|---|---|---|---|---|---|
| 1 | 5 | 16 | 20 | 0.15 | −454 ± 141 | 73 ± 58 | Measured |
| 2 | 5 | 30 | 20 | 0.15 | −631 ± 37 | −94 ± 53 | Predicted |
| 3 | 5 | 16 | 20 | 0.20 | −387 ± 58 | 9 ± 60 | Measured |
| 4 | 5 | 30 | 20 | 0.20 | −611 ± 37 | −57 ± 53 | Predicted |
| 5 | 5 | 16 | 60 | 0.15 | −400 ± 72 | 52 ± 60 | Measured |
| 6 | 5 | 30 | 60 | 0.15 | −619 ± 68 | −51 ± 61 | Measured |
| 7 | 5 | 16 | 60 | 0.20 | −423 ± 38 | 25 ± 85 | Measured |
| 8 | 5 | 30 | 60 | 0.20 | −600 ± 37 | 4 ± 53 | Predicted |
| 9 | −6 | 16 | 20 | 0.15 | −285 ± 37 | 21 ± 53 | Predicted |
| 10 | −6 | 30 | 20 | 0.15 | −486 ± 37 | −22 ± 53 | Predicted |
| 11 | −6 | 16 | 20 | 0.20 | −265 ± 37 | 57 ± 53 | Predicted |
| 12 | −6 | 30 | 20 | 0.20 | −466 ± 37 | 14 ± 53 | Predicted |
| 13 | −6 | 16 | 60 | 0.15 | −273 ± 53 | 64 ± 71 | Measured |
| 14 | −6 | 30 | 60 | 0.15 | −479 ± 86 | 57 ± 69 | Measured |
| 15 | −6 | 16 | 60 | 0.20 | −254 ± 37 | 119 ± 53 | Predicted |
| 16 | −6 | 30 | 60 | 0.20 | −455 ± 37 | 75 ± 53 | Predicted |
| γn (°) | rn (µm) | Vc (m/min) | h (mm) | SRST (MPa) | SRSL (MPa) |
|---|---|---|---|---|---|
| 5 | 30 | 20 | 0.15 | −93.75 | −631.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Outeiro, J.; Cheng, W.; Chinesta, F.; Ammar, A. Modelling and Optimization of Machining of Ti-6Al-4V Titanium Alloy Using Machine Learning and Design of Experiments Methods. J. Manuf. Mater. Process. 2022, 6, 58. https://doi.org/10.3390/jmmp6030058
Outeiro J, Cheng W, Chinesta F, Ammar A. Modelling and Optimization of Machining of Ti-6Al-4V Titanium Alloy Using Machine Learning and Design of Experiments Methods. Journal of Manufacturing and Materials Processing. 2022; 6(3):58. https://doi.org/10.3390/jmmp6030058
Chicago/Turabian StyleOuteiro, José, Wenyu Cheng, Francisco Chinesta, and Amine Ammar. 2022. "Modelling and Optimization of Machining of Ti-6Al-4V Titanium Alloy Using Machine Learning and Design of Experiments Methods" Journal of Manufacturing and Materials Processing 6, no. 3: 58. https://doi.org/10.3390/jmmp6030058