
Towards the Determination of Machining Allowances and Surface Roughness of 3D-Printed Parts Subjected to Abrasive Flow Machining


Abstract
:
1. Introduction
2. Methodology
2.1. AFM Process Numerical Modeling
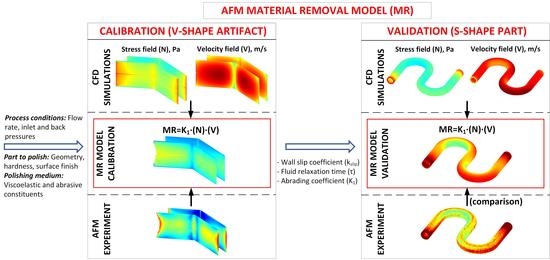
2.1.1. Material Removal Model: General Formulation
- Polished part hardness and geometric attributes (shape and surface roughness);
- Rheological properties of the abrasive medium that depend on its composition (type of the viscous carrier + type and concentration of abrasive particles) and the temperature of use;
- AFM operation conditions: inlet and back pressures.
2.1.2. CFD Simulations: Simplified Viscoelastic Model
2.2. AFM Process Experimentations
2.2.1. Materials and Parts
2.2.2. AFM Setups
2.2.3. Measuring Equipment and Protocols
2.3. CFD Simulation, Model Calibration and Validation
2.3.1. CFD Simulation Setups
- Identical time rate dependences for the first normal and shear-rate viscosities;
- Constant values for the relaxation time, . As a first approximation, was taken at the cross-over of the and graphs and then calibrated using the results obtained with the pre-polished V-shape artifacts.
2.3.2. Model Calibration and Validation
- The model calibration phase using two types of V-shape artifacts:
- (a)
- The pre-polished V-shape artifact serves for the calculations of the stress and velocity fields of the polishing medium, and it is realized in two steps:
- -
- First step: calibration. The entire AFM setup containing the V-shape artifact (Figure 9) is considered to be fully polished and having an identical and constant coefficient, irrespective of the polishing stage. The value is adjusted to equalize the simulated and the experimentally-measured inlet pressures: , and then applied as the BC on walls.
- -
- Second step: and calibration. The relaxation time () and the material abrading coefficient () are adjusted to reach the best fit between the numerically predicted ) and the experimentally measured ) material removal values. To assess the degree of fitness, the maximum coefficient of determination () corresponding to the proportion of variance between the dependent and independent variables is found according to Chicco et al. [31] as:
- (b)
- The as-built V-shape artifact is used to establish the dependence of the experimentally measured surface roughness on the numerically calculated material removal, , where is the initial (as-built) wall roughness.
- The model validation phase using S-shape specimens: At this stage, the and values and the calibrated and models are used to calculate the material removal and the surface roughness at each point of the S-shape specimens during their polishing, and the results obtained are compared with their experimentally obtained equivalents to conclude on the validity of the proposed modeling approach.
3. Results
3.1. Rheology of the LV-60B Abrasive Medium
3.2. V-Shape: Weight and Material Removal Evolutions
3.3. Calibration of the CFD Model Using Pre-Polished V-Shape Artifacts
3.4. Calibration of the Function Using As-Built V-Shape Artifacts
3.5. S-Shape Specimen: Validation of the Model
- (1)
- We started from the final “Test 7” results, by assuming that the last case corresponded to the completely polished S-shape state. The entire AFM system was considered polished as well. By applying the experimental flow rate at the inlet (), the back pressure at the outlet ), and the calibrated slip coefficient (), a solution for the inlet pressure was found (). The simulated was approximately x2 lower as compared to the actual AFM process (). This difference was attributed to an additional back pressure resulting from the AFM system resistance.
- (2)
- For the 1 to 6 cases, for the chamber/reducer/fixture, we kept the same , while adjusting only for the S-shape specimen, in order to maintain an inlet pressure of .
4. Discussion
5. Conclusions
- (1)
- The developed MR model based on the simplified viscoelastic model (ANSYS Polyflow software) and the calibration methodology using the V-shape calibration artifacts shows an average discrepancy with the experimental results not exceeding 25%, which is deemed acceptable for real-case applications;
- (2)
- The slip coefficient () and the viscoelastic relaxation time () are two parameters that greatly influence the field distribution and require special attention in their determination. It is proposed to calibrate the and values using pre-polished V-shape calibration artifacts;
- (3)
- A strong dependence of on was demonstrated (both as-built V-shape and S-shape). From the CFD analysis of the S-shape specimens, a critical value of roughness value () was determined, such that for could be considered relatively constant;
- (4)
- To predict the velocity and normal stress fields, it is recommended to study an entire AFM system by simultaneously controlling the flow rate and the inlet/back pressures. With this approach, the adjustments can be achieved using real operational RAW data.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| #Passes/ Sequence | Total #Passes | Total Time (t), s | Total MR, g | MR Rate (dMR/dt), g/s | ||
|---|---|---|---|---|---|---|
| Pre-Polished | As-Built | Pre-Polished | As-Built | |||
| 0 | 0 | 0 | 0.000 | 0.000 | - | - |
| 10 | 10 | 302 | 0.029 | 0.026 | 9.43 × 10−5 | 8.73 × 10−5 |
| 15 | 25 | 756 | 0.063 | 0.035 | 7.69 × 10−5 | 1.94 × 10−5 |
| 25 | 50 | 1512 | 0.121 | 0.112 | 7.67 × 10−5 | 1.01 × 10−5 |
| 50 | 100 | 3024 | 0.223 | 0.223 | 6.72 × 10−5 | 7.33 × 10−5 |
| 100 | 200 | 6047 | 0.392 | 0.436 | 5.60 × 10−5 | 7.05 × 10−5 |
| 200 | 400 | 12,094 | 0.683 | 0.785 | 4.81 × 10−5 | 5.78 × 10−5 |
| 250 | 650 | 19,654 | 1.124 | 1.206 | 5.83 × 10−5 | 5.56 × 10−5 |
| 300 | 950 | 28,724 | 1.628 | 1.645 | 5.56 × 10−5 | 4.84 × 10−5 |
| i: Test# (# of Passes) | , s | , Psi | , m3/s | , N·s/m | |
|---|---|---|---|---|---|
| Chamber Reducer Fixture | S-Shape | ||||
| 1 (1 pass) | 2966 | 0 | 1.66 × 10−6 | 2 | 4.92 |
| 2 (1 pass) | 2211 | 2.22 × 10−6 | 3.16 | ||
| 3 (1 pass) | 1787 | 2.75 × 10−6 | 2.28 | ||
| 4 (4 passes) | 5272 | 2.80 × 10−6 | 2.23 | ||
| 5 (5 passes) | 6398 | 3.07 × 10−6 | 1.93 | ||
| 6 (7 passes) | 11,287 | 2.90 × 10−6 | 2.10 | ||
| 7 (7 passes) | 10,760 | 3.00× 10−6 | 2.00 | ||




References
- Strano, G.; Hao, L.; Everson, R.M.; Evans, K.E. Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 2013, 213, 589–597. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Badrossamay, M.; Yasa, E.; Deckers, J.; Thijs, L.; Van Humbeeck, J. Part and material properties in selective laser melting of metals. In Proceedings of the 16th International Symposium on Electromachining (ISEM XVI), Shanghai, China, 19–23 April 2010; pp. 3–14. [Google Scholar]
- Urlea, V.; Brailovski, V. Electropolishing and electropolishing-related allowances for powder bed selectively laser-melted Ti-6Al-4V alloy components. J. Mater. Process. Technol. 2017, 242, 1–11. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Surface morphology in selective laser melting of metal powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef] [Green Version]
- Cherry, J.; Davies, H.; Mehmood, S.; Lavery, N.; Brown, S.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef] [Green Version]
- Alrbaey, K.; Wimpenny, D.; Tosi, R.; Manning, W.; Moroz, A. On optimization of surface roughness of selective laser melted stainless steel parts: A statistical study. J. Mater. Eng. Perform. 2014, 23, 2139–2148. [Google Scholar] [CrossRef]
- Urlea, V.; Brailovski, V. Electropolishing and electropolishing-related allowances for IN625 alloy components fabricated by laser powder-bed fusion. Int. J. Adv. Manuf. Technol. 2017, 92, 4487–4499. [Google Scholar] [CrossRef]
- Pyka, G.; Burakowski, A.; Kerckhofs, G.; Moesen, M.; Van Bael, S.; Schrooten, J.; Wevers, M. Surface modification of Ti6Al4V open porous structures produced by additive manufacturing. Adv. Eng. Mater. 2012, 14, 363–370. [Google Scholar] [CrossRef]
- Mohammadian, N.; Turenne, S.; Brailovski, V. Surface finish control of additively-manufactured Inconel 625 components using combined chemical-abrasive flow polishing. J. Mater. Process. Technol. 2018, 252, 728–738. [Google Scholar] [CrossRef]
- Rhoades, L. Abrasive flow machining: A case study. J. Mater. Process. Technol. 1991, 28, 107–116. [Google Scholar] [CrossRef]
- Cheng, K.; Shao, Y.; Bodenhorst, R.; Jadva, M. Modeling and Simulation of Material Removal Rates and Profile Accuracy Control in Abrasive Flow Machining of the Integrally Bladed Rotor Blade and Experimental Perspectives. J. Manuf. Sci. Eng. 2017, 139, 8. [Google Scholar] [CrossRef]
- Ferchow, J.; Baumgartner, H.; Klahn, C.; Meboldt, M. Model of surface roughness and material removal using abrasive flow machining of selective laser melted channels. Rapid Prototyp. J. 2020, 26, 1165–1176. [Google Scholar] [CrossRef]
- Kumar, S.S.; Hiremath, S.S. A review on abrasive flow machining (AFM). Procedia Technol. 2016, 25, 1297–1304. [Google Scholar] [CrossRef] [Green Version]
- Trengove, S.A. Extrusion Honing Using Mixtures of Polyborosiloxanes and Grit. Ph.D. Thesis, Sheffield Hallam University (United Kingdom), Ann Arbor, MI, USA, 1993. [Google Scholar]
- Kar, K.K.; Ravikumar, N.; Tailor, P.B.; Ramkumar, J.; Sathiyamoorthy, D. Performance evaluation and rheological characterization of newly developed butyl rubber based media for abrasive flow machining process. J. Mater. Process. Technol. 2009, 209, 2212–2221. [Google Scholar] [CrossRef]
- Dong, Z.G.; Zhang, Y.; Lei, H. Cutting factors and testing of highly viscoelastic fluid abrasive flow machining. Int. J. Adv. Manuf. Technol. 2021, 112, 3459–3470. [Google Scholar] [CrossRef]
- Bouland, C.; Urlea, V.; Beaubier, K.; Samoilenko, M.; Brailovski, V. Abrasive flow machining of laser powder bed-fused parts: Numerical modeling and experimental validation. J. Mater. Process. Technol. 2019, 273, 116262. [Google Scholar] [CrossRef]
- Jain, R.K.; Jain, V.K.; Dixit, P.M. Modeling of material removal and surface roughness in abrasive flow machining process. Int. J. Mach. Tools Manuf. 1999, 39, 1903–1923. [Google Scholar] [CrossRef]
- Wan, S.; Ang, Y.; Sato, T.; Lim, G. Process modeling and CFD simulation of two-way abrasive flow machining. Int. J. Adv. Manuf. Technol. 2014, 71, 1077–1086. [Google Scholar] [CrossRef]
- Uhlmann, E.; Doits, M.; Schmiedel, C. Development of a material model for visco-elastic abrasive medium in abrasive flow machining. Procedia Cirp 2013, 8, 351–356. [Google Scholar] [CrossRef]
- Dash, R.; Maity, K. Simulation of abrasive flow machining process for 2D and 3D mixture models. Front. Mech. Eng. 2015, 10, 424–432. [Google Scholar] [CrossRef]
- Uhlmann, E.; Schmiedel, C.; Wendler, J. CFD simulation of the abrasive flow machining process. Procedia Cirp 2015, 31, 209–214. [Google Scholar] [CrossRef] [Green Version]
- Schey, J.A. Introduction to Manufacturing Processes, 3rd ed.; McGraw-Hill: New York, NY, USA, 2000; pp. 631–632. [Google Scholar]
- Brinksmeier, E.; Riemer, O.; Gessenharter, A. Finishing of structured surfaces by abrasive polishing. Precis. Eng. 2006, 30, 325–336. [Google Scholar] [CrossRef]
- Walters, K.; Webster, M. The distinctive CFD challenges of computational rheology. Int. J. Numer. Methods Fluids 2003, 43, 577–596. [Google Scholar] [CrossRef]
- Niethammer, M.; Marschall, H.; Bothe, D. Robust direct numerical simulation of viscoelastic flows. Chem. Ing. Tech. 2019, 91, 522–528. [Google Scholar] [CrossRef]
- Franck, A.J. Normal Stresses in Shear Flow; TA Instruments: New Castle, DE, USA, 2017; p. AN007:1–AN007:4. [Google Scholar]
- Macosko, C.W. Rheology: Principles, Measurements, and Applications; Wiley-VCH: New York, NY, USA, 1994; pp. 5–7. [Google Scholar]
- TA-Instruments. Rheology: Theory and Application. Training Manual; TA Instruments: New Castle, DE, USA, 2019; p. 174. [Google Scholar]
- EOS. EOS Stainless Steel CX. Material Data Sheet; EOS: Krailling, Germany, 2019; pp. 1–6. [Google Scholar]
- Chicco, D.; Warrens, M.J.; Jurman, G. The coefficient of determination R-squared is more informative than SMAPE, MAE, MAPE, MSE and RMSE in regression analysis evaluation. PeerJ. Comput. Sci. 2021, 7, e623. [Google Scholar] [CrossRef]
- Cox, W.; Merz, E. Correlation of dynamic and steady flow viscosities. J. Polym. Sci. 1958, 28, 619–622. [Google Scholar] [CrossRef]
- ANSYS. ANSYS Polymat User’s Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2020. [Google Scholar]
- Speich, M.; Börret, R. Mould fabrication for polymer optics. J. Eur. Opt. Soc. Rapid Publ. 2011, 6, 11050. [Google Scholar] [CrossRef] [Green Version]
- Dambon, O.; Demmer, A.; Peters, J. Surface interactions in steel polishing for the precision tool making. CIRP Ann. 2006, 55, 609–612. [Google Scholar] [CrossRef]
























| Parameter | Value | |
|---|---|---|
| V-Shape | S-Shape | |
| Software | ANSYS Polyflow Software | |
| Meshing | Size: Global: 0.50 mm V-Shape: 0.25 mm V-Shape wall: Inflation, 5 layers Face Meshing | Size: Chamber: 5.00 mm Reducer: 2.50 mm Fixture: 0.75 mm S-Shape: 0.75 mm All walls: Inflation, 5 layers Face Meshing |
| Global CFD Model | Steady state Simplified viscoelastic isothermal flow problem | |
| Shear-rate Dependence of Viscosity | Carreau–Yasuda law | |
| Simplified Viscoelastic Model | First normal viscosity * Shear-rate dependence of relaxation time: ** Weighing factor: | |
| Boundary conditions (BC) | ||
| Inlet | Fully developed flow | |
| * | differed * (see Appendix A, Table A2, Figure A1.) | |
| Outlet | ||
| Wall | Generalized Navier’s slip: where, : shear force : material parameter ** : tangential velocity at wall | |
| Carreau–Yasuda Model Parameters | , s | ||||
|---|---|---|---|---|---|
| , Pa∙s | , Pa∙s | , s | |||
| 4 313 | 2.49 × 104 | 2.08 × 10−2 | 0.605 | 8.44 × 10−7 | 0.121 |
| Parameter | Value | ||||
|---|---|---|---|---|---|
| , s | 0.00625 | 0.01250 | 0.02500 | 0.05000 | 0.12100 |
| 1.02 | 0.95 | 0.86 | 0.80 | 0.81 | |
| Maximum | 0.3721 | 0.4758 | 0.4759 | 0.3762 | 0.2797 |
| Average error, % | 43.92 | 39.29 | 35.83 | 37.27 | 39.37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samoilenko, M.; Lanik, G.; Brailovski, V. Towards the Determination of Machining Allowances and Surface Roughness of 3D-Printed Parts Subjected to Abrasive Flow Machining. J. Manuf. Mater. Process. 2021, 5, 111. https://doi.org/10.3390/jmmp5040111
Samoilenko M, Lanik G, Brailovski V. Towards the Determination of Machining Allowances and Surface Roughness of 3D-Printed Parts Subjected to Abrasive Flow Machining. Journal of Manufacturing and Materials Processing. 2021; 5(4):111. https://doi.org/10.3390/jmmp5040111
Chicago/Turabian StyleSamoilenko, Mykhailo, Greg Lanik, and Vladimir Brailovski. 2021. "Towards the Determination of Machining Allowances and Surface Roughness of 3D-Printed Parts Subjected to Abrasive Flow Machining" Journal of Manufacturing and Materials Processing 5, no. 4: 111. https://doi.org/10.3390/jmmp5040111