1. Introduction
Friction stir welding (FSW) is a newly emerged solid-state joining process. In the past decades, it has increasingly attracted the interest of researchers and industry owing to its prominent advantages over fusion welding techniques. It is a green, versatile technology capable of making high quality welds. However, FSW equipment costs and royalties limit the use of this technique in current industry [
1,
2,
3,
4]. Some attempts are made to overcome this issue. In this regard, a low-cost friction stir welding technique at right angle (RAFSW) has been developed by our research team, recently [
5,
6]. It can be employed on low-cost 3-axis CNC machining centers without any need of prior modification of the machine. The RAFSW technique is capable of making sound, defect-free welds at a zero tilt angle with low axial forces during welding compared to common FSW techniques. Thus, this method not only works with 3-axis machines instead of 4- or 5-axis machines, but also does not need sturdy, stiff and high capacity expensive equipment. Moreover, clamping and fixturing can easily use existing vises and clamps of the CNC machining center since the required holding force is lower [
5,
6]. Until now, FSW has primarily been employed to produce butt joints [
7,
8] and sometimes for a lap joint. By developing FSW techniques for lap joints, the number of applications of this technique would expand, drastically. Assembly of parts and components in the transportation industry is widely done using lap joint configuration [
8,
9,
10]. This configuration is extensively used in mechanical structures in format of riveted joints and fusion welded joints. Taking advantage of FSW lap joints, instead of the mentioned joints, can lead to reduction of weight, cost and production time of the joints. Moreover, it boosts the mechanical properties of the joint since the joint has less defects and imperfections than other types of joining processes [
7,
11,
12].
Production of sound, quality lap joints is not with the same ease of making butt joints due to some reasons [
13,
14]. Firstly, in overlap joints, there are two crack-like unwelded zones that can act as crack initiation sites when the joint is under load [
8,
11,
13]. Moreover, there are two types of defects in lap joints, which are hooking and cold lap defects. Hook defect is not always the fracture initiation site and sometimes is not really bad especially for dissimilar lap joints [
15,
16,
17] but sometimes the fracture starts from theses defects [
9,
13]. In general, they can have damaging effect on the strength of the welds. Their adverse effect can be restricted and even avoided by proper tool design and process parameters [
11,
13,
14]. Furthermore, the disruption of the oxides at the sheets interfaces is more difficult in the lap joint configuration [
13]. In addition, the weld width plays a considerable role in the joint performance [
14]. The wider the width of the weld, the more the downward axial forces generated during the welding process, which is not desirable as it increases the cost of equipment and fixturing. Moreover, plate thinning and entrapment of oxide particles happen in the lap joints, which must be minimized [
8,
11,
13]. Additionally, in lap joints, there are two overlapped sheets, which tend to separate from each other when the FSW tool progresses in the material. That can be avoided by more clamping and fixturing of the structure or by applying some changes in the tool design compared to the tools for butt joints. The negative effects of the aforementioned problems can be prevented by employing a proper tool design and adequate process parameters [
10,
11,
13]. Thus, the presence of these defects becomes negligible.
Although, there are numerous studies on the effect of tool design and process parameters [
7,
9] on the quality of the butt joints made by FSW technique, there is less research on the lap joints [
8]. Some research has shown the effect of tool design including the shoulder shape (convex, flat or concave), shoulder dimension, pin shape (cylindrical or conical) and surface features on the shoulder and pin (like flutes, grooves or threads) on the quality of the lap joints [
11,
13,
18]. For instance, Yue et al. have identified that a reverse-threaded pin works better than a threaded pin to make quality AA2024 lap joints [
19]. Buffa et al. reported that the effective material flow greatly depends on the tool design. Cylindrical-conical pins were the most effective design to make 2198-T4 lap joints in their research [
10]. Some other research has investigated the impact of the process parameters including the tool plunge depth, rotational speed, traverse speed and configuration of the lap joint on the quality of the welds [
11,
12,
20,
21]. For example, the effect of the process parameters on the mechanical properties of AA5456 lap joints has been studied in a research. The results show that the optimal mechanical properties are obtained when the rotational and traverse speed are 250 rpm and 75 mm/min, respectively [
7]. In another study investigating the effect of process parameters on AA6060 lap joints, it was shown that the increase of the rotation speed causes the decrease of joint strength [
22]. In the majority of these studies, the traverse speed is too low for industrial purposes [
7,
8,
21,
22]. Additionally, it was demonstrated that the lap joint configuration affects the strength of the joints [
10,
11] and that the best results were found when the advancing side of the weld is located on the upper sheet of the lap joint [
10].
Nowadays, there is an increasing interest to employ FSW techniques for lap joint assembly in the transportation industry. AA6061-T6 like some other alloys has many examples of application such as ship hulls, truck roof and side panels, wagon roofs. Unfortunately, there is a lack of information and too few studies on the determination of the effective working window of the tool design parameters and the process parameters to make quality AA6061-T6 lap joints by the FSW technique. To make an extensive study on the effect of these parameters on the quality of joints, Taguchi method can be employed to minimize the number of experiments [
23]. Besides, artificial neural network modeling can be used as a powerful tool to predict the behavior of the joints based on the experimental data [
24,
25]. These methods have successfully been applied in many researches regarding the FSW joints mainly for butt joint configuration [
5,
8,
25,
26].
In this paper, an extensive study is conducted on the effect of tool design parameters and process parameters on the quality of AA6061-T6 lap joints made by RAFSW technique. To this end, the Taguchi method is used to design the experiments. Afterwards, artificial neural network (ANN) modeling is employed to predict the effect of the mentioned parameters on the downward axial force during the welding process and the strength of the joints represented in terms of fracture force. In this research, high traverse speeds are applied to make the process promising for industrial use.
2. Materials and Methods
In this paper, the RAFSW technique was employed to make the lap joints of AA6061-T6 extruded sheets of 1.6 mm thickness.
Table 1 presents the chemical composition and tensile strength of this sheet metal according to the specification provided by the extruder. The sheets were cut to pieces with the dimensions of
using a shear press. A 3-axis CNC machining center, Fryer MC-15, with 25 HP spindle using CAT40 tool holders was used in this research for friction stir welding. The maximum rotational speed and the axis peak trust of this machine were 8000 rpm and 15 kN, respectively. To make the joints, two sheets were fixed on top of each other on a rigid back-plate installed on top of a calibrated dynamometer. The dynamometer was a 3-axis Kistler 9265B. The RAFSW tool was mounted into a long reach tool holder. In this paper, the specially designed tools to make RAFSW lap joints were flat shoulder tools with some grooves on the shoulder. The pin was threaded and had a conical shape. Single-pass welds were conducted along the extruded direction of the sheets.
Figure 1 depicts a general view of the tool to make lap joints by RAFSW, the RAFSW set-up, clamping of the sheets on the Kistler dynamometer, the tool in the tool holder and a welded sample.
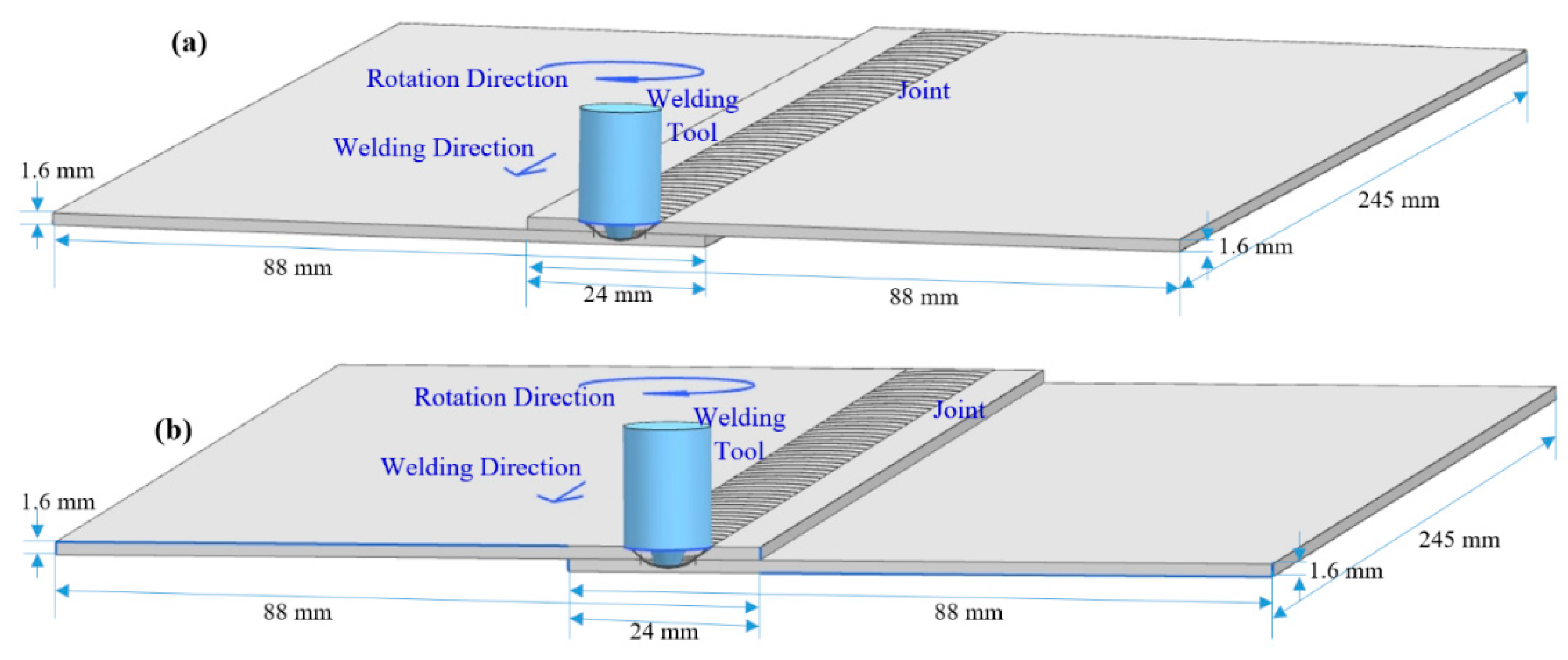
To make the lap joints, there are two types of configurations, which are not of the same properties due to the asymmetric nature of FSW joints. Thus, both types of configurations were studied in this research as illustrated in
Figure 2. The fracture force of the joints was investigated by the tensile shear test. The weld coupons were machined with the dimensions specified in
Figure 3. The top sheet was loaded in the tensile shear test [
12]. A hydraulic testing machine was used to conduct the uniaxial tensile tests under a crosshead speed of 1 mm/min. The machine was equipped with a load cell of 44.5 kN calibrated to
In this research, the single lap shear tests were done without spacers because the goal of this paper was to establish the strength of the lap joints for the applications such as the assembly of truck panels, bus and wagon roofs. In such applications, the force applied to the joint was not centered. Therefore, the single lap shear test without spacers could replicate the applied forces closer to reality than the test with spacers.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}