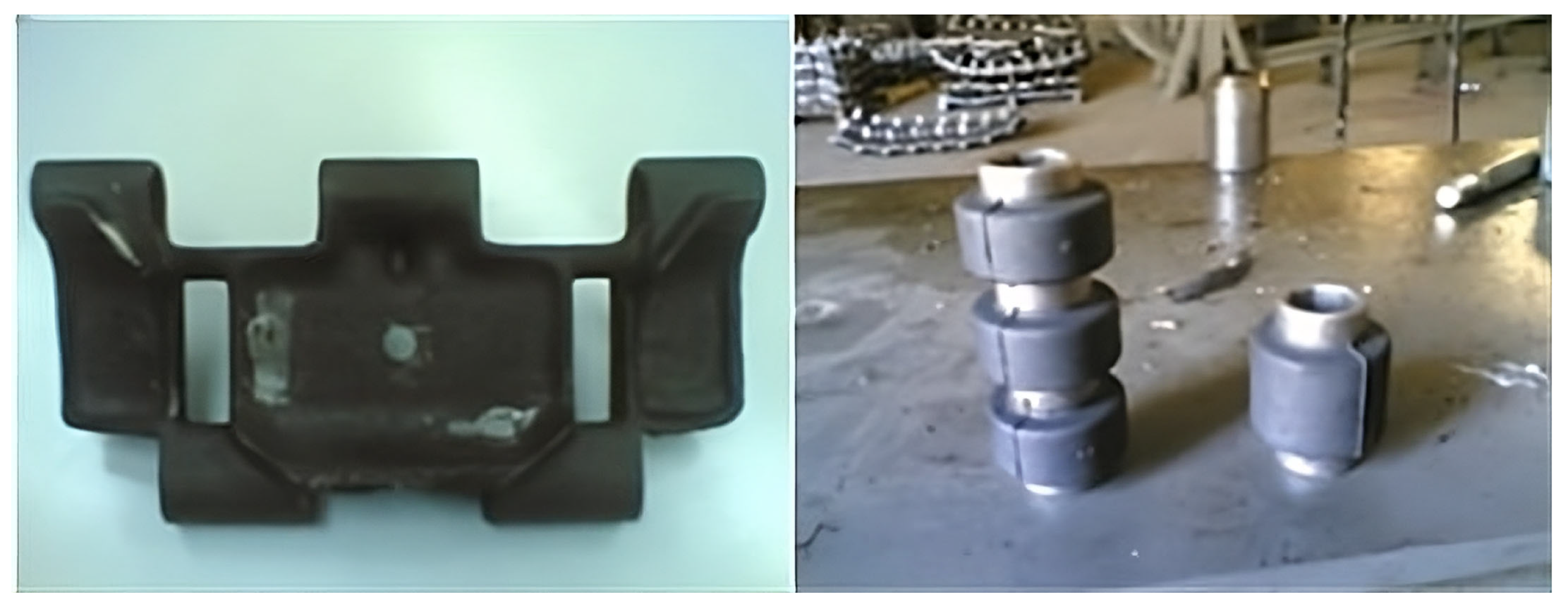
A preliminary study showed that the existing process of track assembly uses a relatively inefficient technology characterized by low productivity, heavy manual effort, and excessive material handling operations. The recognized design problems include:
This case study aims to improve the overall efficiency of the assembly workshop through the redesign of the assembly operations.
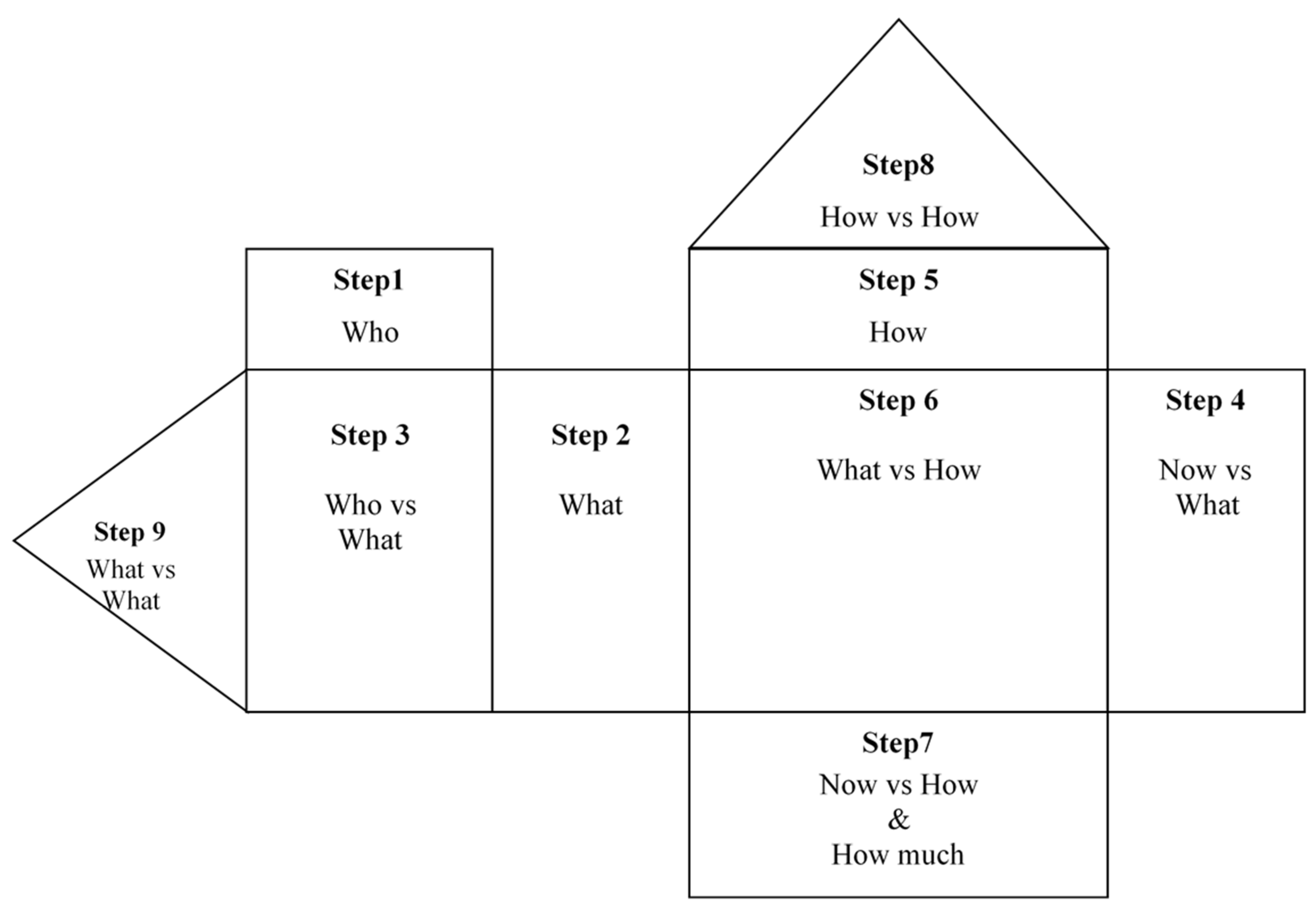
3.1. Building the Modified HoQ for the Workshop
The customers of the assembly process are classified into four groups: (1) Managers (C
1): those who take the responsibility to manage the workshop, (2) Workers (C
2): those who work in the assembly workstation, (3) Consumers (C
3): those who will buy the assembled product, and (4) Repair (C
4): those who will disassemble and repair the track links. Importance weights of customer groups are tentatively assigned by researchers on a scale from 1 to 10, and are then normalized as shown in
Table 2.
Informal interviews with the customers were conducted to determine their requirements, as summarized in
Table 3. Moreover, the overall procedures and situation in the workshop were observed and evaluated by the researchers.
The importance of the customer requirements (
min) was expressed based on the scale: 1 (not important), 2 (very low), 4 (low), 6 (moderate), 8 (high) and 10 (very high). The relative importance (
MRi) and the importance weight (
WRi) of the customer requirements were then calculated as in
Table 4.
Since no similar assembly process was located near to the research region, the currently existing workshop is considered as the competing product or system. The existing workshop was assessed relative to the requirements based on the scale: 1 (very poor), 3 (poor), 5 (neutral), 7 (good) and 10 (excellent). The overall satisfaction degree (
SDk) of the existing workshop was calculated, as shown in the last column of
Table 4. The overall satisfaction degree of the existing workshop design is estimated at 3.1, which translates to a “low” satisfaction level.
In steps 5 and 6, the designer needs to identify the design specifications based on the knowledge of the process, and then correlate these specifications to the customers’ requirements. Then in steps 7 and 8, the designer needs to set the target values of the specifications that satisfy the customer’s requirements and examine the correlation between the design specifications in order to identify the contradictions.
The design parameters for the workshop were generated by analyzing the workshop processes and customer requirements. The units of measurement and the direction of improvements of the design parameter were also determined as shown in
Table 5.
The relationships between design parameters and customer requirements were determined based on the scale: 0 (no relation), 1 (very weak), 3 (weak), 5 (moderate), 7 (strong) and 9 (very strong). The weights of the design parameters were calculated by analyzing to what extend each design parameter could technically be influenced by and correlated with the customer requirements. The resulting relationships between requirements and parameters (
xij) and the parameter weight (
WPj) are shown in
Table 6.
The existing workshop machines and the output product were assessed relative to the design parameters, and the target values were set based on these measurements as shown in
Table 7.
The relationships between the design parameters (
CPjj′) were determined based on the scale: −3 (strong negative), −1 (negative), 0 (no relation), 1 (positive) and 3 (strong positive), and are shown at the bottom left half of
Table 8. The contradiction index value (
CIjj′) for the negative relationships or contradictions were calculated and listed in the upper right half of
Table 9. The contradiction threshold value (
CCVj) for the design parameters is estimated at 0.78, and cells with absolute contradiction index values greater than 0.78 are highlighted.
The relationships between the customer requirements (
CRii′) and contradiction index values (
CIii′) were determined using the same scale in the previous step, and are shown in
Table 9. The contradiction critical value (
CCVi) for the customer requirements was estimated at 1.18, and critical contradictions are highlighted.
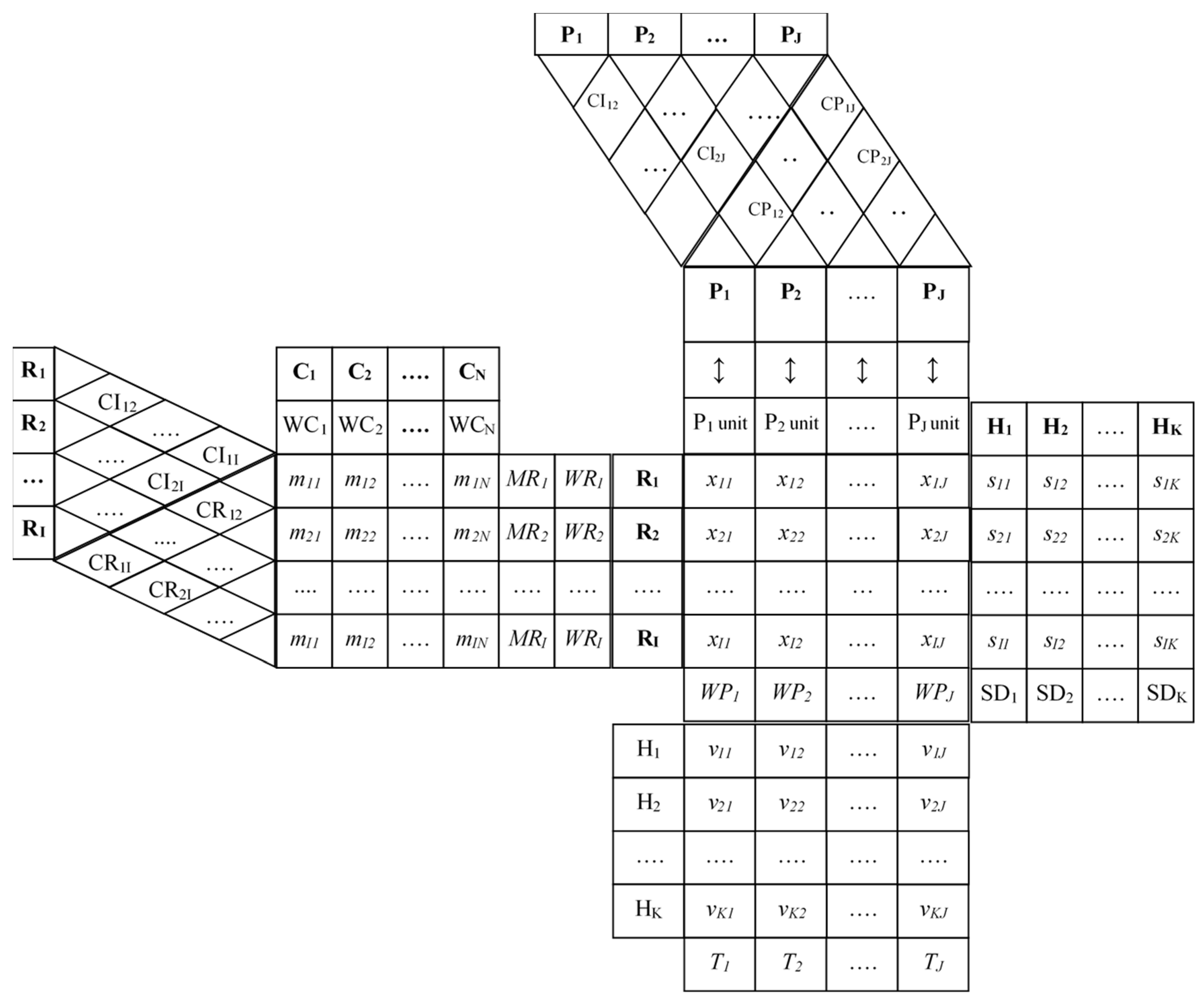
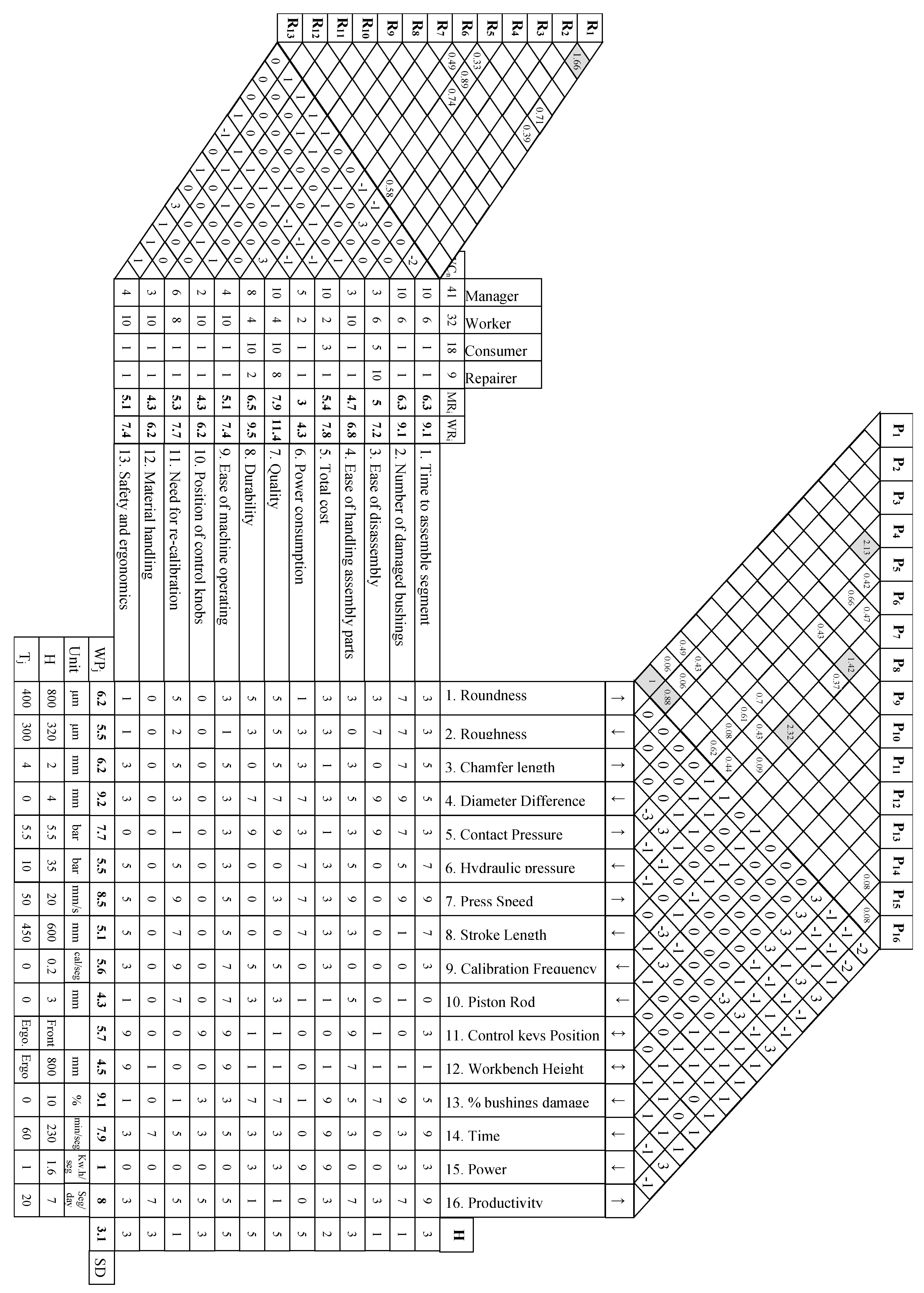
Figure 6 shows the complete modified HoQ for the assembly workshop based on obtained results.
3.2. Solving Contradictions Using TRIZ Inventive Principles
The roof of the modified HoQ shown in
Figure 6 contains two rooms: the right room contains the relationships between the design parameters and the left room contains the absolute value of the contradiction indexes of the contradicting parameters. The contradiction indexes of the critical contradictory parameters are highlighted. The critical contradictory parameters are (1) “7. Press Speed” vs. “13. Percent bushings damaged”, (2) “4. Diameter Difference” vs. “5. Contact Pressure”, (3) “7. Press Speed” vs. “9. Calibration Frequency”, (4) “1. Roundness” vs. “16. Productivity”, and (5) 2. “Roughness” vs. “16. Productivity” with contradiction indexes 2.32, 2.13, 1.42, 1.00 and 0.88 respectively.
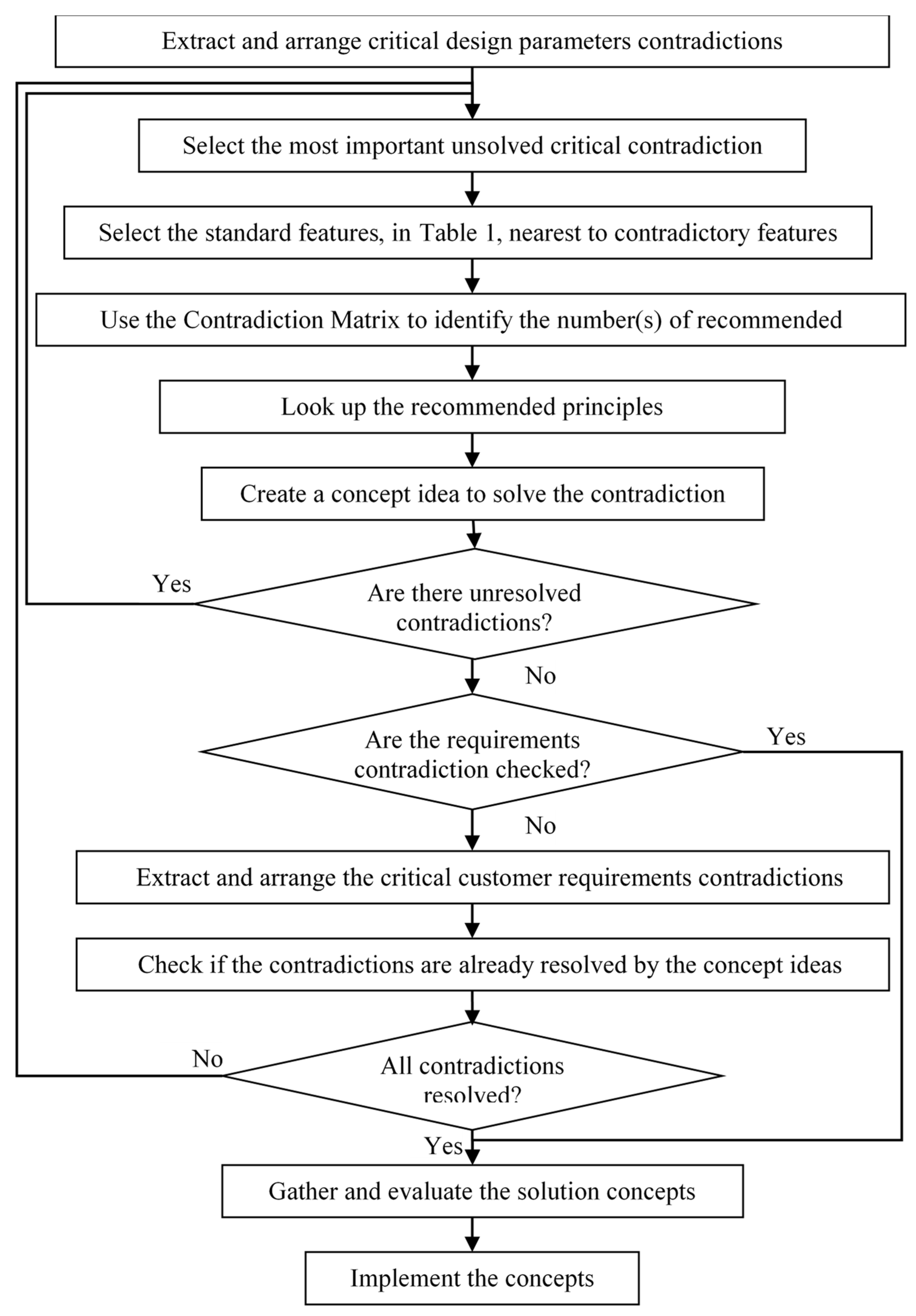
The proposed methodology to solve the contradictions using the Contradiction Matrix is applied to resolve the critical contradictions:
- 1.
“Press Speed” vs. “Percent Bushings Damaged”
When the press speed is increased, the rubberized bushings get damaged at the beginning of the pressing process. So, the improved parameter is “Press Speed” and the worsened parameter is “Percent Bushings Damaged”. The standard feature closest to the improved parameter is “9. Speed”, and is “31. Object-Generated harmful factors” for the worsened parameter. Therefore, using the Contradiction Matrix, the numbers of the recommended inventive principles are 2: Extraction, 24: Mediator, 35: Parameter Change, and 21: High Speed (Rush Through).
The Mediator principle leads us to think about using an auxiliary part to facilitate the insertion process and avoid damaging the rubber. This mediator can be a steel bar with a truncated conical hole, fixed to the machine with a gradually decreasing inner diameter; the large diameter is greater than the bushing diameter and the small one is less than the socket bore diameter. The inner surface of the cone must be sufficiently smooth to reduce friction during insertion. Alternatively, thinking the Parameter Change principle, the idea can be to heat the rubberized bushings within the elastic range to make the rubber more flexible. This would allow inserting the rubberized bushing with less force and at a higher speed without damage. A study of the change in the elastic properties of the rubberized bushing with temperature is needed to determine the suitable temperature for the process. A combination of the two solution alternatives can also be considered.
- 2.
“Diameter Difference” vs. “Contact Pressure”
The outside bushing diameter is made larger than the socket diameter so that a press-fit is obtained. The less the dimeter difference, the less the pressing force needed. However, by decreasing the diameter difference, the contact pressure also decreases, which is undesirable because a relatively high contact pressure is needed to keep bushings in place. So, the improved parameter is “Diameter Difference”, and the worsened parameter is “Contact Pressure.” The standard feature closest to the improved parameter is “3. Length of moving object”, and is “11. Pressure” for the worsened parameter.
Looking up the Contradiction Matrix, the numbers of the recommended inventive principles are 1: Segmentation, 8: Counter Force, and 35: Parameter Change. The Segmentation Principle suggests segmenting the bushing so that it can be “folded” prior to insertion and “deployed” after insertion. The Parameter Change principle leads us to the idea of heating up the rubberized bushings, as mentioned in the previous section. Rubberized bushings are softened by heating, which simplifies the insertion process, and the contact pressure is recovered as the rubber cools down and hardens.
- 3.
“Press Speed” vs. “Calibration Frequency”
When the press speed is increased, the octagonal hydraulic piston rod loses its orientation more quickly and hence needs recalibration more frequently. So, the improved parameter is “Press Speed”, and the worsened parameter is “Calibration Frequency.” The standard feature closest to the improved parameter is “9. Speed” and is “15. Duration of action by moving object” for the worsened parameter. Using the Contradiction Matrix, the numbers of the recommended inventive principles are 3: Local Quality, 19: Periodic Action, 35: Parameter Change, and 5: Merging.
The Local Quality Principle suggests that the press speed be decreased only at the insertion stage. The press speed can be increased at all other motion stages without harm to the operation or the calibration. The Periodic Action Principle would suggest replacing the continuous movement of the piston with a periodic pulse movement. The Merging Principle would bring us to the idea of combining (merging) the bushing insertion operation with the axle installation operation. The proposed idea suggests inserting the 5 bushings into the 5 sockets in one piston stroke. This requires some of the bushings to pass through more that one hole, which increases the probability of bushings damage. If the idea of elevating bushings temperature is also applied, the multiple passing can be done without damaging the bushings. Applying this combined solution eliminates the need for adjusting the orientation of the bushings, and hence eliminates the need for the frequent recalibration of the settings of the piston rod. Moreover, this solution allows transferring the 10-degree orientation setting to the track assembly workbench, making it a built-in rigid setting.
- 4.
“Roundness” vs. “Productivity”
The broaching process aims to improve the roundness of the socket bore. Increasing the “Roundness” parameter decreases the “Productivity” since a secondary operation (broaching) is required. Hence, the improved parameter is “Roundness”, and the worsened parameter is “Productivity”. The standard feature closest to the improved parameter is “12. Shape”, and is “39. Productivity” for the worsened parameter. Using the Contradiction Matrix, the numbers of the recommended inventive principles are 17: Another Dimension, 26: Use of Copies, 34: Discard and Recover, and 10: Prior Action.
The Prior Action principle leads to thinking about taking measures to improve socket roundness and inner surface finish to eliminate the need for the broaching process. This implies improving control over the casting process and mold design. On the other hand, the solution concepts discussed in the sections above also relieve the problems arising from the out-of-roundness defect. The broaching process can then be eliminated, hence resolving the contradiction.
- 5.
“Roughness” vs. “Productivity”
Cast track links come with unacceptable inner surface roughness. Increased “Roughness” parameter decreases “Productivity”. So, the improved parameter is “Roughness”, and the worsened parameter is “Productivity”. The standard feature closest to the improved parameter is “12. Shape”, and is “39. Productivity” for the worsened parameter. Using the Contradiction Matrix, the numbers of the recommended inventive principles are 17: Another Dimension, 26: Use of Copies, 34: Discard and Recover, and 10: Prior Action. The inventive principles are like those recommended for “Roundness” vs. “Productivity” above. Therefore, the same solution (Prior Action) resolves this contradiction.
The proposed design combines the solutions generated from resolving of the design parameter contradictions: (1) Using a mediator with a truncated conical hole to facilitate the bushings pressing process, (2) Heating up the rubberized bushings to increase their flexibility to simplify the pressing process and reduce the bushings damage, (3) Combining (merging) the bushing insertion process with the track axle installation process, and (4) Controlling the casting process quality to eliminate the broaching operation. Prior to implementing the final design of the assembly workshop, the values of the free-design parameters (Control keys Position and Workbench Height) that result in ergonomic problems are set. To free the hands of the machine operator and decrease physical effort, the hydraulic press control knob, which is located at knee height in the current design, is redesigned to be placed on the floor and foot actuated. Moreover, the height of the workbench, not ergonomically set in the current design, is readjusted to the ergonomic height range for the operators as recommended in [
40].
Following resolving the critical contradiction between the design parameters, the critical contradictions between the customer requirements are re-inspected to find out if they have been resolved. Only one critical contradiction between the customer requirements, “1. Time to Assemble Segment” vs. “2. Number of Damaged Bushings” with a contradiction index of 1.66, is identified. In this contradiction, the customers require reducing the total time to assemble each track segment without damaging the bushings. This contradiction has been resolved by the solutions developed for resolving contradictions between other design parameters.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}