
Bio-Modules: Mycelium-Based Composites Forming a Modular Interlocking System through a Computational Design towards Sustainable Architecture



Abstract
:1. Introduction
1.1. Relevance and Challenges
1.2. Mycelium-Based Composites
1.3. Scope
2. Materials and Methods
2.1. Modular Unit Design Exploration and Analysis
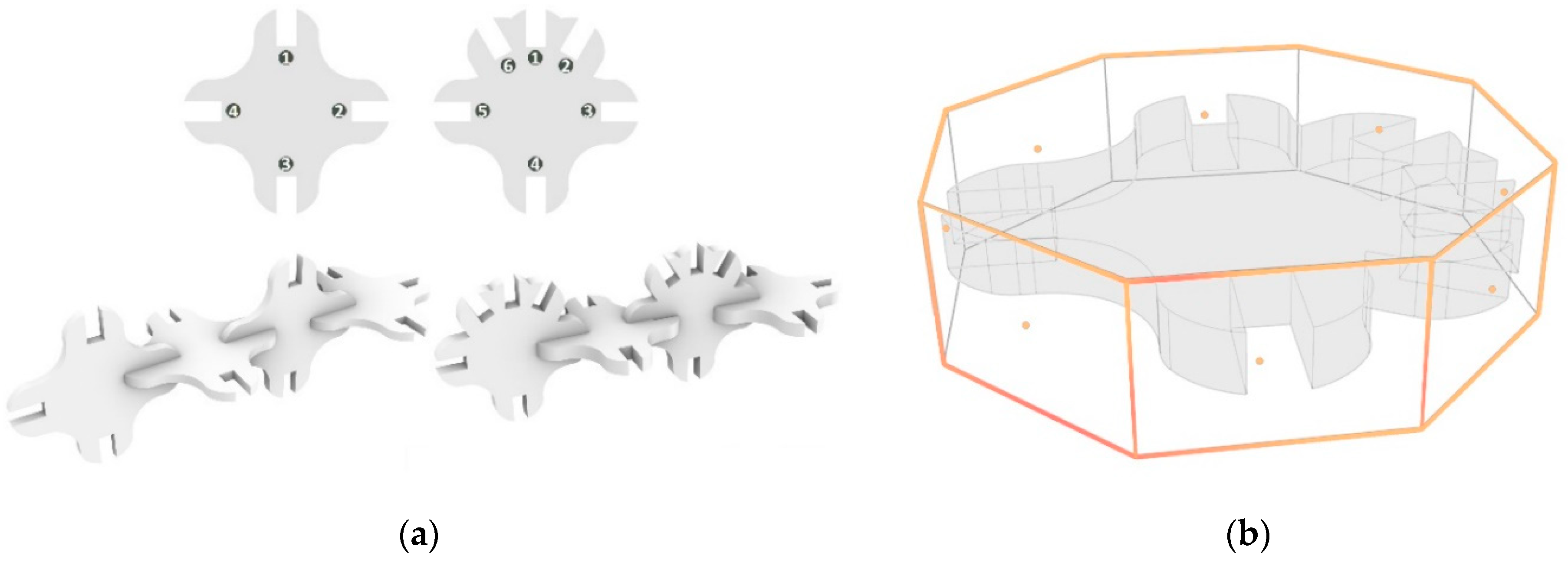
2.1.1. Geometrical Shapes and Interlocking Strategies
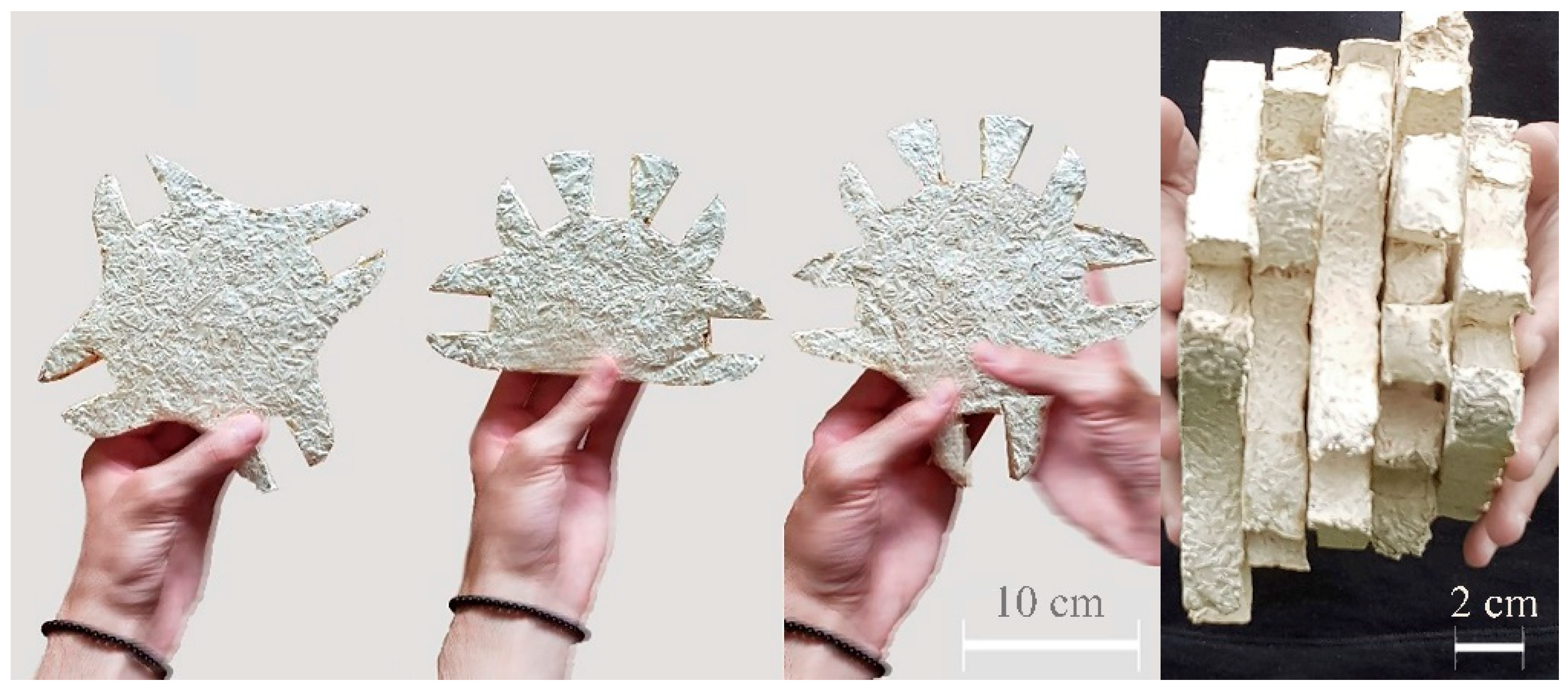
2.1.2. Size and Thickness
2.2. Design Concept
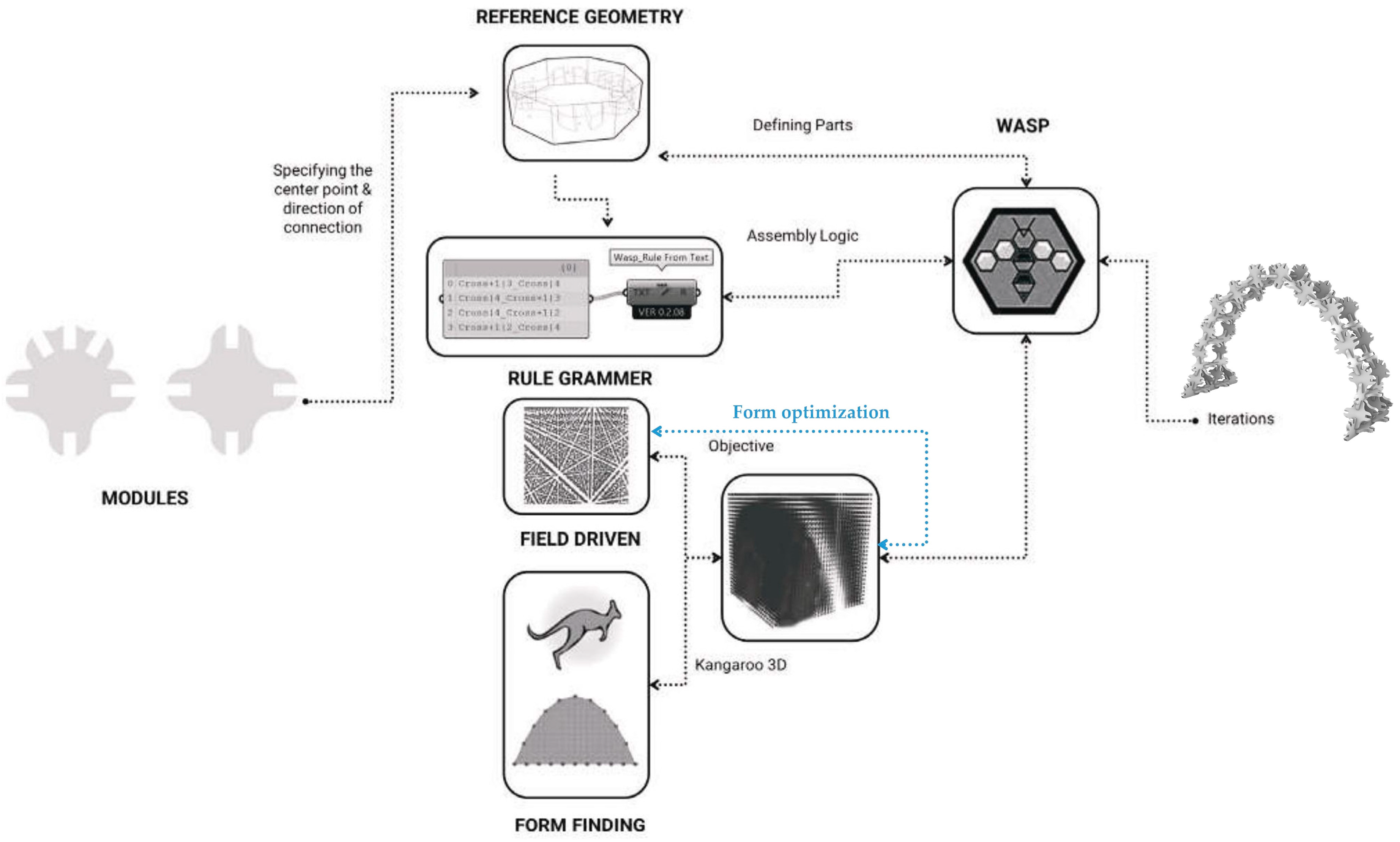
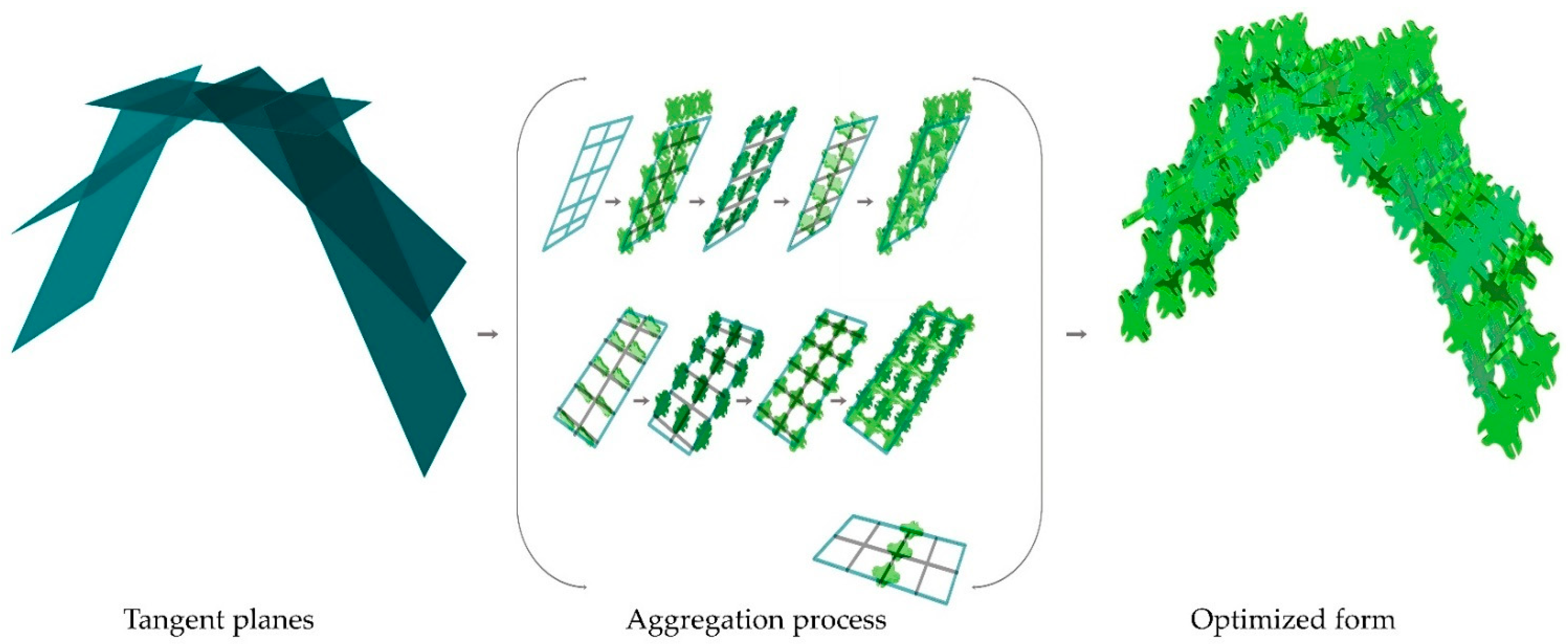
2.3. Computational Design
2.3.1. Defining the Assembly Strategy
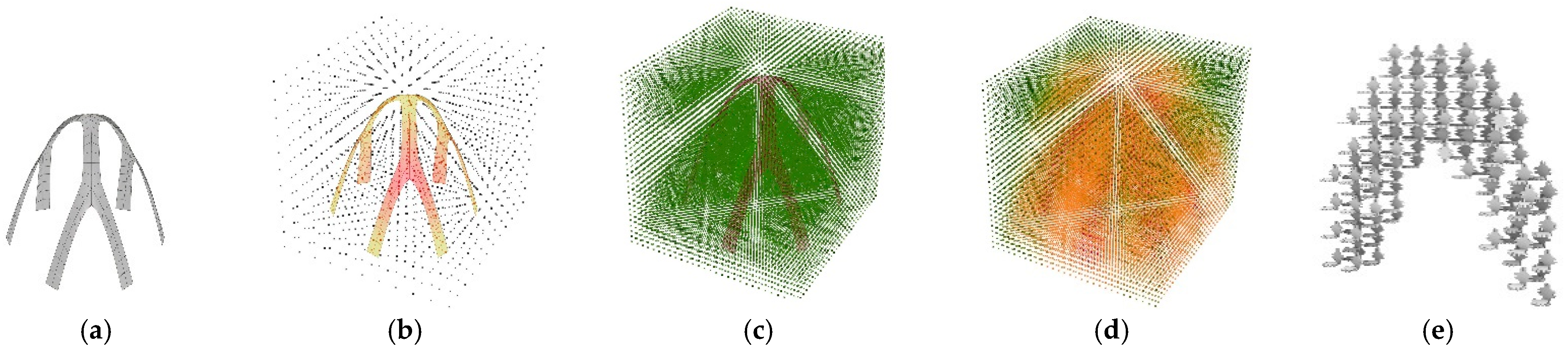
2.3.2. Generating Aggregation
3. Results
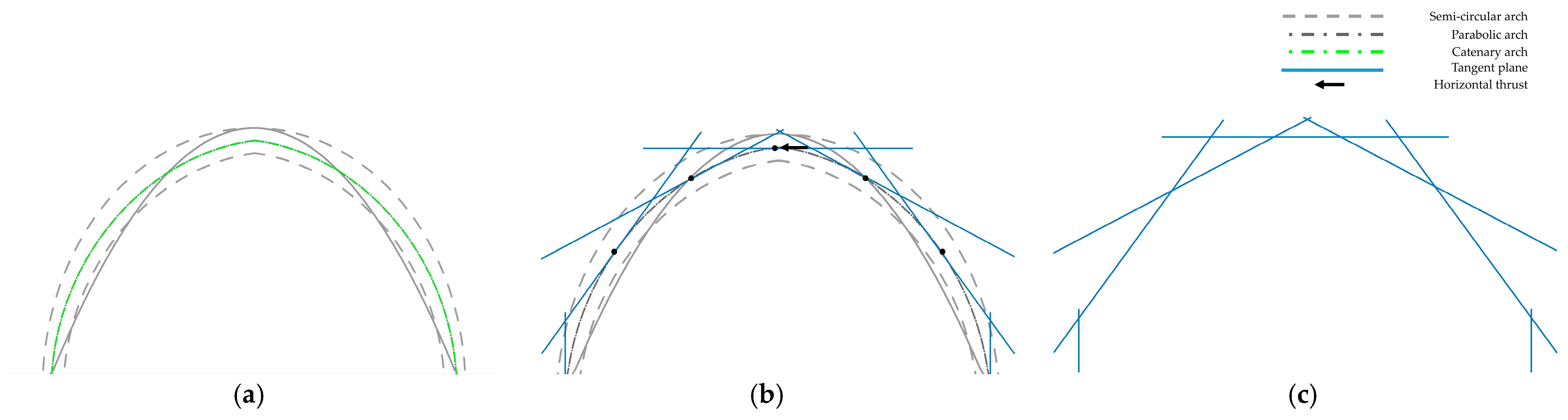
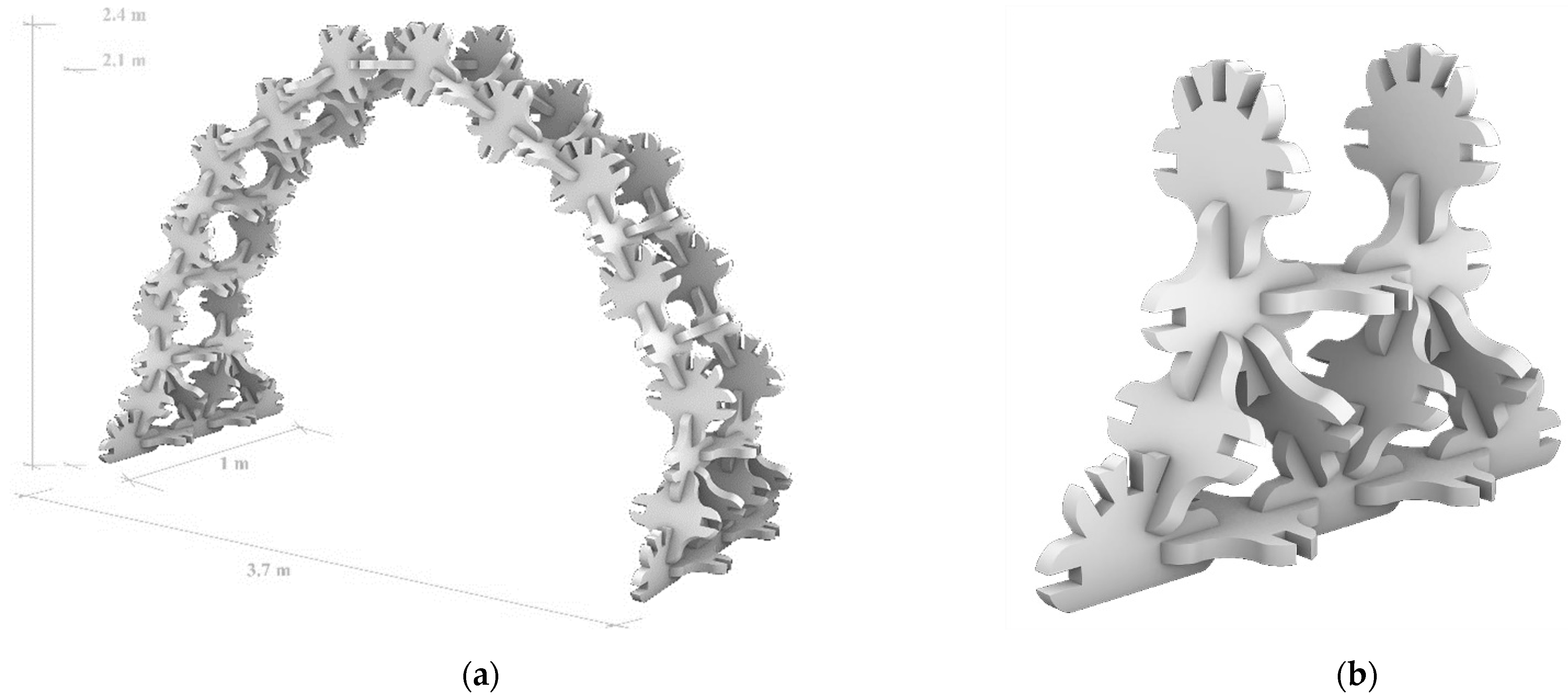
3.1. Forming an Arch
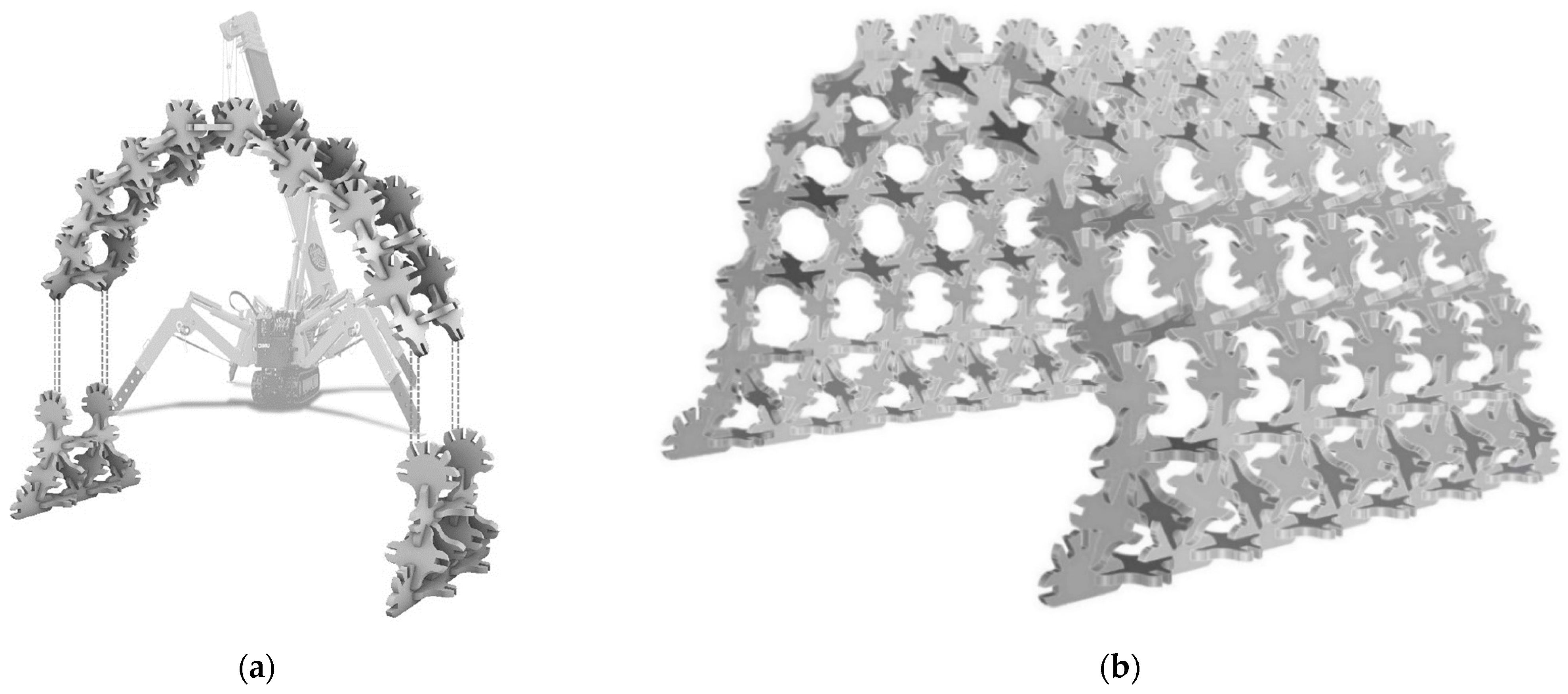
3.2. Fabrication
3.3. Physical Prototypes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dahy, H. Efficient Fabrication of Sustainable Building Products from Annually Generated Non-Wood Cellulosic Fibres and Bioplastics with Improved Flammability Resistance. Waste Biomass-Valorization 2019, 10, 1167–1175. [Google Scholar] [CrossRef]
- Hebel, D.; Wisniewska, H.M.; Heisel, F. Building from Waste: Recovered Materials in Architecture and Construction; De Gruyter: Berlin, Germany, 2014; ISBN 978-3-03821-375-8. [Google Scholar]
- United Nations Environment Programme; Global Alliance for Buildings and Construction. 2020 Global Status Report for Buildings and Construction: Towards a Zero-Emissions, Efficient and Resilient Buildings and Construction Sector—Executive Summary; UN Environment Programme (UNEP): Nairobi, Kenya, 2020. [Google Scholar]
- Jones, M.P.; Huynh, T.; Dekiwadia, C.; Daver, F.; John, S. Mycelium Composites: A Review of Engineering Characteristics and Growth Kinetics. J. Bionanoscience 2017, 11, 241–257. [Google Scholar] [CrossRef]
- Dahy, H. Biocomposite Materials Based on Annual Natural Fibres and Biopolymers–Design, Fabrication and Customized Applications in Architecture. Constr. Build. Mater. 2017, 147, 212–220. [Google Scholar] [CrossRef]
- Dahy, H. Towards Sustainable Buildings with Free-Form Geometries: Development and Application of Flexible NFRP in Load-Bearing Structures. In Biocomposite Materials: Design and Mechanical Properties Characterization; Hameed Sultan, M.T., Majid, M.S.A., Jamir, M.R.M., Azmi, A.I., Saba, N., Eds.; Composites Science and Technology; Springer: Singapore, 2021; pp. 31–43. ISBN 978-981-334-091-6. [Google Scholar]
- Dahy, H. ‘Materials as a Design Tool’ Design Philosophy Applied in Three Innovative Research Pavilions Out of Sustainable Building Materials with Controlled End-Of-Life Scenarios. Buildings 2019, 9, 64. [Google Scholar] [CrossRef]
- Rihaczek, G.; Klammer, M.; Başnak, O.; Petrš, J.; Grisin, B.; Dahy, H.; Carosella, S.; Middendorf, P. Curved Foldable Tailored Fiber Reinforcements for Moldless Customized Bio-Composite Structures. Proof of Concept: Biomimetic NFRP Stools. Polymers 2020, 12, 2000. [Google Scholar] [CrossRef] [PubMed]
- Girometta, C.; Picco, A.; Baiguera, R.M.; Dondi, D.; Babbini, S.; Cartabia, M.; Pellegrini, M.; Savino, E. Physico-Mechanical and Thermodynamic Properties of Mycelium-Based Biocomposites: A Review. Sustainability 2019, 11, 281. [Google Scholar] [CrossRef]
- Elsacker, E.; Vandelook, S.; Wylick, A.V.; Ruytinx, J.; Laet, L.D.; Peeters, E. A Comprehensive Framework for the Production of Mycelium-Based Lignocellulosic Composites. Sci. Total Environ. 2020, 725, 138431. [Google Scholar] [CrossRef]
- Dicker, M.P.M.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Hazzard, M.K.; Weaver, P.M. Green Composites: A Review of Material Attributes and Complementary Applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 280–289. [Google Scholar] [CrossRef]
- Attias, N.; Danai, O.; Abitbol, T.; Tarazi, E.; Ezov, N.; Pereman, I.; Grobman, Y.J. Mycelium Bio-Composites in Industrial Design and Architecture: Comparative Review and Experimental Analysis. J. Clean. Prod. 2020, 246, 119037. [Google Scholar] [CrossRef]
- Abhijith, R.; Ashok, A.; Rejeesh, C.R. Sustainable Packaging Applications from Mycelium to Substitute Polystyrene: A Review. Mater. Today Proc. 2018, 5, 2139–2145. [Google Scholar] [CrossRef]
- Haneef, M.; Ceseracciu, L.; Canale, C.; Bayer, I.S.; Heredia-Guerrero, J.A.; Athanassiou, A. Advanced Materials From Fungal Mycelium: Fabrication and Tuning of Physical Properties. Sci. Rep. 2017, 7, 41292. [Google Scholar] [CrossRef] [PubMed]
- Jones, M.P.; Lawrie, A.C.; Huynh, T.T.; Morrison, P.D.; Mautner, A.; Bismarck, A.; John, S. Agricultural By-Product Suitability for the Production of Chitinous Composites and Nanofibers Utilising Trametes Versicolor and Polyporus Brumalis Mycelial Growth. Process Biochem. 2019, 80, 95–102. [Google Scholar] [CrossRef]
- Attias, N.; Danai, O.; Tarazi, E.; Pereman, I.; Grobman, Y.J. Implementing Bio-Design Tools to Develop Mycelium-Based Products. Des. J. 2019, 22, 1647–1657. [Google Scholar] [CrossRef]
- Jones, M.; Mautner, A.; Luenco, S.; Bismarck, A.; John, S. Engineered Mycelium Composite Construction Materials from Fungal Biorefineries: A Critical Review. Mater. Des. 2020, 187, 108397. [Google Scholar] [CrossRef]
- Ghazvinian, A.; Farrokhsiar, P.; Vieira, F.; Pecchia, J.; Gursoy, B. Mycelium-Based Bio-Composites For Architecture: Assessing the Effects of Cultivation Factors on Compressive Strength. Blucher Des. Proc. 2019, 7, 505–514. [Google Scholar] [CrossRef]
- Siwulski, M.; Drzewiecka, K.; Sobieralski, K.; Chong, Y. Comparison of Growth and Enzymatic Activity of Mycelium and Yielding of Pleurotus Ostreatus (Fr.) Kumm. on Different Substrates. Acta Sci. Pol. Hortorum Cultus 2010, 9, 45–50. [Google Scholar]
- Appels, F.V.W.; Dijksterhuis, J.; Lukasiewicz, C.E.; Jansen, K.M.B.; Wösten, H.A.B.; Krijgsheld, P. Hydrophobin Gene Deletion and Environmental Growth Conditions Impact Mechanical Properties of Mycelium by Affecting the Density of the Material. Sci. Rep. 2018, 8, 4703. [Google Scholar] [CrossRef] [PubMed]
- Lelivelt, R.J.J.; Lindner, G.; Teuffel, P.; Lamers, H. The Production Process and Compressive Strength of Mycelium-Based Materials. In Proceedings of the First International Conference on Bio-based Building Materials, Clermont-Ferrand, France, 22–25 June 2015; pp. 1–6. [Google Scholar]
- Jiang, L.; Walczyk, D.; McIntyre, G.; Bucinell, R.; Tudryn, G. Manufacturing of Biocomposite Sandwich Structures Using Mycelium-Bound Cores and Preforms. J. Manuf. Process. 2017, 28, 50–59. [Google Scholar] [CrossRef]
- Karana, E.; Blauwhoff, D.; Hultink, E.-J.; Camere, S. When the Material Grows: A Case Study on Designing (with) Mycelium-Based Materials. Int. J. Des. 2018, 12, 119–136. [Google Scholar]
- Kırdök, O.; Akyol Altun, D.; Dahy, H.; Strobel, L.; Hameş Tuna, E.E.; Köktürk, G.; Andiç Çakır, Ö.; Tokuç, A.; Özkaban, F.; Şendemir, A. Chapter 17–Design Studies and Applications of Mycelium Biocomposites in Architecture. In Biomimicry for Materials, Design and Habitats; Eggermont, M., Shyam, V., Hepp, A.F., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 489–527. ISBN 978-0-12-821053-6. [Google Scholar]
- Arup HyFi Reinvents the Brick. Available online: https://www.arup.com/en/news-and-events/hyfi-reinvents-the-brick (accessed on 7 March 2020).
- Heisel, F.; Lee, J.; Schlesier, K.; Rippmann, M.; Saeidi, N.; Javadian, A.; Nugroho, A.R.; Mele, T.V.; Block, P.; Hebel, D.E. Design, Cultivation and Application of Load-Bearing Mycelium Components: The MycoTree at the 2017 Seoul Biennale of Architecture and Urbanism. IJSED 2017, 6, 296–303. [Google Scholar] [CrossRef]
- Carlo Ratti Associati The Circular Garden. Available online: https://carloratti.com/project/the-circular-garden/ (accessed on 7 March 2020).
- Modular Lakeside Pavilion at Vietnamese Tea Farm Made from 2000 Wooden Crosses. Available online: https://www.dezeen.com/2019/01/16/nkpa-dang-partners-modular-pavilion-tea-farm-vietnam/ (accessed on 19 April 2022).
- Hudert, M.; Scholte-Wassink, J.; Kotnik, T. Interlocking Particle Structures: Design and Fabrication of a Medium Scale Demonstrator. In Proceedings of the IASS Symposium 2018 Conference: Creativity in Structural Design, Boston, MA, USA, 16–20 July 2018. [Google Scholar]
- Grown.bio Grow-Kit HEMP Substrate. Available online: https://www.grown.bio/product/giy-packaging-kit/ (accessed on 21 September 2022).
- Sakhaei, A.H.; Kaijima, S.; Xuereb Conti, Z.; Dunn, M. Integrating User-Defined Elements for Topologically Interlocking Joints and Application in Large Scale Structural Analysis. In Proceedings of the IASS Annual Symposium 2016 Conference: Spatial Structures in the 21st Century–Computational Methods, Tokyo, Japan, 26–30 September 2016; pp. 1–10. [Google Scholar]
- Arifin, Y.H.; Yusuf, Y. Mycelium Fibers as New Resource for Environmental Sustainability. Procedia Eng. 2013, 53, 504–508. [Google Scholar] [CrossRef]
- Sippach, T.; Dahy, H.; Uhlig, K.; Grisin, B.; Carosella, S.; Middendorf, P. Structural Optimization through Biomimetic-Inspired Material-Specific Application of Plant-Based Natural Fiber-Reinforced Polymer Composites (NFRP) for Future Sustainable Lightweight Architecture. Polymers 2020, 12, 3048. [Google Scholar] [CrossRef] [PubMed]
- Piker, D. Kangaroo: Form Finding with Computational Physics. Archit. Des. 2013, 83, 136–137. [Google Scholar] [CrossRef]
- Allner, L.; Kroehnert, D.; Rossi, A.; Tam, M. Natural Form(s): Case Study of a Spatial Framework Composed of Naturally Grown Forked Branches. In Proceedings of the IASS Annual Symposium 2019 Conference–Structural Membranes, Form and Force, Barcelona, Spain, 7–10 October 2019; pp. 1–7. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Size (cm) | Density (kg/m3) | Thickness (cm) | Physical Loads (N/mm2) |
|---|---|---|---|
| 10 × 10 | 221 | 1 | <3.63 + |
| 10 × 10 | 332 | 0.3 | <0.20 + |
| 10 × 10 | 407 | 0.5 | <0.25 + |
| 10 × 10 | 110 | 6 1 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdelhady, O.; Spyridonos, E.; Dahy, H. Bio-Modules: Mycelium-Based Composites Forming a Modular Interlocking System through a Computational Design towards Sustainable Architecture. Designs 2023, 7, 20. https://doi.org/10.3390/designs7010020
Abdelhady O, Spyridonos E, Dahy H. Bio-Modules: Mycelium-Based Composites Forming a Modular Interlocking System through a Computational Design towards Sustainable Architecture. Designs. 2023; 7(1):20. https://doi.org/10.3390/designs7010020
Chicago/Turabian StyleAbdelhady, Omar, Evgenia Spyridonos, and Hanaa Dahy. 2023. "Bio-Modules: Mycelium-Based Composites Forming a Modular Interlocking System through a Computational Design towards Sustainable Architecture" Designs 7, no. 1: 20. https://doi.org/10.3390/designs7010020