
Design and Development of a Multi-Functional Bioinspired Soft Robotic Actuator via Additive Manufacturing

 , , and
, , and
Abstract
:1. Introduction
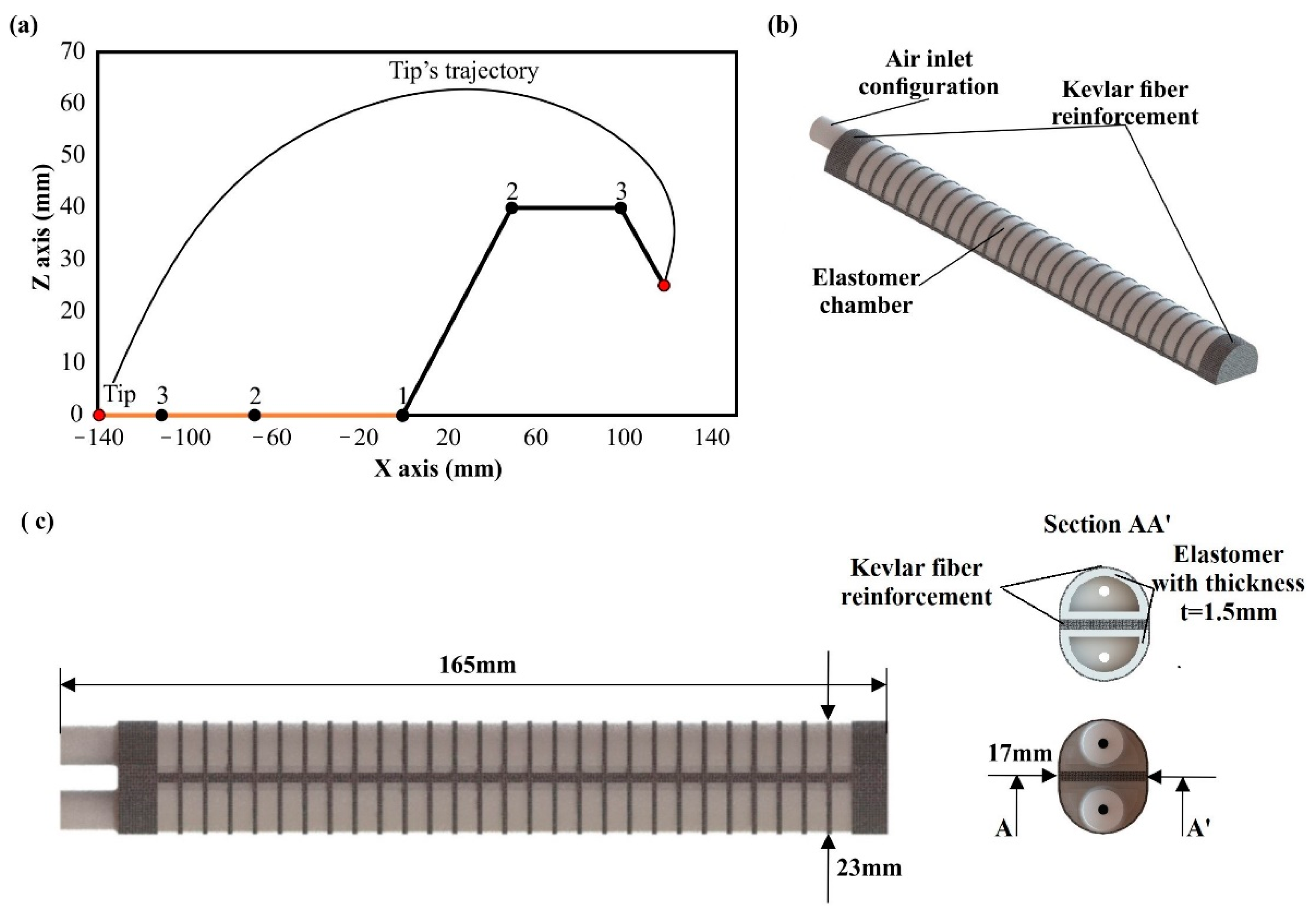
- Maximum angular range from −180° to 180°, due to the bonding of two pneumatic chambers with mirror configuration.
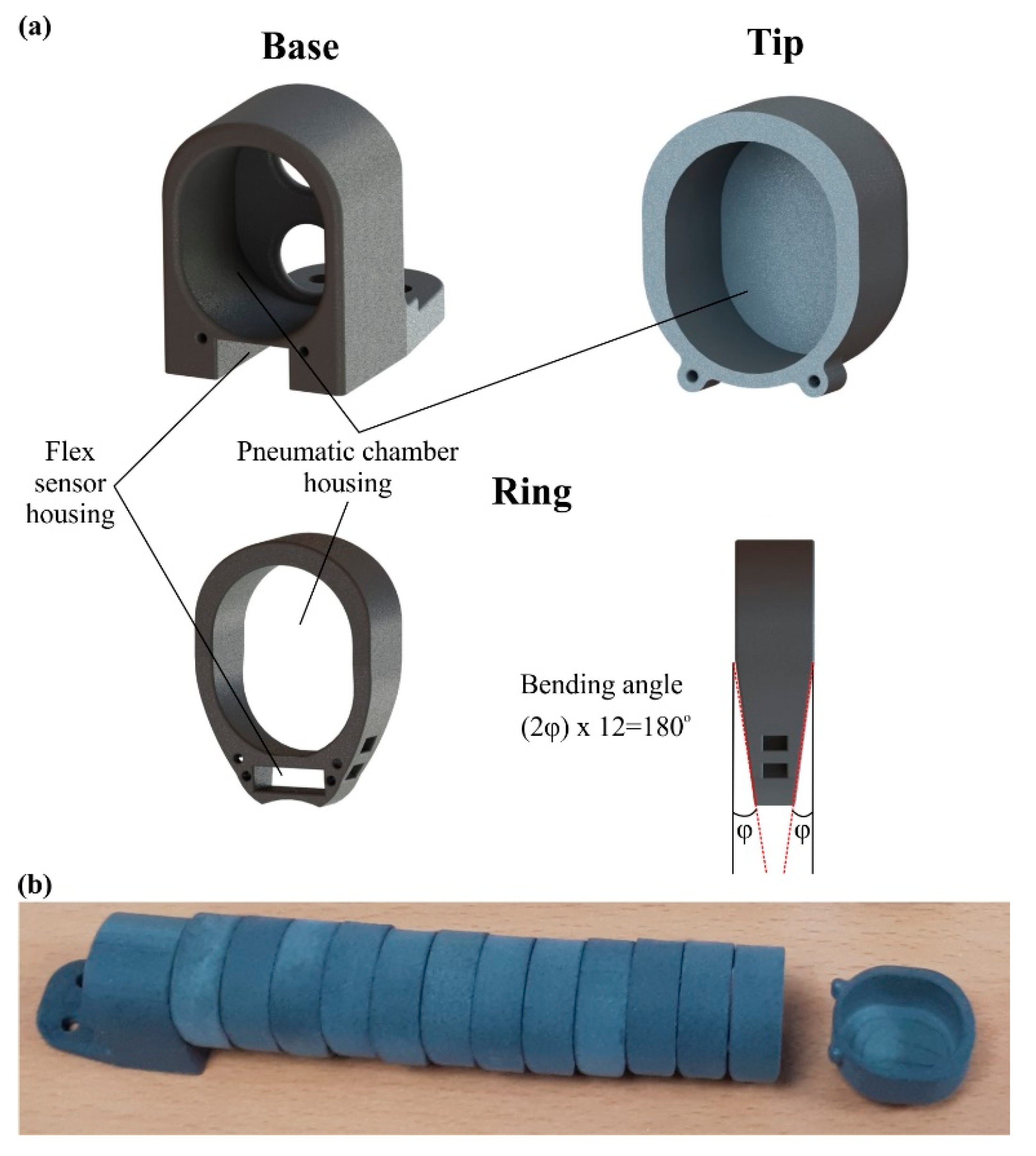
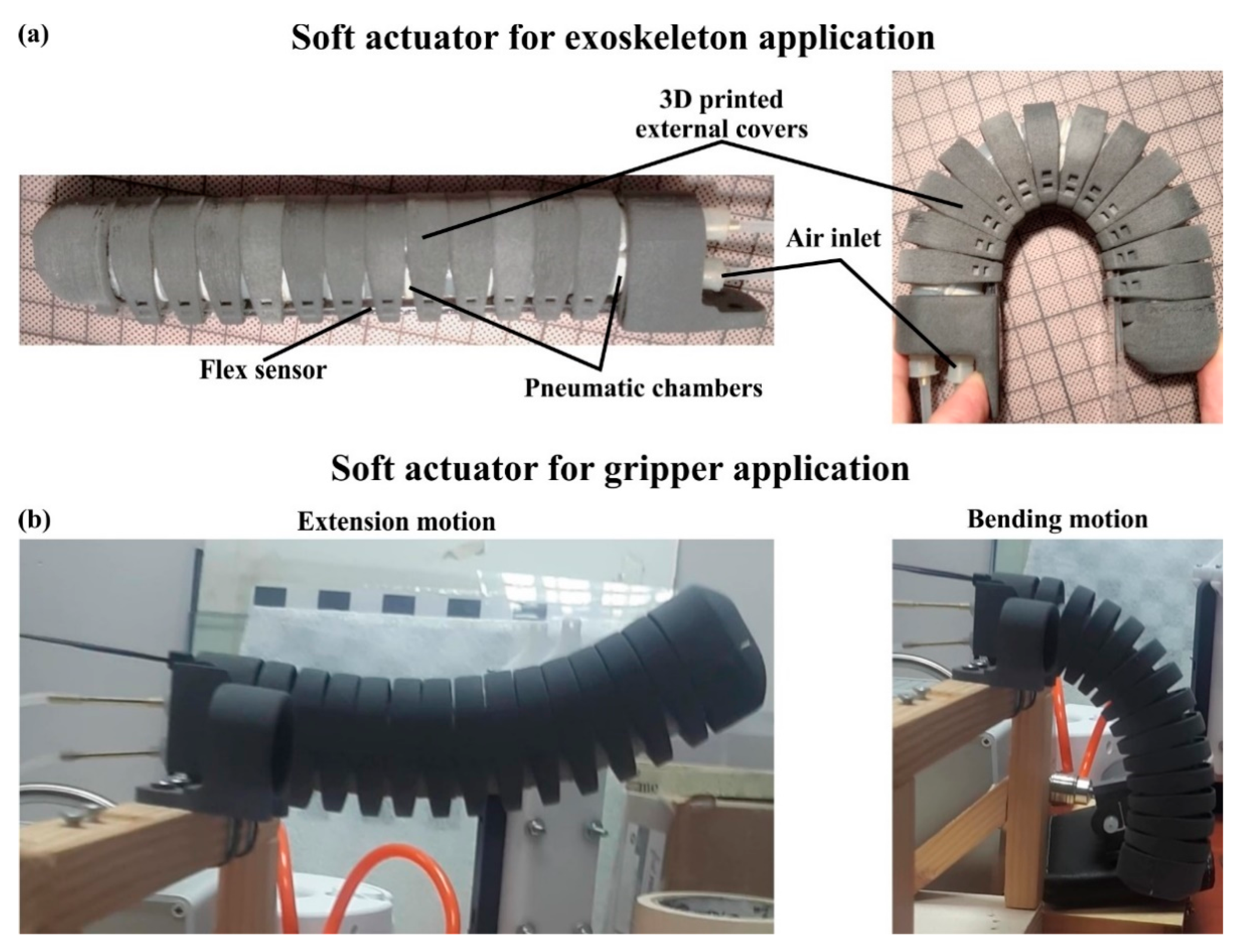
- Multi-functionality and geometrical flexibility due to the modular configuration of the 3D printed external covers.
- Real-time monitoring of the actuator’s position due to the integration of the one-axis flex sensor in the actuator’s body.
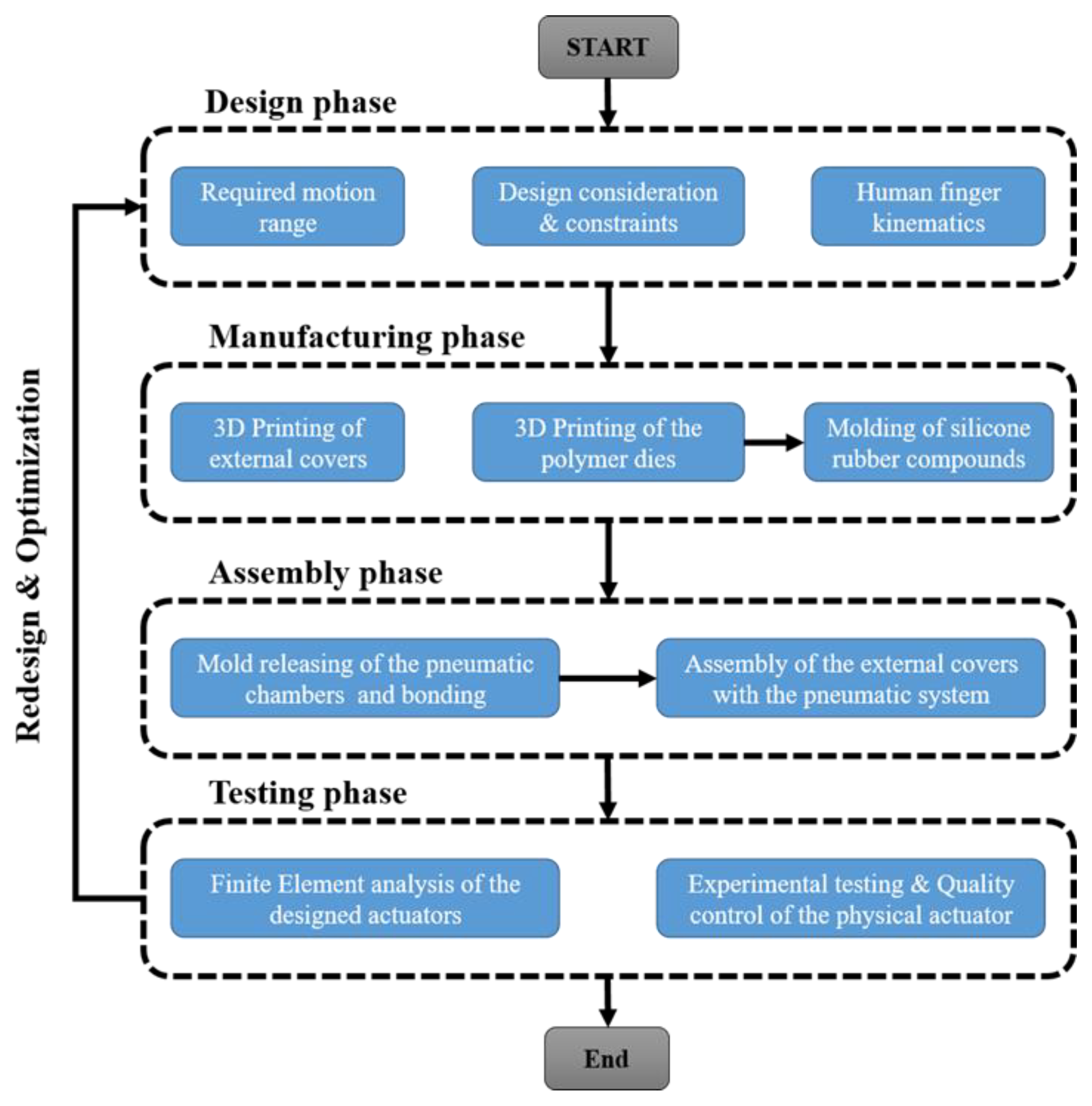
2. Materials and Methods
2.1. Design Phase of Soft Robotic Actuator
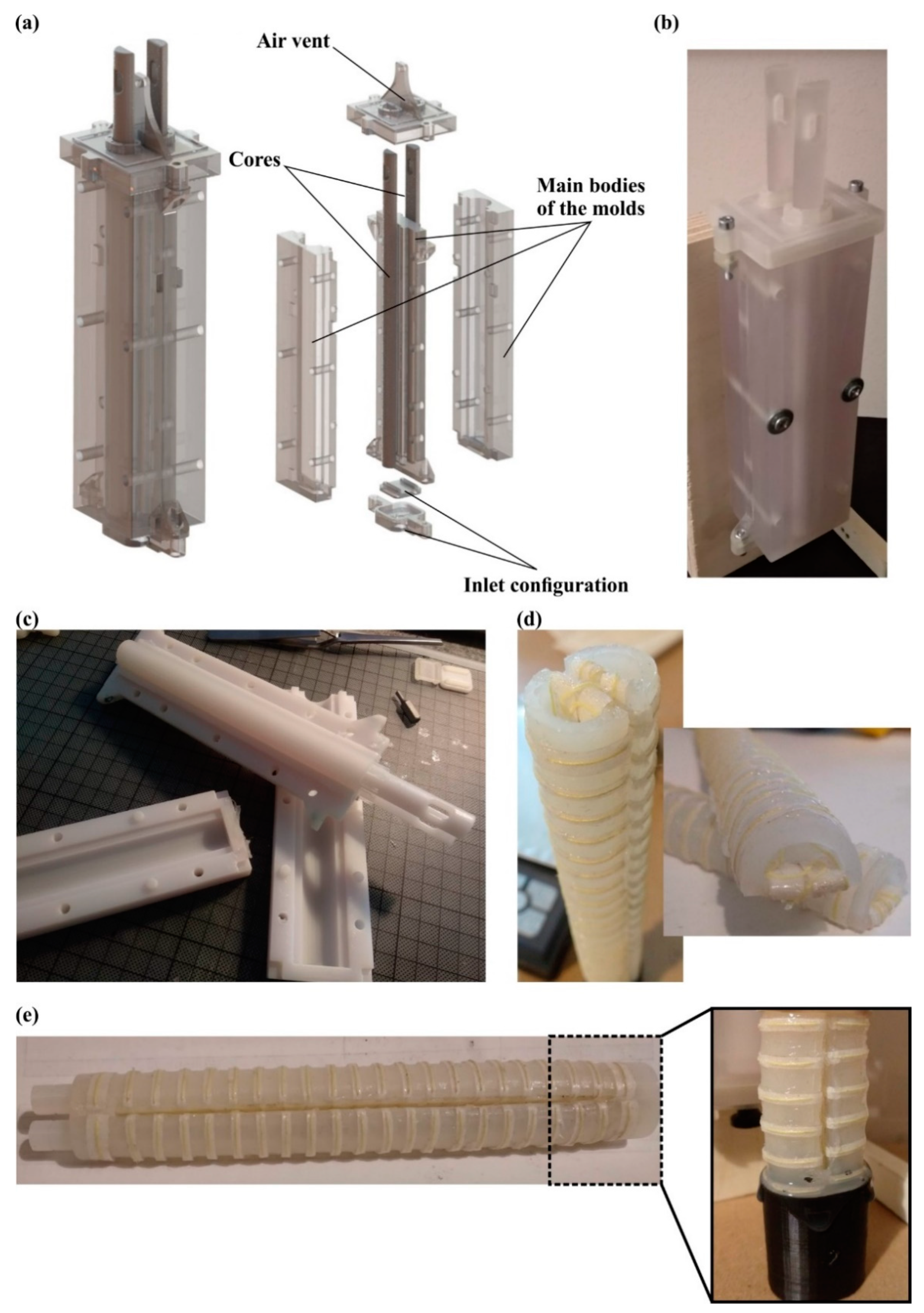
2.2. Manufacturing and Assembly of Soft Actuator
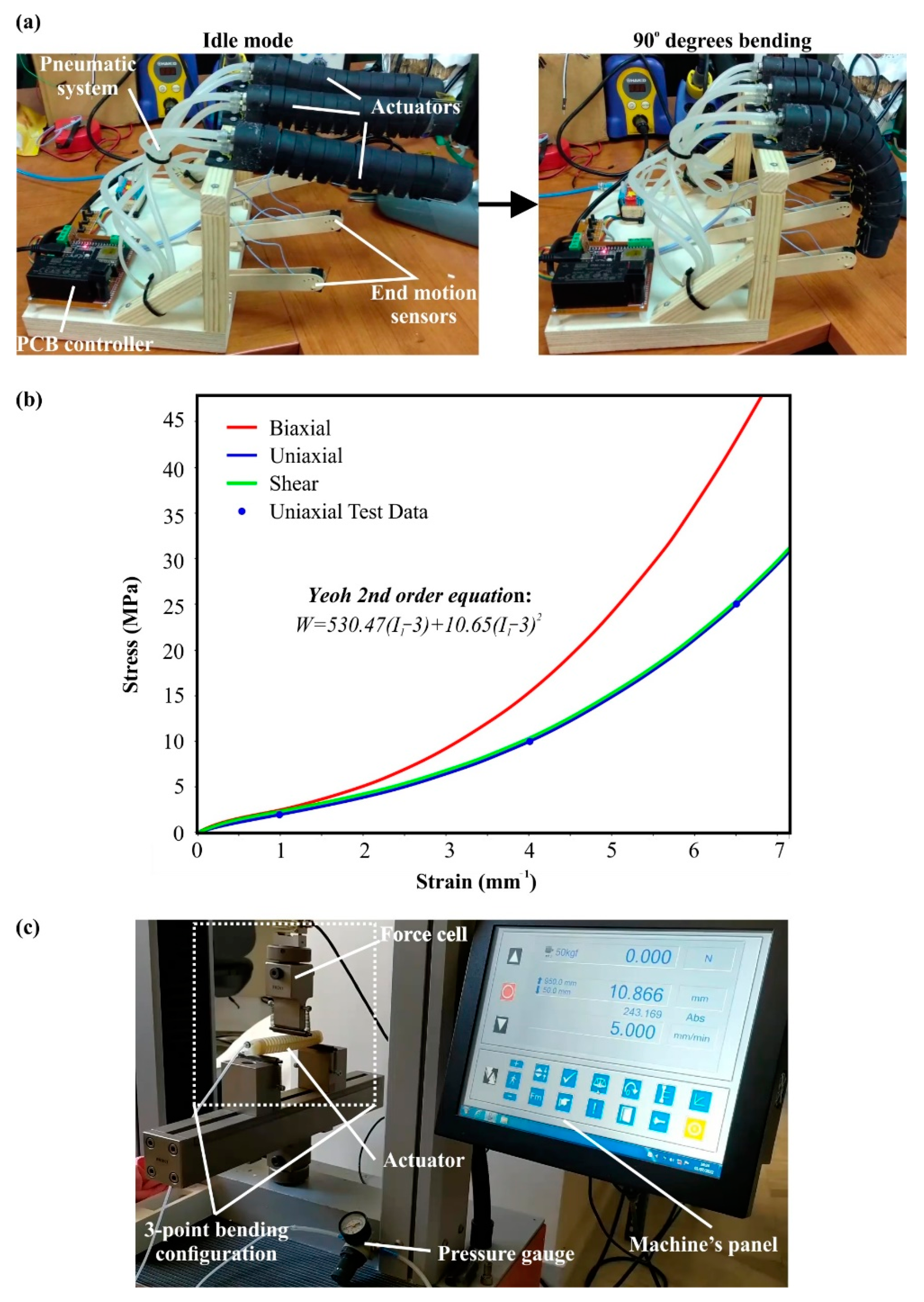
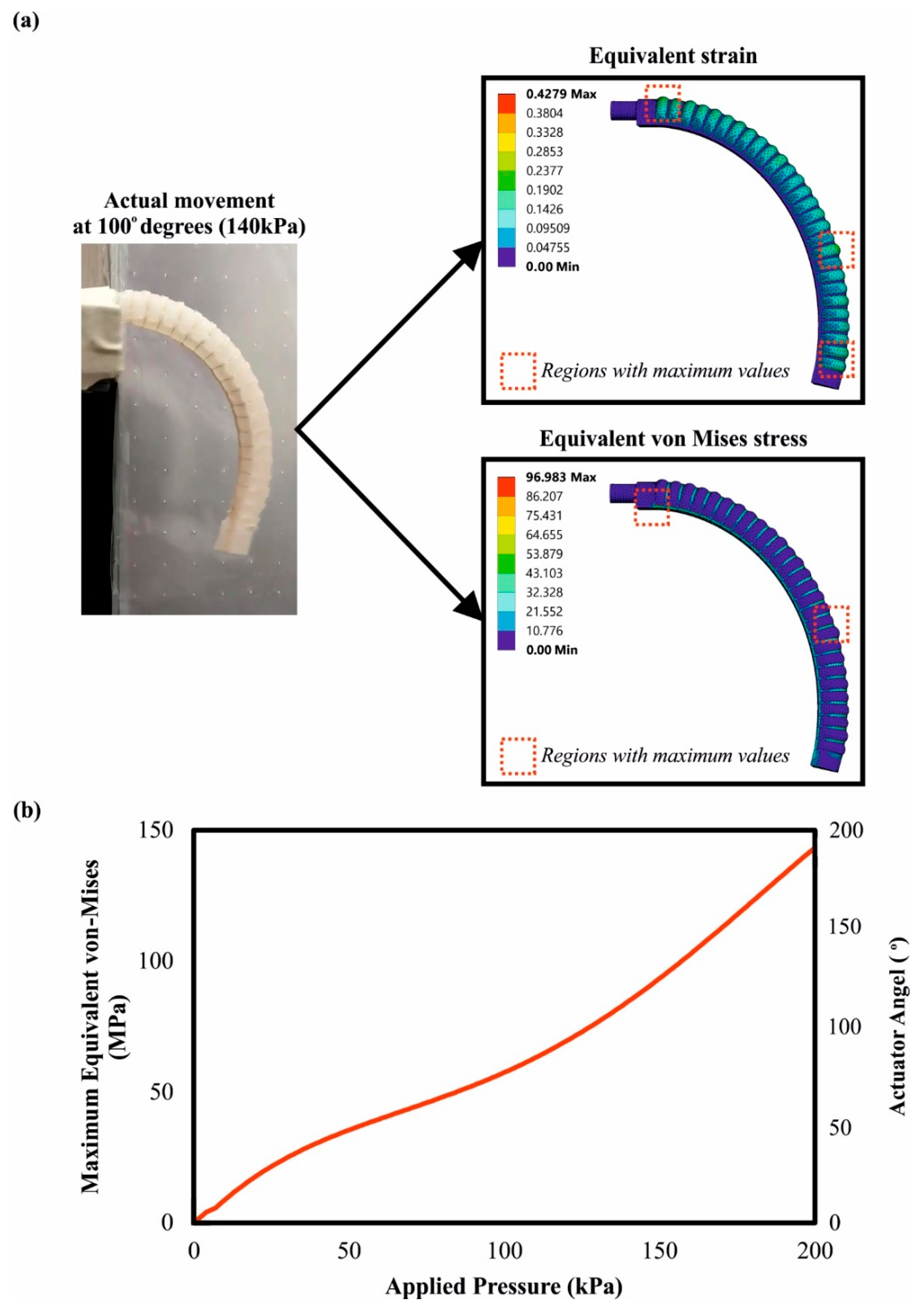
2.3. Quality Control, Finite Element Analyses and Testing
3. Results and Discussion
3.1. Final Design of the Soft Actuator
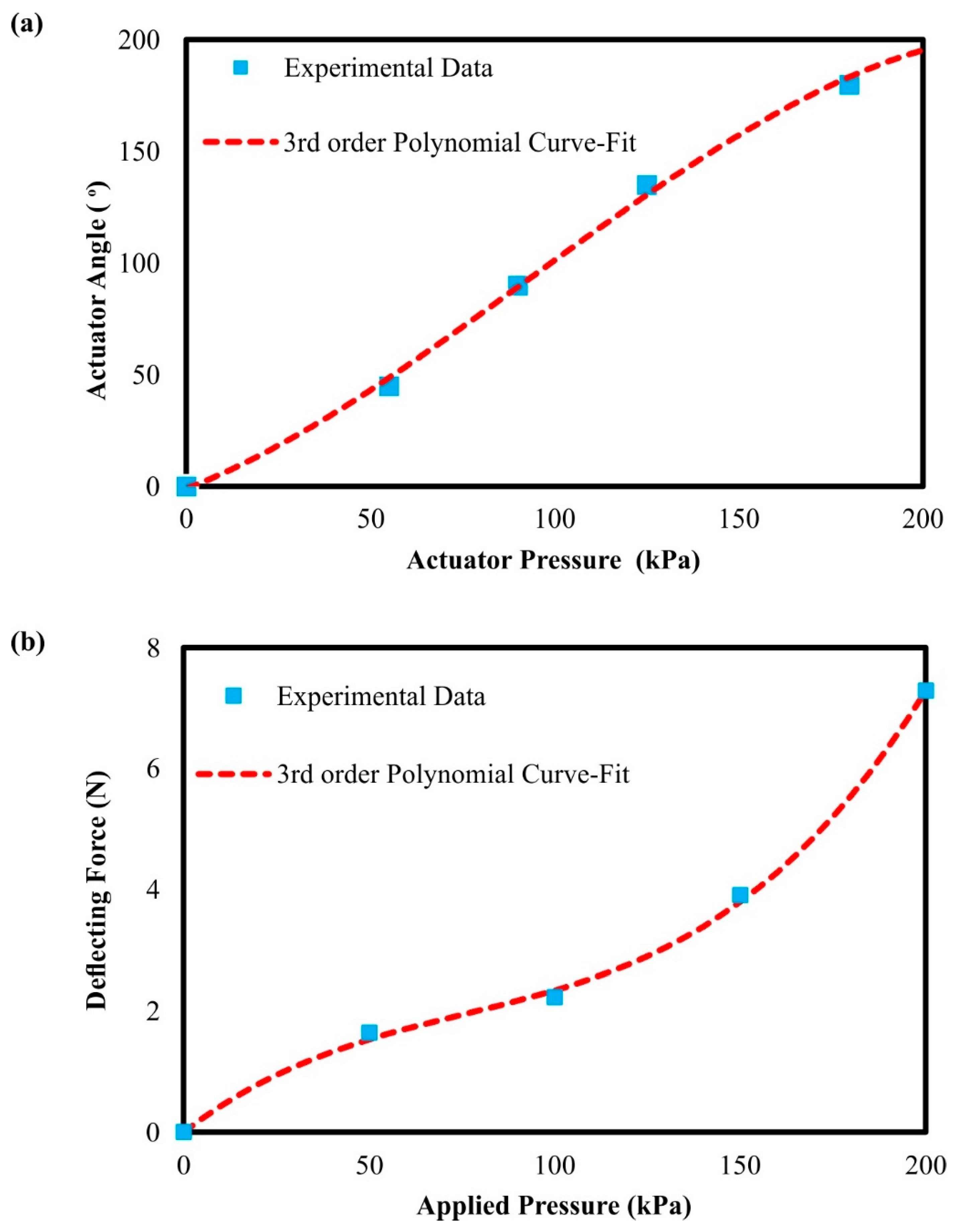
3.2. Quality Control, Finite Element Analyses and Testing
3.3. Potential Applications
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. Substantial capabilities of robotics in enhancing industry 4.0 implementation. Cogn. Robot. 2021, 1, 58–75. [Google Scholar] [CrossRef]
- Zacharaki, A.; Kostavelis, I.; Gasteratos, A.; Dokas, I. Safety bounds in human robot interaction: A survey. Saf. Sci. 2020, 127, 104667. [Google Scholar] [CrossRef]
- Kamarul Bahrin, M.A.; Othman, M.F.; Nor Azli, N.H.; Talib, M.F. Industry 4.0: A Review on Industrial Automation and Robotic. J. Teknologi. 2016, 78, 6–13. [Google Scholar] [CrossRef] [Green Version]
- Rus, D.; Tolley, M.T. Design, fabrication and control of soft robots. Nature 2015, 521, 467–475. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Trivedi, D.; Rahn, C.D.; Kier, W.M.; Walker, I.D. Soft robotics: Biological inspiration, state of the art, and future research. Appl. Bionics Biomech. 2008, 5, 99–117. [Google Scholar] [CrossRef]
- Tawk, C.; Gillett, A.; Panhuis, M.; Spinks, G.M.; Alici, G. A 3D-Printed Omni-Purpose Soft Gripper. IEEE Trans. Robot. 2019, 35, 1268–1275. [Google Scholar] [CrossRef] [Green Version]
- Mutlu, R.; Alici, G.; Panhuis, M.; Spinks, G. 3D printed flexure hinges for soft monolithic prosthetic fingers. Soft Robot. 2016, 3, 120–133. [Google Scholar] [CrossRef]
- Manti, M.; Hassan, T.; Passetti, G.; D’Elia, N.; Laschi, C.; Cianchetti, M. A bioinspired soft robotic gripper for adaptable and effective grasping. Soft Robot. 2015, 2, 107–116. [Google Scholar] [CrossRef]
- Wei, W.; Sung-Hoon, A. Shape memory alloy-based soft gripper with variable stiffness for compliant and effective grasping. Soft Robot. 2017, 4, 379–389. [Google Scholar] [CrossRef]
- Hugo, R.; Wang, W.; Binayak, B.; Sung-Hoon, A. Fabrication of wristlike SMA-based actuator by double smart soft composite casting. Smart Mater. Struct. 2015, 24, 125003. [Google Scholar] [CrossRef]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. J. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Ge, Q.; Sakhaei, A.H.; Lee, H.; Dunn, C.K.; Fang, N.X.; Dunn, M.L. Multimaterial 4D printing with tailorable shape memory polymers. Sci. Rep. 2016, 6, 31110. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hu, F.; Wang, W.; Cheng, J.; Bao, Y. Origami spring–inspired metamaterials and robots: An attempt at fully programmable robotics. Sci. Prog. 2020, 103. [Google Scholar] [CrossRef] [PubMed]
- Alici, G.; Canty, T.; Mutlu, R.; Hu, W.; Sencadas, V. Modeling and experimental evaluation of bending behavior of soft pneumatic actuators made of discrete actuation chambers. Soft Robot. 2018, 5, 24–35. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, T.; Ge, L.; Gu, G. Programmable design of soft pneu-net actuators with oblique chambers can generate coupled bending and twisting motions. Sens. Actuators A 2018, 271, 131–138. [Google Scholar] [CrossRef]
- Udupa, G.; Sreedharan, P.; Dinesh, P.S.; Kim, D. Asymmetric Bellow Flexible Pneumatic Actuator for Miniature Robotic Soft Gripper. J. Robot. 2014, 2014, 11. [Google Scholar] [CrossRef] [Green Version]
- Brown, E.; Rodenberg, N.; Amend, J.; Mozeika, A.; Steltz, E.; Zakin, M.R.; Lipson, H.; Jaeger, H.M. Universal robotic gripper based on the jamming of granular material. Proc. Nat. Acad. Sci. USA 2010, 107, 18809–18814. [Google Scholar] [CrossRef] [Green Version]
- Guo, N.; Sun, Z.; Wang, X.; Yeung, E.H.K.; To, M.K.T.; Li, X.; Hu, Y. Simulation analysis for optimal design of pneumatic bellow actuators for soft-robotic glove. Biocybern. Biomed. Eng. 2020, 40, 1359–1368. [Google Scholar] [CrossRef]
- Polygerinos, P.; Wang, Z.; Galloway, K.C.; Wood, R.J.; Walsh, C.J. Soft robotic glove for combined assistance and at-home rehabilitation. Robot. Auton. Syst. 2015, 73, 135–143. [Google Scholar] [CrossRef] [Green Version]
- Aubin, P.; Sallum, H.; Walsh, C.; Correia, A.; Stirling, L. A pediatric robotic thumb exoskeleton for at-home rehabilitation. IEEE Int. Conf. Rehabil. Robot. 2013, 2013, 1–6. [Google Scholar] [CrossRef]
- Pheasant, S.; Haslegrave, C.M. Bodyspace: Anthropometry, Ergonomics and the Design of Work, 3rd ed.; CRC Press: Boca Raton, FL, USA; Taylor & Francis: London, UK, 2018. [Google Scholar] [CrossRef]
- Loureiro, R.C.; Harwin, W.S. Reach & grasp therapy: Design and control of a 9-DOF robotic neuro-rehabilitation system in Rehabilitation Robotics. In Proceedings of the 2007 IEEE 10th International Conference on Rehabilitation Robotics, Noordwijk, The Netherlands, 13–15 June 2007; pp. 757–763. [Google Scholar] [CrossRef]
- Burton, T.M.; Vaidyanathan, R.; Burgess, S.C.; Turton, A.J.; Melhuish, C. Development of a parametric kinematic model of the human hand and a novel robotic exoskeleton. In Proceedings of the 2011 IEEE International Conference on Rehabilitation Robotics, Zurich, Switzerland, 29 June 2011–01 July 2011; pp. 1–7. [Google Scholar] [CrossRef]
- Matheus, K.; Dollar, A.M. Benchmarking grasping and manipulation: Properties of the objects of daily living. In Proceedings of the 2010 IEEE/RSJ International Conference on Intelligent Robots and Systems, Taipei, Taiwan, 18–22 October 2010; pp. 5020–5027. [Google Scholar] [CrossRef]
- Gerez, L.; Gao, G.; Dwivedi, A.; Liarokapis, M. A Hybrid, Wearable Exoskeleton Glove Equipped with Variable Stiffness Joints, Abduction Capabilities, and a Telescopic Thumb. IEEE Access 2020, 8, 173345–173358. [Google Scholar] [CrossRef]
- Wang, Y.; Pandit, P.; Kandhari, A.; Liu, Z.; Daltorio, K.A. Rapidly Exploring Random Tree Algorithm-Based Path Planning for Worm-Like Robot. Biomimetics 2020, 5, 26. [Google Scholar] [CrossRef] [PubMed]
- Kandhari, A.; Wang, Y.; Daltorio, K.; Chiel, H.J. Turning in Worm-Like Robots: The Geometry of Slip Elimination Suggests Nonperiodic Waves. Soft Robot. 2019, 6, 560–577. [Google Scholar] [CrossRef] [PubMed]
- Ozkan-Aydin, Y.; Liu, B.; Ferrero, A.C.; Seidel, M.; Hammond, F.L.; Goldmand, D.I. Lateral bending and buckling aids biological and robotic earthworm anchoring and locomotion. Bioinspiration Biomim. 2022, 17, 016001. [Google Scholar] [CrossRef] [PubMed]
- Sasaki, D.; Noritsugu, T.; Takaiwa, M.; Yamamoto, H. Wearable power assist device for hand grasping using pneumatic artificial rubber muscle. Robot Hum. Interact. Commun. 2004, 1, 655–660. [Google Scholar] [CrossRef] [Green Version]
- Bishop-Moser, J.; Krishnan, G.; Kim, C.; Kota, S. Design of soft robotic actuators using fluidfilled fiber-reinforced elastomeric enclosures in parallel combinations. In Proceedings of the 2012 IEEE/RSJ International Conference on Intelligent Robots and Systems, Vilamoura-Algarve, Portugal, 7–12 October 2012; pp. 4264–4269. [Google Scholar] [CrossRef]
- Deimel, R.; Brock, O. A compliant hand based on a novel pneumatic actuator. In Proceedings of the 2013 IEEE International Conference on Robotics and Automation, Karlsruhe, Germany, 6–10 May 2013; pp. 2047–2053. [Google Scholar] [CrossRef]
- Polygerinos, P.; Wang, Z.; Overvelde, B.; Galloway, K.; Wood, R.J.; Bertoldi, K.; Walsh, C.J. Modeling of Soft Fiber-Reinforced Bending Actuators. IEEE Trans. Robot. 2015, 31, 1552–3098. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Polygerinos, P.; Overvelde, J.T.B.; Galloway, K.C.; Bertoldi, K.; Walsh, C.J. Interaction Forces of Soft Fiber Reinforced Bending Actuators. IEEE/ASME Trans. Mechatron. 2017, 22, 717–727. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Charalampous, P.; Tsongas, K.; Kostavelis, I.; Tzetzis, D.; Tzovaras, D. Experimental and Computational Investigation of Lattice Sandwich Structures Constructed by Additive Manufacturing Technologies. J. Manuf. Mater. Process. 2021, 5, 95. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Tzetzis, D. Mechanical and FEA-Assisted Characterization of Fused Filament Fabricated Triply Periodic Minimal Surface Structures. J. Compos. Sci. 2021, 5, 58. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Kostavelis, I.; Tzovaras, D.; Tzetzis, D. Effective Mechanical Properties of Additive Manufactured Strut-Lattice Structures: Experimental and Finite Element Study. Adv. Eng. Mater. 2021, 24, 2100879. [Google Scholar] [CrossRef]
- Renaud, C.; Cros, J.M.; Feng, Z.Q.; Yang, B. The Yeoh model applied to the modeling of large deformation contact/impact problems. Int. J. Impact Eng. 2009, 36, 659. [Google Scholar] [CrossRef] [Green Version]
- Kladovasilakis, N.; Tsongas, K.; Kostavelis, I.; Tzovaras, D.; Tzetzis, D. Effective mechanical properties of additive manufac-tured triply periodic minimal surfaces: Experimental and finite element study. Int. J. Adv. Manuf. Technol. 2022. [Google Scholar] [CrossRef]
- Dávila-Vilchis, J.M.; Ávila-Vilchis, J.C.; Vilchis-González, A.H. Design Criteria of Soft Exogloves for Hand Rehabilitation-Assistance Tasks. Appl Bionics Biomech. 2020, 2020, 2724783. [Google Scholar] [CrossRef] [PubMed]
- Ismail, R.; Ariyanto, M.; Hidayat, T.; Setiawan, J.D. Design of fabric-based soft robotic glove for hand function assistance. In Proceedings of the 2019 6th International Conference on Information Technology, Computer and Electrical Engineering (ICITACEE), Semarang, Indonesia, 26–27 September 2019; pp. 1–5. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | VisiJet® CR-WT/CR-NT 200 | Dragon Skin™ 20 |
|---|---|---|
| Density (g/cm3) | 1.16 | 1.08 |
| Cure time (h) | - | 4 |
| Shore A/D hardness | 77–80D | 20A |
| Tensile strength (MPa) | 33–43 | 3.79 |
| Tensile modulus (MPa) | 1400–2100 | 0.34 |
| Elongation at break (%) | 12–22 | 620 |
| Tear resistance (kN/m) | - | 21.02 |
| Parameters | Flexa™-TPU | PA12 |
|---|---|---|
| Powder’s PSD 1 | D50 = 33.5 μm and D90 = 39.5 μm | |
| Layer height | 75 μm | |
| Laser power | 5 W | |
| Scan speed | 100 mm/s | |
| Beam diameter | 0.4 mm | |
| Chamber temperature | 160 °C | 177.5 °C |
| Methods | Kevlar Fiber Wrapped with Constant Pitch | Kevlar Fiber Embedded in The Elastomer Matrix | Kevlar and Silicone Fabric Bonded on The Actuator |
|---|---|---|---|
| Motions | 5692 | 2494 | 29,504 |
| Cycles | 2846 | 1247 | 14,752 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kladovasilakis, N.; Sideridis, P.; Tzetzis, D.; Piliounis, K.; Kostavelis, I.; Tzovaras, D. Design and Development of a Multi-Functional Bioinspired Soft Robotic Actuator via Additive Manufacturing. Biomimetics 2022, 7, 105. https://doi.org/10.3390/biomimetics7030105
Kladovasilakis N, Sideridis P, Tzetzis D, Piliounis K, Kostavelis I, Tzovaras D. Design and Development of a Multi-Functional Bioinspired Soft Robotic Actuator via Additive Manufacturing. Biomimetics. 2022; 7(3):105. https://doi.org/10.3390/biomimetics7030105
Chicago/Turabian StyleKladovasilakis, Nikolaos, Paschalis Sideridis, Dimitrios Tzetzis, Konstantinos Piliounis, Ioannis Kostavelis, and Dimitrios Tzovaras. 2022. "Design and Development of a Multi-Functional Bioinspired Soft Robotic Actuator via Additive Manufacturing" Biomimetics 7, no. 3: 105. https://doi.org/10.3390/biomimetics7030105