
Effect of Foaming Conditions on Foam Properties and Drying Behavior of Powder from Magenta (Peristropheroxburghiana) Leaves Extracts



Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Magenta Extract
2.2. Investigate the Effects of Egg Albumin, Xanthan Gum and Whipping Time on Foam Properties
2.2.1. Foam Expansion Volume Determination
2.2.2. Foam Density Determination
2.2.3. Anthocyanin Content Determination
2.2.4. Hygroscopicity Determination
2.2.5. Statistical Analysis
2.3. Drying Procedure
2.3.1. Calculation of Drying Rate
2.3.2. Mathematical Modeling
2.3.3. Calculation of the Effective Moisture Diffusivity and Activation Energy
2.3.4. Statistical Analysis
3. Results and Discussion
3.1. Effect of Egg Albumin, Xanthan Gum, and Whipping Time on Foam Properties
3.1.1. Foam Density
3.1.2. Foam Expansion Volume
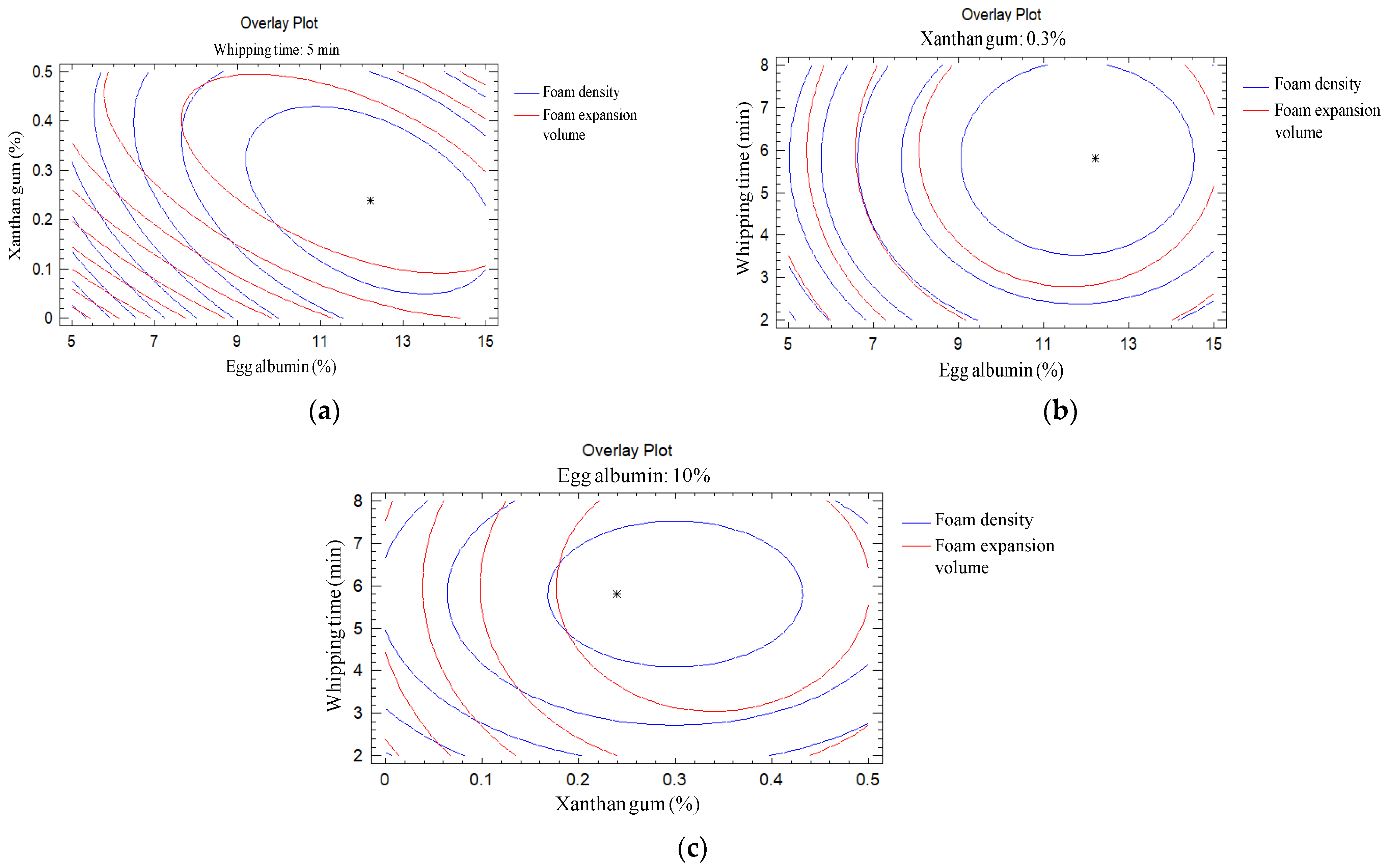
3.1.3. Multiple Response Optimization
3.2. Drying
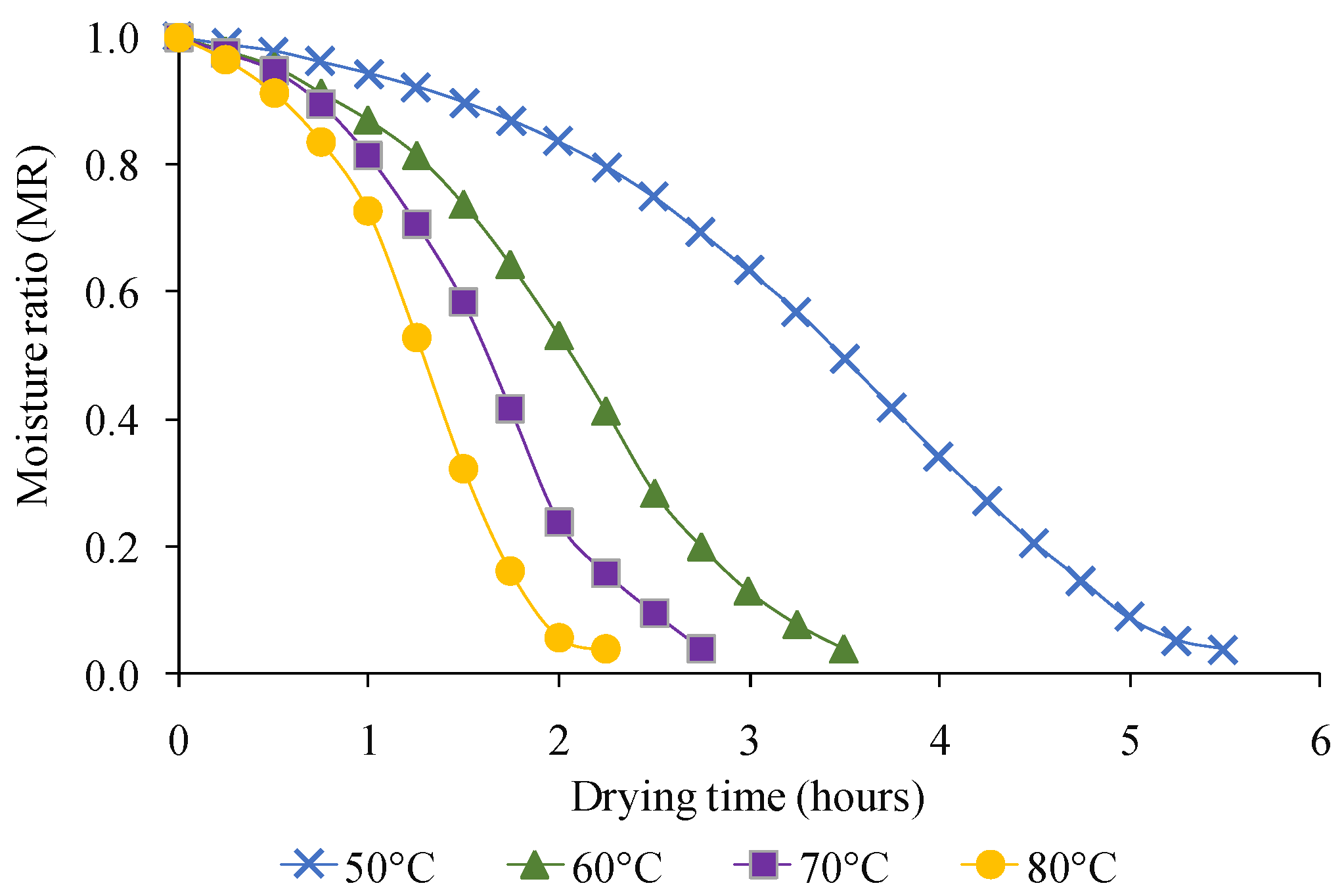
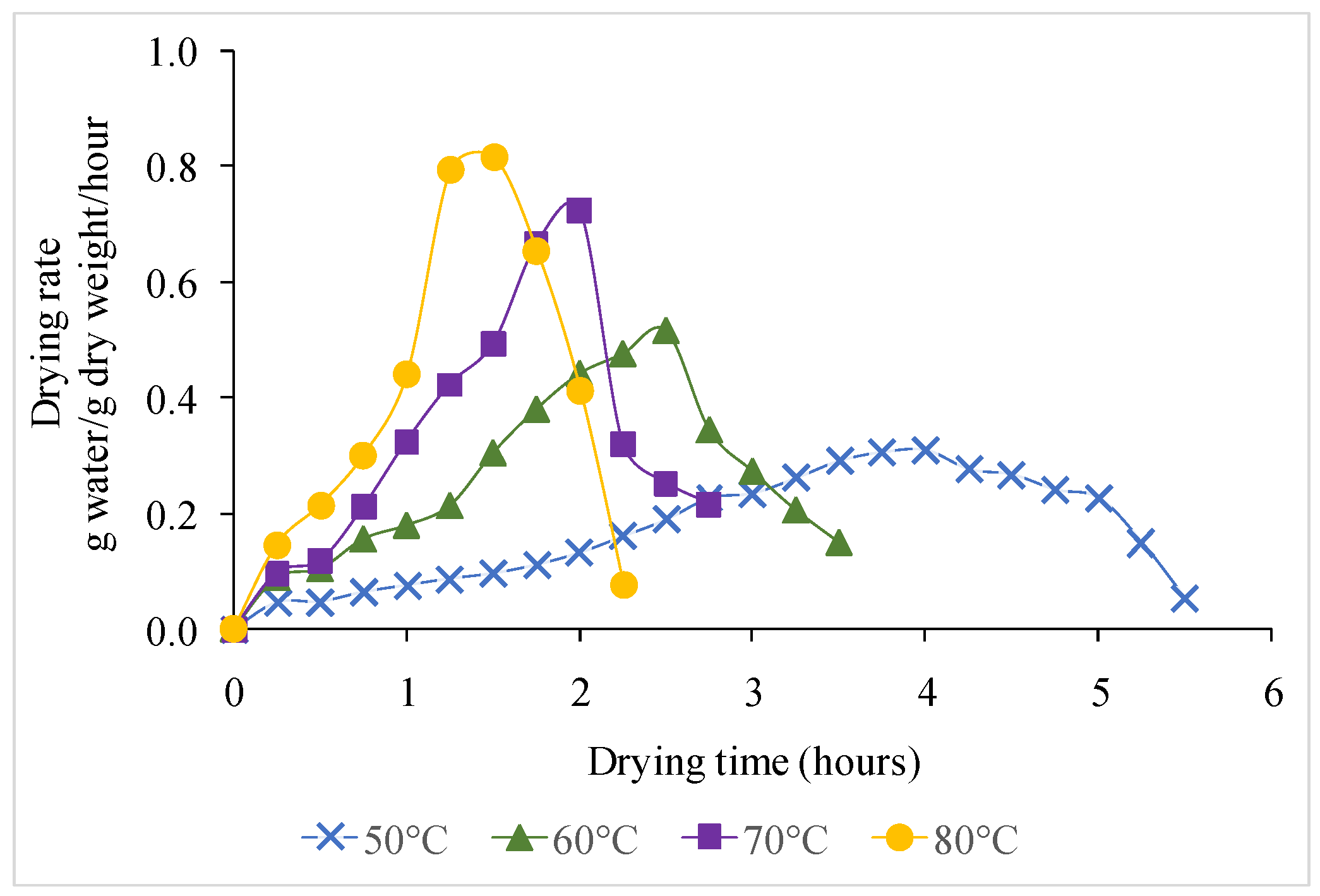
3.2.1. Effect of Temperature on Moisture Ratio and Dehydration Rate
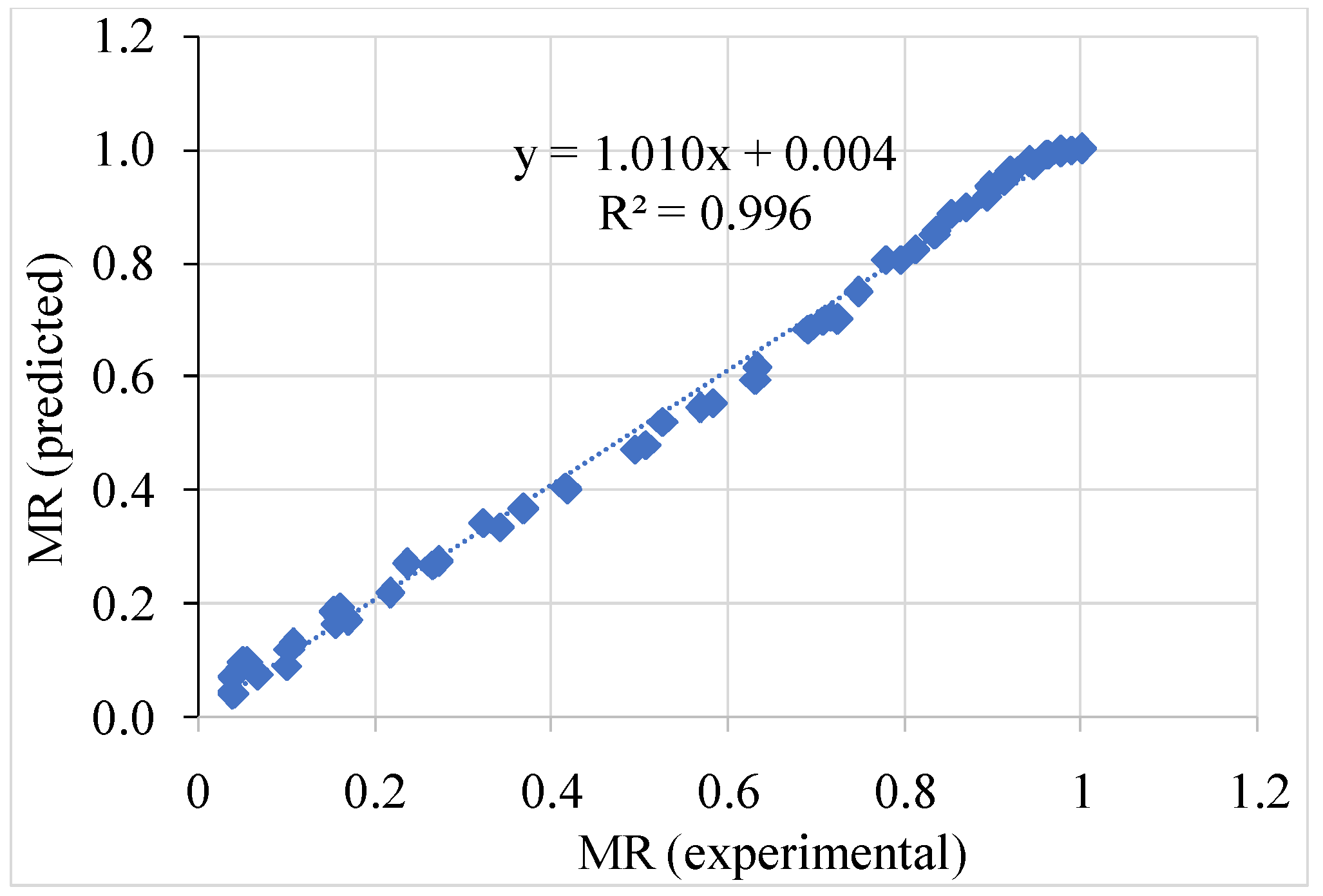
3.2.2. Drying Kinetics
3.2.3. The Moisture Diffusivity and Activation Energy
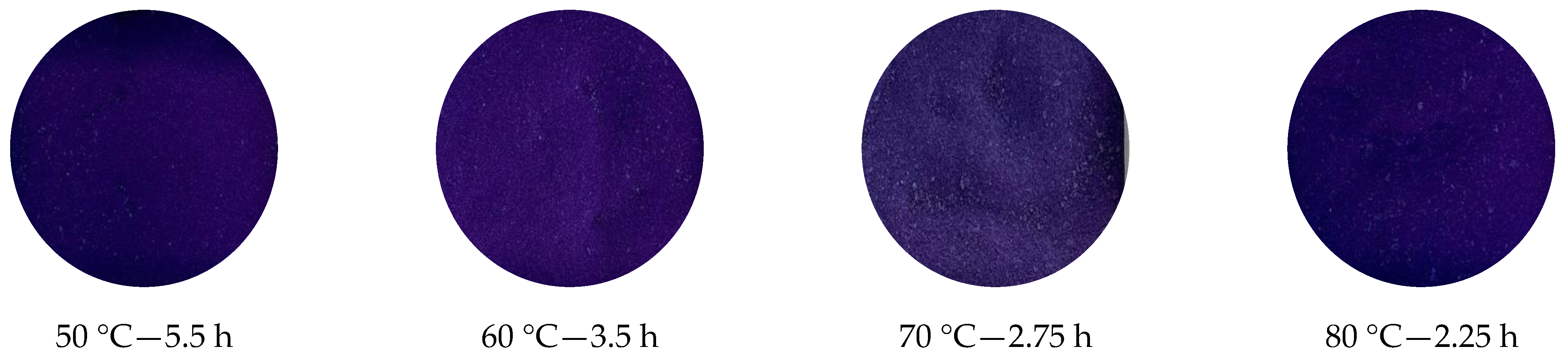
3.2.4. Effect of Drying Temperature on Physicochemical Properties of Foam-Mat Dried Magenta Leaves Powder
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thuy, N.M.; Han, D.H.N.; Minh, V.Q.; Van Tai, N. Effect of extraction methods and temperature preservation on total anthocyanins compounds of Peristrophe bivalvis L. Merr leaf. J. Appl. Biol. Biotechnol. 2022, 10, 146–153. [Google Scholar] [CrossRef]
- Chi, V.V. Từ Điển Cây Thuốc Việt Nam (Dictionary of Vietnamese Medicinal Plants); Medical Publishinghouse: Hanoi, Vietnam, 1999. [Google Scholar]
- Balasubramanian, S.; Paridhi, G.; Bosco, J.D.; Kadam, D.M. Optimization of process conditions for the development of tomato foam by box-behnken design. Food Nutr. Sci. 2012, 3, 925–930. [Google Scholar] [CrossRef] [Green Version]
- Wilson, R.A.; Kadam, D.M.; Chadha, S.; Sharma, M. Foam mat drying characteristics of mango pulp. Int. J. Food Sci. Nutr. Eng. 2012, 2, 63–69. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.; Ye, L.; Landen, W.O., Jr.; Eitenmiller, R.R. Optimization of an extraction procedure for the quantification of vitamin E in tomato and broccoli using response surface methodology. J. Food Compos. Anal. 2000, 13, 45–57. [Google Scholar] [CrossRef]
- Bag, S.K.; Srivastav, P.P.; Mishra, H.N. Optimization of process parameters for foaming of bael (Aegle marmelos L.) fruit pulp. Food Bioprocess Technol. 2011, 4, 1450–1458. [Google Scholar] [CrossRef]
- Lemus-Mondaca, R.A.; Zambra, C.E.; Vega-Gálvez, A.; Moraga, N.O. Coupled 3D heat and mass transfer model for numerical analysis of drying process in papaya slices. J. Food Eng. 2013, 116, 109–117. [Google Scholar] [CrossRef]
- Kaya, A.; Aydın, O.; Demirtaş, C. Experimental and theoretical analysis of drying carrots. Desalination 2009, 237, 285–295. [Google Scholar] [CrossRef]
- Das Purkayastha, M.; Nath, A.; Deka, B.C.; Mahanta, C.L. Thin layer drying of tomato slices. J. Food Sci. Technol. 2013, 50, 642–653. [Google Scholar] [CrossRef]
- Thuy, N.M.; Minh, V.Q.; Ha, H.T.N.; Tai, N.V. Impact of different thin layer drying temperatures on the drying time and quality of butterfly pea flowers. Food Res. 2021, 5, 197–203. [Google Scholar] [CrossRef]
- Sangamithra, A.; Sivakumar, V.; John, S.G.; Kannan, K. Foam Mat Drying of Food Materials: A Review. J. Food Process. Preserv. 2015, 39, 3165–3174. [Google Scholar] [CrossRef]
- Kandasamy, P.; Varadharaju, N.; Kalemullah, S. Foam-mat drying of papaya (Carica papaya L.) using glycerol monostearate as foaming agent. Food Sci. Qual. Manag. 2012, 9, 17–27. [Google Scholar]
- Sharada, S. Studies on effect of various operating parameters & foaming agents-Drying of fruits and vegetables. Int. J. Mod. Eng. Res. 2013, 3, 1512–1519. [Google Scholar]
- Reis, F.R.; de Moraes, A.C.S.; Masson, M.L. Impact of Foam-Mat Drying on Plant-Based Foods Bioactive Compounds: A Review. Plant Foods Hum. Nutr. 2021, 76, 153–160. [Google Scholar] [CrossRef] [PubMed]
- Susanti, D.Y.; Sediawan, W.B.; Fahrurrozi, M.; Hidayat, M. Foam-mat drying in the encapsulation of red sorghum extract: Effects of xanthan gum addition on foam properties and drying kinetics. J. Saudi Soc. Agric. Sci. 2021, 20, 270–279. [Google Scholar] [CrossRef]
- Abd Karim, A.; Wai, C.C. Foam-mat drying of starfruit (Averrhoa carambola L.) puree. Stability and air drying characteristics. Food Chem. 1999, 64, 337–343. [Google Scholar] [CrossRef]
- Maran, J.P.; Sivakumar, V.; Thirugnanasambandham, K.; Sridhar, R. Extraction of natural anthocyanin and colors from pulp of jamun fruit. J. Food Sci. Technol. 2015, 52, 3617–3626. [Google Scholar] [CrossRef] [Green Version]
- Tonon, R.V.; Brabet, C.; Hubinger, M.D. Influence of process conditions on the physicochemical properties of açai (Euterpe oleraceae Mart.) powder produced by spray drying. J. Food Eng. 2008, 88, 411–418. [Google Scholar] [CrossRef]
- Akgun, N.A.; Doymaz, I. Modelling of olive cake thin-layer drying process. J. Food Eng. 2005, 68, 455–461. [Google Scholar] [CrossRef]
- Akpinar, E.; Midilli, A.; Bicer, Y. Single layer drying behaviour of potato slices in a convective cyclone dryer and mathematical modeling. Energy Convers. Manag. 2003, 44, 1689–1705. [Google Scholar] [CrossRef]
- Akpinar, E.K. Drying of mint leaves in a solar dryer and under open sun: Modelling, performance analyses. Energy Convers. Manag. 2010, 51, 2407–2418. [Google Scholar] [CrossRef]
- Toğrul, İ.T.; Pehlivan, D. Modelling of thin layer drying kinetics of some fruits under open-air sun drying process. J. Food Eng. 2004, 65, 413–425. [Google Scholar] [CrossRef]
- John, S.G.; Sangamithra, A.; Chandrasekar, V.; Sasikala, S.; Sanju, V.; Bhuvaneswari, S. Mathematical Modelling of the Thin Layer Drying of Banana Blossom. J. Nutr. Health Food Eng. 2014, 1, 42–49. [Google Scholar] [CrossRef]
- Crank, J. The Mathematics of Diffusion, 2nd ed.; Oxford University Press: London, UK, 1979. [Google Scholar]
- Thorat, I.D.; Mohapatra, D.; Sutar, R.F.; Kapdi, S.S.; Jagtap, D.D. Mathematical Modeling and Experimental Study on Thin-Layer Vacuum Drying of Ginger (Zingiber officinale R.) Slices. Food Bioprocess Technol. 2012, 5, 1379–1383. [Google Scholar] [CrossRef]
- Zarein, M.; Samadi, S.H.; Ghobadian, B. Investigation of microwave dryer effect on energy efficiency during drying of apple slices. J. Saudi Soc. Agric. Sci. 2015, 14, 41–47. [Google Scholar] [CrossRef] [Green Version]
- Sanjuán, N.; Lozano, M.; García-Pascual, P.; Mulet, A. Dehydration kinetics of red pepper (Capsicum annuum L. var Jaranda). J. Sci. Food Agric. 2003, 83, 697–701. [Google Scholar] [CrossRef]
- Abbasi, E.; Azizpour, M. Evaluation of physicochemical properties of foam mat dried sour cherry powder. LWT Food Sci. Technol. 2016, 68, 105–110. [Google Scholar] [CrossRef]
- Franco, T.S.; Perussello, C.A.; Ellendersen, L.N.; Masson, M.L. Effects of foam mat drying on physicochemical and microstructural properties of yacon juice powder. LWT-Food Sci. Technol. 2016, 66, 503–513. [Google Scholar] [CrossRef]
- Dehghannya, J.; Pourahmad, M.; Ghanbarzadeh, B.; Ghaffari, H. Influence of foam thickness on production of lime juice powder during foam-mat drying: Experimental and numerical investigation. Powder Technol. 2018, 328, 470–484. [Google Scholar] [CrossRef]
- Ng, M.L.; Sulaiman, R. Development of beetroot (Beta vulgaris) powder using foam mat drying. LWT 2018, 88, 80–86. [Google Scholar] [CrossRef]
- Muthukumaran, A.; Ratti, C.; Raghavan, V.G.S. Foam-Mat Freeze Drying of Egg White—Mathematical Modeling Part II: Freeze Drying and Modeling. Dry. Technol. 2008, 26, 513–518. [Google Scholar] [CrossRef]
- Tsai, C.-W.; Tong, L.-I.; Wang, C.-H. Optimization of multiple responses using data envelopment analysis and response surface methodology. J. Appl. Sci. Eng. 2010, 13, 197–203. [Google Scholar]
- Spigno, G.; De Faveri, D.M. Antioxidants from grape stalks and marc: Influence of extraction procedure on yield, purity and antioxidant power of the extracts. J. Food Eng. 2007, 78, 793–801. [Google Scholar] [CrossRef]
- Ratti, C.; Kudra, T. Drying of Foamed Biological Materials: Opportunities and Challenges. Dry. Technol. 2006, 24, 1101–1108. [Google Scholar] [CrossRef]
- Sadin, R.; Chegini, G.-R.; Sadin, H. The effect of temperature and slice thickness on drying kinetics tomato in the infrared dryer. Heat Mass Transf. 2014, 50, 501–507. [Google Scholar] [CrossRef]
- Workneh, T.S.; Oke, M.O. The influence of the combined microwave power and hot air ventilation on the drying kinetics and colour quality of tomato slices. Afr. J. Biotechnol. 2012, 11, 15353–15364. [Google Scholar]
- Maskan, A.; Kaya, S.; Maskan, M. Hot air and sun drying of grape leather (pestil). J. Food Eng. 2002, 54, 81–88. [Google Scholar] [CrossRef]
- Olurin, T.O.; Adelekan, A.O.; Olosunde, W.A. Mathematical modelling of drying characteristics of blanched field pumpkin (Cucurbita pepo L.) slices. Agric. Eng. Int. CIGR J. 2012, 14, 246–254. [Google Scholar]
- Mugodo, K.; Workneh, T.S. The kinetics of thin-layer drying and modelling for mango slices and the influence of differing hot-air drying methods on quality. Heliyon 2021, 7, e07182. [Google Scholar] [CrossRef]
- Doymaz, İ. Evaluation of some thin-layer drying models of persimmon slices (Diospyros kaki L.). Energy Convers. Manag. 2012, 56, 199–205. [Google Scholar] [CrossRef]
- Najla, M.; Bawatharani, R. Evaluation of Page Model on Drying Kinetics of Red Chillies. IRE J. 2019, 2, 6–10. [Google Scholar]
- Alara, O.R.; Abdurahman, N.H.; Olalere, O.A. Mathematical modelling and morphological properties of thin layer oven drying of Vernonia amygdalina leaves. J. Saudi Soc. Agric. Sci. 2019, 18, 309–315. [Google Scholar] [CrossRef]
- Jin Park, K.; Vohnikova, Z.; Pedro Reis Brod, F. Evaluation of drying parameters and desorption isotherms of garden mint leaves (Mentha crispa L.). J. Food Eng. 2002, 51, 193–199. [Google Scholar] [CrossRef]
- Panchariya, P.C.; Popovic, D.; Sharma, A.L. Thin-layer modelling of black tea drying process. J. Food Eng. 2002, 52, 349–357. [Google Scholar] [CrossRef]
- Costa, J.d.; Medeiros, M.d.; Mata, A. Isotermas de adsorção de pós de beterraba (Beta vulgaris L.), abóbora (Cucurbita moschata) e cenoura (Daucus carota) obtidos pelo processo de secagem em leito de jorro: Estudo comparativo. Rev. Ciência Agronômica 2003, 34, 5–9. [Google Scholar]
- Thuy, N.M.; Han, L.N.; Van Tai, N. Thermal stability of anthocyanin in mixed raspberry-pomegranate-banana nectar in the presence of ascorbic acid and citric acid. J. Appl. Biol. Biotechnol. 2022, 10, 189–195. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Factors Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| Albumin content (X1, %w/w) | 5 | 10 | 15 |
| Xanthan gum content (X2, %w/w) | 0.1 | 0.3 | 0.5 |
| Whipping time (X3, min) | 2 | 5 | 8 |
| Models | Equation |
|---|---|
| Henderson and Pabis | MR = a.exp(−kt) |
| Page | MR = exp(−ktn) |
| Logarithmic | MR = a.exp(−kt) + c |
| Two-term | MR = a.exp(−kt) + b.exp(−kot) |
| Two-term exponential | MR = a.exp(−kt) + (1 − a)exp(−kat) |
| Source | Sum of Squares | Df | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| X1 | 0.0610 | 1 | 0.0610 | 433.68 | 0.0000 |
| X2 | 0.0000 | 1 | 0.0000 | 0.04 | 0.8372 |
| X3 | 0.0095 | 1 | 0.0095 | 67.30 | 0.0000 |
| X12 | 0.0396 | 1 | 0.0396 | 281.56 | 0.0000 |
| X1X2 | 0.0238 | 1 | 0.0238 | 169.33 | 0.0000 |
| X1X3 | 2.78 × 10−8 | 1 | 2.78 × 10−8 | 0.00 | 0.9888 |
| X22 | 0.0063 | 1 | 0.0063 | 44.94 | 0.0000 |
| X2X3 | 0.0001 | 1 | 0.0001 | 0.89 | 0.3506 |
| X32 | 0.011 | 1 | 0.011 | 77.97 | 0.0000 |
| Lack-of-fit | 0.0028 | 17 | 0.0002 | 1.19 | 0.3065 |
| Pure error | 0.0076 | 54 | 0.00014 | ||
| Total (corr.) | 0.1618 | 80 | |||
| R2 = 93.55% | R2 (adjusted for d.f.) = 92.73%; Standard Error of Est. = 0.012 | ||||
| Source | Sum of Squares | Df | Mean Square | F-Ratio | p-Value |
|---|---|---|---|---|---|
| X1 | 33,531.4 | 1 | 33,531.4 | 1921.35 | 0.0000 |
| X2 | 5218.75 | 1 | 5218.75 | 299.04 | 0.0000 |
| X3 | 6805.38 | 1 | 6805.38 | 389.95 | 0.0000 |
| X12 | 27,494.1 | 1 | 27,494.1 | 1575.42 | 0.0000 |
| X1X2 | 43,119.2 | 1 | 43,119.2 | 2470.74 | 0.0000 |
| X1X3 | 17.5421 | 1 | 17.5421 | 1.01 | 0.3205 |
| X22 | 11,228.3 | 1 | 11,228.3 | 643.39 | 0.0000 |
| X2X3 | 2.0449 | 1 | 2.0449 | 0.12 | 0.7334 |
| X32 | 5300.27 | 1 | 5300.27 | 303.71 | 0.0000 |
| Lack-of-fit | 430.746 | 17 | 25.338 | 1.45 | 0.1496 |
| Pure error | 942.405 | 54 | 17.4519 | ||
| Total (corr.) | 134,090 | 80 | |||
| R2= 98.98%, R2 (adjusted for d.f.) = 98.85%; Standard Error of Est. = 4.18. | |||||
| Predicted Value | Actual Value | |
|---|---|---|
| Foam density (g/mL) | 0.252 | 0.259 * ± 0.05 ** |
| Foam expansion volume (%) | 298.17 | 286.87 ± 2.79 |
| Model | Temperature (°C) | Model Constants | RSME | R2 (%) | χ2 |
|---|---|---|---|---|---|
| Logarithmic (2008) | 50 | a = 2.0313; k = 0.1246; c = −0.8623 | 0.1018 | 91.70 | 0.0119 |
| 60 | a = 2.0270; k = 0.2114; c = −0.8778 | 0.0946 | 94.08 | 0.0112 | |
| 70 | a = 1.9324; k = 0.2842; c = −0.7741 | 0.1101 | 92.63 | 0.0161 | |
| 80 | a = 1.9396; k = 0.3457; c = −0.7940 | 0.1137 | 92.91 | 0.0184 | |
| Page (2008) | 50 | k = 0.0219; n = 2.8211 | 0.0242 | 99.51 | 0.0006 |
| 60 | k = 0.1207; n = 2.6131 | 0.0253 | 99.54 | 0.0007 | |
| 70 | k = 0.1938; n = 2.7593 | 0.0206 | 99.69 | 0.0005 | |
| 80 | k = 0.3542; n = 2.8701 | 0.0276 | 99.52 | 0.0009 | |
| Two-term exponential (2007) | 50 | a = 0.9990; k = 0.2227 | 0.1637 | 77.93 | 0.0293 |
| 60 | a = 2.2903; k = 0.7918 | 0.0825 | 95.12 | 0.0079 | |
| 70 | a = 2.3275; k = 0.9867 | 0.1101 | 95.00 | 0.0146 | |
| 80 | a = 2.3341; k = 1.2570 | 0.0907 | 94.85 | 0.0103 | |
| Henderson and Pabis (2008) | 50 | a = 1.1967; k = 0.2807 | 0.1396 | 83.94 | 0.0215 |
| 60 | a = 1.1813; k = 0.4748 | 0.1378 | 86.00 | 0.0219 | |
| 70 | a = 1.1802; k = 0.6066 | 0.1484 | 85.22 | 0.0264 | |
| 80 | a = 1.1695; k = 0.7710 | 0.1594 | 84.67 | 0.0317 | |
| Two-term (2007) | 50 | a = 0.5983; k = 0.2811; b = 0.5983; ko=0.2800 | 0.1468 | 83.94 | 0.0261 |
| 60 | a = 0.5906; k = 0.4762; b = 0.5906; ko=0.4730 | 0.1498 | 86.00 | 0.0306 | |
| 70 | a = 0.5901; k = 0.6048; b = 0.5901; ko=0.6082 | 0.1660 | 85.22 | 0.0413 | |
| 80 | a = 0.5847; k = 0.7714; b = 0.5847; ko=0.7703 | 0.1840 | 84.67 | 0.0564 |
| Drying Temperature (°C) | Moisture Content (%) | Water Activity | Moisture Absorption Capacity (%) | Anthocyanin (mg/g) |
|---|---|---|---|---|
| 50 | 3.96 a ± 0.12 | 0.293 a ± 0.011 | 19.69 d ± 0.16 | 1.60 c ± 0.04 |
| 60 | 3.75 b ± 0.10 | 0.259 b ± 0.005 | 21.07 c ± 0.18 | 2.04 a ± 0.08 |
| 70 | 3.58 b ± 0.07 | 0.288 c ± 0.002 | 22.61 d ± 0.29 | 1.90 a ± 0.06 |
| 80 | 3.35 c ± 0.11 | 0.205 d ± 0.008 | 24.29 d ± 0.20 | 1.76 b ± 0.05 |
| Drying Temperature (°C) | L* | a* | b* |
|---|---|---|---|
| 50 | 42.64 a ± 0.89 | 4.26 a ± 0.11 | −6.47 c ± 0.16 |
| 60 | 46.64 c ± 0.38 | 4.62 a ± 0.25 | −9.32 a ± 0.12 |
| 70 | 48.56 d ± 1.31 | 4.46 a ± 0.14 | −9.24 a ± 0.15 |
| 80 | 44.72 b ± 1.02 | 4.49 a ± 0.29 | −8.07 b ± 0.19 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thuy, N.M.; Tien, V.Q.; Van Tai, N.; Minh, V.Q. Effect of Foaming Conditions on Foam Properties and Drying Behavior of Powder from Magenta (Peristropheroxburghiana) Leaves Extracts. Horticulturae 2022, 8, 546. https://doi.org/10.3390/horticulturae8060546
Thuy NM, Tien VQ, Van Tai N, Minh VQ. Effect of Foaming Conditions on Foam Properties and Drying Behavior of Powder from Magenta (Peristropheroxburghiana) Leaves Extracts. Horticulturae. 2022; 8(6):546. https://doi.org/10.3390/horticulturae8060546
Chicago/Turabian StyleThuy, Nguyen Minh, Vo Quoc Tien, Ngo Van Tai, and Vo Quang Minh. 2022. "Effect of Foaming Conditions on Foam Properties and Drying Behavior of Powder from Magenta (Peristropheroxburghiana) Leaves Extracts" Horticulturae 8, no. 6: 546. https://doi.org/10.3390/horticulturae8060546