
Controlling the Formation of Foams in Broth to Promote the Co-Production of Microbial Oil and Exopolysaccharide in Fed-Batch Fermentation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Strain and Culture Conditions
2.2. Extraction of Microbial Oil and EPS
2.3. Analyzing the Performance of Defoamer
2.4. The Mode of Corn Steep Liquor (CSL) Feeding
2.5. Analytical Methods
2.6. Statistical Analysis
3. Results and Discussion
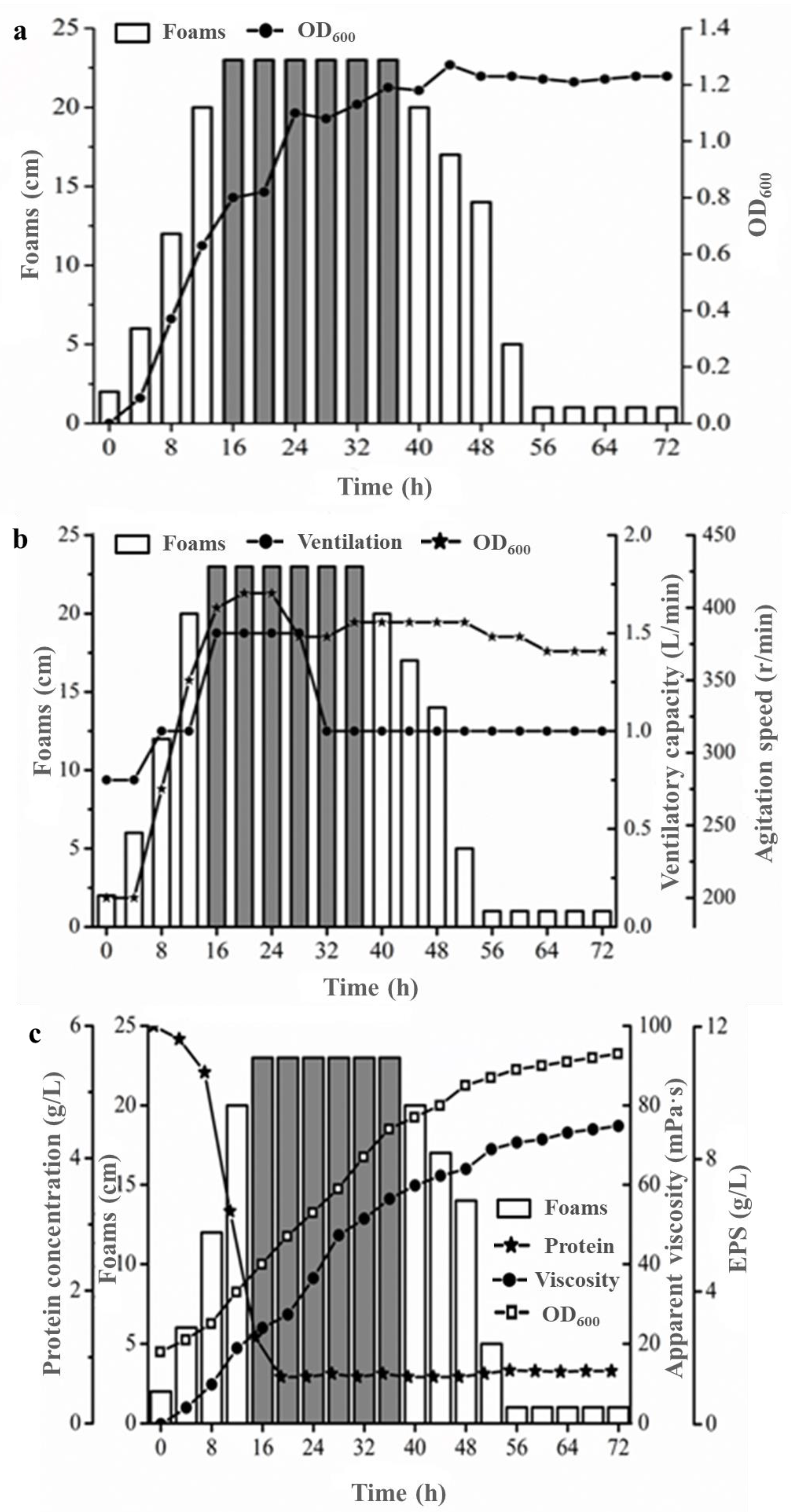
3.1. The Relationships between Foams and the Key Factors Involved in Foaming in Fed-Batch Ferementation by S. pararoseus JD-2
3.2. Optimization of Defoamer to Enhance Defoaming Ability and to Improve Efficiency of Fermentation Process
3.3. The Effects of the Mode of Corn Steep Liquor Feeding on Fermentation Performance of S. pararoseus JD-2
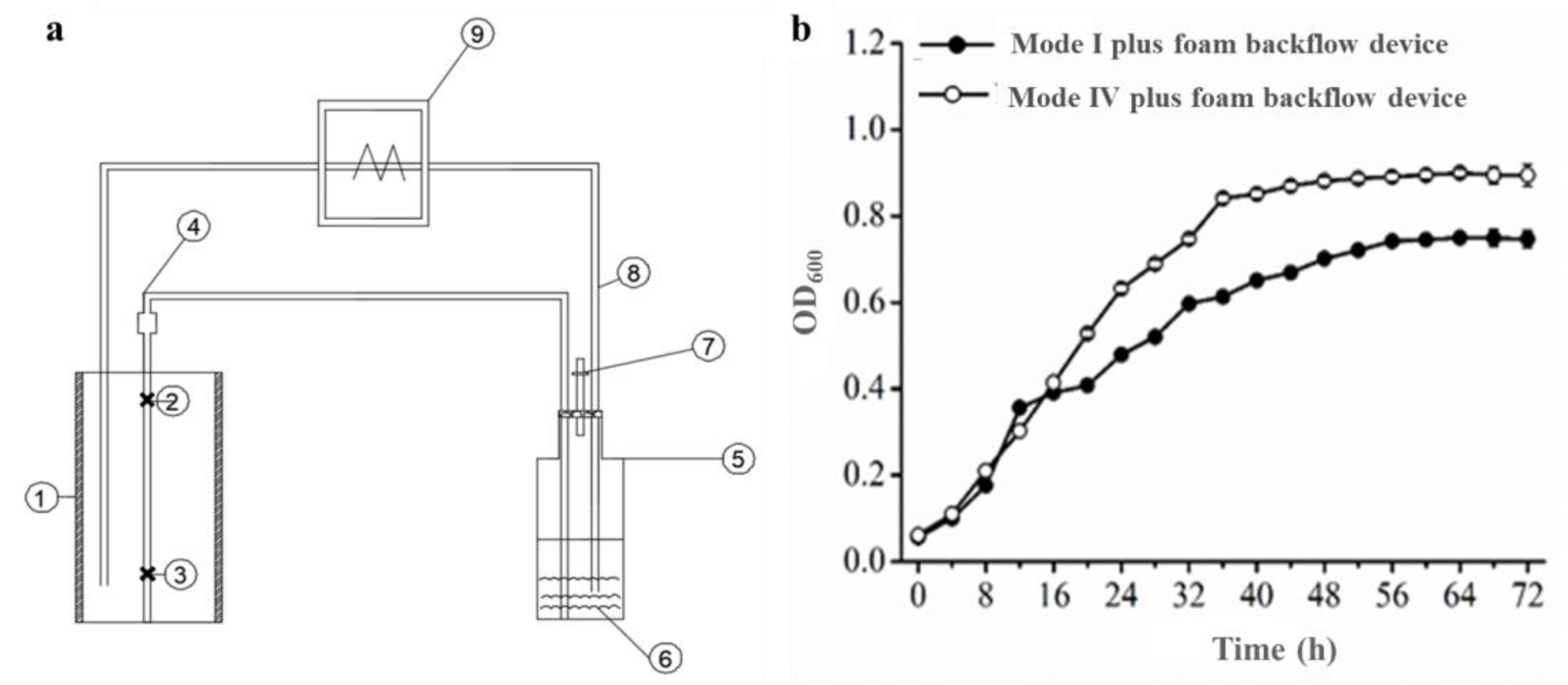
3.4. Using the Foams Backflow Device to Increase the Utility Ratio of Feedstock in Fed-Batch Fermentation by S. pararoseus JD-2
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Caporusso, A.; Capece, A.; De Bari, I. Oleaginous Yeasts as Cell Factories for the Sustainable Production of Microbial Lipids by the Valorization of Agri-Food Wastes. Fermentation 2021, 7, 50. [Google Scholar] [CrossRef]
- Shaigani, P.; Awad, D.; Redai, V.; Fuchs, M.; Haack, M.; Mehlmer, N.; Brueck, T. Oleaginous yeasts- substrate preference and lipid productivity: A view on the performance of microbial lipid producers. Microb. Cell Factories 2021, 20, 220–237. [Google Scholar] [CrossRef]
- Zhang, L.; Song, Y.; Wang, Q.; Zhang, X. Culturing rhodotorula glutinis in fermentation-friendly deep eutectic solvent extraction liquor of lignin for producing microbial lipid. Bioresour. Technol. 2021, 337, 125475. [Google Scholar] [CrossRef]
- Han, M.; Xu, J.Z.; Liu, Z.M.; Qian, H.; Zhang, W.G. Co-production of microbial oil and exopolysaccharide by the oleaginous yeast Sporidiobolus pararoseus grown in fed-batch culture. RSC Adv. 2018, 8, 3348–3356. [Google Scholar] [CrossRef] [Green Version]
- Ledesma-Amaro, R. Microbial oils: A customizable feedstock through metabolic engineering. Eur. J. Lipid Sci. Technol. 2014, 117, 141–144. [Google Scholar] [CrossRef]
- Qiao, K.; Wasylenko, T.M.; Zhou, K.; Xu, P.; Stephanopoulos, G. Lipid production in Yarrowia lipolytica is maximized by engineering cytosolic redox metabolism. Nat. Biotechnol. 2017, 35, 173–177. [Google Scholar] [CrossRef]
- Manowattana, A.; Techapun, C.; Watanabe, M.; Chaiyaso, T. Bioconversion of biodiesel-derived crude glycerol into lipids and carotenoids by an oleaginous red yeast Sporidiobolus pararoseus KM281507 in an airlift bioreactor. J. Biosci. Bioeng. 2018, 125, 59–66. [Google Scholar] [CrossRef]
- Sathiyamoorthi, E.; Kumar, P.; Kim, B.S. Lipid production by Cryptococcus albidus using biowastes hydrolysed by indigenous microbes. Bioprocess Biosyst. Eng. 2019, 42, 687–696. [Google Scholar] [CrossRef]
- Pawar, P.; Odaneth, A.A.; Vadgama, R.; Lali, A.M. Simultaneous lipid biosynthesis and recovery for oleaginous yeast Yarrowia lipolytica. Biotechnol. Biofuels 2019, 12, 237–254. [Google Scholar] [CrossRef] [Green Version]
- Sakarika, M.; Kornaros, M. Kinetics of growth and lipids accumulation in Chlorella vulgaris during batch heterotrophic cultivation: Effect of different nutrient limitation strategies. Bioresour. Technol. 2017, 243, 356–365. [Google Scholar] [CrossRef]
- Wang, H.; Hu, B.; Liu, J.; Qian, H.; Xu, J.; Zhang, W. Co-production of lipid, exopolysaccharide and single-cell protein by Sporidiobolus pararoseus under ammonia nitrogen-limited conditions. Bioprocess Biosyst. Eng. 2020, 43, 1403–1414. [Google Scholar] [CrossRef]
- Zeng, Y.; Xie, T.; Li, P.; Jian, B.; Li, X.; Xie, Y.; Zhang, Y. Enhanced lipid production and nutrient utilization of food waste hydrolysate by mixed culture of oleaginous yeast Rhodosporidium toruloides and oleaginous microalgae Chlorella vulgaris. Renew. Energy 2018, 126, 915–923. [Google Scholar] [CrossRef]
- Arora, N.; Patel, A.; Mehtani, J.; Pruthi, P.A.; Pruthi, V.; Poluri, K.M. Co-culturing of oleaginous microalgae and yeast: Paradigm shift towards enhanced lipid productivity. Environ. Sci. Pollut. Res. 2019, 26, 16952–16973. [Google Scholar] [CrossRef]
- Liu, G.; Miao, X. Switching cultivation for enhancing biomass and lipid production with extracellular polymeric substance as co-products in Heynigia riparia SX01. Bioresour. Technol. 2017, 227, 214–220. [Google Scholar] [CrossRef] [PubMed]
- Han, M.; He, Q.; Zhang, W.G. Carotenoids production in different culture conditions by Sporidiobolus pararoseus. Prep. Biochem. Biotech. 2012, 42, 293–303. [Google Scholar] [CrossRef] [PubMed]
- Han, M.; Xu, Z.-Y.; Du, C.; Qian, H.; Zhang, W.-G. Effects of nitrogen on the lipid and carotenoid accumulation of oleaginous yeast Sporidiobolus pararoseus. Bioprocess Biosyst. Eng. 2016, 39, 1425–1433. [Google Scholar] [CrossRef] [PubMed]
- Gupta, A.K.; Seth, K.; Maheshwari, K.; Baroliya, P.K.; Meena, M.; Kumar, A.; Vinayak, V. Harish Biosynthesis and extraction of high-value carotenoid from algae. Front. Biosci. 2021, 26, 171–190. [Google Scholar] [CrossRef]
- Rehm, B.H.A. Bacterial polymers: Biosynthesis, modifications and applications. Nat. Rev. Microbiol. 2010, 8, 578–592. [Google Scholar] [CrossRef]
- Vardar-Sukan, F. Foaming: Consequences, prevention and destruction. Biotechnol. Adv. 1998, 16, 913–948. [Google Scholar] [CrossRef]
- Junker, B. Foam and its mitigation in fermentation systems. Biotechnol. Progr. 2007, 23, 767–784. [Google Scholar] [CrossRef]
- Denkov, N.; Tcholakova, S.; Politova-Brinkova, N. Physicochemical control of foam properties. Curr. Opin. Colloid Interface Sci. 2020, 50, 101376. [Google Scholar] [CrossRef]
- Lesov, I.; Tcholakova, S.; Kovadjieva, M.; Saison, T.; Lamblet, M.; Denkov, N. Role of Pickering stabilization and bulk gelation for the preparation and properties of solid silica foams. J. Colloid Interface Sci. 2017, 504, 48–57. [Google Scholar] [CrossRef]
- Liao, S.; Ghosh, A.; Becker, M.D.; Abriola, L.M.; Cápiro, N.L.; Fortner, J.D.; Pennell, K.D. Effect of rhamnolipid biosurfactant on transport and retention of iron oxide nanoparticles in water-saturated quartz sand. Environ. Sci. Nano 2020, 8, 311–327. [Google Scholar] [CrossRef]
- Politova, N.; Tcholakova, S.; Valkova, Z.; Golemanov, K.; Denkov, N.D. Self-regulation of foam volume and bubble size during foaming via shear mixing. Colloids Surf. A Physicochem. Eng. Asp. 2018, 539, 18–28. [Google Scholar] [CrossRef]
- Cheng, X.-H.; Wang, K.; Cheng, N.-Q.; Mi, S.-Y.; Sun, L.-S.; Yeh, J.-T. The control of expansion ratios and cellular structure of supercritical CO2-aid thermoplastic starch foams using crosslinking agents and nano-silica particles. J. Polym. Res. 2021, 28, 35–43. [Google Scholar] [CrossRef]
- Akter, M.M.; Theary, K.; Kalkornsurapranee, E.; Prabhakar, C.S.; Thaochan, N. The effects of methyl eugenol, cue lure and plant essential oils in rubber foam dispenser for controlling Bactrocera dorsalis and Zeugodacus cucurbitae. Asian J. Agric. Biol. 2021, 9, 356–367. [Google Scholar] [CrossRef]
- Jin, Y.; Li, J.; Wu, S.; Zhou, F. Comparison of polyurethane foam dressing and hydrocolloid dressing in patients with pressure ulcers A randomized controlled trial protocol. Medicine 2021, 100, e24165. [Google Scholar] [CrossRef]
- Zaky, A.S. Introducing a Marine Biorefinery System for the Integrated Production of Biofuels, High-Value-Chemicals, and Co-Products: A Path Forward to a Sustainable Future. Processes 2021, 9, 1841. [Google Scholar] [CrossRef]
- Zaky, A.S.; Carter, C.E.; Meng, F.; French, C.E. A preliminary life cycle analysis of bioethanol production using seawater in a coastal biorefinery setting. Processes 2021, 9, 1399. [Google Scholar] [CrossRef]
- Tamura, T.; Kageyama, M.; Kaneko, Y.; Kishino, T.; Nikaido, M. Direct Observation of Foam Film Rupture by Several Types of Antifoams Using a Scanning Laser Microscope. J. Colloid Interface Sci. 1999, 213, 179–186. [Google Scholar] [CrossRef]
- Valdés-Velasco, L.M.; Favela-Torres, E.; Théatre, A.; Arguelles-Arias, A.; Saucedo-Castañeda, J.G.; Jacques, P. Relationship between lipopeptide biosurfactant and primary metabolite production by Bacillus strains in solid-state and submerged fermentation. Bioresour. Technol. 2021, 345, 126556. [Google Scholar] [CrossRef]
- Xu, N.; Liu, S.; Xu, L.; Zhou, J.; Xin, F.; Zhang, W.; Qian, X.; Li, M.; Dong, W.; Jiang, M. Enhanced rhamnolipids production using a novel bioreactor system based on integrated foam-control and repeated fed-batch fermentation strategy. Biotechnol. Biofuels 2020, 13, 80–89. [Google Scholar] [CrossRef] [PubMed]
- Conceição, K.S.; Almeida, M.D.A.; Sawoniuk, I.C.; Marques, G.D.; Faria-Tischer, P.C.D.S.; Tischer, C.A.; Vignoli, J.A.; Camilios-Neto, D. Rhamnolipid production by Pseudomonas aeruginosa grown on membranes of bacterial cellulose supplemented with corn bran water extract. Environ. Sci. Pollut. Res. 2020, 27, 30222–30231. [Google Scholar] [CrossRef] [PubMed]
- Dai, L.; Jiang, W.; Zhou, X.; Xu, Y. Enhancement in xylonate production from hemicellulose pre-hydrolysate by powdered activated carbon treatment. Bioresour. Technol. 2020, 316, 123944. [Google Scholar] [CrossRef] [PubMed]
- Gong, Z.; Peng, Y.; Wang, Q. Rhamnolipid production, characterization and fermentation scale-up by Pseudomonas aeruginosa with plant oils. Biotechnol. Lett. 2015, 37, 2033–2038. [Google Scholar] [CrossRef]
- Anic, I.; Apolonia, I.; Franco, P.; Wichmann, R. Production of rhamnolipids by integrated foam adsorption in a bioreactor system. AMB Express 2018, 8, 122. [Google Scholar] [CrossRef] [PubMed]
- Sharma, S.C.; Tsuchiya, K.; Sakai, K.; Sakai, H.; Abe, M.; Komura, S.; Sakamoto, K.; Miyahara, R. Formation and Characterization of Microemulsions Containing Polymeric Silicone. Langmuir 2008, 24, 7658–7662. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Xiang, N.; Ni, Z.; Huang, X.; Zheng, J.; Wang, Y.; Zhang, X. Step emulsification: High-throughput production of monodisperse droplets. Biotechniques 2020, 68, 114–116. [Google Scholar] [CrossRef] [Green Version]
- He, Y. High cell density production of Deinococcus radiodurans under optimized conditions. J. Ind. Microbiol. Biotechnol. 2009, 36, 539–546. [Google Scholar] [CrossRef]
- Routledge, S.J. Beyond de-foaming: The effects of antifoams on bioprocess productivity. Comput. Struct. Biotechnol. J. 2012, 3, e201210001. [Google Scholar] [CrossRef] [Green Version]
- Maleki-Kakelar, M.; Azarhoosh, M.J.; Senji, S.G.; Aghaeinejad-Meybodi, A. Urease production using corn steep liquor as a low-cost nutrient source by Sporosarcina pasteurii: Biocementation and process optimization via artificial intelligence approaches. Environ. Sci. Pollut. Res. 2021, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Paker, I.; Jaczynski, J.; Matak, K.E. Calcium hydroxide as a processing base in alkali-aided pH-shift protein recovery process. J. Sci. Food Agric. 2017, 97, 811–817. [Google Scholar] [CrossRef] [PubMed]
- Liu, X. Effects of proteases on L-glutamic acid fermentation. Bioengineered 2019, 10, 646–658. [Google Scholar] [CrossRef] [Green Version]
- Anic, I.; Nath, A.; Franco, P.; Wichmann, R. Foam adsorption as an ex situ capture step for surfactants produced by fermentation. J. Biotechnol. 2017, 258, 181–189. [Google Scholar] [CrossRef] [PubMed]
- Long, X.; Shen, C.; He, N.; Zhang, G.; Meng, Q. Enhanced rhamnolipids production via efficient foam-control using stop valve as a foam breaker. Bioresour. Technol. 2017, 224, 536–543. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mode | Loading Volume (L) | Initial Defoamer Concentration (%) | Initial CSL Concentration (g/L) | Time of CSL Feeding (h) | Speed of CSL Feeding 1 (L/h) |
|---|---|---|---|---|---|
| I | 3.0 | 0 | 20 | — | — |
| II | 2.7 | 0.1 | 10 | 24–36 | 0.03 |
| III | 2.7 | 0.1 | 5 | 8–24 | 0.02 |
| IV | 2.7 | 0.1 | 10 | 8–24 | 0.02 |
| pH of CSL 1 | Time of Foaming (s) 2 | Time of Defoaming (s) |
|---|---|---|
| 4 | 23 | 120 |
| 5 | 30 | 100 |
| 6 | 55 | 50 |
| 7 | * | 5 |
| 8 | * | 3 |
| Feeding Mode | Biomass (g/L) | Microbial Oil (g/L) | EPS (g/L) |
|---|---|---|---|
| Mode I plus foam backflow device | 52.2 ± 1.6 | 25.6 ± 0.7 | 9.1 ± 0.3 |
| Mode IV plus foam backflow device | 62.3 ± 1.8 | 31.2 ± 0.8 | 10.9 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.-F.; Wang, M.-Q.; Wang, Y.-L.; Wang, H.-T.; Xu, J.-Z. Controlling the Formation of Foams in Broth to Promote the Co-Production of Microbial Oil and Exopolysaccharide in Fed-Batch Fermentation. Fermentation 2022, 8, 68. https://doi.org/10.3390/fermentation8020068
Guo Y-F, Wang M-Q, Wang Y-L, Wang H-T, Xu J-Z. Controlling the Formation of Foams in Broth to Promote the Co-Production of Microbial Oil and Exopolysaccharide in Fed-Batch Fermentation. Fermentation. 2022; 8(2):68. https://doi.org/10.3390/fermentation8020068
Chicago/Turabian StyleGuo, Yan-Feng, Meng-Qi Wang, Yi-Lei Wang, Hong-Tao Wang, and Jian-Zhong Xu. 2022. "Controlling the Formation of Foams in Broth to Promote the Co-Production of Microbial Oil and Exopolysaccharide in Fed-Batch Fermentation" Fermentation 8, no. 2: 68. https://doi.org/10.3390/fermentation8020068