
Novel Technologies for Butyric Acid Fermentation: Use of Cellulosic Biomass, Rapid Bioreactor, and Efficient Product Recovery


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Stock Medium and Solutions
2.2. Microorganism, Culture Propagation, and Spore Formation
2.3. Inoculum Preparation
2.4. Bioreactor Preparation and Fermentation
2.5. Cell Recycle Membrane Reactor
2.6. Wheat Straw Pretreatment and Hydrolysis
2.7. Wheat Straw Hydrolysate Fermentation
2.8. Recovery of Butyric Acid Using XAD-4 Adsorbent Resin
2.9. Analyses
3. Results and Discussion
3.1. Control Glucose Fermentation
3.2. Xylose Fermentation
3.3. Mixed Sugar Fermentation
3.4. Cell Recycle Membrane Reactor
3.5. Butyric Acid Production from Wheat Straw Hydrolysate (WSH)
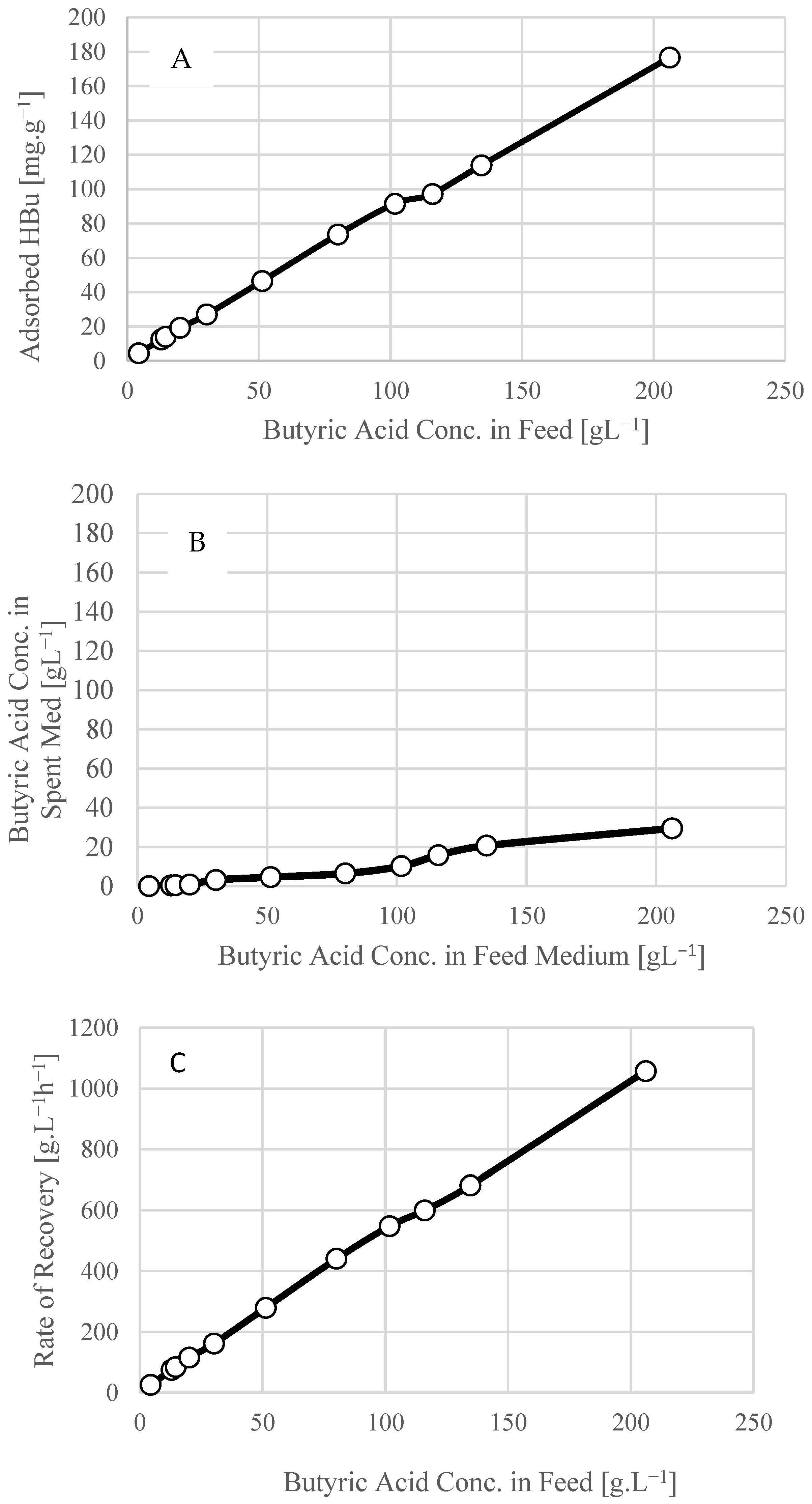
3.6. Recovery of Butyric Acid
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, Z.; Yang, S.-T. Extractive fermentation for butyric acid production from glucose by Clostridium tyrobutyricum. Biotechnol. Bioeng. 2003, 82, 93–102. [Google Scholar] [CrossRef]
- Pouillart, P.R. Role of butyric acid and its derivatives in the treatment of colorectal cancer and hemoglobinopathies. Life Sci. 1998, 63, 1739–1760. [Google Scholar] [CrossRef] [PubMed]
- Qureshi, N.; Liu, S.; Saha, B.C. Butyric acid production by fermentation: Employing potential of the novel Clostridium tyrobutyricum strain NRRL 67062. Fermentation 2022, 8, 491. [Google Scholar] [CrossRef]
- Luo, G.; Zhang, L.; Chen, T.; Yuan, W.; Geng, Y. Butyric acid fermentation in xylose and glucose by Clostridium tyrobutyricum. Bioresources 2017, 12, 2930–2940. [Google Scholar] [CrossRef]
- Ramey, D.E. Continuous Two Stage, Dual Path Anaerobic Fermentation of Butanol and Other Organic Solvents Using Two Different Strains of Bacteria. U.S. Patent 5,753,474, 19 May 1998. [Google Scholar]
- Huang, H.; Qureshi, N.; Chen, M.-H.; Liu, W.; Singh, V. Ethanol production from food waste at high solids content with vacuum recovery technology. J. Agric. Food Chem. 2015, 63, 2760–2766. [Google Scholar] [CrossRef] [PubMed]
- Claassen, P.A.M.; Budde, M.A.W.; Lopez-Contreras, A.M. Acetone, butanol and ethanol production from domestic organic waste by solventogenic clostridia. J. Mol. Microbiol. Biotechnol. 2000, 2, 39–44. [Google Scholar]
- Farmanbordar, S.; Amiri, H.; Karimi, K. Simultaneous organosolv pretreatment and detoxification of municipal solid waste for efficient biobutanol production. Bioresour. Technol. 2018, 270, 236–244. [Google Scholar] [CrossRef]
- Farmanbordar, S.; Karimi, K.; Amiri, H. Municipal solid waste as a suitable substrate for butanol production as an advanced biofuel. Energy Convers. Manag. 2018, 157, 396–408. [Google Scholar] [CrossRef]
- Raganati, F.; Procentese, A.; Olivieri, G.; Russo, M.E.; Marzocchella, A. Butanol production by fermentation of fruit residues. Chem. Eng. Trans. 2016, 49, 229–234. [Google Scholar]
- Luo, W.; Zhao, Z.; Pan, H.; Zhao, L.; Xu, C.; Yu, X. Feasibility of butanol production from wheat starch wastewater by Clostridium acetobutylicum. Energy 2018, 154, 240–248. [Google Scholar] [CrossRef]
- Ezeji, T.C.; Blaschek, H.P. Fermentation of dried distillers’ grains and solubles (DDGS) hydrolysates to solvents and value-added products by solventogenic clostridia. Bioresour. Technol. 2008, 99, 5232–5242. [Google Scholar] [CrossRef] [PubMed]
- Microsoft Bing Search. How Much Food Waste Is Produced in the United States? Searched on 17 November 2023.
- Liu, S.; Duncan, S.; Qureshi, N.; Rich, J. Fermentative production of butyric acid from paper mill sludge hydrolysates using Clostridium tyrobutyricum NRRL B-67062/RPT 4213. Biocatal. Agric. Biotechnol. 2018, 14, 48–51. [Google Scholar] [CrossRef]
- Liu, S.; Bischoff, K.M.; Leathers, T.D.; Rich, J.O.; Hughes, S.R. Butyric acid from anaerobic fermentation of lignocellulosic biomass hydrolysates by Clostridium tyrobutyricum strain RPT-4213. Bioresour. Technol. 2013, 143, 322–329. [Google Scholar] [CrossRef] [PubMed]
- Guan, W.; Shi, S.; Tu, M.; Lee, Y.Y. Acetone-butanol-ethanol production from Kraft paper mill sludge by simultaneous saccharification and fermentation. Bioresour. Technol. 2016, 200, 713–721. [Google Scholar] [CrossRef] [PubMed]
- Alam, S.; Stevens, D.; Bajpai, R. Production of butyric acid by batch fermentation of cheese whey with Clostridium beijerinckii. J. Ind. Microbiol. 1988, 2, 359–364. [Google Scholar] [CrossRef]
- Lienhardt, J.; Schripsema, J.; Qureshi, N.; Blaschek, H.P. Acetone butanol ethanol (ABE) production in an immobilized cell biofilm reactor: Increase in sugar utilization. Appl. Biochem. Biotechnol. 2002, 98, 591–598. [Google Scholar] [CrossRef] [PubMed]
- Ohleyer, E.; Blanch, H.W.; Wilke, C.R. Continuous production of lactic acid in cell recycle reactor. Appl. Biochem. Biotechnol. 1985, 11, 317–332. [Google Scholar] [CrossRef]
- Mehaia, M.A.; Cheryan, M. Lactic acid from whey permeate in a membrane recycle bioreactor. Enzym. Microb. Technol. 1986, 8, 289–292. [Google Scholar] [CrossRef]
- Cheryan, M.; Mehaia, M.A. A high-performance membrane bioreactor for continuous fermentation of lactose to ethanol. Biotechnol. Lett. 1983, 5, 519–524. [Google Scholar] [CrossRef]
- Afschar, A.S.; Biebl, H.; Schaller, K.; Schugerl, K. Production of acetone and butanol by Clostridium acetobutylicum in a continuous culture with cell recycle. Appl. Microbiol. Biotechnol. 1985, 22, 394–398. [Google Scholar] [CrossRef]
- Pierrot, P.; Fick, M.; Engasser, J.M. Continuous acetone-butanol fermentation with high productivity by cell ultrafiltration and recycling. Biotechnol. Lett. 1986, 8, 253–256. [Google Scholar] [CrossRef]
- Oh, H.W.; Lee, S.C.; Woo, H.C.; Kim, Y.H. Energy-efficient recovery of fermented butyric acid using octyl acetate extraction. Biotechnol. Biofuels Bioprod. 2022, 15, 46. [Google Scholar] [CrossRef] [PubMed]
- Baroi, G.N.; Skiadas, I.V.; Westermann, P.; Gavala, H.N. Effect of in situ acids removal on mixed glucose and xylose fermentation by Clostridium tyrobutyricum. AMB Expr. 2015, 5, 67. [Google Scholar] [CrossRef]
- Zaman, N.K.; Law, J.Y.; Chai, P.V.; Rohani, R.; Mohammad, A.W. Recovery of organic acids from fermentation broth using nanofiltration technologies: A review. J. Phys. Sci. 2017, 28, 85–109. [Google Scholar] [CrossRef]
- Faisal, A.; Zarebska, A.; Saremi, P.; Korelskiy, D.; Ohlin, L.; Rova, U.; Hedlund, J.; Grahn, M. MFI zeolite as adsorbent for selective recovery of hydrocarbons from ABE fermentation broths. Adsorption 2014, 20, 465–470. [Google Scholar] [CrossRef]
- Chun, J.; Choi, O.; Sang, B.-I. Enhanced extraction of butyric acid under high-pressure CO2 conditions to integrate chemical catalysis for value-added chemicals and biofuels. Biotechnol. Biofuels 2018, 11, 19. [Google Scholar] [CrossRef]
- Fu, H.; Wang, X.; Sun, Y.; Yan, L.; Shen, J.; Wang, J.; Yang, S.-T.; Xiu, Z. Effects of salting-out and salting-out extraction on the separation of butyric acid. Sep. Purif. Technol. 2017, 180, 44–50. [Google Scholar] [CrossRef]
- Huang, J.; Dai, H.; Yan, R.; Wang, P. Butyric acid production from recycled waste paper by immobilized Clostridium tyrobutyricum in a fibrous-bed bioreactor. J. Chem. Technol. Biotechnol. 2016, 91, 1048–1054. [Google Scholar] [CrossRef]
- Oh, H.J.; Kim, K.-Y.; Lee, K.M.; Lee, S.-M.; Gong, G.; Oh, M.-K.; Um, Y. Butyric acid production with high selectivity coupled with acetic acid consumption in sugar-glycerol mixture fermentation by Clostridium tyrobutyricum ATCC 25755. J. Ind. Eng. Chem. 2019, 75, 44–51. [Google Scholar] [CrossRef]
- Du, J.; McGraw, A.; Lorenz, N.; Beitle, R.R.; Clausen, E.C.; Hestekin, J.A. Continuous fermentation of Clostridium tyrobutyricum with partial cell recycle as a long-term strategy for butyric acid production. Energies 2012, 5, 2835–2848. [Google Scholar] [CrossRef]
- Wang, L.; Ou, M.S.; Nieves, I.; Erickson, J.E.; Vermerris, W.; Ingram, L.O.; Shanmugam, K.T. Fermentation of sweet sorghum derived sugars to butyric acid at high titer and productivity by a moderate thermophile Clostridium thermobutyricum at 50 °C. Bioresour. Technol. 2015, 198, 533–539. [Google Scholar] [CrossRef] [PubMed]
- Sjöblom, M.; Matsakas, L.; Christakopolous, P.; Rova, U. Production of butyric acid by Clostridium tyrobutyricum (ATCC25755) using sweet sorghum stalks and beet molasses. Ind. Crops Prod. 2015, 74, 535–544. [Google Scholar] [CrossRef]
- Xiao, Z.; Cheng, C.; Bao, T.; Liu, L.; Wang, B.; Yao, W.; Tao, W.; Pei, X.; Yang, S.-T.; Wang, M. Production of butyric acid from acid hydrolysate of corn husk in fermentation by Clostridium tyrobutyricum: Kinetics and process economic analysis. Biotechnol. Biofuels 2018, 11, 164. [Google Scholar] [CrossRef] [PubMed]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qureshi, N.; Ashby, R.D.; Nichols, N.N.; Hector, R. Novel Technologies for Butyric Acid Fermentation: Use of Cellulosic Biomass, Rapid Bioreactor, and Efficient Product Recovery. Fermentation 2024, 10, 142. https://doi.org/10.3390/fermentation10030142
Qureshi N, Ashby RD, Nichols NN, Hector R. Novel Technologies for Butyric Acid Fermentation: Use of Cellulosic Biomass, Rapid Bioreactor, and Efficient Product Recovery. Fermentation. 2024; 10(3):142. https://doi.org/10.3390/fermentation10030142
Chicago/Turabian StyleQureshi, Nasib, Richard D. Ashby, Nancy N. Nichols, and Ronald Hector. 2024. "Novel Technologies for Butyric Acid Fermentation: Use of Cellulosic Biomass, Rapid Bioreactor, and Efficient Product Recovery" Fermentation 10, no. 3: 142. https://doi.org/10.3390/fermentation10030142