
Lightweight Copper–Carbon Nanotube Core–Shell Composite Fiber for Power Cable Application
 , , ,
, , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
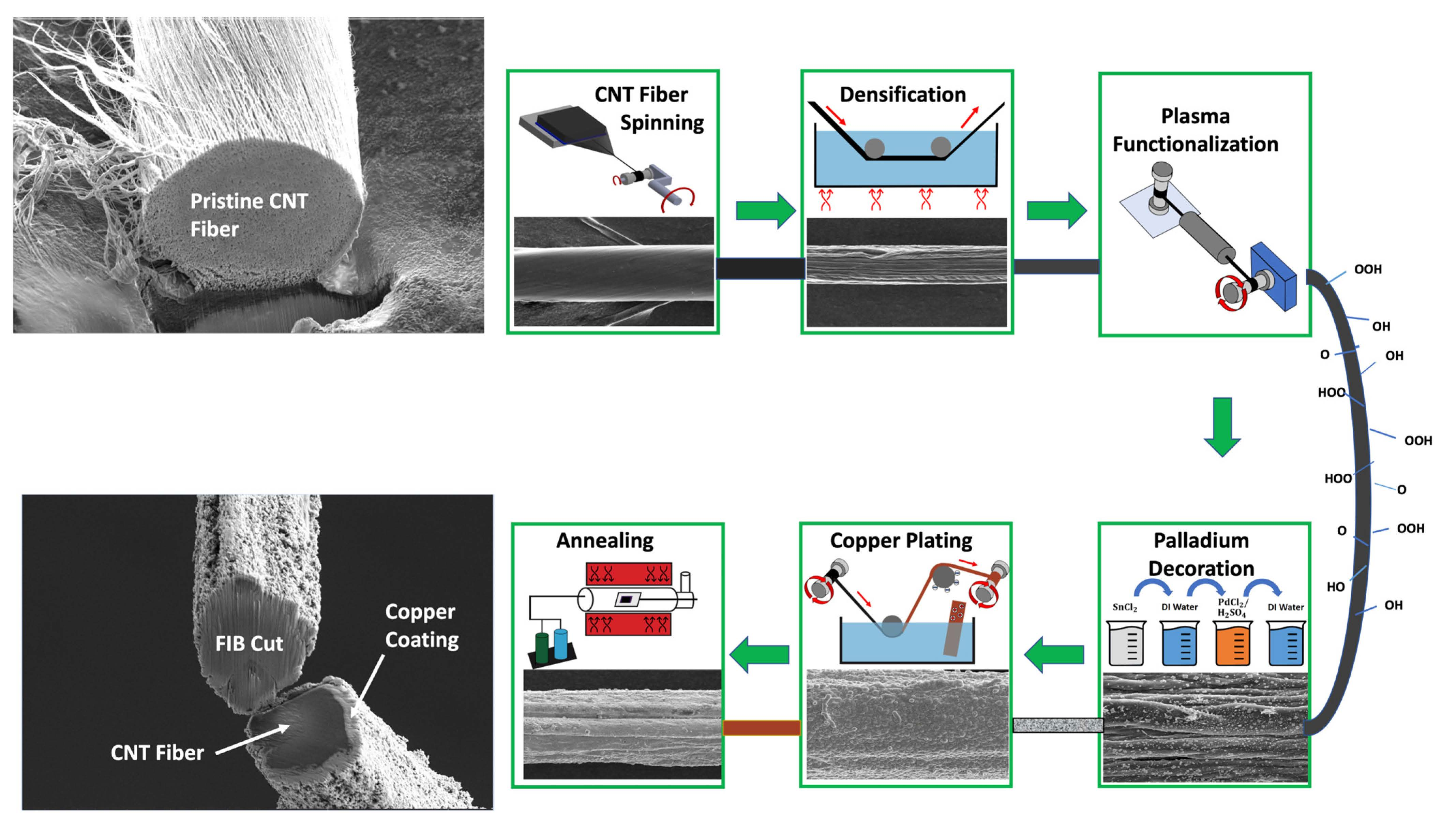
2.2. Experimental Methods
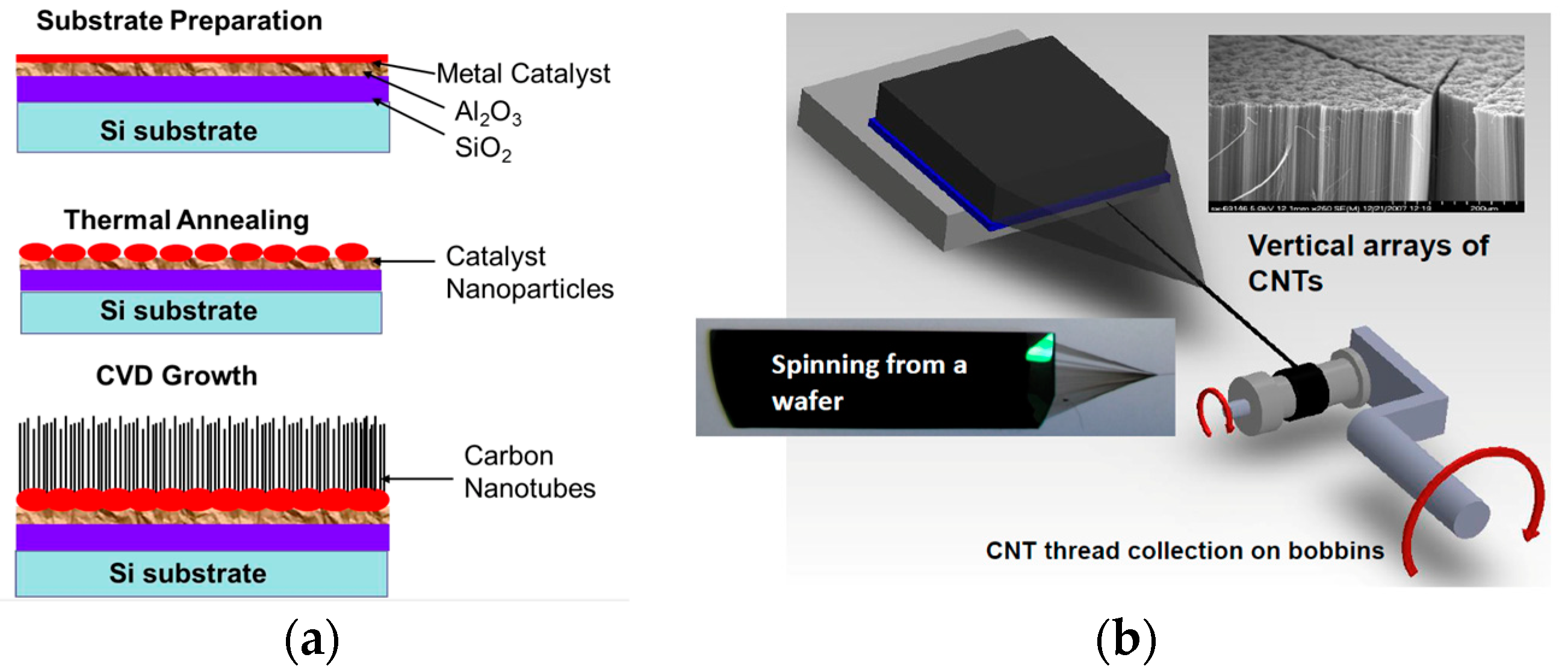
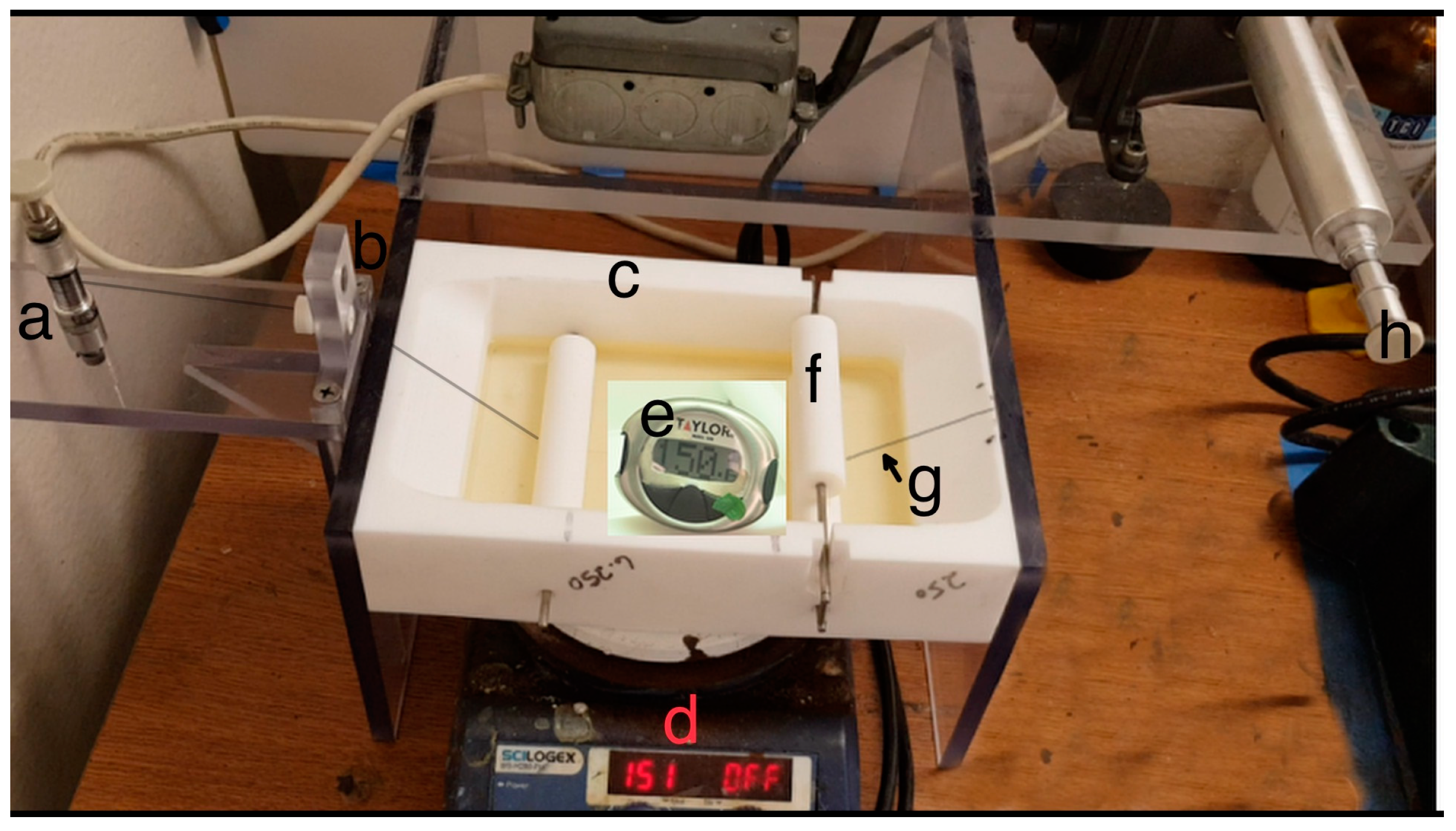
2.2.1. Dry Spinning and Densification of CNT Fiber
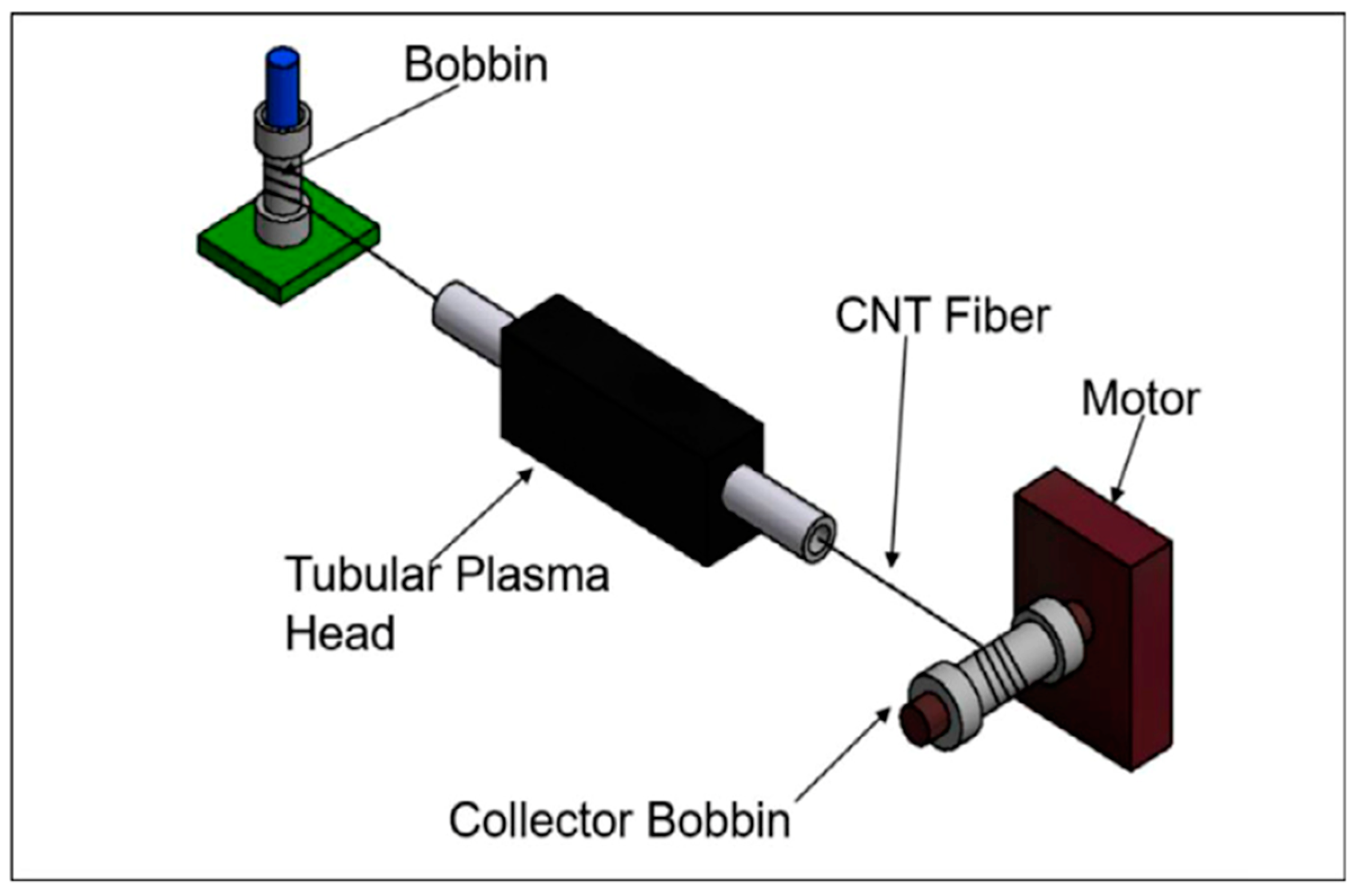
2.2.2. Continuous Oxygen Plasma Functionalization of CNT Fiber
2.2.3. Palladium Decoration on CNT Fiber
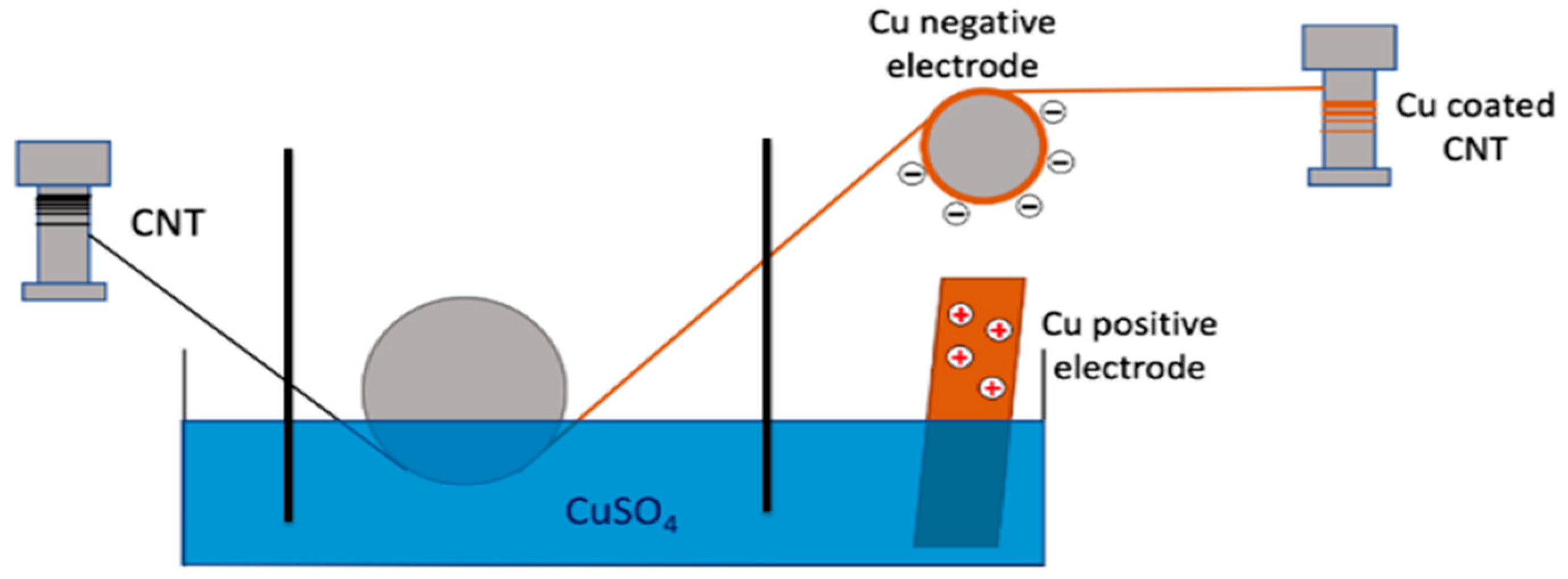
2.2.4. Continuous Electrodeposition of Copper on CNT Fiber
2.2.5. Annealing of Cu–CNT Composite
2.2.6. Characterization and Measurements
3. Results and Discussion
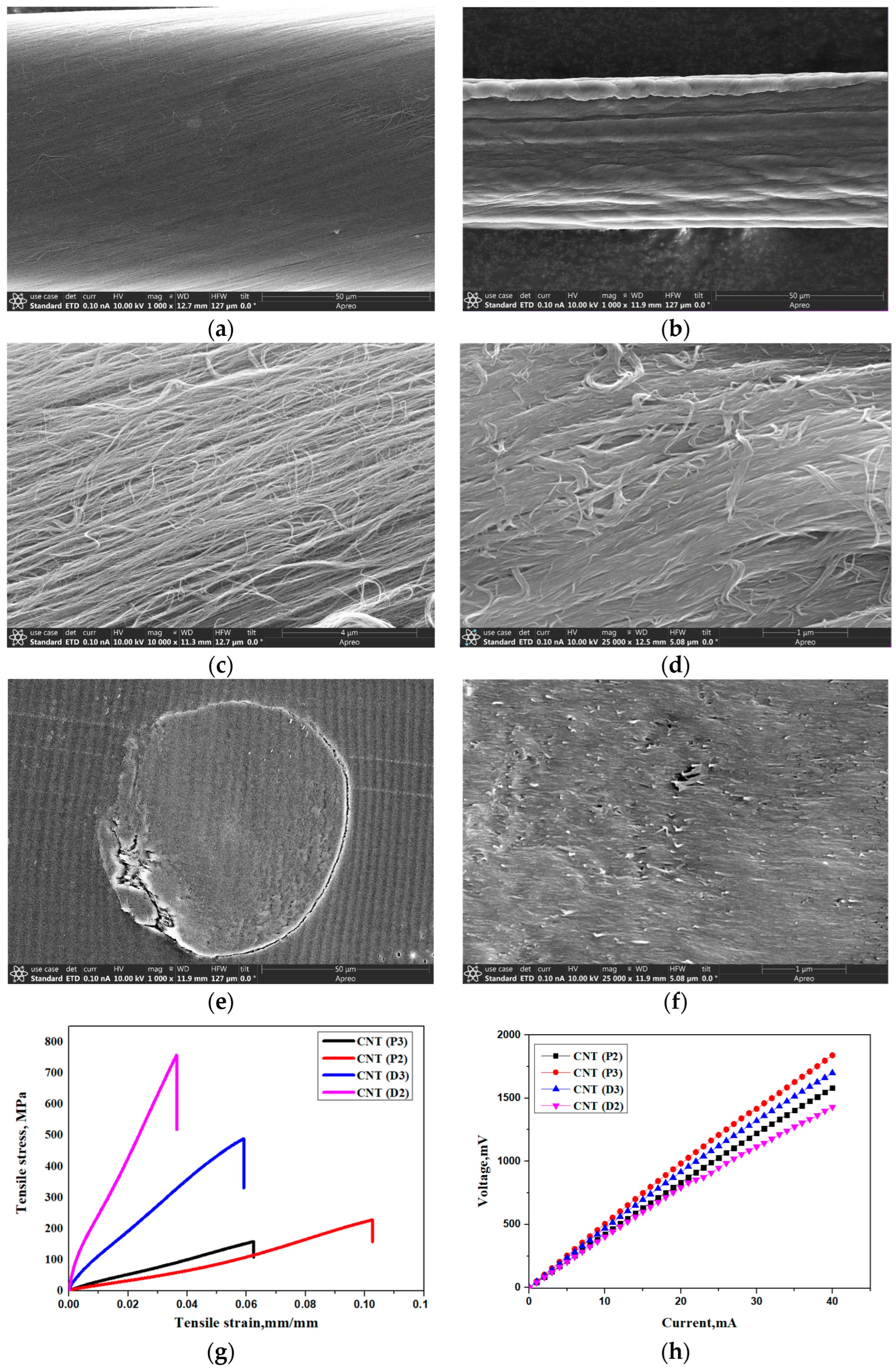
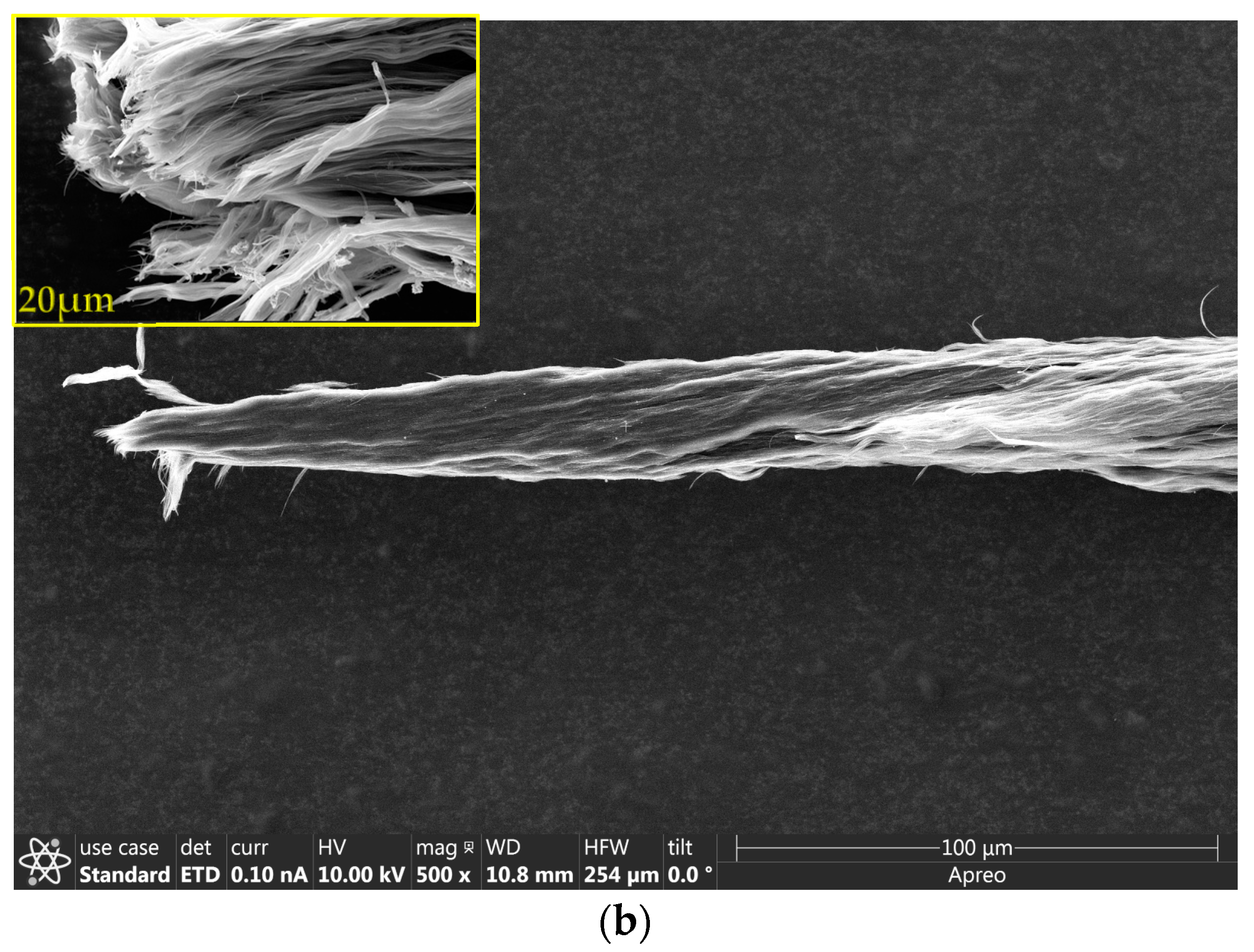
3.1. Characterization of CNT Fiber
3.2. Characterization of the Coated CNT Fiber
3.2.1. Effect of Plasma Functionalization
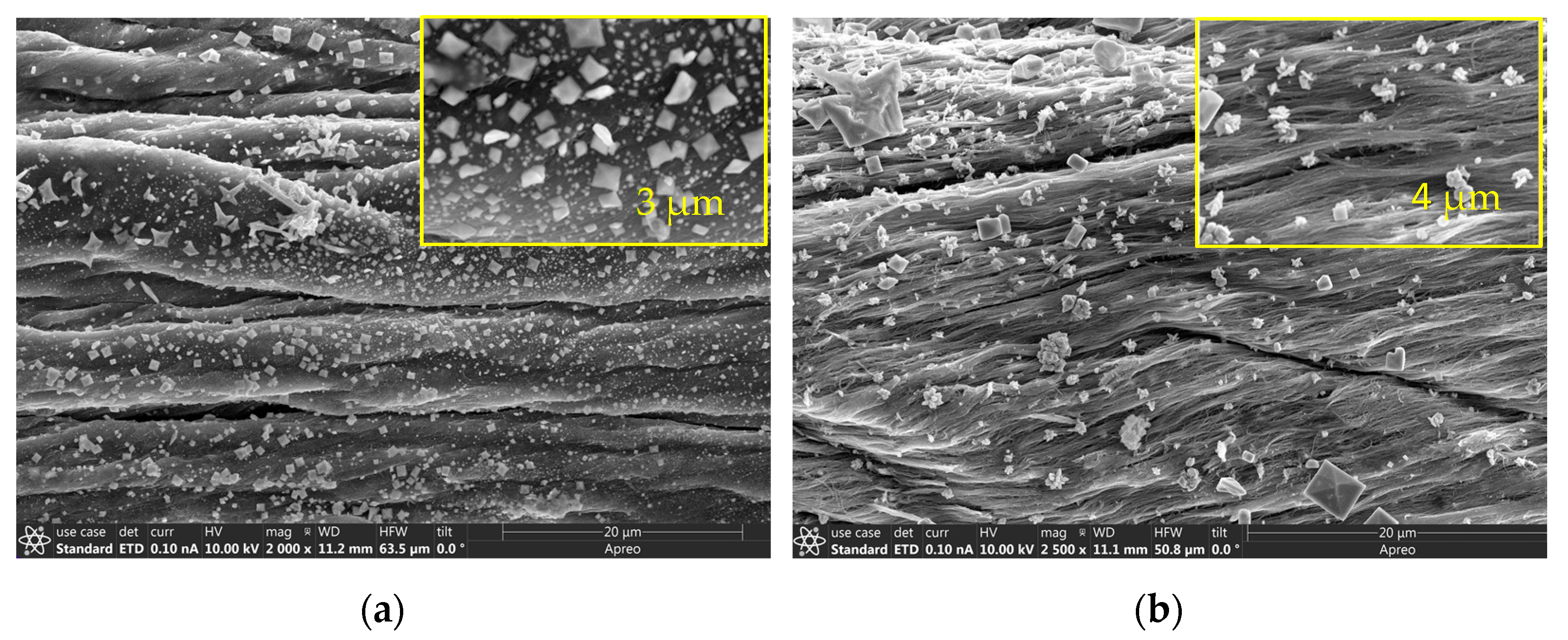
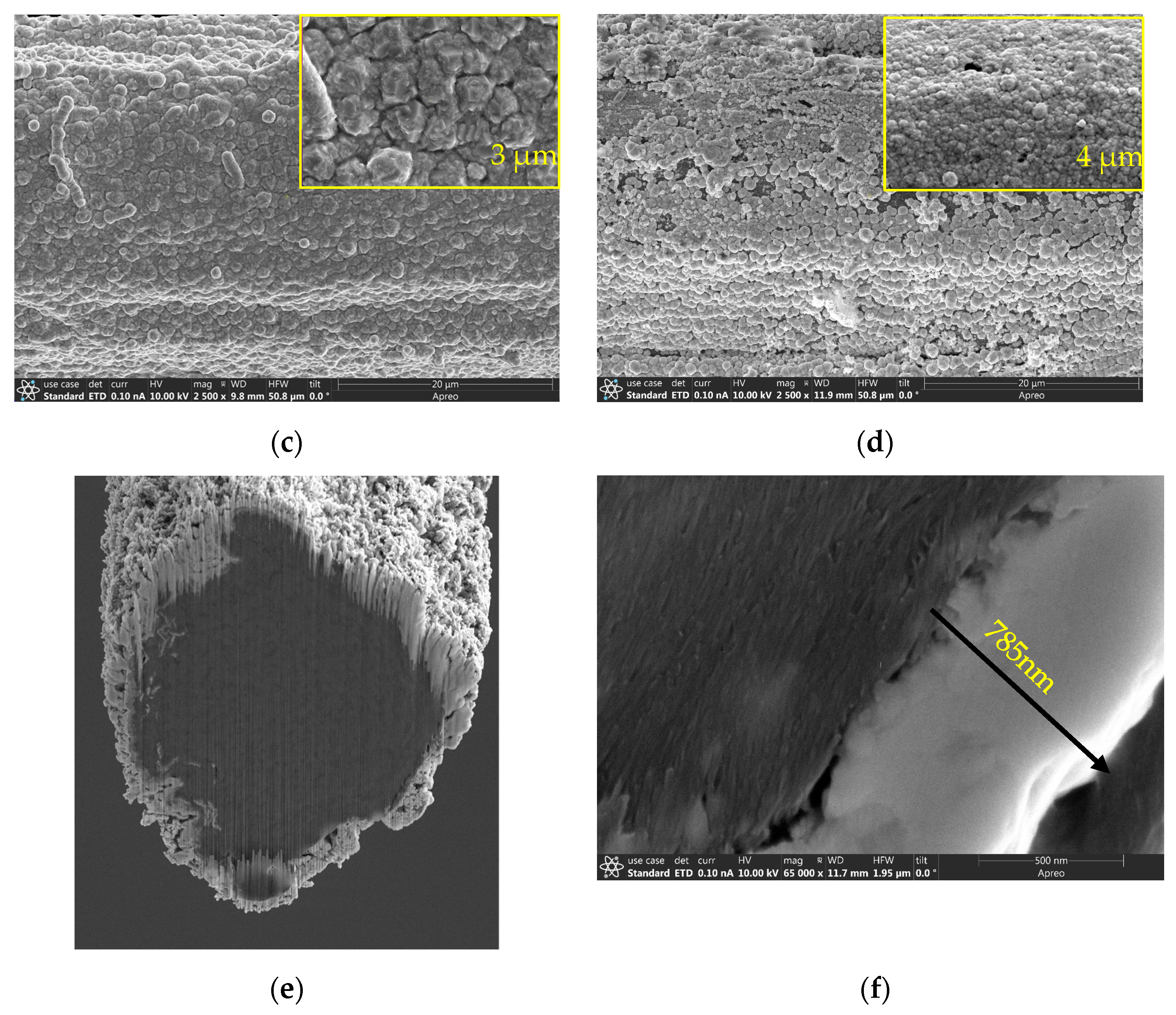
3.2.2. Morphological Characterization of the Metal-Coated CNT Fiber
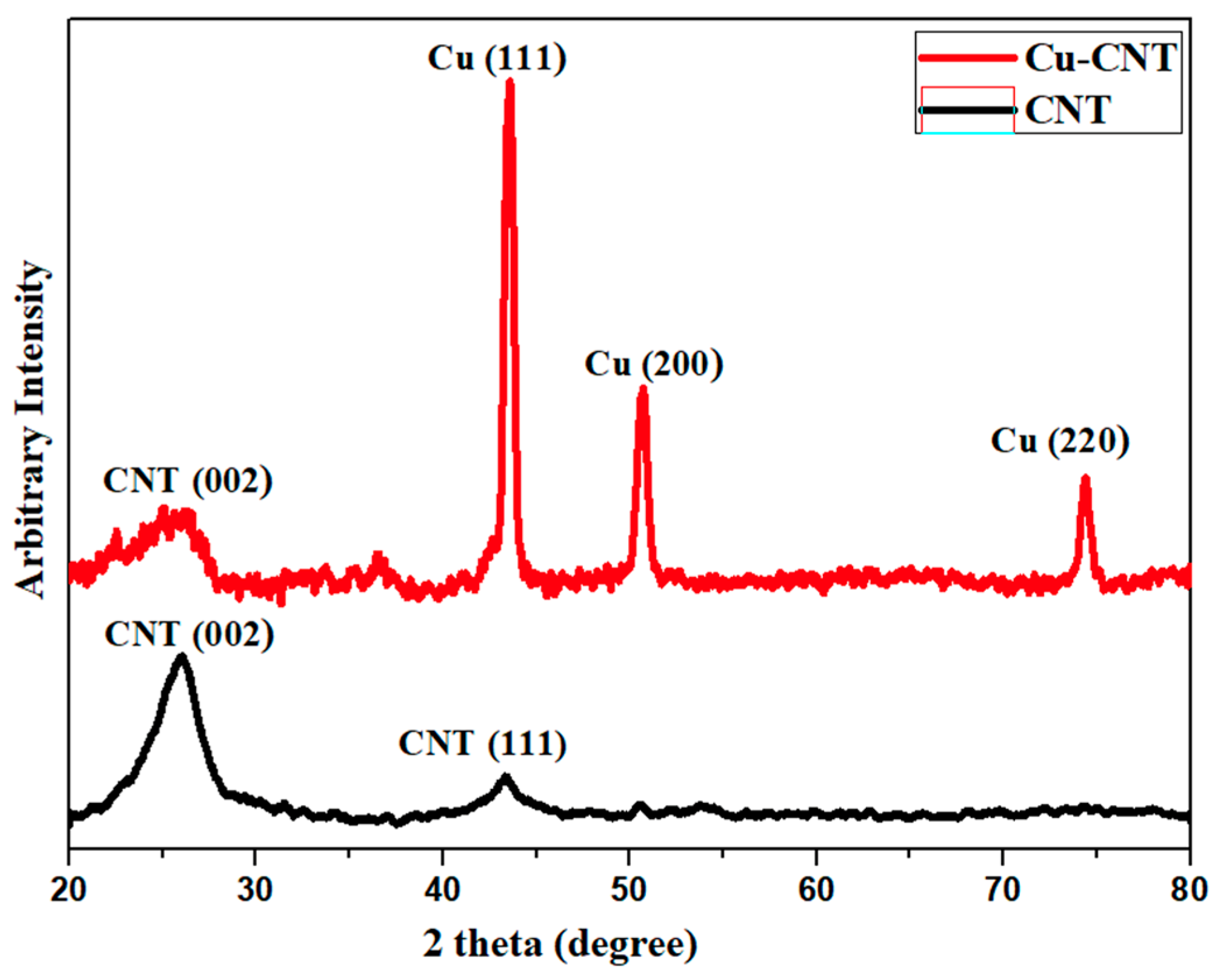
3.2.3. X-ray Diffraction of Cu–CNT Composite
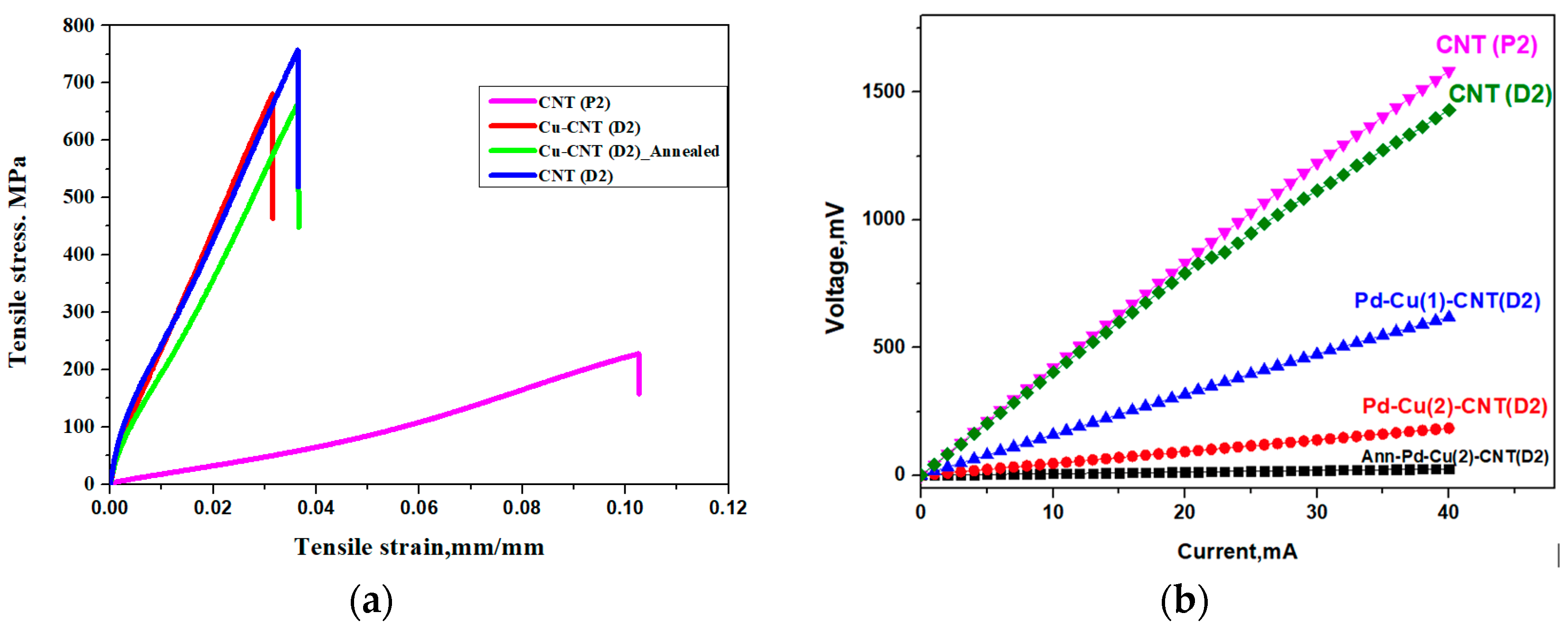
3.2.4. Mechanical and Electrical Properties
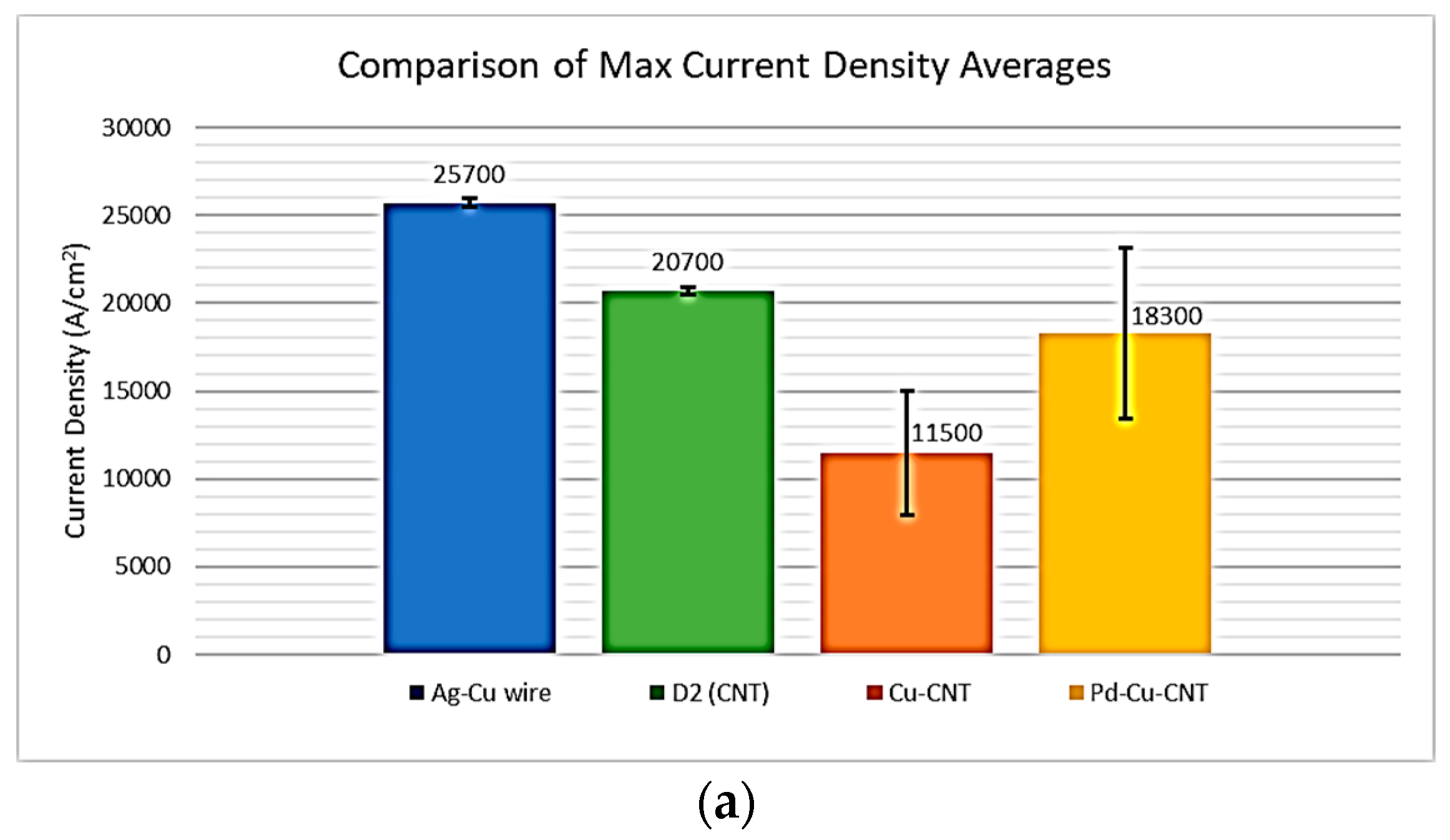
3.2.5. Current Density Measurements
4. Conclusions and Future Perspective
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tran, T.Q.; Lee, J.K.Y.; Chinnappan, A.; Jayathilaka WA, D.M.; Ji, D.; Kumar, V.V.; Ramakrishna, S. Strong, lightweight, and highly conductive CNT/Au/Cu wires from sputtering and electroplating methods. J. Mater. Sci. Technol. 2020, 40, 99–106. [Google Scholar] [CrossRef]
- Daneshvar, F.; Chen, H.; Zhang, T.; Sue, H.J. Fabrication of Light-Weight and Highly Conductive Copper–Carbon Nanotube Core–Shell Fibers through Interface Design. Adv. Mater. Interfaces 2020, 7, 2000779. [Google Scholar] [CrossRef]
- Almansour, A.; Sacksteder, D.; Goretski, A.J.; Lizcano, M. Novel processing, testing and characterization of copper/carbon nanotube (Cu/CNT) yarn composite conductor. Int. J. Appl. Ceram. Technol. 2023, 20, 917–937. [Google Scholar] [CrossRef]
- de Groh, H.C. Highly Conductive Wire: Cu-Carbon Nanotube Composite Ampacity and Metallic CNT Buckypaper Conductivity. MRS Adv. 2017, 2, 71–76. [Google Scholar] [CrossRef]
- Alvarez, N.T.; Miller, P.; Haase, M.; Kienzle, N.; Zhang, L.; Schulz, M.J.; Shanov, V. Carbon nanotube assembly at near-industrial natural-fiber spinning rates. Carbon 2015, 86, 350–357. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Q.; Holesinger, T.G.; Arendt, P.N.; Huang, J.; Kirven, P.D.; Clapp, T.G.; Depaula, R.F.; Liao, X.; Zhao, Y.; et al. Ultrastrong, stiff, and lightweight carbon-nanotube fibers. Adv. Mater. 2007, 19, 4198–4201. [Google Scholar] [CrossRef]
- Behabtu, N.; Green, M.J.; Pasquali, M. Carbon nanotube-based neat fibers. Nano Today 2008, 3, 24–34. [Google Scholar] [CrossRef]
- Chen, S.; Qiu, L.; Cheng, H.M. Carbon-Based Fibers for Advanced Electrochemical Energy Storage Devices. Chem. Rev. 2020, 120, 2811–2878. [Google Scholar] [CrossRef]
- Tran, T.Q.; Fan, Z.; Liu, P.; Myint, S.M.; Duong, H.M. Super-strong and highly conductive carbon nanotube ribbons from post-treatment methods. Carbon 2016, 99, 407–415. [Google Scholar] [CrossRef]
- Jung, Y.; Cho, Y.S.; Lee, J.W.; Oh, J.Y.; Park, C.R. How can we make carbon nanotube yarn stronger? Compos. Sci. Technol. 2018, 166, 95–108. [Google Scholar] [CrossRef]
- Qiu, L.; Wang, X.; Tang, D.; Zheng, X.; Norris, P.M.; Wen, D.; Zhao, J.; Zhang, X.; Li, Q. Functionalization and densification of inter-bundle interfaces for improvement in electrical and thermal transport of carbon nanotube fibers. Carbon 2016, 105, 248–259. [Google Scholar] [CrossRef]
- Hannula, P.-M.; Peltonen, A.; Aromaa, J.; Janas, D.; Lundström, M.; Wilson, B.P.; Koziol, K.; Forsén, O. Carbon nanotube-copper composites by electrodeposition on carbon nanotube fibers. Carbon 2016, 107, 281–287. [Google Scholar] [CrossRef]
- Han, B.; Guo, E.; Xue, X.; Zhao, Z.; Luo, L.; Qu, H.; Niu, T.; Xu, Y.; Hou, H. Fabrication and densification of high performance carbon nanotube/copper composite fibers. Carbon 2017, 123, 593–604. [Google Scholar] [CrossRef]
- Kim, Y.K.; Kim, Y.J.; Park, J.; Han, S.W.; Kim, S.M. Purification effect of carbon nanotube fibers on their surface modification to develop a high-performance and multifunctional nanocomposite fiber. Carbon 2021, 173, 376–383. [Google Scholar] [CrossRef]
- Milowska, K.Z.; Burda, M.; Wolanicka, L.; Bristowe, P.D.; Koziol, K.K.K. Carbon nanotube functionalization as a route to enhancing the electrical and mechanical properties of Cu-CNT composites. Nanoscale 2019, 11, 145–157. [Google Scholar] [CrossRef]
- Xu, G.; Zhao, J.; Li, S.; Zhang, X.; Yong, Z.; Li, Q. Continuous electrodeposition for lightweight, highly conducting and strong carbon nanotube-copper composite fibers. Nanoscale 2011, 3, 4215–4219. [Google Scholar] [CrossRef]
- Wright, K.D.; Gowenlock, C.E.; Bear, J.C.; Barron, A.R. Understanding the Effect of Functional Groups on the Seeded Growth of Copper on Carbon Nanotubes for Optimizing Electrical Transmission. ACS Appl. Mater. Interfaces 2017, 9, 27202–27212. [Google Scholar] [CrossRef]
- Liu, Y.; Tao, J.; Liu, Y.; Hu, Y.; Bao, R.; Li, F.; Fang, D.; Li, C.; Yi, J. Regulating the mechanical properties and electrical conductivity of CNTs/Cu composites by tailoring nano-sized TiC on the surface of intact CNTs. Carbon 2021, 185, 428–441. [Google Scholar] [CrossRef]
- Zou, J.; Liu, D.; Zhao, J.; Hou, L.; Liu, T.; Zhang, X.; Zhao, Y.; Zhu, Y.T.; Li, Q.; Light-Weight, N.N.L.P. Ni Nanobuffer Layer Provides Light-Weight CNT/Cu Fibers with Superior Robustness, Conductivity, and Ampacity. ACS Appl. Mater. Interfaces 2018, 10, 8197–8204. [Google Scholar] [CrossRef]
- Milowska, K.Z.; Ghorbani-Asl, M.; Burda, M.; Wolanicka, L.; Ćatić, N.; Bristowe, P.D.; Koziol, K.K. Breaking the electrical barrier between copper and carbon nanotubes. Nanoscale 2017, 9, 8458–8469. [Google Scholar] [CrossRef]
- Rodrigues, F.; Pinheiro, P.; Sousa, M.; Angélica, R.; Paz, S.; Reis, M. Electrical Properties of Iodine-Doped Cu/f-CNT Coated Aluminum Wires by Electrophoresis with Copper Sulfate Solution. Metals 2022, 12, 787. [Google Scholar] [CrossRef]
- Chen, H.; Daneshvar, F.; Tu, Q.; Sue, H.J. Highly Conductive and Ultra-Strong Carbon Nanotube-Copper Core-Shell Wires as High-Performance Power Transmission Cables. ACS Chem. Life 2022. [Google Scholar] [CrossRef]
- Han, B.; Guo, E.; Xue, X.; Zhao, Z.; Li, T.; Xu, Y.; Luo, L.; Hou, H. Fabricating and strengthening the carbon nanotube/copper composite fibers with high strength and high electrical conductivity. Appl. Surf. Sci. 2018, 441, 984–992. [Google Scholar] [CrossRef]
- Sundaram, R.; Yamada, T.; Hata, K.; Sekiguchi, A. Electrical performance of lightweight CNT-Cu composite wires impacted by surface and internal Cu spatial distribution. Sci. Rep. 2017, 7, 3241–3249. [Google Scholar] [CrossRef]
- Alvarez, N.T.; Ochmann, T.; Kienzle, N.; Ruff, B.; Haase, M.R.; Hopkins, T.; Pixley, S.; Mast, D.; Schulz, M.J.; Shanov, V. Polymer coating of carbon nanotube fibers for electric microcables. Nanomaterials 2014, 4, 879–893. [Google Scholar] [CrossRef]
- Jayasinghe, C. Synthesis and Characterization of Carbon Nanotube, Threads, Yarns, and Sheets. Ph.D. Thesis, University of Cincinnati, Cincinnati, OH, USA, 2011. [Google Scholar]
- Shanov, V.; Cho, W.; Malik, R.; Alvarez, N.; Haase, M.; Ruff, B.; Kienzle, N.; Ochmann, T.; Mast, D.; Schulz, M. CVD growth, characterization and applications of carbon nanostructured materials. Surf. Coat. Technol. 2013, 230, 77–86. [Google Scholar] [CrossRef]
- Cho, W.; Schulz, M.; Shanov, V. Growth and characterization of vertically aligned centimeter long CNT arrays. Carbon 2014, 72, 264–273. [Google Scholar] [CrossRef]
- Shanov, V.N.; Schulz, M.J. Methods of Growing Carbon Nanotubes and Carbon Nanotube Thread. U.S. Spinning Patent 9,796,121(b2), 24 October 2017. [Google Scholar]
- Li, S.; Zhang, X.; Zhao, J.; Meng, F.; Xu, G.; Yong, Z.; Jia, J.; Zhang, Z.; Li, Q. Enhancement of carbon nanotube fibres using different solvents and polymers. Compos. Sci. Technol. 2012, 72, 1402–1407. [Google Scholar] [CrossRef]
- Kanakaraj, S.N.; Alvarez, N.T.; Gbordzoe, S.; Lucas, M.S.; Maruyama, B.; Noga, R.; Hsieh, Y.Y.; Shanov, V. Improved dry spinning process at elevated temperatures for making uniform and high strength CNT fibers. Mater. Res. Express 2018, 5, 065036. [Google Scholar] [CrossRef]
- Langan, J.R.; Salmon, G.A. Physical Properties of N methylpryrrolidinine as function of temperature. J. Chem. Eng. Data 1987, 32, 420–422. [Google Scholar] [CrossRef]
- Malik, R.; McConnell, C.; Alvarez, N.T.; Haase, M.; Gbordzoe, S.; Shanov, V. Rapid, in situ plasma functionalization of carbon nanotubes for improved CNT/epoxy composites. RSC Adv. 2016, 6, 108840–108850. [Google Scholar] [CrossRef]
- Adusei, P.K.; Gbordzoe, S.; Kanakaraj, S.N.; Hsieh, Y.Y.; Alvarez, N.T.; Fang, Y.; Johnson, K.; McConnell, C.; Shanov, V. Fabrication and study of supercapacitor electrodes based on oxygen plasma functionalized carbon nanotube fibers. J. Energy Chem. 2020, 40, 120–131. [Google Scholar] [CrossRef]
- McConnell, C.; Kanakaraj, S.N.; Dugre, J.; Malik, R.; Zhang, G.; Haase, M.R.; Hsieh, Y.Y.; Fang, Y.; Mast, D.; Shanov, V. Hydrogen Sensors Based on Flexible Carbon Nanotube-Palladium Composite Sheets Integrated with Ripstop Fabric. ACS Omega 2020, 5, 487–497. [Google Scholar] [CrossRef] [PubMed]
- Ang, L.M.; Hor, T.S.A.; Xu, G.Q.; Tung, C.H.; Zhao, S.P.; Wang, J.L.S. Decoration of activated carbon nanotubes with copper and nickel. Carbon 2000, 38, 363–372. [Google Scholar] [CrossRef]
- Gupta, P.; Rahm, C.E.; Griesmer, B.; Alvarez, N.T. Carbon Nanotube Microelectrode Set: Detection of Biomolecules to Heavy Metals. Anal. Chem. 2021, 93, 7439–7448. [Google Scholar] [CrossRef]
- Sears, K.; Skourtis, C.; Atkinson, K.; Finn, N.; Humphries, W. Focused ion beam milling of carbon nanotube yarns to study the relationship between structure and strength. Carbon 2010, 48, 4450–4456. [Google Scholar] [CrossRef]
- Joseph, K.M.; Kasparian, H.J.; Shanov, V. Carbon Nanotube Fiber-Based Wearable Supercapacitors—A Review on Recent Advances. Energies 2022, 15, 6506. [Google Scholar] [CrossRef]
- Joseph, K.M.; Shanov, V. Symmetric Supercapacitor Based on Nitrogen-Doped and Plasma-Functionalized 3D Graphene. Batteries 2022, 8, 258. [Google Scholar] [CrossRef]
- Peng, Y.; Chen, Q. The synthesis of a copper/multi-walled carbon nanotube hybrid nanowire in a microfluidic reactor. Nanotechnology 2009, 20, 235606. [Google Scholar] [CrossRef]
- Chen, S.; Fu, S.; Liang, D.; Chen, X.; Mi, X.; Liu, P.; Zhang, Y.; Hui, D. Preparation and properties of 3D interconnected CNTs/Cu composites. Nanotechnol. Rev. 2020, 9, 146–154. [Google Scholar] [CrossRef]
- Lin, C.-T.; Lin, K.-L. Effects of current density and deposition time on electrical resistivity of electroplated Cu layers. Mater. Electron. 2004, 15, 757–762. [Google Scholar] [CrossRef]
- Yu, S.; Park, B.I.; Park, C.; Hong, S.M.; Han, T.H.; Koo, C.M. RTA-treated carbon fiber/copper core/shell hybrid for thermally conductive composites. ACS Appl. Mater. Interfaces 2014, 6, 7498–7503. [Google Scholar] [CrossRef] [PubMed]
- Kumar, D.; Singh, K.; Verma, V.; Bhatti, H.S. Low-temperature hydrothermal synthesis and functionalization of multiwalled carbon nanotubes. Indian J. Phys. 2016, 90, 139–148. [Google Scholar] [CrossRef]
- Zhang, S.; Zhu, L.; Minus, M.L.; Chae, H.G.; Jagannathan, S.; Wong, C.P.; Kowalik, J.; Roberson, L.B.; Kumar, S. Solid-state spun fibers and yarns from 1-mm long carbon nanotube forests synthesized by water-assisted chemical vapor deposition. J. Mater. Sci. 2008, 43, 4356–4362. [Google Scholar] [CrossRef]
- Available online: https://www.matweb.com/search/datasheet_print.aspx?matguid=9aebe83845c04c1db5126fada6f76f7e (accessed on 6 February 2023).
- Subramaniam, C.; Yamada, T.; Kobashi, K.; Sekigushi AFutaba, D.N.; Yumura, M.; Hata, K. One hundred fold increase in current carrying capacity in a carbon nanotube-copper composite. Nat. Commun. 2013, 4, 2202. [Google Scholar] [CrossRef]
- Liu, D.; Wang, P.; Zhang, X.; Chen, C.; Zou, J.; Hou, L.; Zhao, J.; Xue, J.; Ding, F.; Gao, Z.; et al. Synergistically improved mechanical, thermal, and ampacity performances of carbon nanotube/copper composite conductors based on network confinement effects. Carbon 2023, 201, 837–846. [Google Scholar] [CrossRef]
- Jia, Y.; Yang, J.; Wang, K.; Chowdhury, M.A.; Chen, B.; Su, Y.; Nickerson, B.C.; Xu, C. Aligned carbon nanotube/carbon (CNT/C) composites with exceptionally high electrical conductivity at elevated temperature to 400 °C. Mater. Res. Express 2019, 6, 116302. [Google Scholar] [CrossRef]
- Greenwood, H.C.; Rutherford, E. The influence of Pressure on the Boiling Points of Metals. Proc. R. Soc. Lond. A 1910, 83, 483–491. [Google Scholar] [CrossRef]
- Kaye, G.W.; Ewen, D. The sublimation of metals at low pressures. Proc. R. Soc. Lond. A 1913, 89, 58–67. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Arrays | Schematic | Type of Fiber | Diameter, µm |
|---|---|---|---|
| Two |  | Pristine (P2) Densified (D2) | 75 ± 5 45 ± 5 |
| Three |  | Pristine (P3) Densified (D3) | 95± 5 55 ± 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joseph, K.M.; Brittingham, K.; Kondapalli, V.K.R.; Khosravifar, M.; Raut, A.A.; Karsten, B.D.; Kasparian, H.J.; Phan, N.; Kamath, A.; Almansour, A.S.; et al. Lightweight Copper–Carbon Nanotube Core–Shell Composite Fiber for Power Cable Application. C 2023, 9, 43. https://doi.org/10.3390/c9020043
Joseph KM, Brittingham K, Kondapalli VKR, Khosravifar M, Raut AA, Karsten BD, Kasparian HJ, Phan N, Kamath A, Almansour AS, et al. Lightweight Copper–Carbon Nanotube Core–Shell Composite Fiber for Power Cable Application. C. 2023; 9(2):43. https://doi.org/10.3390/c9020043
Chicago/Turabian StyleJoseph, Kavitha Mulackampilly, Kyle Brittingham, Vamsi Krishna Reddy Kondapalli, Mahnoosh Khosravifar, Ayush Arun Raut, Brett David Karsten, Hunter J. Kasparian, Nhat Phan, Arun Kamath, Amjad S. Almansour, and et al. 2023. "Lightweight Copper–Carbon Nanotube Core–Shell Composite Fiber for Power Cable Application" C 9, no. 2: 43. https://doi.org/10.3390/c9020043