
At-Line Reversed Phase Liquid Chromatography for In-Process Monitoring of Inclusion Body Solubilization

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Production and Isolation of HRP IB
2.2. Solubilization and Refolding
2.2.1. In-Process Monitoring
2.2.2. Demonstration of At-Line RPLC for IPC
2.3. Analytical Techniques
2.3.1. Reversed Phase Liquid Chromatography Measurements
2.3.2. SDS-PAGE Measurements
2.3.3. HRP Enzymatic Activity Assay
2.4. Experimental Design
2.5. Multivariate Data Assessment of Solubilization and Refolding
3. Results and Discussion
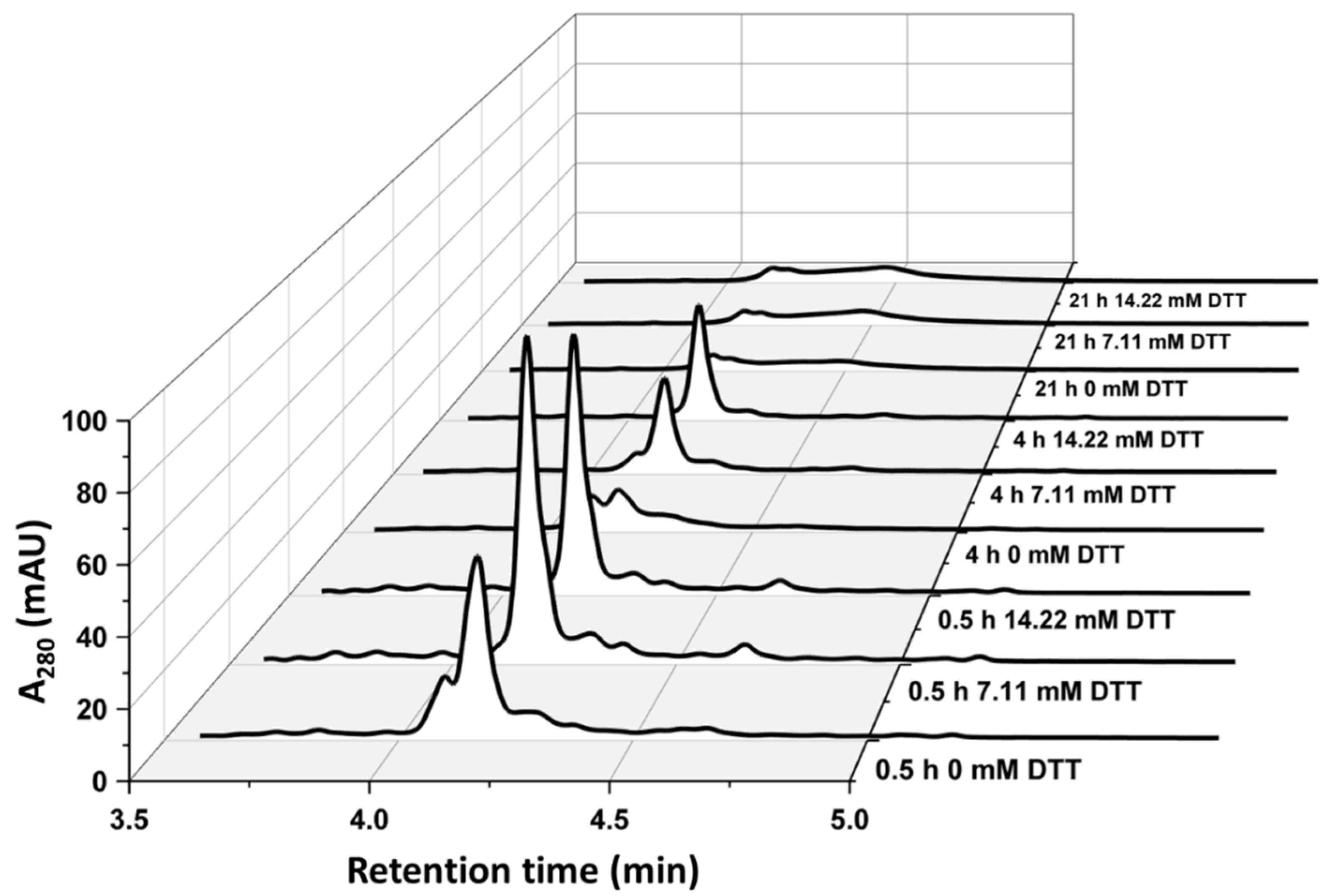
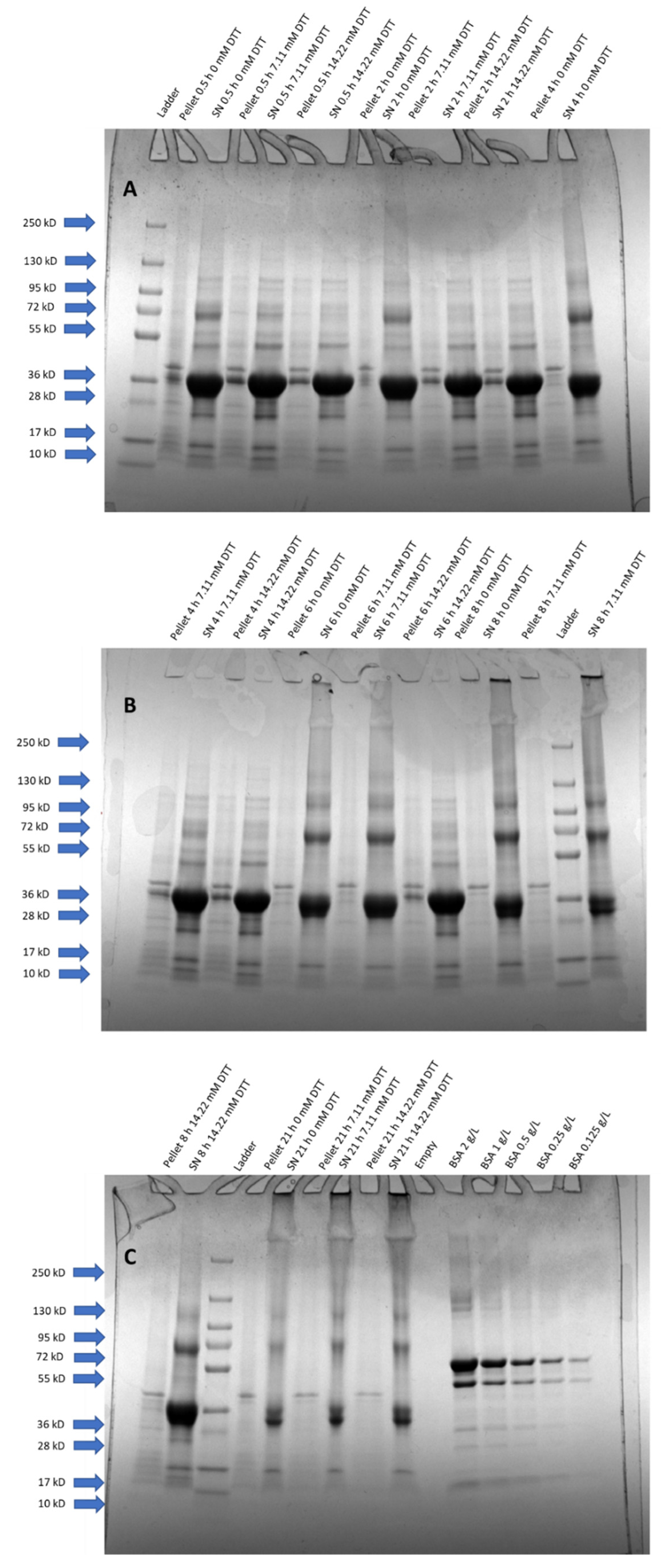
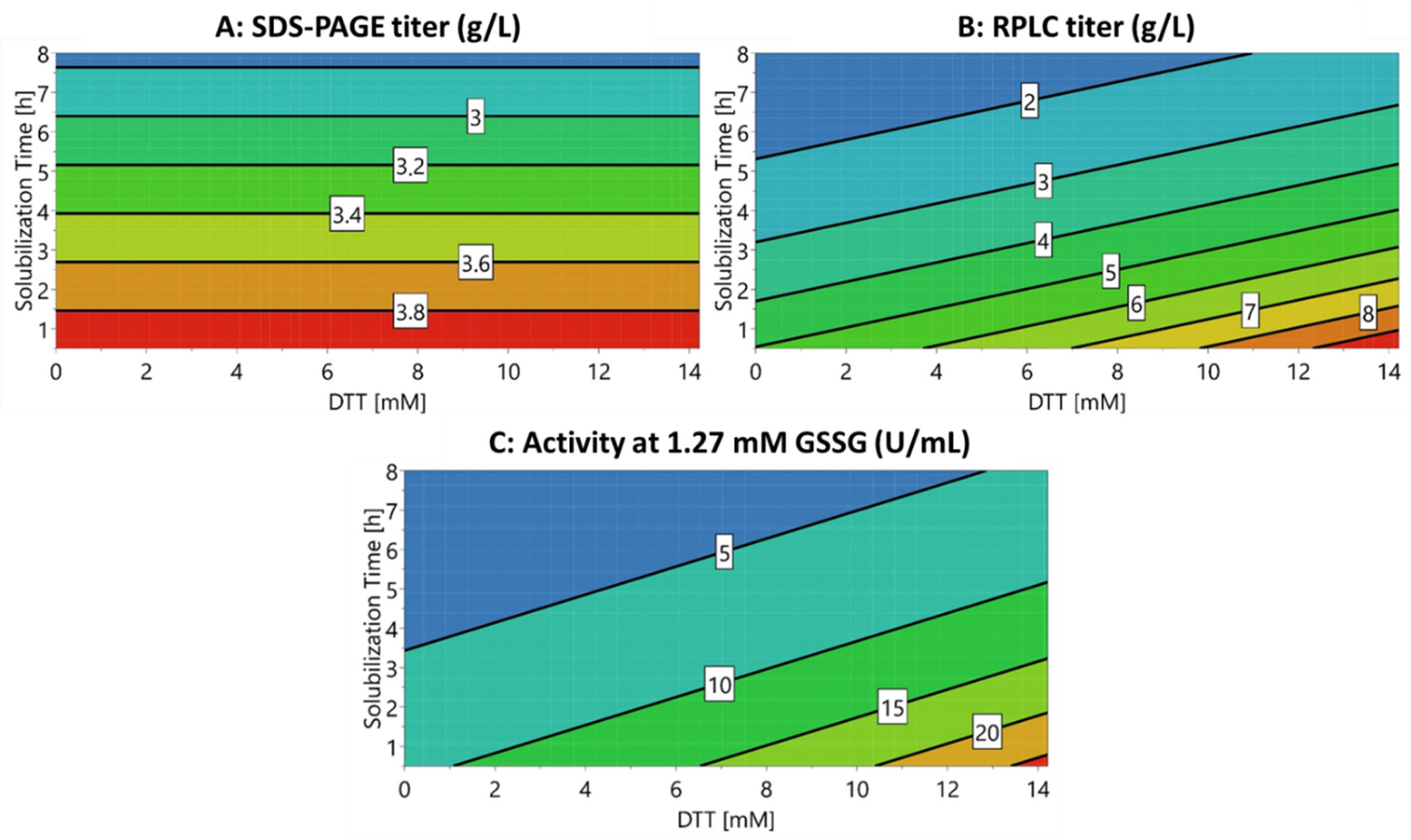
3.1. In-Process Monitoring
- The ability to quantify a defined quality attribute;
- The quality attribute had to influence the refolding behavior;
- Timely measurement of the respective quality attribute.
3.2. Demonstration of At-Line RPLC for IPC
- The corrected dilution in refolding led to a variation in the redox system because a higher DTT carry-over occurred at lower dilutions. This shift of the redox system potentially influences the refolding yield [37].
- For the demonstration purpose of the IPC via RPLC, drastic deviations from the USP were targeted (i.e. 54% of titer deviation). However, the protein concentration adjustment in refolding via at-line RPLC from solubilization might be even less error-prone for smaller deviations.
- Furthermore, standard deviations resulting from the RPLC measurements and enzymatic assay could explain further deviations (Table 3).
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Walsh, G. Biopharmaceutical benchmarks 2018. Nat. Biotechnol. 2018, 36, 1136–1145. [Google Scholar] [CrossRef] [PubMed]
- Baeshen, M.N.; Al-Hejin, A.M.; Bora, R.S.; Ahmed, M.M.; Ramadan, H.A.; Saini, K.S.; Baeshen, N.A.; Redwan, E.M. Production of Biopharmaceuticals in E. coli: Current Scenario and Future Perspectives. J. Microbiol. Biotechnol. 2015, 25, 953–962. [Google Scholar] [CrossRef] [PubMed]
- Slouka, C.; Kopp, J.; Spadiut, O.; Herwig, C. Perspectives of inclusion bodies for bio-based products: Curse or blessing? Appl. Microbiol. Biotechnol. 2018. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rinas, U.; Garcia-Fruitós, E.; Corchero, J.L.; Vázquez, E.; Seras-Franzoso, J.; Villaverde, A. Bacterial Inclusion Bodies: Discovering Their Better Half. Trends Biochem. Sci. 2017, 42, 726–737. [Google Scholar] [CrossRef]
- García-Fruitós, E.; Vázquez, E.; Díez-Gil, C.; Corchero, J.L.; Seras-Franzoso, J.; Ratera, I.; Veciana, J.; Villaverde, A. Bacterial inclusion bodies: Making gold from waste. Trends Biotechnol. 2012, 30, 65–70. [Google Scholar] [CrossRef]
- Jungbauer, A. Continuous downstream processing of biopharmaceuticals. Trends Biotechnol. 2013, 31, 479–492. [Google Scholar] [CrossRef] [PubMed]
- Palmer, I.; Wingfield, P.T. Preparation and extraction of insoluble (inclusion-body) proteins from Escherichia coli. Curr. Protoc. Protein Sci. 2012. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Humer, D.; Spadiut, O. Wanted: More monitoring and control during inclusion body processing. World J. Microbiol. Biotechnol. 2018, 34, 158. [Google Scholar] [CrossRef] [Green Version]
- Eiberle, M.K.; Jungbauer, A. Technical refolding of proteins: Do we have freedom to operate? Biotechnol. J. 2010, 5, 547–559. [Google Scholar] [CrossRef] [Green Version]
- Walther, C.; Mayer, S.; Jungbauer, A.; Dürauer, A. Getting ready for PAT: Scale up and inline monitoring of protein refolding of Npro fusion proteins. Process. Biochem. 2014, 49, 1113–1121. [Google Scholar] [CrossRef]
- Wagner, J.R.; Sorgentini, D.A.; Añón, M.C. Relation between Solubility and Surface Hydrophobicity as an Indicator of Modifications during Preparation Processes of Commercial and Laboratory-Prepared Soy Protein Isolates. J. Agric. Food Chem. 2000, 48, 3159–3165. [Google Scholar] [CrossRef] [PubMed]
- Uchimura, H.; Kim, Y.; Mizuguchi, T.; Kiso, Y.; Saito, K. Quantitative evaluation of refolding conditions for a disulfide-bond-containing protein using a concise 18O-labeling technique. Protein Sci. 2011, 20, 1090–1096. [Google Scholar] [CrossRef] [Green Version]
- Datar, R.V.; Cartwright, T.; Rosen, C.-G. Process Economics of Animal Cell and Bacterial Fermentations: A Case Study Analysis of Tissue Plasminogen Activator. Biotechnology 1993, 11, 349–357. [Google Scholar] [CrossRef]
- Ma, F.-H.; An, Y.; Wang, J.; Song, Y.; Liu, Y.; Shi, L. Synthetic Nanochaperones Facilitate Refolding of Denatured Proteins. ACS Nano 2017, 11, 10549–10557. [Google Scholar] [CrossRef]
- Singh, A.; Upadhyay, V.; Panda, A.K. Solubilization and Refolding of Inclusion Body Proteins. In Insoluble Proteins: Methods and Protocols; García-Fruitós, E., Ed.; Springer: New York, NY, USA, 2015; pp. 283–291. [Google Scholar]
- Singh, S.M.; Panda, A.K. Solubilization and refolding of bacterial inclusion body proteins. J. Biosci. Bioeng. 2005, 99, 303–310. [Google Scholar] [CrossRef] [Green Version]
- Singh, S.M.; Sharma, A.; Upadhyay, A.K.; Singh, A.; Garg, L.C.; Panda, A.K. Solubilization of inclusion body proteins using n-propanol and its refolding into bioactive form. Protein Expr. Purif. 2012, 81, 75–82. [Google Scholar] [CrossRef]
- Kopp, J.; Zauner, F.B.; Pell, A.; Hausjell, J.; Humer, D.; Ebner, J.; Herwig, C.; Spadiut, O.; Slouka, C.; Pell, R. Development of a generic reversed-phase liquid chromatography method for protein quantification using analytical quality-by-design principles. J. Pharm. Biomed. Anal. 2020, 113412. [Google Scholar] [CrossRef]
- Sasse, J.; Gallagher, S.R. Staining Proteins in Gels. Curr. Protoc. Mol. Biol. 2009, 85, 10.16.11–10.16.27. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gallagher, S.; Sasse, J. Protein Analysis by SDS-PAGE and Detection by Coomassie Blue or Silver Staining. Curr. Protoc. Pharmacol. 1998, 2, A.3B.1–A.3B.10. [Google Scholar] [CrossRef]
- Kurien, B.T.; Scofield, R.H. Western blotting. Methods 2006, 38, 283–293. [Google Scholar] [CrossRef] [PubMed]
- Pramod, K.; Tahir, M.A.; Charoo, N.A.; Ansari, S.H.; Ali, J. Pharmaceutical product development: A quality by design approach. Int. J. Pharm. Investig. 2016, 6, 129–138. [Google Scholar] [CrossRef] [Green Version]
- Kopp, J.; Slouka, C.; Spadiut, O.; Herwig, C. The Rocky Road from Fed-Batch to Continuous Processing with E. coli. Front. Bioeng. Biotechnol. 2019, 7, 328. [Google Scholar] [CrossRef]
- Esmonde-White, K.A.; Cuellar, M.; Uerpmann, C.; Lenain, B.; Lewis, I.R. Raman spectroscopy as a process analytical technology for pharmaceutical manufacturing and bioprocessing. Anal. Bioanal. Chem. 2017, 409, 637–649. [Google Scholar] [CrossRef] [Green Version]
- Ferrari, M.; Mottola, L.; Quaresima, V. Principles, techniques, and limitations of near infrared spectroscopy. Can. J. Appl. Physiol. 2004, 29, 463–487. [Google Scholar] [CrossRef] [Green Version]
- Eberhardt, K.; Stiebing, C.; Matthäus, C.; Schmitt, M.; Popp, J. Advantages and limitations of Raman spectroscopy for molecular diagnostics: An update. Expert Rev. Mol. Diagn. 2015, 15, 773–787. [Google Scholar] [CrossRef]
- Gustavsson, R.; Mandenius, C.-F. Soft sensor control of metabolic fluxes in a recombinant Escherichia coli fed-batch cultivation producing green fluorescence protein. Bioprocess. Biosyst. Eng. 2013, 36, 1375–1384. [Google Scholar] [CrossRef]
- Chemmalil, L.; Prabhakar, T.; Kuang, J.; West, J.; Tan, Z.; Ehamparanathan, V.; Song, Y.; Xu, J.; Ding, J.; Li, Z. Online/at-line measurement, analysis and control of product titer and critical product quality attributes (CQAs) during process development. Biotechnol. Bioeng. 2020, 117, 3757–3765. [Google Scholar] [CrossRef]
- Sandra, K.; Vandenheede, I.; Sandra, P. Modern chromatographic and mass spectrometric techniques for protein biopharmaceutical characterization. J. Chromatogr. A 2014, 1335, 81–103. [Google Scholar] [CrossRef]
- Fekete, S.; Guillarme, D. Ultra-high-performance liquid chromatography for the characterization of therapeutic proteins. TrAC Trends Anal. Chem. 2014, 63, 76–84. [Google Scholar] [CrossRef]
- Fekete, S.; Veuthey, J.-L.; Guillarme, D. Modern Column Technologies for the Analytical Characterization of Biopharmaceuticals in Various Liquid Chromatographic Modes. Spec. Issues 2015, 34, 6–13. [Google Scholar]
- Baca, M.; De Vos, J.; Bruylants, G.; Bartik, K.; Liu, X.; Cook, K.; Eeltink, S. A comprehensive study to protein retention in hydrophobic interaction chromatography. J. Chromatogr. B 2016, 1032, 182–188. [Google Scholar] [CrossRef] [Green Version]
- Fekete, S.; Goyon, A.; Veuthey, J.-L.; Guillarme, D. Size Exclusion Chromatography of Protein Biopharmaceuticals: Past, Present and Future. Am. Pharm. Rev. 2018, 1–4. [Google Scholar]
- Kochling, J.; Wu, W.; Hua, Y.; Guan, Q.; Castaneda-Merced, J. A platform analytical quality by design (AQbD) approach for multiple UHPLC-UV and UHPLC–MS methods development for protein analysis. J. Pharm. Biomed. Anal. 2016, 125, 130–139. [Google Scholar] [CrossRef]
- Fekete, S.; Veuthey, J.-L.; Guillarme, D. New trends in reversed-phase liquid chromatographic separations of therapeutic peptides and proteins: Theory and applications. J. Pharm. Biomed. Anal. 2012, 69, 9–27. [Google Scholar] [CrossRef]
- Rathore, A.S.; Bhambure, R.; Ghare, V. Process analytical technology (PAT) for biopharmaceutical products. Anal. Bioanal. Chem. 2010, 398, 137–154. [Google Scholar] [CrossRef]
- Humer, D.; Ebner, J.; Spadiut, O. Scalable High-Performance Production of Recombinant Horseradish Peroxidase from E. coli Inclusion Bodies. Int. J. Mol. Sci. 2020, 21, 4625. [Google Scholar] [CrossRef]
- Humer, D.; Spadiut, O. Improving the Performance of Horseradish Peroxidase by Site-Directed Mutagenesis. Int. J. Mol. Sci. 2019, 20, 916. [Google Scholar] [CrossRef] [Green Version]
- Slouka, C.; Kopp, J.; Hutwimmer, S.; Strahammer, M.; Strohmer, D.; Eitenberger, E.; Schwaighofer, A.; Herwig, C. Custom made inclusion bodies: Impact of classical process parameters and physiological parameters on inclusion body quality attributes. Microb. Cell Fact. 2018, 17, 148. [Google Scholar] [CrossRef]
- Kopp, J.; Kittler, S.; Slouka, C.; Herwig, C.; Spadiut, O.; Wurm, D.J. Repetitive Fed-Batch: A Promising Process Mode for Biomanufacturing with E. coli. Front. Bioeng. Biotechnol. 2020, 8, 1312. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Time (min) | Percent Eluent B (%) |
|---|---|
| 0 | 25 |
| 3.1 | 62 |
| 5.1 | 62 |
| 5.2 | 25 |
| 8.1 | 25 |
| Time (h) | DTT Concentrations (mM) |
|---|---|
| 0.5 | 0 |
| 2 | 7.11 |
| 4 | 14.22 |
| 6 | - |
| 8 | - |
| 21 | - |
| IB Batch | c(HRP) (g/L) in Solubilization | Applied Dilution | Activity (U/mL) after Refolding |
|---|---|---|---|
| Batch 1, Fixed Dilution | 5.27 ± 0.11 | 1:40 | 89.7 ± 6.0 |
| (1) Batch 2, Fixed Dilution | 2.35 ± 0.05 | 1:40 | 41.9 ± 2.8 |
| (2) Batch 2, IPC via RPLC | 2.35 ± 0.05 | 1:17 | 79.8 ± 5.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ebner, J.; Humer, D.; Klausser, R.; Rubus, V.; Pell, R.; Spadiut, O.; Kopp, J. At-Line Reversed Phase Liquid Chromatography for In-Process Monitoring of Inclusion Body Solubilization. Bioengineering 2021, 8, 78. https://doi.org/10.3390/bioengineering8060078
Ebner J, Humer D, Klausser R, Rubus V, Pell R, Spadiut O, Kopp J. At-Line Reversed Phase Liquid Chromatography for In-Process Monitoring of Inclusion Body Solubilization. Bioengineering. 2021; 8(6):78. https://doi.org/10.3390/bioengineering8060078
Chicago/Turabian StyleEbner, Julian, Diana Humer, Robert Klausser, Viktor Rubus, Reinhard Pell, Oliver Spadiut, and Julian Kopp. 2021. "At-Line Reversed Phase Liquid Chromatography for In-Process Monitoring of Inclusion Body Solubilization" Bioengineering 8, no. 6: 78. https://doi.org/10.3390/bioengineering8060078