
Use of Lignite Processing Products as Additives to Road Petroleum Bitumen
 , ,
, ,  ,
,
Abstract
:1. Introduction
- Fulvic acids, which are soluble in water;
- Hematomelanic acids, which are insoluble in water but soluble in alcohol;
- Humic acids, which are insoluble in neither water nor alcohol.
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedure
2.2.1. Extraction of Humic Acids from Lignite
2.2.2. Preparation of Modified Binders
- Amount of modifier (humic acids)–2.0 wt.%;
- Process temperature–120 °C; 150 °C; 180 °C;
- Duration of mixing–60 min.;
- Rotation speed–1000 min−1.
2.3. Methods of Analysis
3. Results and Discussion
4. Conclusions
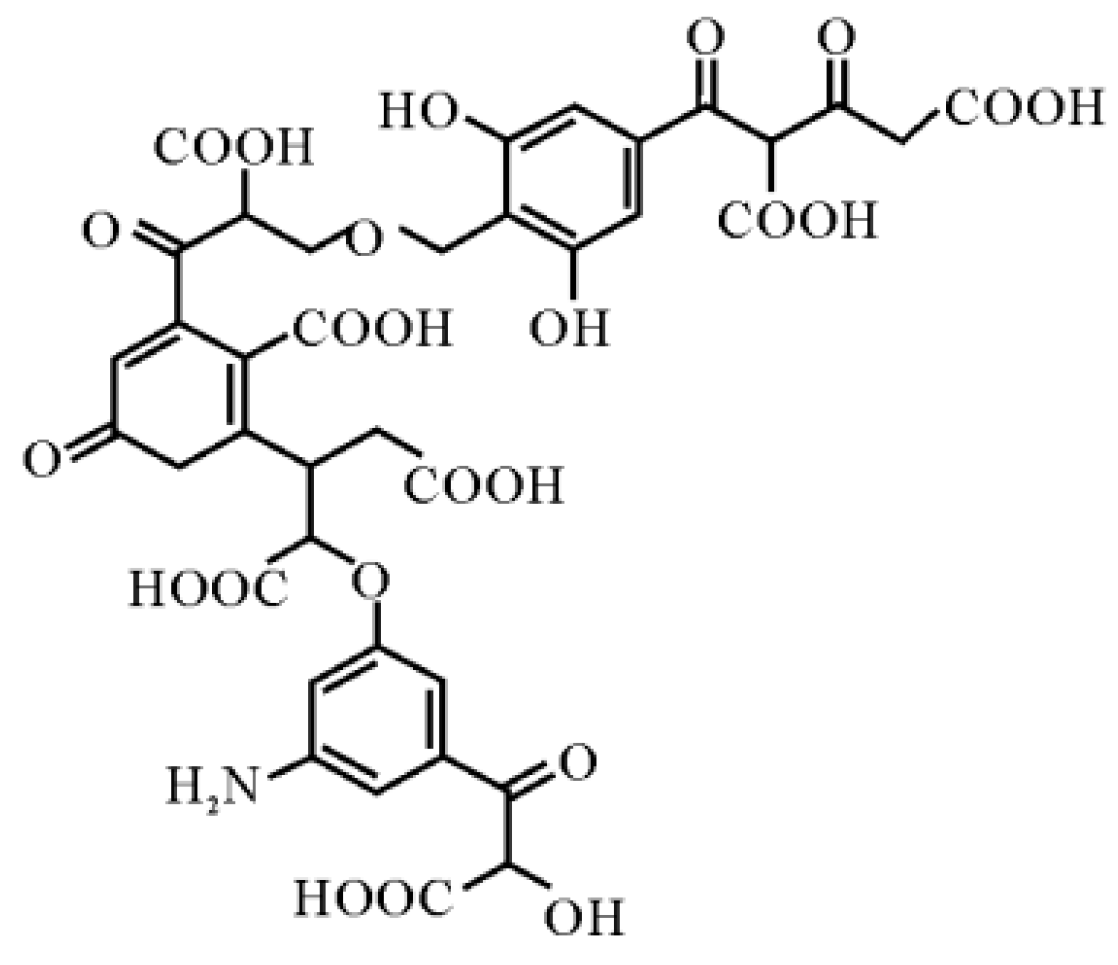
- lignite processing produces humic acids, which have reactive phenolic and carboxyl functional groups that make them good at changing the properties of petroleum bitumens;
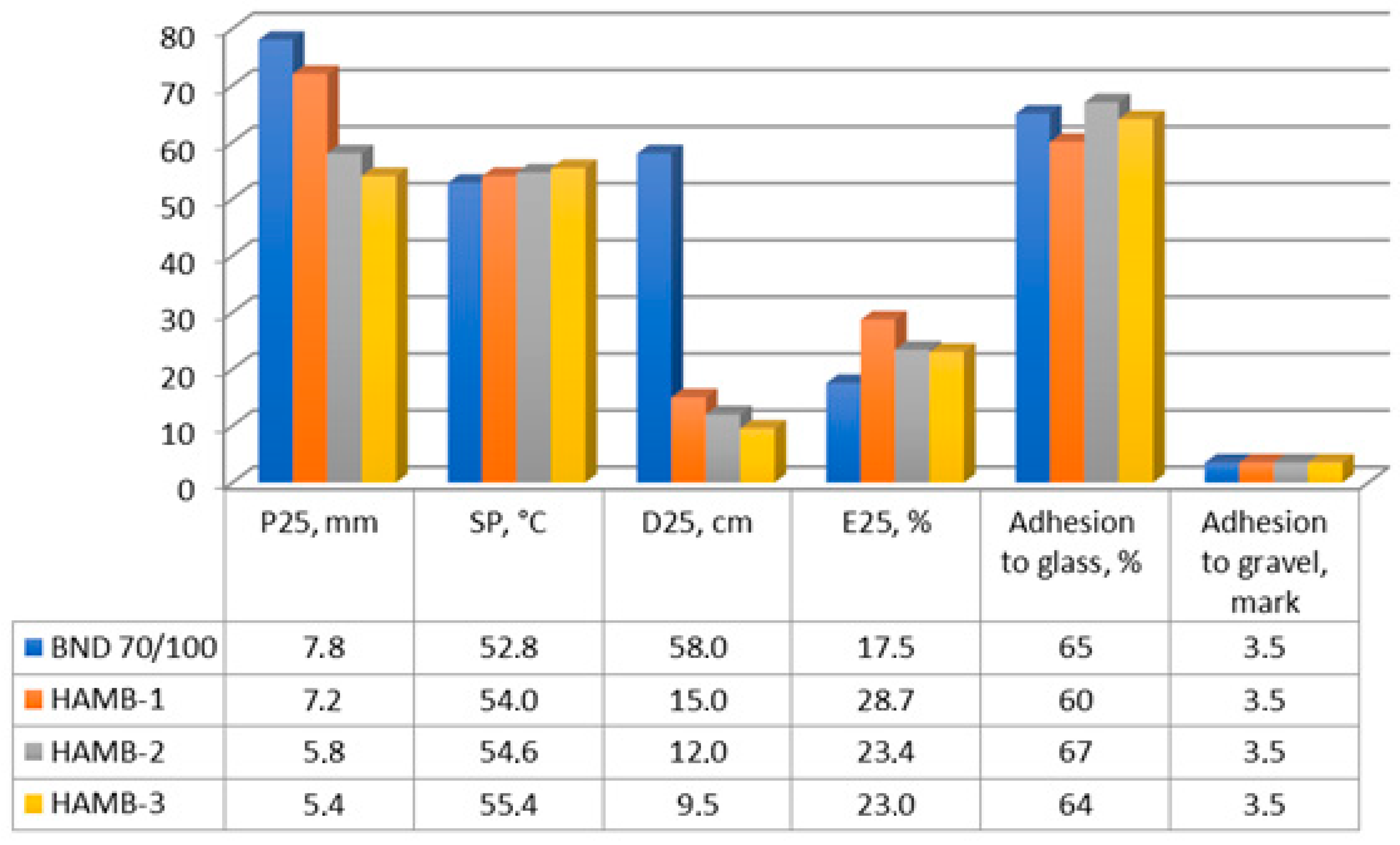
- as the temperature of the modification process increases, the heat resistance increases and the elastic properties of the bitumen samples improve, while the plasticity decreases and the hardness increases, i.e., the bitumen partially loses its binding properties;
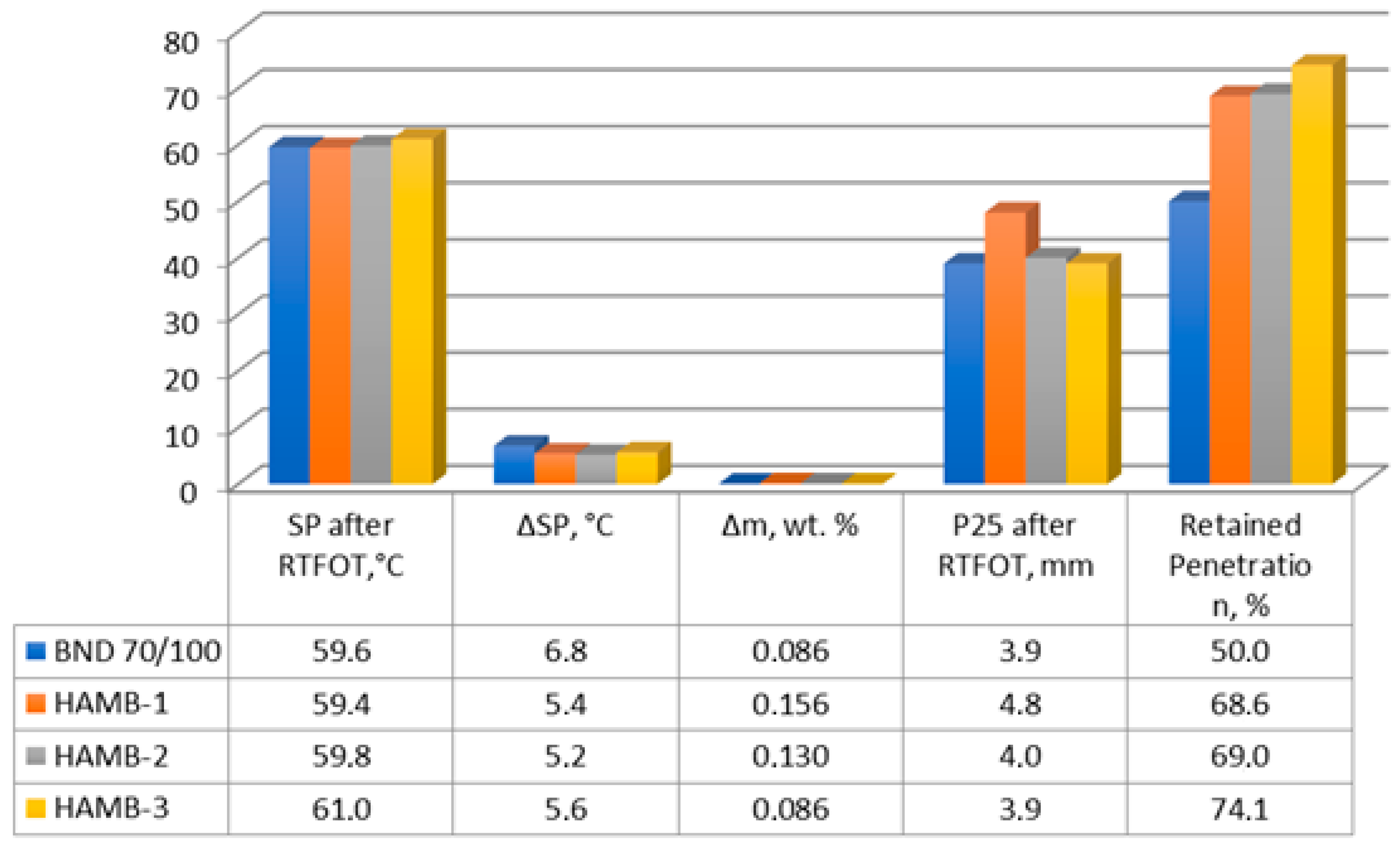
- addition of humic acids in the amount of 2.0 wt.% makes it possible to significantly improve the resistance of bitumen samples to technological aging compared to the original binder in particular, the residual penetration for all modified samples increases significantly, and the softening temperature of these samples does not increase so rapidly after technological aging according to the RTFOT method;
- the optimal modification temperature is 120 °C, which is confirmed by the values of the initial penetration, which is the highest for the HAMB-1 sample and is 7.2 mm compared to HAMB-2 and HAMB-3 samples. Also, for the HAMB-1 sample, the values of ductility and elasticity determined at 25 °C are the best;
- the temperature of the modification process at the of 120 °C is also justified from the technological point of view, since during the mixing of bitumen with humic acids, the loss of volatile components during the interaction of the mixture components decreases.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lebedev, V.; Miroshnichenko, D.; Zhang, X.; Pyshyev, S.; Savchenko, D. Technological Properties of Polymers Obtained from Humic Acids of Ukrainian Lignite. Pet. Coal 2021, 63, 646–654. [Google Scholar]
- Gao, H.; Wen, Z.; Jin, L.; Xiong, X.; Zhu, Y. Gasification Characteristics of High Moisture Content Lignite under CO2 and Auto-Generated Steam Atmosphere in a Moving Bed Tubular Reactor. Energies 2022, 15, 6751. [Google Scholar] [CrossRef]
- Kačur, J.; Laciak, M.; Durdán, M.; Flegner, P. Investigation of underground coal gasification in laboratory conditions: A review of recent research. Energies 2023, 16, 6250. [Google Scholar] [CrossRef]
- Vamvuka, D.; Tsagris, G.; Loulashi, C. Co-Gasification Performance of Low-Quality Lignite with Woody Wastes Using Greenhouse Gas CO2—A TG–MS Study. Sustainability 2023, 15, 9818. [Google Scholar] [CrossRef]
- Miroshnichenko, D.; Pyshyev, S.; Lebedev, V.; Bilets, D. Deposits and Quality Indicators of Brown Coal in Ukraine. Nauk. Visnyk Natsionalnoho Hirnychoho Universytetu 2022, 3, 5–10. [Google Scholar] [CrossRef]
- Zisopoulos, G.; Detsios, N.; Atsonios, K.; Nikolopoulos, N.; Grammelis, P. Process Analysis and Design Considerations of a Low Carbon Methanol Synthesis Plant from Lignite/Waste Gasification. Fuels 2022, 3, 245–274. [Google Scholar] [CrossRef]
- Sarlaki, E.; Paghaleh, A.S.; Kianmehr, M.H.; Vakilian, K.A. Valorization of lignite wastes into humic acids: Process optimization, energy efficiency and structural features analysis. Renew. Energy 2021, 163, 105–122. [Google Scholar] [CrossRef]
- Zakon.rada.gov.ua. Available online: https://zakon.rada.gov.ua/laws/show/373-2023-%D1%80#n6 (accessed on 3 September 2023).
- Zinkevych, A. Development of Humic Acid Extraction Technology from Peat and Brown Coal. Bull. Natl. Univ. Water Environ. Eng. 2016, 1, 108–111. [Google Scholar]
- Petrova, Z.; Paziuk, V.; Petrov, A. Technology for Obtaining Humic Substances From Peat. Eng. Energy Transp. AIC 2020, 4, 55–60. [Google Scholar] [CrossRef]
- Motta, F.; Santana, M. Production of humic acids from oil palm empty fruit bunch by submerged fermentation with Trichoderma viride: Cellulosic substrates and nitrogen sources. Biotechnol. Prog. 2013, 29, 631–637. [Google Scholar] [CrossRef]
- Sławińska, D.; Rolewski, P.; Sławiński, J. Synthesis and properties of model humic substances derived from gallic acid. Int. Agrophys. 2007, 21, 199–208. [Google Scholar]
- de Melo, B.; Motta, F.; Santana, M. Humic acids: Structural properties and multiple functionalities for novel technological developments. Mater. Sci. Eng. C 2016, 62, 967–974. [Google Scholar] [CrossRef] [PubMed]
- Donchenko, M.; Grynyshyn, O.; Demchuk, Y.; Topilnytskyy, P.; Turba, Y. Influence of Potassium Humate on the Technological Aging Processes of Oxidized Petroleum Bitumen. Chem. Chem. Technol. 2023, 17, 681–687. [Google Scholar] [CrossRef]
- Sposito, G. Sorption of trace metals by humic materials in soils and natural waters. Crit. Rev. Environ. Control. 1986, 16, 193–229. [Google Scholar] [CrossRef]
- Perdue, E.M. Acidic functional groups of humic substances. In Humic Substances in Soil, Sediment, and Water: Geochemistry, Isolation, and Characterization; John Wiley and Sons: New York, NY, USA, 1985; pp. 493–526. [Google Scholar]
- Faisal, A.; Abdul-Kareem, M.; Kareem Mohammed, A.; Naushad, M.; Ghfar, A.; Ahamad, T. Humic acid coated sand as a novel sorbent in permeable reactive barrier for environmental remediation of groundwater polluted with copper and cadmium ions. J. Water Process. Eng. 2020, 36, 101373. [Google Scholar] [CrossRef]
- Esfandiar, N.; Suri, R.; McKenzie, E. Competitive sorption of Cd, Cr, Cu, Ni, Pb and Zn from stormwater runoff by five low-cost sorbents; Effects of co-contaminants, humic acid, salinity and pH. J. Hazard. Mater. 2022, 423, 126938. [Google Scholar] [CrossRef] [PubMed]
- Tiwari, J.; Ramanathan, A.; Bauddh, K.; Korstad, J. Humic substances: Structure, function and benefits for agroecosystems—A review. Pedosphere 2023, 33, 237–249. [Google Scholar] [CrossRef]
- Zhang, Z.; Kang, N.; Zhou, J.; Li, X.; He, L.; Sui, H. Novel synthesis of choline-based amino acid ionic liquids and their applications for separating asphalt from carbonate rocks. Nanomaterials 2019, 9, 504. [Google Scholar] [CrossRef]
- GOST 9517–94; Methods for Determining the Yield of Humic Acids. IPK Publishing House of Standards: Moscow, Russia, 1996.
- Wang, F.; Qin, X.; Zou, G.; Xu, L.; Wang, W. Optimal Decision Making for Polymer-Modified Bitumen Mixture Based on Fuzzy Comprehensive Evaluation. Appl. Sci. 2023, 13, 9756. [Google Scholar] [CrossRef]
- Çolak, M.A.; Zorlu, E.; Çodur, M.Y.; Bas, F.I.; Yalçın, Ö.; Kuskapan, E. Investigation of Physical and Chemical Properties of Bitumen Modified with Waste Vegetable Oil and Waste Agricultural Ash for Use in Flexible Pavements. Coatings 2023, 13, 1866. [Google Scholar] [CrossRef]
- Owaid, K.A.; Ghazal, R.Y.; Abdelzaher, M.A. Study of the Effect of Modification of Asphalt on the Rheological Properties Employing Microwave Radiation—An Aging Study. Recycling 2023, 8, 65. [Google Scholar] [CrossRef]
- Gao, B.; Zhao, Y.; Zhao, Z. Characteristics of Polyurethane/Waste Rubber Powder Composite Modifier and Its Effect on the Performance of Asphalt Mixture. Sustainability 2023, 15, 12703. [Google Scholar] [CrossRef]
- DSTU ISO 1928:2006; National Standard of Ukraine; Solid Mineral Fuels. Determination of Gross Calorific Value by the Bomb Calorimetric Method, and Calculation of Net Calorific Value. ISO: Geneva, Switzerland, 2008.
- EN 1426:2015; Bitumen and Bituminous Binders. Determination of Needle Penetration. iTeh: Newark, NJ, USA, 2015.
- EN 1427:2015; Bitumen and Bituminous Binders. Determination of the Softening Point. Ring and Ball Method. iTeh: Newark, NJ, USA, 2015.
- EN 13398:2018; Bitumen and Bituminous Binders. Determination of the Elasticity. iTeh: Newark, NJ, USA, 2019.
- Gunka, V.; Demchuk, Y.; Sidun, I.; Miroshnichenko, D.; Nyakuma, B.B.; Pyshyev, S. Application of phenol-cresol-formaldehyde resin as an adhesion promoter for bitumen and asphalt concrete. Road Mater. Pavement Des. 2021, 22, 2906–2918. [Google Scholar] [CrossRef]
- Bilema, M.; Yuen, C.W.; Alharthai, M.; Al-Saffar, Z.H.; Al-Sabaeei, A.; Yusoff, N.I.M. A Review of Rubberised Asphalt for Flexible Pavement Applications: Production, Content, Performance, Motivations and Future Directions. Sustainability 2023, 15, 14481. [Google Scholar] [CrossRef]
- DSTU 9169:2021; National Standard of Ukraine; Bitumen and Bituminous Binders. Determination of Resistance to Stripping from Mineral Material. SE UkrNDNC: Kyiv, Ukraine, 2022.
- DSTU 8787:2018; National Standard of Ukraine; Bitumen and Bituminous Binders. Determination of Adhesion with Crushed Stone. SE UkrNDNC: Kyiv, Ukraine, 2018.
- EN 12607-1:2014; Bitumen and Bituminous Binders. Determination of the Resistance to Hardening under Influence of Heat and Air RTFOT Method. iTeh: Newark, NJ, USA, 2014.
- Pensini, E.; Tchoukov, P.; Yang, F.; Xu, Z. Effect of humic acids on bitumen films at the oil-water interface and on emulsion stability: Potential implications for groundwater remediation. Colloids Surf. A Physicochem. Eng. Asp. 2018, 544, 53–59. [Google Scholar] [CrossRef]
- Gutierrez, L.; Pawlik, M. Influence of humic acids on oil sand processing. Part I: Detection and quantification of humic acids in oil sand ores and their effect on bitumen wettability. Int. J. Miner. Process. 2014, 126, 117–125. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proximate Analysis of Lignite, wt.% | Heat of Combustion, MJ/kg | |||||
|---|---|---|---|---|---|---|
| 17.0 | 16.8 | 48.7 | 2.50 | 29.1 | 33.88 | 13.60 |
| 41.47 | 2.30 | 0.66 | 4.36 |
| SiO2 | Al2O3 | Fe2O3 | MgO | CaO | Na2O | K2O | SO3 |
|---|---|---|---|---|---|---|---|
| 70.08 | 9.83 | 3.24 | 0.88 | 5.43 | 0.77 | 0.90 | 5.90 |
| 9.6 | 7.9 | 3.90 | 52.3 |
| 62.34 | 4.63 | 0.77 | 28.36 |
| Index | Unit of Measurement | Value |
|---|---|---|
| Penetration at 25 °C, (P25) | mm | 7.8 |
| Softening point, (SP) | °C | 52.8 |
| Ductility at 25 °C, (D25) | cm | 58 |
| Elastic recovery at 25 °C, (E25) | % | 17.5 |
| Adhesion to gravel | mark | 3.5 |
| Adhesion to glass | % | 65 |
| Resistance to hardening at 163 °C (RTFOT method): | ||
| mass change, (Δm) | wt.% | 0.086 |
| softening point (SP) after RTFOT | °C | 59.6 |
| penetration at 25 °C (P25) after RTFOT | mm | 3.9 |
| softening point change, (ΔSP) | °C | 6.8 |
| retained penetration | % | 50.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pyshyev, S.; Miroshnichenko, D.; Chipko, T.; Donchenko, M.; Bogoyavlenska, O.; Lysenko, L.; Miroshnychenko, M.; Prysiazhnyi, Y. Use of Lignite Processing Products as Additives to Road Petroleum Bitumen. ChemEngineering 2024, 8, 27. https://doi.org/10.3390/chemengineering8020027
Pyshyev S, Miroshnichenko D, Chipko T, Donchenko M, Bogoyavlenska O, Lysenko L, Miroshnychenko M, Prysiazhnyi Y. Use of Lignite Processing Products as Additives to Road Petroleum Bitumen. ChemEngineering. 2024; 8(2):27. https://doi.org/10.3390/chemengineering8020027
Chicago/Turabian StylePyshyev, Serhiy, Denis Miroshnichenko, Taras Chipko, Myroslava Donchenko, Olena Bogoyavlenska, Liudmyla Lysenko, Mykhailo Miroshnychenko, and Yuriy Prysiazhnyi. 2024. "Use of Lignite Processing Products as Additives to Road Petroleum Bitumen" ChemEngineering 8, no. 2: 27. https://doi.org/10.3390/chemengineering8020027