

Dynamic and Steady-State Simulation Study for the Stabilization of Natural Gas Condensate and CO2 Removal through Heating and Pressure Reduction
 ,
,  ,
,
Abstract
:1. Stabilization of Natural Gas Condensate
1.1. Introduction
1.2. Literature Review
2. Process Description
2.1. Stabilizer Column Inlet Flow Straight-through and Split-Flow Configuration
2.2. Stripping Nitrogen in the Additional Column Installed at the Bottom of the Stabilizer Reboiler
2.3. Same Separator and Column Gas Outlet Pressure for Different Column Pressure Operation
3. Methodology
4. Results and Discussion
4.1. Scenario 1: Straight-through Flow and Split-Flow Configuration through the Feed-Bottom Heat Exchanger to the Stabilizer Column
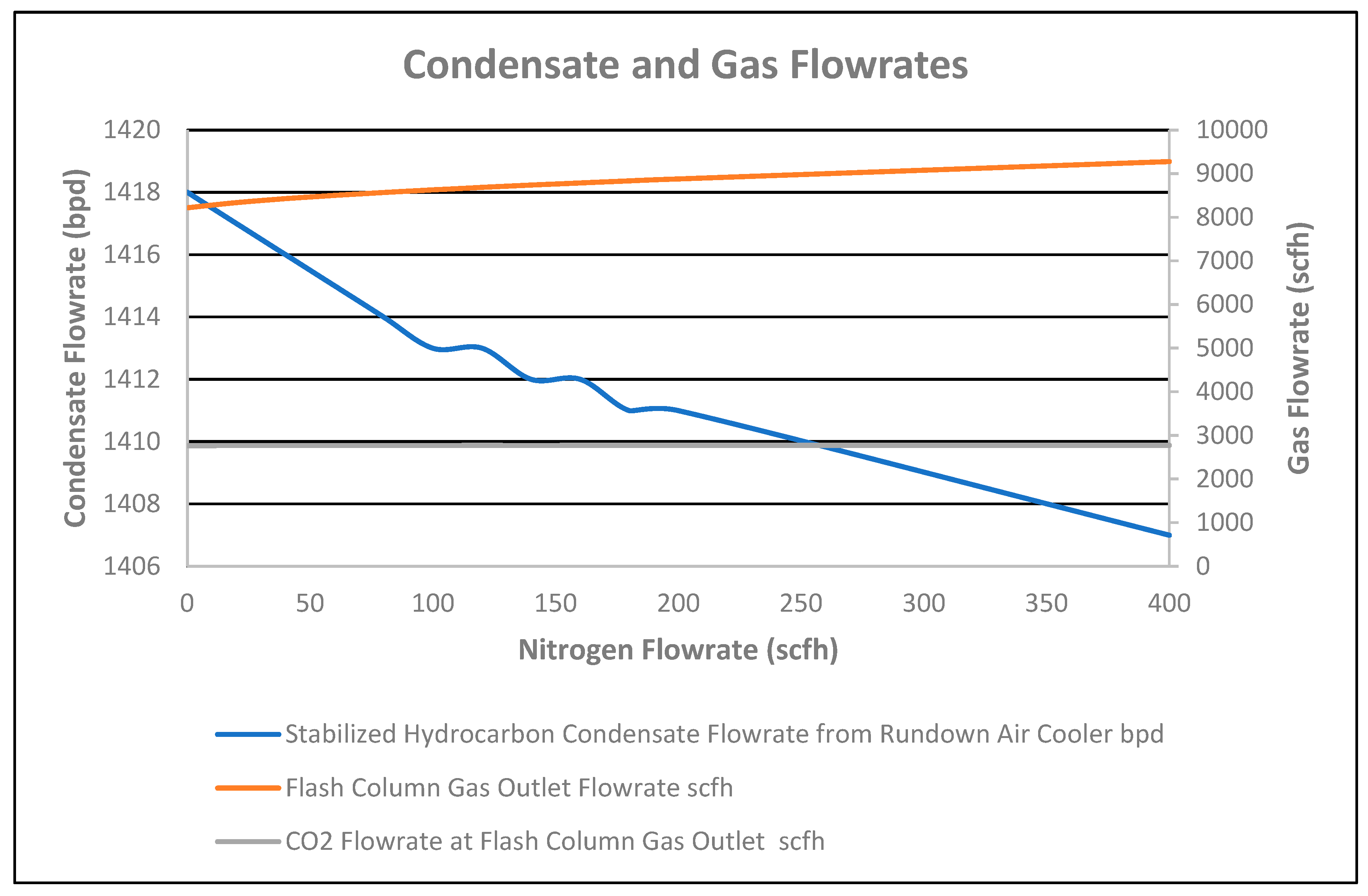
4.2. Scenario 2: Stripping Nitrogen in the Additional Stripping Column Installed at the Bottom of the Reboiler
4.3. Scenario 3: Same Separator and Column Gas Outlet Pressure for Different Column Pressure Operations
4.4. Scenario 4: Dynamic Simulation of the Condensate Stabilization Process at 1500 Bpd Flowrate at the Outlet of Flash Separator to Analyze Plant Behavior
4.5. Scenario 5: Validation of the Aspen Hysys Simulated Model against the Actual Plant Operating Data at 145 Bpd Flowrate in the Outlet of the Flash Separator
5. Conclusions
- (1)
- CO2 in condensate at the rundown cooler outlet was decreased in descending order from the scenario straight-through flow (160 ppmv), different column pressure (126 ppmv), 100% split ratio (19 ppmv), and nitrogen stripping method (7 ppmv) at 400 scfh. Therefore, the nitrogen stripping method is the best method to select as the technique to reduce CO2 in the condensate.
- (2)
- The total heat duty keeping the optimum CO2 specification in the condensate at the rundown cooler outlet was decreased in descending order from different column pressure (4.65 MMBtu/h), 100% split ratio (3.638 MMBtu/h), straight-through (2.9 MMBtu/h), and nitrogen stripping (2.69 MMBtu/h). Therefore, the best method for less total heat duty requirement is the nitrogen stripping method.
- (3)
- The stabilized condensate flowrate recovered at the outlet of the rundown cooler is observed in a decreasing trend from 100% split ratio (1436 bpd), different column pressure (1427 bpd), straight-through flow (1418 bpd), and nitrogen stripping method (1407 bpd). Therefore, a maximum 29 bpd flowrate recovery variation was observed.
- (4)
- Since a close resemblance between the steady state and dynamics simulation results has been found, dynamic simulation shall be used to analyze plant conditions for specific conditions before implementation in operation.
- (5)
- For result validation, a 0.24% discrepancy between the Aspen Hysys data and actual plant data was calculated, which shows the validity of the simulated values.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dynamic and Steady State Simulation Comparison | ||||||
|---|---|---|---|---|---|---|
| Conditions | Units | Steady State Simulation Case with Different Column Pressure Drop to Dynamic Simulation Case | Dynamic Simulation Case | Difference in Percentage of Dynamic Simulation Reading from Steady State Simulation Reading | Steady State Simulation Case with Same Column Pressure Drop to Dynamic Simulation Case | Difference in Percentage of Dynamic Simulation Reading from Steady State Simulation Reading Column Pressure Drop |
| Flash Separator | ||||||
| Inlet two phase stream condensate flowrate to Separator | bpd | 1822 | 1821 | 0.054 | 1822 | 0.05 |
| Condensate outlet flowrate from Separator | bpd | 1500 | 1500 | 0 | 1500 | 0.00 |
| Water outlet flowrate from Separator | bpd | 0 | 0 | - | 0 | 0.00 |
| Gas outlet flowrate from Separator | scfh | 35,900 | 35,830 | 0.195 | 35,900 | 0.19 |
| Temperature of Separator | °F | 69.14 | 68.55 | 0.853 | 69.14 | 0.85 |
| Pressure of Separator | psig | 140 | 140.5 | −0.357 | 140 | −0.36 |
| Water mole fraction of condensate at inlet of Separator | mol fraction | 0.0009 | 0.0009 | 0 | 0.0009 | 0.00 |
| CO2 mole fraction of condensate at inlet of Separator | mol fraction | 0.1672 | 0.1672 | 0 | 0.1672 | 0.00 |
| Water mole fraction of gas at outlet of Separator | mol fraction | 0.0018 | 0.0018 | 0 | 0.0018 | 0.00 |
| CO2 mole fraction of gas at outlet of Separator | mol fraction | 0.3354 | 0.3354 | 0 | 0.3354 | 0.00 |
| Feed Bottom Heat Exchanger | ||||||
| Condensate inlet temperature to Heat Exchanger from Separator | °F | 69.14 | 68.51 | 0.91 | 69.14 | 0.91 |
| Condensate outlet temperature from Heat Exchanger towards Column before LCV | °F | 160 | 159.8 | 0.125 | 160 | 0.12 |
| Condensate inlet temperature to Heat Exchanger from Column | °F | 304.9 | 299.9 | 1.64 | 299.8 | −0.03 |
| Condensate outlet temperature from Heat Exchanger towards Cooler before LCV | °F | 220.5 | 214.6 | 2.68 | 214.9 | 0.14 |
| Condensate inlet pressure from Separator to Heat Exchanger | psig | 140 | 141.2 | −0.86 | 140 | −0.86 |
| Condensate outlet pressure from Heat Exchanger towards Column Before LCV | psig | 130 | 132.3 | −1.77 | 130 | −1.77 |
| Condensate inlet pressure from Column to Heat Exchanger | psig | 58 | 55.61 | 4.12 | 55.05 | −1.02 |
| Condensate outlet pressure from Heat Exchanger towards Cooler Before LCV | psig | 53 | 51.72 | 2.42 | 50.05 | −3.34 |
| Heat Exchanger Duty | MMBtu/hr. | 0.7897 | 0.7925 | −0.35 | 0.7897 | −0.35 |
| Flash Column | ||||||
| Inlet condensate flowrate to Column | bpd | 1451 | 1443 | 0.551 | 1451 | 0.55 |
| Inlet gas flowrate to Column | scfh | 5171 | 5889 | −13.89 | 5171 | −13.89 |
| Condensate outlet flowrate from Reboiler towards Feed Bottom Heat Exchanger | bpd | 1418 | 1416 | 0.14 | 1418 | 0.14 |
| Gas flowrate outlet from Column | scfh | 8219 | 8282 | −0.76 | 8220 | −0.75 |
| Condensate temperature after LCV at inlet of Column | °F | 156.8 | 155.4 | 0.89 | 156.8 | 0.89 |
| Gas temperature at outlet of Column | °F | 156.2 | 156 | 0.13 | 156.3 | 0.19 |
| Condensate temperature at outlet of Column | °F | 304.9 | 299.9 | 1.64 | 299.8 | −0.03 |
| Gas pressure at outlet of Column | psig | 55 | 55.02 | −0.036 | 55 | −0.04 |
| Condensate pressure from reboiler toward Feed Bottom Heat Exchanger | psig | 58 | 55.61 | 4.12 | 55.05 | −1.02 |
| Column top stage pressure | psig | 55 | 55 | 0 | 55 | 0.00 |
| Column bottom stage pressure | psig | 58 | 55.05 | 5.09 | 55.05 | 0.00 |
| Water mole fraction in gas from Column outlet | mol fraction | 0.0019 | 0.0019 | 0 | 0.0019 | 0.00 |
| CO2 mole fraction in gas from Column outlet | mol fraction | 0.3364 | 0.3364 | 0.00 | 0.3364 | 0.00 |
| Stabilizer Reboiler | ||||||
| Condensate inlet flowrate towards Reboiler | bpd | 1694 | 1678 | 0.94 | 1677 | −0.06 |
| Gas outlet flowrate towards Column from Reboiler | scfh | 13,830 | 13,130 | 5.06 | 13,080 | −0.38 |
| Condensate inlet temperature towards Reboiler | °F | 207.7 | 204.3 | 1.64 | 204.3 | 0.00 |
| Gas outlet temperature towards Column from Reboiler | °F | 304.9 | 299.9 | 1.64 | 299.8 | −0.03 |
| Condensate inlet pressure towards Reboiler | psig | 58 | 55.09 | 5.02 | 55.05 | −0.07 |
| Gas outlet pressure towards Column from Reboiler | psig | 58 | 55.08 | 5.03 | 55.05 | −0.05 |
| Reboiler Duty | MMBtu/hr. | 1.381 | 1.333 | 3.48 | 1.331 | −0.15 |
| Rundown Cooler | ||||||
| Condensate flowrate from Feed Bottom Heat Exchanger to Rundown Cooler | bpd | 1418 | 1416 | 0.141 | 1418 | 0.14 |
| Condensate inlet temperature from Feed Bottom Heat Exchanger to LCV towards Rundown Cooler | °F | 220.5 | 214.6 | 2.68 | 214.9 | 0.14 |
| Condensate inlet temperature from LCV to Rundown Cooler inlet | °F | 220.6 | 214.8 | 2.63 | 215.1 | 0.14 |
| Condensate outlet temperature from Rundown Cooler | °F | 135 | 134.9 | 0.074 | 135 | 0.07 |
| Condensate inlet pressure from Feed Bottom Heat Exchanger before LCV towards Rundown Cooler | psig | 53 | 51.72 | 2.42 | 50.05 | −3.34 |
| Condensate inlet pressure from LCV to Rundown Cooler inlet | psig | 22 | 22 | 0.00 | 22 | 0.00 |
| Condensate outlet pressure from Rundown Cooler | psig | 17 | 17 | 0 | 17 | 0.00 |
| Rundown Cooler Duty | MMBtu/hr. | 0.7302 | 0.6783 | 7.11 | 0.6804 | 0.31 |
| RVP at Rundown Cooler outlet | psia | 7 | 7 | 0 | 7 | 0.00 |
| Water mole fraction in condensate of Rundown Cooler outlet | mol fraction | 0.00000145 | 0.00000145 | 0.00 | 0.00000143 | −1.40 |
| CO2 mole fraction in condensate of Rundown Cooler outlet | mol fraction | 0.000160 | 0.000162 | −1.25 | 0.000159 | −1.89 |
| Controllers | KC | Ti (min) |
|---|---|---|
| Flash separator water level controller | 2 | 10 |
| Flash separator condensate level controller | 2 | 5 |
| Flash separator condensate flow controller | 1.5 | 7 |
| Flash separator pressure controller | 2 | 2 |
| Condensate stabilizer column pressure controller | 2 | 2 |
| Stabilizer Reboiler level controller | 2 | 1 |
| Components | Mole% | Components | Mole% |
|---|---|---|---|
| Nitrogen | 0.1 | n-C12 | 0.0 |
| CO2 | 0.1 | n-C13 | 0.0 |
| H2S | 0.00 | n-C14 | 0.0 |
| Methane | 0.01 | n-C15 | 0.0 |
| Ethane | 0.01 | n-C16 | 0.0 |
| Propane | 0.3 | n-C17 | 0.0 |
| i-Butane | 0.88 | n-C18 | 0.0 |
| n-Butane | 0.9 | n-C19 | 0.0 |
| i-Pentane | 15 | n-C20 | 0.0 |
| n-Pentane | 9 | n-C21 | 0.0 |
| n-Hexane | 48.03 | n-C22 | 0.0 |
| MCyclopentane | 0.5 | n-C23 | 0.0 |
| Benzene | 0.0 | n-C24 | 0.0 |
| Cyclohexane | 0.1 | n-C25 | 0.0 |
| n-Heptane | 0.0 | n-C26 | 0.0 |
| MCyclohexane | 0.1 | n-C27 | 0.0 |
| Toluene | 0.0 | n-C28 | 0.0 |
| n-Octane | 25 | n-C29 | 0.0 |
| E-Benzene | 0.0 | n-C30 | 0.0 |
| m-Xylene | 0.0 | n-DotriC32 | 0.0 |
| p-Xylene | 0.0 | n-HexatriC30 | 0.0 |
| o-xylene | 0.0 | H20 | 0.07 |
| n-Nonane | 0.0 | ||
| n-Decane | 0.0 | ||
| n-C11 | 0.0 |
References
- Rahmanian, N.; Jusoh, L.S.B.; Homayoonfard, M.; Nasrifar, K.; Moshfeghian, M. Simulation and optimization of a condensate stabilisation process. J. Nat. Gas Sci. Eng. 2016, 32, 453–464. [Google Scholar] [CrossRef]
- Uwitonze, H.; Hwang, K.S.; Lee, I. Modelling and improving natural gas condensate process with stripping and heat integration. Chem. Eng. Process. Process Intensif. 2017, 118, 71–77. [Google Scholar] [CrossRef]
- Rahmanian, N.; Bin Ilias, I.; Nasrifar, K. Process simulation and assessment of a back-up condensate stabilization unit. J. Nat. Gas Sci. Eng. 2015, 26, 730–736. [Google Scholar] [CrossRef]
- Rahmanian, N.; Aqar, D.Y.; Bin Dainure, M.F.; Mujtaba, I.M. Process simulation and assessment of crude oil stabilization unit. Asia-Pac. J. Chem. Eng. 2018, 13, e2219. [Google Scholar] [CrossRef]
- Bhran, A.A.E.-K.; Hassanean, M.H.; Helal, M.G. Maximization of natural gas liquids production from an existing gas plant. Egypt. J. Pet. 2016, 25, 333–341. [Google Scholar] [CrossRef]
- Hajizadeh, A.; Mohamadi-Baghmolaei, M.; Azin, R.; Osfouri, S.; Heydari, I. Technical and economic evaluation of flare gas recovery in a giant gas refinery. Chem. Eng. Res. Des. 2018, 131, 506–519. [Google Scholar] [CrossRef]
- Kazerooni, N.M.; Adib, H.; Sabet, A.; Adhami, M.A.; Adib, M. Toward an intelligent approach for H 2 S content and vapor pressure of sour condensate of south pars natural gas processing plant. J. Nat. Gas Sci. Eng. 2016, 28, 365–371. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, H.; Zhang, Z.; Pu, Y. Simulation analysis of stripping fractionation process of gas condensate treatment and practical application. J. Nat. Gas Sci. Eng. 2016, 34, 216–225. [Google Scholar] [CrossRef]
- Shankar, N.; Sivasubramanian, V.; Arunachalam, K. Steady state optimization and characterization of crude oil using Aspen HYSYS. Pet. Sci. Technol. 2016, 34, 1187–1194. [Google Scholar] [CrossRef]
- Bassane, J.F.P.; Sad, C.M.; Neto, D.M.; Santos, F.D.; Silva, M.; Tozzi, F.C.; Filgueiras, P.R.; de Castro, E.V.; Romão, W.; Santos, M.F.; et al. Study of the effect of temperature and gas condensate addition on the viscosity of heavy oils. J. Pet. Sci. Eng. 2016, 142, 163–169. [Google Scholar] [CrossRef]
- Adib, H.; Sabet, A.; Naderifar, A.; Adib, M.; Ebrahimzadeh, M. Evolving a prediction model based on machine learning approach for hydrogen sulfide removal from sour condensate of south pars natural gas processing plant. J. Nat. Gas Sci. Eng. 2015, 27, 74–81. [Google Scholar] [CrossRef]
- Brahim, A.O.; Abderafi, S.; Bounahmidi, T. Modeling the stabilization column in the petroleum refinery. Energy Procedia 2017, 139, 61–66. [Google Scholar] [CrossRef]
- Brahim, A.O.; Abderafi, S. Pressure Effect on the Stabilization Column in the Petroleum Refinery. Energy Procedia 2017, 118, 233–237. [Google Scholar] [CrossRef]
- Mourad, D.; Ghazi, O.; Noureddine, B. Recovery of flared gas through crude oil stabilization by a multi-staged separation with intermediate feeds: A case study. Korean J. Chem. Eng. 2009, 26, 1706–1716. [Google Scholar] [CrossRef]
- Afanas, I.P.; Minkhairov, M.F. Improvement of Indicators for the Motor-Fuel Refinery at the Surgut Condensate-Stabilization Plant. Chem. Pet. Eng. 2000, 36, 9–11. [Google Scholar]
- Moaseri, E.; Mostaghisi, O.; Shahsavand, A.; Bazubandi, B.; Karimi, M.; Ahmadi, J. Experimental study and techno-economical evaluation of Khangiran sour natural gas condensate desulfurization process. J. Nat. Gas Sci. Eng. 2013, 12, 34–42. [Google Scholar] [CrossRef]
- Bahmani, M.; Shariati, J.; Rouzbahani, A.N.; Babakhani, S.M. Simulation and optimization of an industrial gas condensate stabilization unit to modify LPG and NGL production with minimizing CO2 emission to the environment. Chin. J. Chem. Eng. 2017, 25, 338–346. [Google Scholar] [CrossRef]
- Moghadam, N.; Samadi, M.; Hosseini, Z.B.M. Simulation of Gas Condensate Stabilization Unit Aiming at Selecting the Right Technique and Assessing the Optimized Operational Parameters. In Proceedings of the International Conference on Chemical, Biological and Environmental Engineering, Singapore, 26–28 February 2012; Volume 43, pp. 78–82. [Google Scholar]
- Tavan, Y.; Hosseini, S.H.; Ahmadi, G. Energy and exergy analysis of intensified condensate stabilization unit with water draw pan. Appl. Therm. Eng. 2019, 155, 49–58. [Google Scholar] [CrossRef]
- Karimkhani, B.; Khorrami, Z.; Pars, S.; Complex, G. SPE 127397 Evaluating Effect of Different Operational Parameters on Increasing Performance of Condensate Stabilizing Process in Gas Plants (Case Study). In SPE Kuwait International Petroleum Conference and Exhibition; SPE: Richardson, TX, USA, 2009; pp. 1–8. [Google Scholar]
- Moghadam, N.; Samadi, M. Gas Condensate Stabilization Unit: Different Design Approaches. Int. J. Chem. Eng. Appl. 2012, 3, 461–465. [Google Scholar] [CrossRef]
- Jahromi, E.E.; Esmaeilani, L.; Sadeghifard, S. Shutdown Reduction Methods for Compressors in Condensate Stabilization Units. In Proceedings of the 2012 7th International Conference on System of Systems Engineering (SoSE), Genova, Italy, 16–19 July 2012. [Google Scholar]
- Long, N.V.D.; Lee, M. A novel NGL (natural gas liquid) recovery process based on self-heat recuperation. Energy 2013, 57, 663–670. [Google Scholar] [CrossRef]
- Spoelstra, S. Heat pumps in distillation. In Proceedings of the Distillation & Absorption Conference, Eindhoven, The Netherlands, 12–15 September 2010; pp. 12–15. [Google Scholar]
- Tahouni, N.; Khoshchehreh, R.; Panjeshahi, M.H. Debottlenecking of condensate stabilization unit in a gas refinery. Energy 2014, 77, 742–751. [Google Scholar] [CrossRef]
- De Rijke, A. Development of a Concentric Internally Heat Integrated Distillation Column. Ph.D. Thesis, Technische Universiteit Deft, Delft, The Netherlands, 2007. [Google Scholar]
- Mokhatab, S.; Poe, W.A.; Mak, J.Y. Handbook of Natural Gas Transmission and Processing: Principles and Practices; Gulf Professional Publishing: Cambridge, MA, USA, 2018. [Google Scholar]














| Parameters | Values |
|---|---|
| Inlet pressure (psig) | 140 |
| Inlet temperature (°F) | 69.14 |
| Condensate flow (bpd) (downstream of stabilizer inlet flash separator) | 1500 |
| Components | Mole% | Components | Mole% |
|---|---|---|---|
| Nitrogen | 2.42 | n-C14 | 1.10 |
| CO2 | 16.72 | n-C15 | 1.05 |
| H2S | 0.00 | n-C16 | 0.82 |
| Methane | 19.37 | n-C17 | 0.56 |
| Ethane | 5.92 | n-C18 | 0.49 |
| Propane | 4.14 | n-C19 | 0.42 |
| i-Butane | 1.06 | n-C20 | 0.36 |
| n-Butane | 2.11 | n-C21 | 0.32 |
| i-Pentane | 1.33 | n-C22 | 0.19 |
| n-Pentane | 1.36 | n-C23 | 0.16 |
| n-Hexane | 3.02 | n-C24 | 0.14 |
| MCyclopentane | 0.57 | n-C25 | 0.12 |
| Benzene | 0.57 | n-C26 | 0.10 |
| Cyclohexane | 0.59 | n-C27 | 0.09 |
| n-Heptane | 6.21 | n-C28 | 0.07 |
| MCyclohexane | 2.08 | n-C29 | 0.06 |
| Toluene | 2.15 | n-C30 | 0.15 |
| n-Octane | 5.86 | n-DotriC32 | 0.07 |
| E-Benzene | 0.17 | n-HexatriC30 | 0.09 |
| m-Xylene | 0.76 | H2O | 0.09 |
| p-Xylene | 0.76 | ||
| o-xylene | 0.52 | ||
| n-Nonane | 5.16 | ||
| n-Decane | 4.44 | ||
| n-C11 | 2.80 | ||
| n-C12 | 1.94 | ||
| n-C13 | 1.51 |
| Validation of Performance Test Data | ||||
|---|---|---|---|---|
| Conditions | Units | Steady State Simulation Values | Actual Plant Data | Difference in Percentage of Steady-State Simulation Values from Actual Plant Data |
| Flash Separator | ||||
| RVP of condensate at inlet of separator | psia | 9.5 | 9.5 | 0.00 |
| Pressure of separator | psig | 140 | 140 | 0.00 |
| Feed Bottom Heat Exchanger | ||||
| Condensate temperature at inlet of feed Bottom heat exchanger | °F | 103 | 103 | 0.00 |
| Condensate temperature at outlet of feed Bottom heat exchanger towards column before LCV | °F | 119 | 119 | 0.00 |
| Condensate temperature at inlet of heat exchanger from column | °F | 269 | 269 | 0.00 |
| Flash Column | ||||
| Flash column top stage pressure | psig | 55.3 | 55.3 | 0.00 |
| Flash column bottom stage pressure | psig | 55.5 | 55.5 | 0.00 |
| Stabilizer Reboiler | ||||
| Condensate temperature at inlet of stabilizer reboiler | °F | 250.4 | 251 | 0.24 |
| Gas temperature at outlet of stabilizer reboiler towards column | °F | 268.9 | 269 | 0.04 |
| Hot oil temperature at inlet of stabilizer reboiler | °F | 305 | 305 | 0.00 |
| Hot oil temperature at outlet of stabilizer reboiler | °F | 296 | 296 | 0.00 |
| Hot oil pressure at inlet of stabilizer reboiler | psig | 77 | 77 | 0.00 |
| Rundown Cooler | ||||
| Condensate flowrate from feed bottom heat exchanger to rundown cooler | bpd | 145 | 145 | 0.00 |
| Condensate temperature at outlet of rundown cooler | °F | 91 | 91 | 0.00 |
| RVP at outlet of rundown cooler | psia | 5.6 | 5.6 | 0.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ehsan, M.; Ali, U.; Sher, F.; Abubakar, H.M.; Basit, M.F.U. Dynamic and Steady-State Simulation Study for the Stabilization of Natural Gas Condensate and CO2 Removal through Heating and Pressure Reduction. ChemEngineering 2023, 7, 78. https://doi.org/10.3390/chemengineering7050078
Ehsan M, Ali U, Sher F, Abubakar HM, Basit MFU. Dynamic and Steady-State Simulation Study for the Stabilization of Natural Gas Condensate and CO2 Removal through Heating and Pressure Reduction. ChemEngineering. 2023; 7(5):78. https://doi.org/10.3390/chemengineering7050078
Chicago/Turabian StyleEhsan, Mohsin, Usman Ali, Farooq Sher, Hafiz M. Abubakar, and Muhammad Fazal Ul Basit. 2023. "Dynamic and Steady-State Simulation Study for the Stabilization of Natural Gas Condensate and CO2 Removal through Heating and Pressure Reduction" ChemEngineering 7, no. 5: 78. https://doi.org/10.3390/chemengineering7050078