1. Introduction
Fluidized bed reactors are used in many practical applications. They are used in oil refining (catalytic cracking) [
1], coal gasification [
2], and petrochemistry [
3]. First introduced over 70 years ago, fluid catalytic cracking (FCC) technology still plays an important role in converting oil into valuable fuels. More than 30% of all gasoline produced in the world is produced in the FCC process. In addition to fuels, FCC is used for the production of certain chemical products (ethylene, propylene, butenes, etc.) [
4]. In addition to oil refining, fluidized bed reactors have found applications in the combustion of coal and biomass. In such reactors there is a two-phase mixture of fine solids and gases, this mixture is boiled by means of ascending or descending flows. Fluidized bed bioreactors are widely used in biomass gasification [
5].
There are two models to describe the hydrodynamics of gas and solid particles in a fluidized bed: the Euler–Euler model (CFD or TFM) and the Euler–Lagrange model (CFD-DEM). In the Euler–Euler model, both solid and gas phases are considered as interpenetrating media. The interaction between particles in this case is studied on the basis of the kinetic theory of granular flow. In the Euler–Lagrange model, the behavior of solid particles is studied in terms of Newton’s laws of motion, while the gas is considered to be a continuous medium [
6]. The TFM and CFD-DEM have been extensively used to simulate particulate reacting flow in fluidized bed reactors [
7].
Due to the advantage of the high efficiency, the TFM has been broadly applied for simulating thermal conversion of solid fuels in fluidized bed reactors. For example, Wu et al. [
8] analyzed the factors influencing the production of synthesis gas in a fluidized bed gasifier. The authors applied a two-fluid Euler–Euler model to create a three-dimensional model of the gasifier. The results showed that the formation of synthesis gas was greatly influenced by the initial temperature, namely, with an increase in the initial temperature, the content of carbon monoxide and hydrogen in the synthesis gas increased. Cardoso et al. [
9] investigated fluid dynamics and heat transfer in a fluidized bed biomass gasifier using a 2D Euler–Euler model. They concluded that the particle size of the biomass significantly affected the heat transfer and hydrodynamics in the fluidized bed: smaller particles showed better mixing and heat transfer. Ding et al. [
10] simulated the pyrolysis of combustible solid waste in a fluidized bed reactor using the Euler–Euler model. The authors studied the effect of pyrolysis temperature on the product yield and found that with an increase in pyrolysis temperature, the yield of the products first increased, but after 773 K it decreased. At the same time, the gas yield showed an opposite trend with an increase in the pyrolysis temperature. This behavior can be explained by the activation of secondary cracking at temperatures above 773 K. Wu et al. [
11] conducted numerical studies of hydrodynamics, temperature and emissions of harmful substances during oxy-fueled combustion in a circulating fluidized bed combustion chamber. The studies were carried out using the Euler–Euler approach at high-oxygen concentrations. The authors concluded that an increase in the oxygen concentration led to a change in the fluidization regime to turbulent, while the overall temperature in the combustion chamber increased. In addition, increasing the oxygen concentration at the chamber inlet led to a decrease in carbon monoxide emissions with a simultaneous increase in nitrogen and sulfur oxide emissions.
In addition to the TFM model, the CFD-DEM model provides an alternative to study gas–solid flow in fluidized beds. Specifically, in this model, the trajectory of each particle is tracked and the collisions between particles are resolved. Wang et al. [
12] first developed a high-fidelity CFD-DEM model considering the gas turbulence using a large-eddy simulation (LES) turbulence model, achieving excellent accuracy, good stability, and high efficiency in a parallelization strategy. The CFD-DEM model, integrating heat and mass transfer sub-models, was further demonstrated to be a good choice for modelling biomass gasification in fluidized beds [
13]. However, the disadvantage of using the CFD-DEM model is the inaccessibility of computing resources when calculating chemical engineering processes in large-scale fluidized rectors.
Therefore, the CFD-DEM model has been extensively applied to simulate different processes in various lab-scale fluidized beds. The influence of the particle diameter on the bed height, the rate of change in the bed mass and the type of bubbles was studied in [
14]. Yue Y. et al. [
15] investigated the effect of particle density on spout deflection in a fluidized bed using the same combined numerical method. Physical parameters under which non-alternating and alternating spout deflection occur were considered. The behavior of the solid phase was also calculated using DEM in [
16]. The authors showed that an increase in velocity led to a double bed recirculation. Particles rushed to the central part of the flow and mixed better in the vertical direction (as opposed to the transverse one).
CFD-DEM modeling has also been used to simulate the process of fast biomass pyrolysis [
17]. Biomass gasification in a fluidized bed using the multiphase particle-in-cell (MP-PIC) model and the CFD-DEM was investigated by Li and Eri [
18]. They considered different chemical reactions in their work: drying, pyrolysis, and homogeneous/heterogeneous reactions. The experimental data obtained in [
19] were used when simulating the pyrolysis process in a full-scale industrial pyrolyser.
The authors of [
20] carried out a numerical study on the biomass gasification process in a fluidized bed reactor. The authors applied a combined approach using computational fluid dynamics and the discrete element method (CFD-DEM). The influence of such parameters as the size of biomass particles, the initial temperature of the bed and the gas flow rate on the productivity of the reactor was studied. The results of the study showed that the particle size did not significantly affect the production of hydrogen and methane, or the formation of carbon oxides. An increase in the initial bed temperature led to a decrease in the outlet gas temperature. Increasing the gas flow rate at the inlet led to better mixing of the binary mixture. Shao et al. [
21] conducted a numerical study to predict the minimum fluidization rate of particles at high temperatures and pressures, as well as at various particle diameters. For modeling, the authors applied the Euler–Lagrange approach. The research results showed that with increasing pressure and temperature, the minimum fluidization rate decreased. The increase in particle size resulted in an increase in the minimum fluidization rate. Zhang et al. [
22] investigated the process of coal enrichment in gas–solid fluidized beds. To model this process, the authors used the Euler–Lagrange model. They studied the influence of the size of coal particles and the height of the fluidized bed on the intensification of the coal enrichment process. The results of numerical studies showed that the use of large particles together with a small initial bed height led to a significant improvement in the coal enrichment process. Kong et al. [
23] conducted heat transfer studies during biomass gasification in a bubbling fluidized bed reactor. The studies were carried out using computational fluid dynamics and the discrete particle method (CFD-DEM). The authors found that convection was the dominant heat transfer mechanism, followed by radiation and heat released during chemical reactions. At the same time, an increase in the operating temperature improved chemical reactions and, in general, contributed to an increase in heat transfer by all of the above mechanisms.
Fluidized bed reactors are widely used for the dehydrogenation of light alkanes, for example, isobutane to isobutylene [
24]. The dehydrogenation system consists of a fluidized bed reactor and a regenerator. Various types of catalysts are used to ensure a high reaction rate and high selectivity: platinum/tin (Pt/Sn) with promoters, chromium oxides on zirconium or aluminum oxide [
25], as well as gallium (Ga) supported on the porous metal oxide, etc. [
26,
27].
Ma et al. [
28] conducted experimental studies to optimize the PtSnK/Al
2O
3 catalyst used in the isobutane dehydrogenation reaction. The authors studied the effect of such parameters as the mass ratio of platinum (Pt) to tin (Sn), the calcination temperature, the mass fraction of potassium K, and the concentration of H
2PtCl
6 in impregnation solution on the characteristics of isobutane dehydrogenation. The research results showed that the mass ratio of platinum to tin had the greatest influence on the dehydrogenation process, and the concentration of H
2PtCl
6 had the least influence. Due to the achievement of the optimal value of the mass ratio of platinum to tin (1:1) and with a potassium content of 0.8%, it was possible to achieve an average isobutane conversion of 46.59%. Azimi and Kalbasi [
29] performed a numerical simulation of isobutane dehydrogenation in a fluidized bubbling bed reactor. The authors investigated the effect of the operating conditions on energy consumption in the reactor. The research results revealed the dependence of energy consumption on the degree of isobutane conversion. To obtain the degree of conversion of isobutane, the authors used a three-phase model. The authors found that energy consumption had an inverse relationship with isobutane conversion. The operating conditions of the reactor affected the conversion of isobutane by shifting the equilibrium position of the reaction or by changing the average residence time of the gas in the bed. The factor that had the greatest impact on the energy consumption in the reactor was the volumetric flow rate of the feed stream. Vernikovskaya et al. [
30] a conducted numerical and experimental study on the performance of a fluidized bed reactor for isobutane dehydrogenation. The authors added propane to the feedstock in an amount of from 0 to 60 wt.% and investigated the performance of the fluidized bed reactor with the Cr
2O
3/Al
2O
3 catalyst. The research results showed that when propane was added in an amount from 0 to 60 wt.%, the isobutylene selectivity increased from 86% to 89%. Matveyeva et al. [
31] investigated the performance of a fluidized bed reactor with a Ga
2O
3/Al
2O
3 catalyst at various gallium contents. The results of experimental studies showed that an increase in the content of gallium from 3 to 9% led to an increase in the yield of isobutylene from 27 to 32 wt.%, while the conversion of isobutane increased from 42 to 55 wt.%. The catalyst consistently showed high activity and selectivity over 60 cycles.
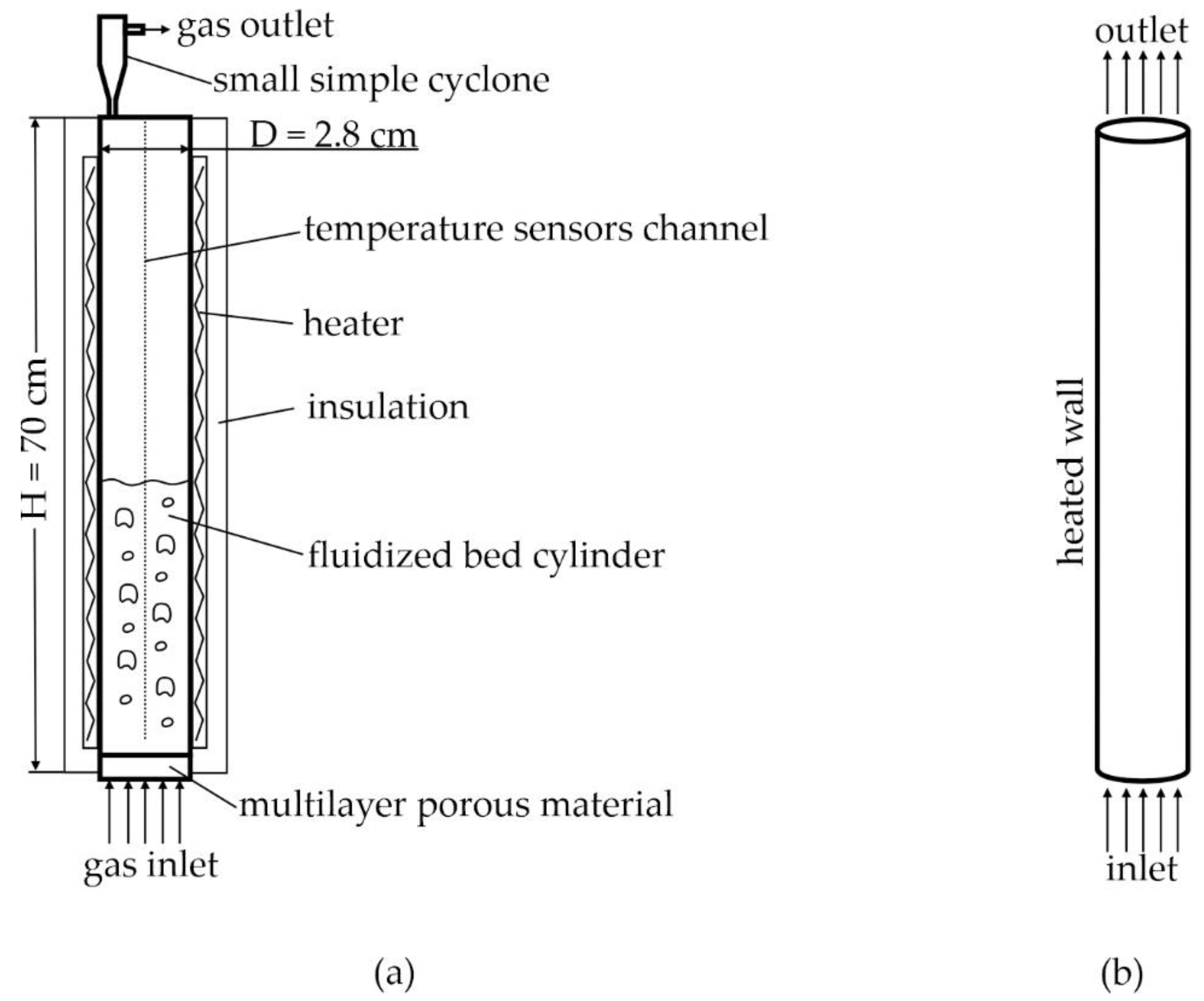
This paper presents the results of the experimental study and numerical simulation of the dehydrogenation of isobutane to isobutylene in a laboratory reactor with a fluidized bed with a chromia–alumina catalyst. The following ranges of change in the main process parameters were considered: gas velocity 0.008–0.016 m/s, gas temperature 550–625 °C, and catalyst mass 75–125 g. Based on the experiments, an original mathematical model was built for numerical simulation of the process using the TFM approach, taking into account the main dehydrogenation reaction isobutane to isobutylene and two side reactions: thermal cracking of isobutane with the formation of methane and propylene, and the propylene hydrogenation reaction to propane. The developed and verified model will make it possible to simulate the process for various gas and catalyst parameters both in laboratory studies and in industrial devices.
3. Results and Discussion
We carried out numerical simulations for all values of the determining parameters in experimental studies: the gas supply rate to the reactor were 0.008 m/s, 0.012 m/s and 0.016 m/s; the mass of the catalyst in the reactor were 75 g, 100 g and 125 g; temperature in the reactor were 550 °C, 575 °C, 600 °C and 625 °C.
Figure 3,
Figure 4 and
Figure 5 present the instantaneous concentration fields of the catalyst and reaction products for the case of a catalyst mass of 100 g, a gas velocity of 0.016 m/s, and a temperature of 575 °C. This temperature is considered optimal for carrying out the isobutane dehydrogenation reaction in a fluidized bed reactor. The maximum velocity achieved in a laboratory reactor was 0.016 m/s. In this case, in an industrial large-scale reactor, the gas velocity is usually about 0.3 m/s. Despite the impossibility of achieving a gas velocity close to the industrial regime, weak fluidization makes it possible to better evaluate the properties of the catalyst without the influence of fast fluidization hydrodynamics [
40,
41].
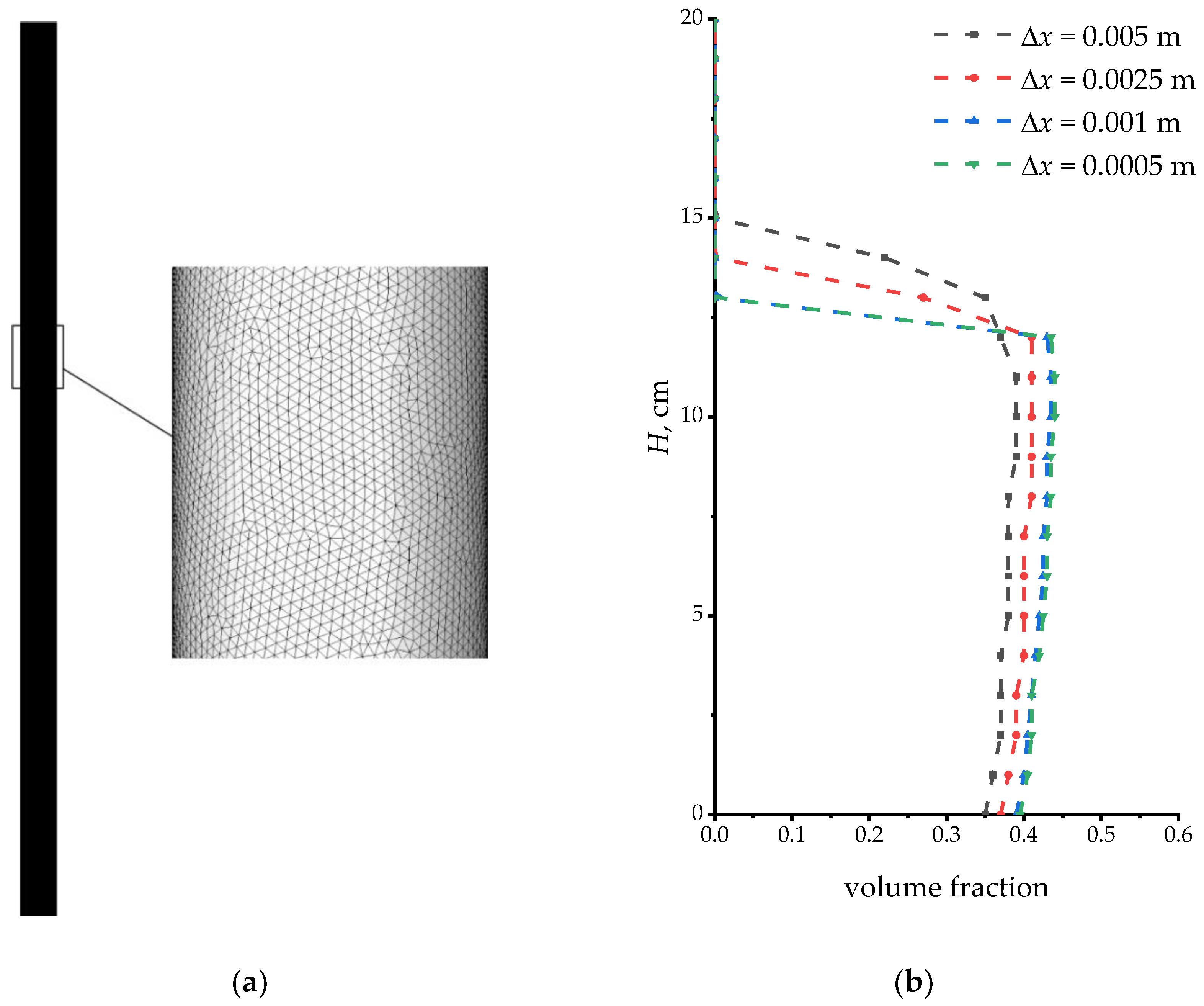
Figure 3 shows the volume fraction of catalyst particles in the reactor under study for the parameters described above. It was observed that the particles form a limited bed with dense and rarefied zones. We characterized the bed as a weak bubbling fluidization. In the course of experimental studies, the probe was also lowered to take samples of the catalyst in the bed. A sufficient amount of catalyst particles was found only at the level of 12–14 cm.
In numerical simulation, we continuously analyzed the values of the mass fraction of all components of the gas phase at the output section.
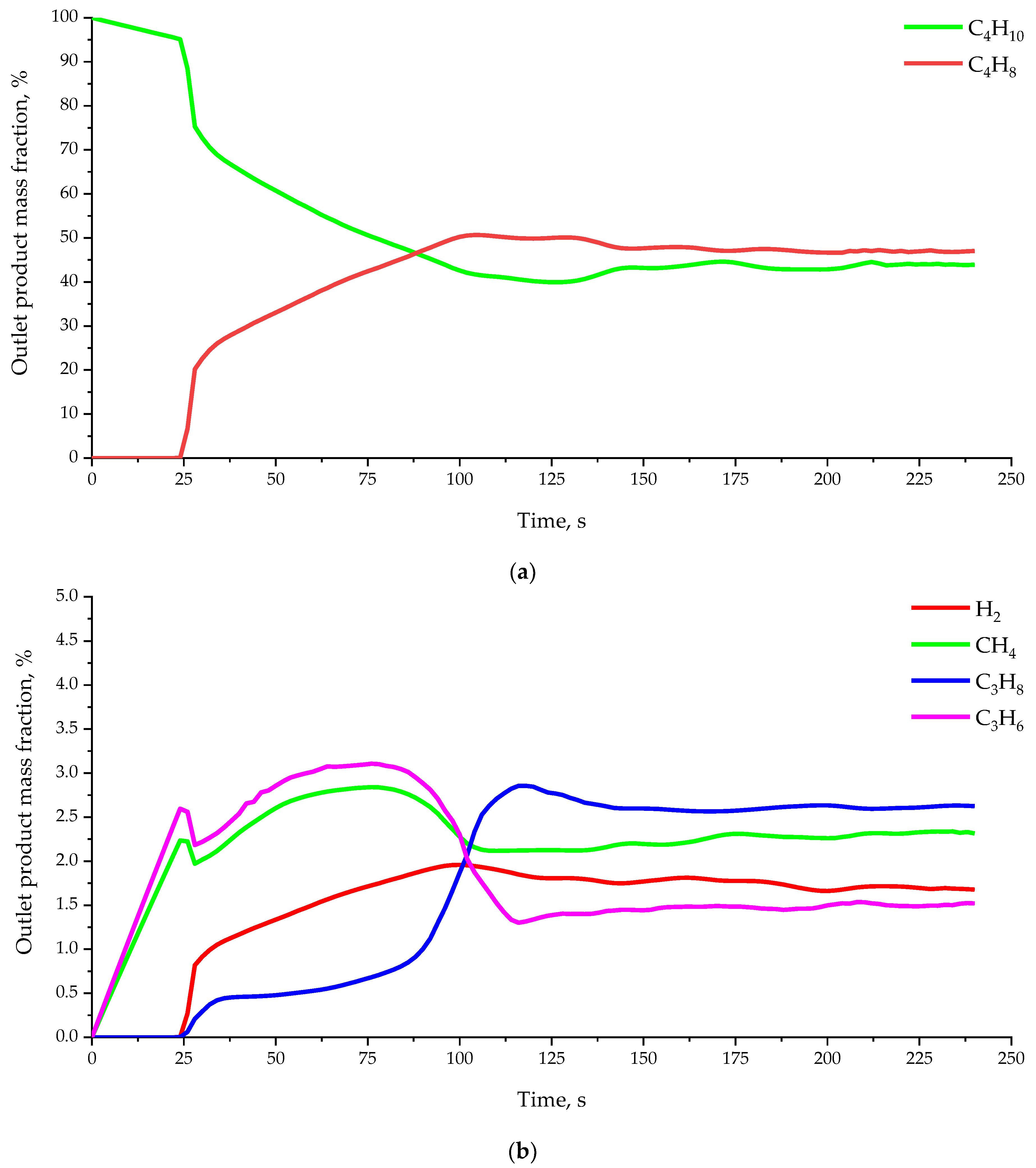
Figure 4 plots the mass fraction of reaction products for the case of a catalyst mass of 100 g, a gas velocity of 0.016 m/s, and temperature of 575 °C.
From the beginning of the simulation run, we observed the products of the thermal cracking reaction of the decomposition of isobutane with the formation of methane and propylene. These were the products of the reaction that take place in the upper part of the reactor. In the 24th second, we observed the appearance of isobutylene and hydrogen. The rapid increase in the products of the main reaction of isobutane dehydrogenation at 24–28 s can be explained by the initial state of the reactor model. In the first second, the catalyst had a uniform volume fraction and the gas consisted entirely of isobutane. With the advent of hydrogen, the formation of propane began as a product of the propylene hydrogenation reaction. From the 24th to the 140th second, we observed changes in the values of the mass fraction of the components. Then, the changes in the values became smaller, and from about the 200th second, the changes in the mass fraction of the components did not exceed 1–2% of the average value for each gas component. In the case presented in
Figure 4, we finally obtained the average mass fraction of the components: C
4H
10—43.9%, C
4H
8—47%, H
2—1.68%, CH
4—2.32%, C
3H
6—1.52%, and C
3H
8—2.63%.
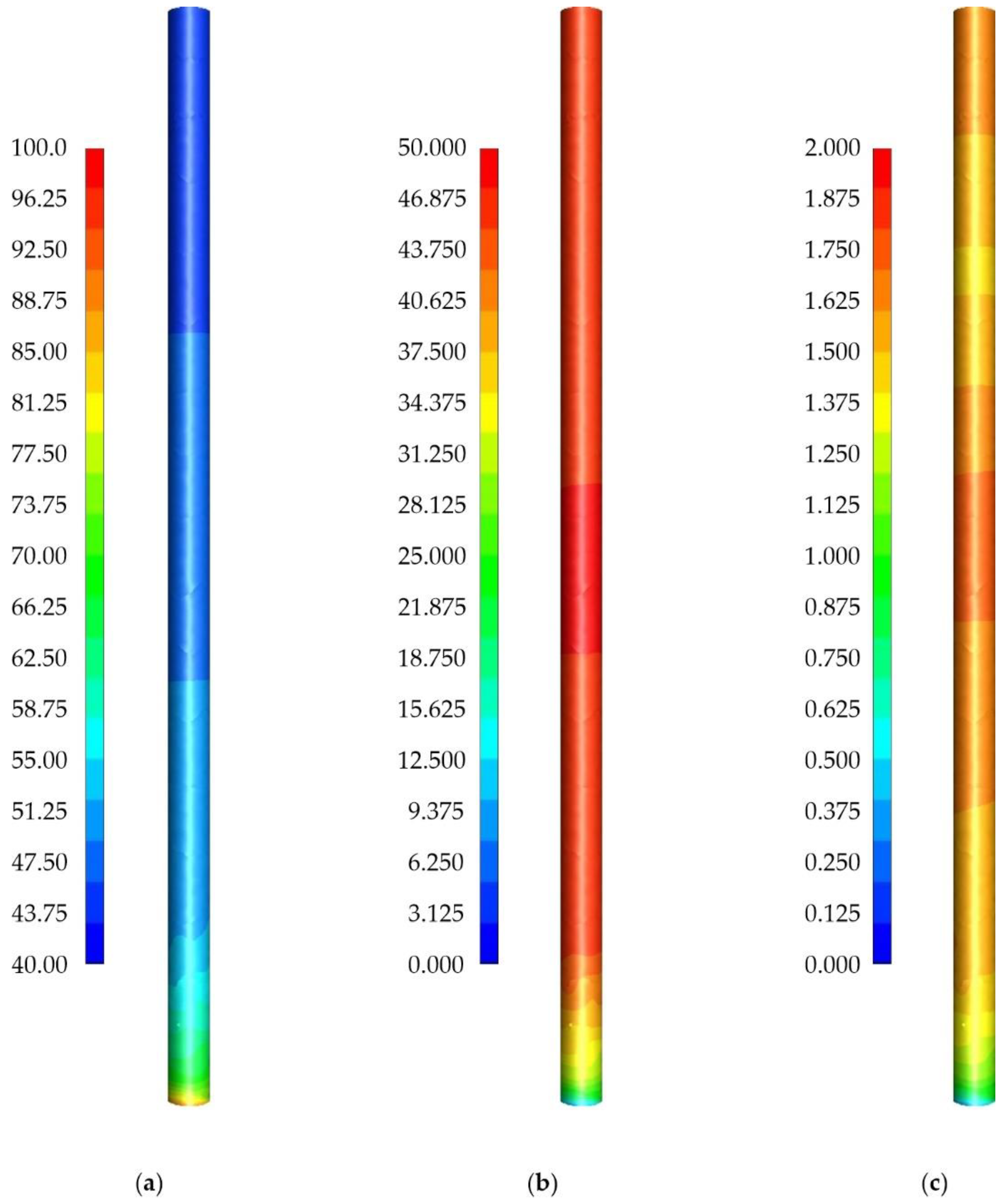
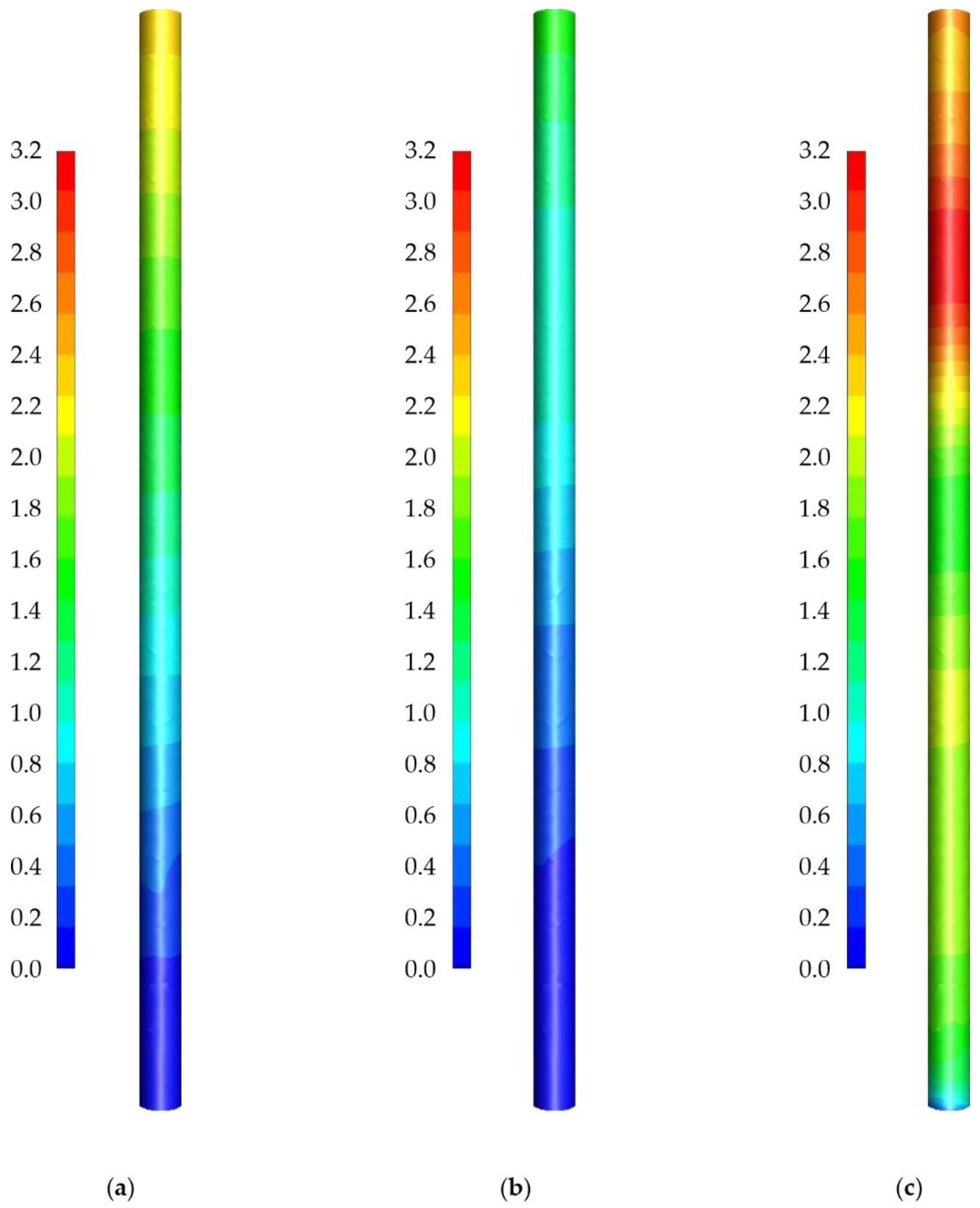
Figure 5 shows the components of the main isobutane dehydrogenation reaction in the reactor under study for the parameters described above.
Isobutane entered from the bottom of the reactor. Upon contact with the catalyst, the mass fraction of isobutane began to decrease to 52% of the mass fraction in the gas phase. We also observed a decrease in the isobutane fraction above the main catalyst bed to 44% of the mass fraction in the gas phase. There, isobutane decomposed as a result of the thermal cracking reaction. The volume fraction of isobutylene and hydrogen increased in the area of the catalyst bed. The fraction of isobutylene reaches 47% of the mass in the gas mixture above the catalyst bed and does not change until the exit from the reactor. Thus, the isobutane dehydrogenation reaction in our model proceeds only in the presence of a catalyst. Hydrogen is formed in the reaction of isobutane dehydrogenation and appears at the bottom of the reactor, where the catalyst bed is located. Then, the mass fraction of hydrogen decreases during the hydrogenation reaction of propylene, which was formed during the thermal cracking of isobutane. The mass fraction of hydrogen in the gas mixture in the reactor does not exceed 1.8%.
Figure 6 shows the components of side reactions of thermal cracking and hydrogenation of propylene in the reactor under study for the parameters described above.
Methane and propylene were formed from isobutane at the top of the reactor in the thermal cracking reaction of isobutane. The formation of these components mainly occurred in the absence of a catalyst, since in the catalyst bed isobutane was mainly spent on the dehydrogenation reaction. The mass fraction of side reaction products in the gas mixture in the reactor did not exceed 7%.
The propylene hydrogenation reaction takes place in the presence of a catalyst. The reaction product (propane) was formed in the area where propylene, hydrogen and a catalyst were present. In the upper part of the reactor, the mass fraction of propane decreased, as thermal cracking reaction products were formed there and the mass content was redistributed to all components.
The visualized fields of the catalyst and components of the studied reactions showed the adequacy of the created mathematical model to the fundamental physics of the process. The following are detailed graphs for the analysis of gas components after leaving the reactor.
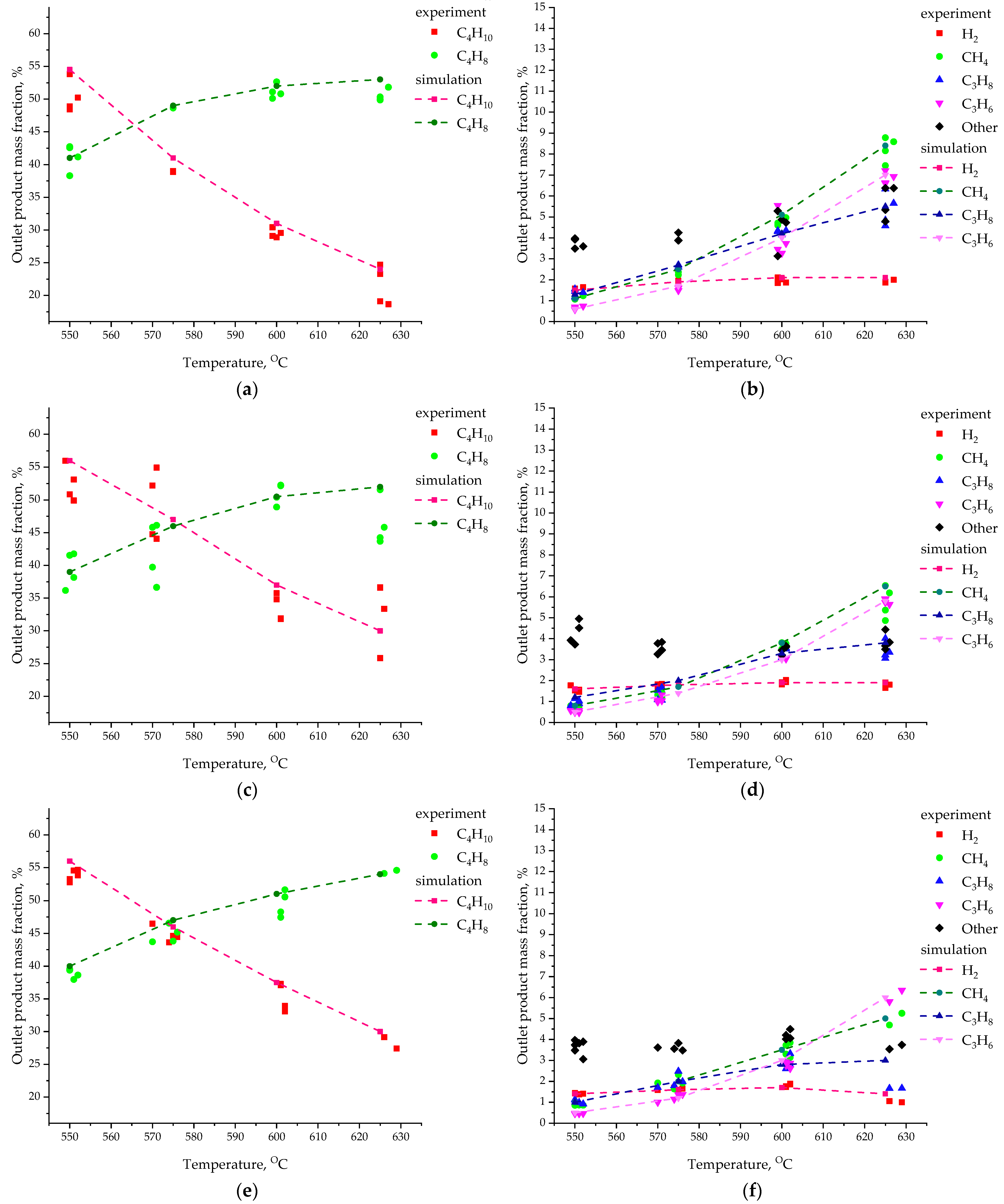
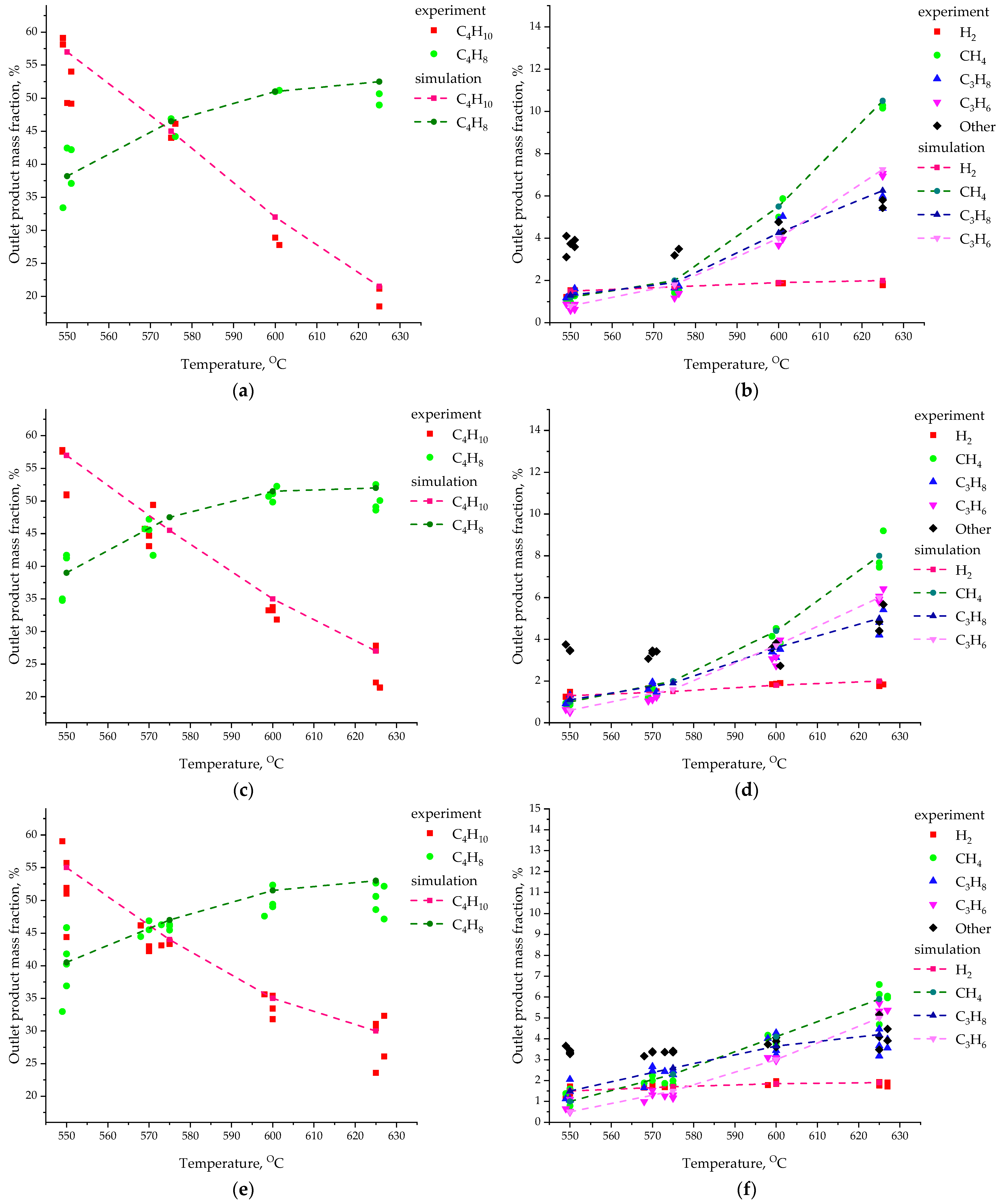
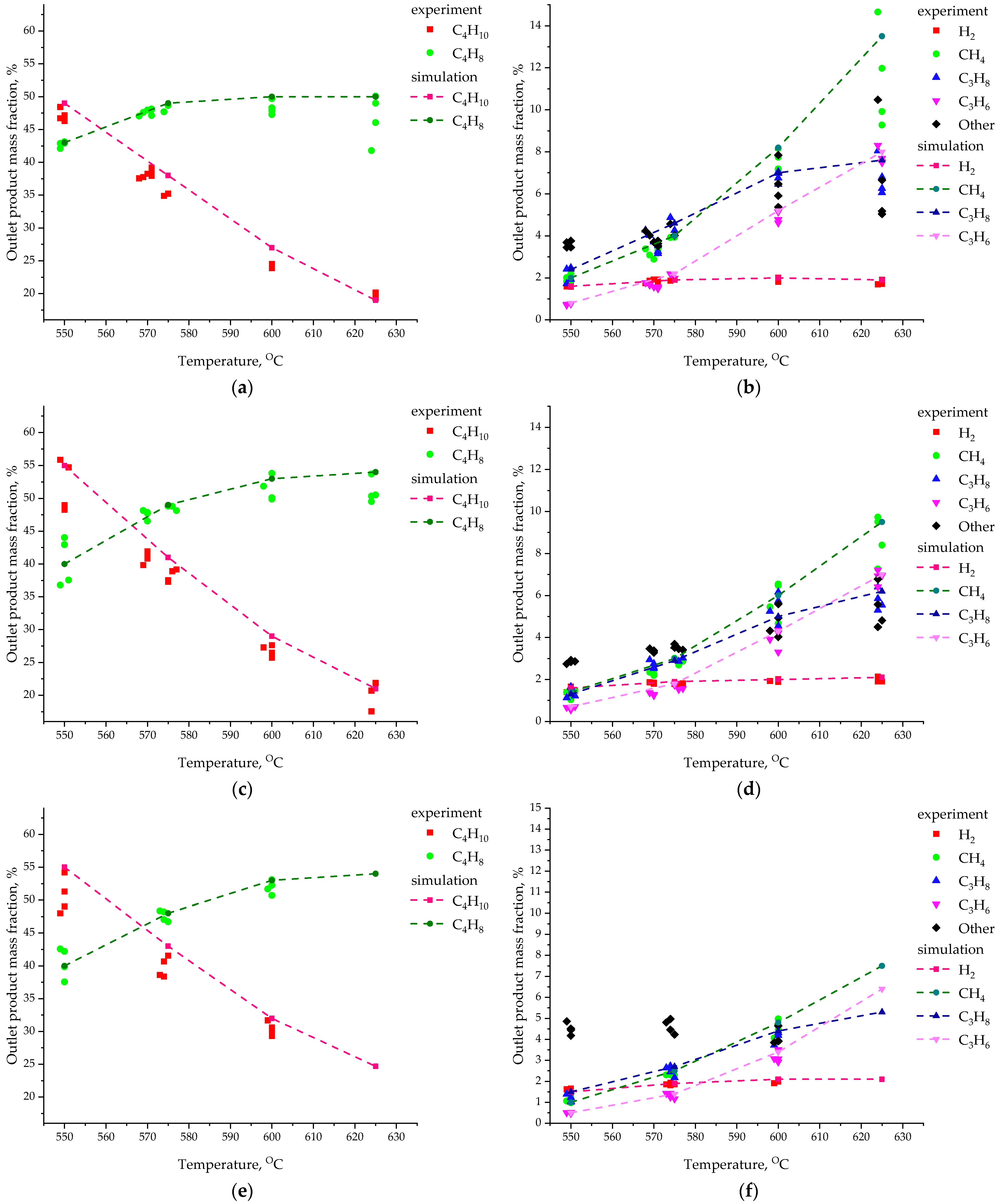
Figure 7 shows the results for a catalyst weight of 75 g,
Figure 8 shows the results for a catalyst weight of 100 g,
Figure 9 shows the results for a catalyst weight of 125 g.
In the figures, the dots represent the results of the analysis of experimental studies, and the dashed lines represent the results of numerical simulation.
The obtained results of numerical simulation showed good agreement with the results of experimental studies. In
Figure 7,
Figure 8 and
Figure 9b,d,f, black dots represent the yield data of the by-products, which were not taken into account in this model. Such products occupy an average of 3–6% of the total mass. The model parameters were chosen so as to bring the values of the reaction products closer to the experimental data. As a result, in the model, the result of the yield of the feed gas (isobutane) was greater than the experimental data, on average, by the value of unaccounted for by-products of the reactions.
Note that the experimental data were taken during several cycles of the reactor operation. So, during long-term operation of the catalyst in the reactor, without regeneration, its efficiency decreases, and the yields of the products can differ greatly from the results for a freshly regenerated catalyst. In industry, fluidized bed reactors for the process of isobutane dehydrogenation operate in circulation with a regenerator, where the coke deposited upon dehydrogenation is removed from the catalyst surface.
In general, in the results of numerical simulation, the mass fractions of the reaction components correspond to the results of the considered experiments for all fluidization modes and to the mass of the loaded catalyst.
Obviously, temperature had the main effect on the rate of the studied chemical reactions and on the final mass fraction of each component in the gas phase at the outlet of the reactor. Analysis of the efficiency of the process showed a significant increase in the yield of the product of the main reaction (isobutylene) with an increase in temperature from 550 to 575 °C. So, for a temperature of 550 °C the yield of isobutylene was 39–43% of the mass, and for a temperature of 575 °C the yield of isobutylene was 46–49% of the mass. In this case, the yield of by-products was for T = 550 °C—2.5–5.2% of the mass, for T = 575 °C—5.1–10.8% of the mass. With a further increase in temperature, the growth of the mass fraction of isobutylene slowed down, and in some cases it was practically absent. For a temperature of 600 °C, the yield of isobutylene was 50–53% of the mass, and for a temperature of 625 °C, the yield of isobutylene was 50–54% of the mass. At the same time, a significant increase in the products of side reactions with increasing temperature was observed: for T = 600 °C—9.3–20.4% of the mass, for T = 625 °C—14.0–29.1% of the mass.
Then, we analyzed the effect of gas velocity on the yield of reaction products. Obviously, the gas velocity affected the process under study, since the time of contact of the gas with the catalyst and the residence time of gas molecules in the reactor changed. In this case, an increase in gas velocity did not necessarily lead to a decrease in the time of contact of the gas with the catalyst. With an increase in gas velocity, the height of the bed of particles increased, but the volume content of the solid phase per unit volume decreased. However, in the fluidized bed zone, all phases and components were actively mixed and in contact with each other. Note that in industrial reactors, as a rule, fast turbulent fluidization is used, where catalyst particles circulate throughout the entire volume of the reactor. In our studies, the change in gas velocity had almost no effect on the yield of isobutylene. So, at the same temperature, the yield of isobutylene differed by a maximum of 2.6% relative to the average value for cases of temperature 625 °C. For the optimal temperature of 575 °C, the differences were 1.7% relative to the average value. In this case, we observed the highest values of the isobutylene yield mass at a velocity of 0.016 m/s for all cases of temperature and catalyst mass. That is, the speed of gas movement through the layer of catalyst particles did not greatly affect the yield of the main product for the selected flow values. We observed the highest yields of by-products at a velocity of 0.008 m/s for all cases of temperature and catalyst mass. The values differed by a maximum of 22.1% relative to the average value. Here, the smallest value of the gas velocity created a fluidized bed of the smallest height. Additionally, at the lowest value of the speed, the flow was longer in the reactor, including above the catalyst layer. In the catalyst-free zone, by-products are mainly formed. Thus, for the reactor under study, it was most expedient to achieve the highest possible gas velocity in experiments. In our case, the gas flow rate of 0.016 m/s was the most optimal. Firstly, according to the present studies, a greater amount of isobutane was retained in the upper part of the reactor without decomposing into by-products. Secondly, we were approaching regimes in industrial reactors, where the gas velocity can reach 0.4 m/s.
Then, we analyzed the effect of the mass of the catalyst on the yield of reaction products. Different values of the catalyst mass do not affect the fluidization mode, but such a study can be useful for assessing the reliability of the results of laboratory studies and their transfer to devices with a large amount of catalyst. The yield of isobutylene varied insignificantly for different values of the mass of the catalyst. So, for the same cases of temperature and gas velocity, the yield of isobutylene differed by a maximum of 2.1% relative to the average value for cases of temperature 625 °C. In this case, the yield of by-products changed more significantly up to 13% relative to the average value for cases of a temperature of 625 °C for a gas velocity of 0.008 m/s. For the optimum temperature value of 575 °C and gas velocity of 0.016 m/s, the yield of isobutylene differed by 0.9% relative to the average value. The yield of by-products differed by 9.4% relative to the average value. We observed an increase in the yield of products of all reactions with an increase in the mass of the catalyst, the maximum values for 125 g of particles. An increase in the mass of the loaded catalyst leads to a larger volume of the fluidization zone in the reactor, where all gas components are more intensively mixed than in the zone of gas movement, free from catalyst particles. This may have an effect on increasing the yield of by-products. Thus, the fixed mass of the catalyst in the laboratory reactor did not significantly affect the yield of the main reaction product (isobutylene), but significantly affected the yield of the by-products of the process.
Despite the fact that the optimal temperature for the considered process was taken to be about 575 °C, testing the created model in a wide temperature range up to 625 °C will allow using the results of this study to simulate large-scale circulating fluidized bed reactors. In industrial reactor-regenerator systems, the maximum temperature of the gas–catalyst mixture can reach a temperature of 650 °C in individual zones.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}