Monitoring Viscosity and Total Solids Content of Milk Protein Concentrate Using an Inline Acoustic Flowmeter at Laboratory Scale

Abstract
:1. Introduction
- 1.
- Evaluate the potential of an inline acoustic flowmeter (FLOWave) to monitor viscosity, protein and TS content of reconstituted MPC85 of varying TS content (4–21%) at laboratory scale.
- 2.
- Develop mathematical models using inline acoustic parameters to predict viscosity, protein and TS content in concentrated dairy systems.
2. Materials and Methods
2.1. Raw Materials
2.2. Experimental Laboratory Set-Up
2.2.1. Sample Preparation—MPC85
2.2.2. Sample Preparation—sMPC
2.2.3. Experimental Laboratory Scale Flow Set-Up—MPC85 and sMPC
2.3. MPC85 and sMPC Measurements
2.3.1. Reference Apparent Viscosity Measurements
2.3.2. Protein Content
2.3.3. Density
2.4. Statistical Methods
3. Results and Discussion
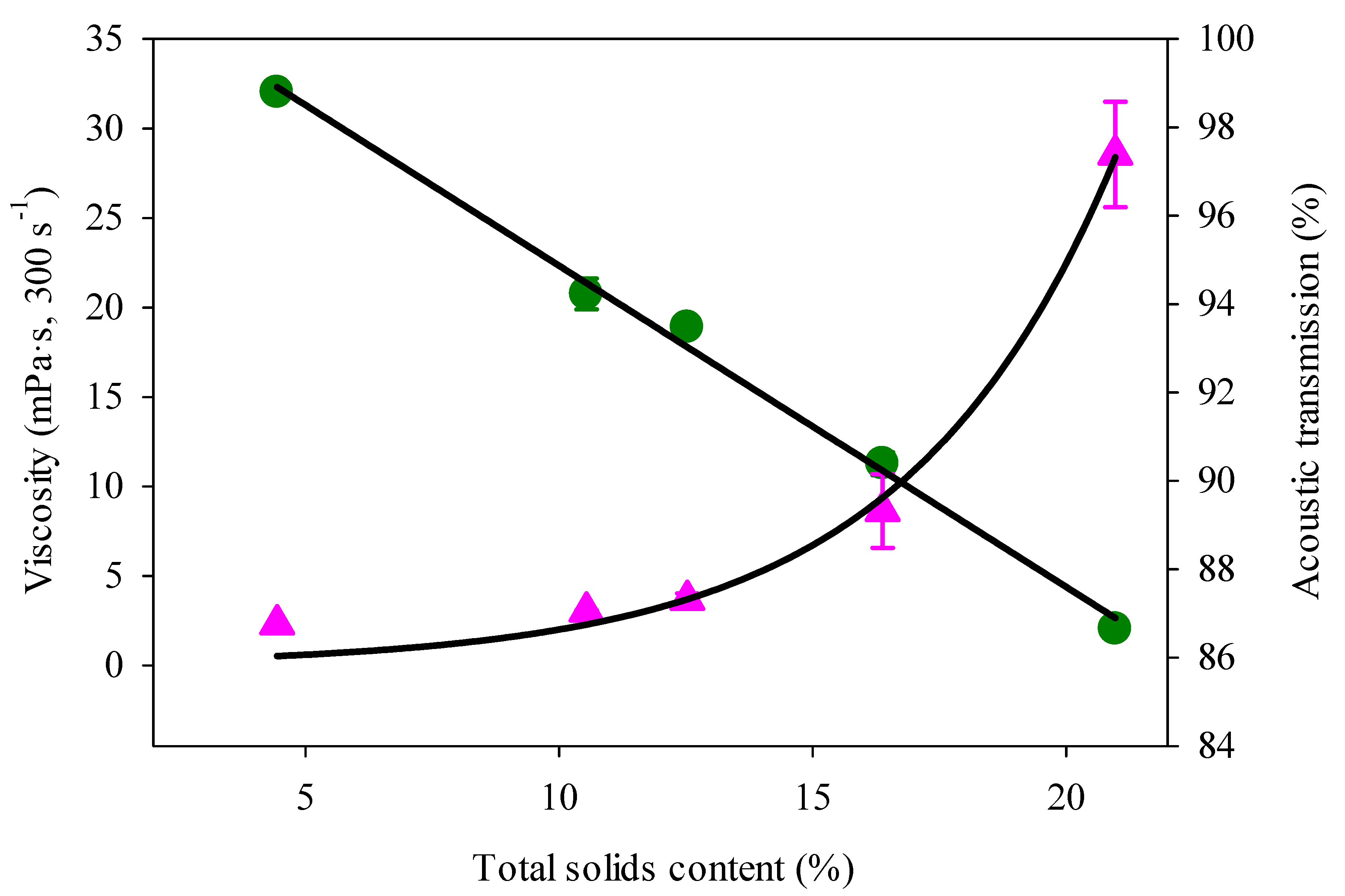
3.1. Effect of Total Solids Content on Apparent Viscosity of MPC85
3.1.1. Evaluation of an Inline Acoustic Flowmeter to Monitor MPC85 Viscosity at Different Total Solids Content
3.1.2. Effect of Flowrate and Shear Rate on MPC85 Viscosity and Acoustic Transmission at 21% TS
3.2. Evaluation of an Inline Acoustic Flowmeter to Monitor Protein/Total Solids Content of MPC85
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lagrange, V.; Whitsett, D.; Burris, C. Global Market for Dairy Proteins. J. Food Sci. 2015, 80, A16–A22. [Google Scholar] [CrossRef] [PubMed]
- Pandalaneni, K.; Amamcharla, J.K.; Marella, C.; Metzger, L.E. Influence of milk protein concentrates with modified calcium content on enteral dairy beverage formulations: Physicochemical properties. J. Dairy Sci. 2018, 101, 9714–9724. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Francolino, S.; Locci, F.; Ghiglietti, R.; Iezzi, R.; Mucchetti, G. Use of milk protein concentrate to standardize milk composition in Italian citric Mozzarella cheese making. LWT Food Sci. Technol. 2010, 43, 310–314. [Google Scholar] [CrossRef]
- Banach, J.C.; Clark, S.; Lamsal, B.P. Extrusion modifies some physicochemical properties of milk protein concentrate for improved performance in high-protein nutrition bars. J. Sci. Food Agric. 2018, 98, 391–399. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Agarwal, S.; Beausire, R.L.W.; Patel, S.; Patel, H. Innovative uses of milk protein concentrates in product development. J. Food Sci. 2015, 80, A23–A29. [Google Scholar] [CrossRef] [PubMed]
- O’Callaghan, D.; Cunningham, P. Modern process control techniques in the production of dried milk products—A review. Lait 2005, 85, 335–342. [Google Scholar] [CrossRef] [Green Version]
- Bienvenue, A.; Jimenez-Flores, R.; Singh, H. Rheological properties of concentrated skim milk: Importance of soluble minerals in the changes in viscosity during storage. J. Dairy Sci. 2003, 86, 3813–3821. [Google Scholar] [CrossRef] [Green Version]
- Lu, X.; Hou, L.; Zhang, L.; Tong, Y.; Zhao, G.; Cheng, Z.Y. Piezoelectric-excited membrane for liquids viscosity and mass density measurement. Sens. Actuator A Phys. 2017, 261, 196–201. [Google Scholar] [CrossRef]
- Trinh, B.; Trinh, K.T.; Haisman, D. Effect of total solids content and temperature on the rheological behaviour of reconstituted whole milk concentrates. J. Dairy Res. 2007, 74, 116–123. [Google Scholar] [CrossRef]
- Cullen, P.J.; Duffy, A.P.; O’Donnell, C.P.; O’Callaghan, D.J. Process viscometry for the food industry. Trends Food Sci. Technol. 2000, 11, 451–457. [Google Scholar] [CrossRef]
- Lin, T.I.; de Souza, G.; Young, B. Towards a viscosity and density correlation for dairy fluids—A soft sensor approach. In Computer Aided Chemical Engineering, Proceedings of the 10th International Symposium on Process Systems Engineering, Salvador, Brazil, 16–20 August 2009; Elsevier: Amsterdam, The Netherlands, 2009; Volume 27, pp. 1371–1376. [Google Scholar]
- O’Donnell, C.P.; Herlihy, N.; McKenna, B.M. Use of an in-line vicosmeter in the manufacture of skim milk powder 1994. In Developments in Food Engineering, Proceedings of the 6th International Congress on Engineering and Food, Chiba, Japan, 23–27 May 1994; Yano, T., Matsuno, R., Nakamura, K., Eds.; Springer: Berlin/Heidelberg, Germany, 1994; pp. 927–929. [Google Scholar]
- Schuck, P.; Mejean, S.; Dolivet, A.; Beaucher, E.; Famelart, M.H. Pump amperage: A new method for monitoring viscosity of dairy concentrates before spray drying. Lait 2005, 85, 361–367. [Google Scholar] [CrossRef] [Green Version]
- O’Callaghan, D.; Schulz, D.; O’Donnell, C.; Duffy, A.; Hade, J.; Howard, V. Improved Control in Dairy Processing. Available online: https://www.milktronics.com/wp-content/uploads/2017/07/Improved-Control-in-Dairy-Processing-2.pdf. (accessed on 10 May 2020).
- Pu, Y.; O’Shea, N.; Hogan, S.A.; Tobin, J.T. Assessment of a solid-state bulk acoustic wave sensor to measure viscosity of Newtonian and Non-Newtonian fluids under static and flow conditions. J. Food Eng. 2020, 277, 109917. [Google Scholar] [CrossRef]
- O’Sullivan, J.J.; Schmidmeier, C.; Drapala, K.P.; O’Mahony, J.A.; Kelly, A.L. Monitoring of pilot-scale induction processes for dairy powders using inline and offline approaches. J. Food Eng. 2017, 197, 9–16. [Google Scholar] [CrossRef]
- Bista, A.; Hogan, S.A.; O’Donnell, C.P.; Tobin, J.T.; O’Shea, N. Evaluation and validation of an inline Coriolis flowmeter to measure dynamic viscosity during laboratory and pilot-scale food processing. Innov. Food Sci. Emerg. Technol. 2019, 54, 211–218. [Google Scholar] [CrossRef]
- Raimbault, V.; Rebiere, D.; Dejous, C. A microfluidic surface acoustic wave sensor platform: Application to high viscosity measurements. Mater. Sci. Eng. C 2008, 28, 759–764. [Google Scholar] [CrossRef]
- Mujahid, A.; Dickert, L.F. Surface acoustic wave (saw) for chemical sensing applications of recognition layers. Sensors 2017, 17, 2716. [Google Scholar] [CrossRef] [Green Version]
- Drafts, B. Acoustic wave technology sensors. IEEE Trans. Microw. Theory Tech. 2001, 49, 795–802. [Google Scholar] [CrossRef]
- Gronewold, T.M.A. Surface acoustic wave sensors in the bioanalytical field: Recent trends and challenges. Anal. Chim. Acta 2007, 603, 119–128. [Google Scholar] [CrossRef]
- O’Shea, N.; O’Callaghan, T.F.; Tobin, J.T. The application of process analytical technologies (PAT) to the dairy industry for real time product characterization—Process viscometry. Innov. Food Sci. Emerg. Technol. 2019, 55, 48–56. [Google Scholar] [CrossRef]
- Anema, S.G.; Lowe, E.K.; Lee, S.K.; Klostermeyer, H. Effect of the pH of skim milk at heating on milk concentrate viscosity. Int. Dairy J. 2014, 39, 336–343. [Google Scholar] [CrossRef]
- IDF. Milk—Determination of Nitrogen Content; ISO 8969-2. IDF Standard 20-2; International Dairy Federation: Brussels, Belgium, 2001. [Google Scholar]
- Kadam, S.U.; Tiwari, B.K.; O’Donnell, C.P. Effect of ultrasound pre-treatment on the drying kinetics of brown seaweed Ascophyllum nodosum. Ultrason. Sonochem. 2015, 23, 302–307. [Google Scholar] [CrossRef] [PubMed]
- Sutariya, S.G.; Huppertz, T.; Patel, H.A. Influence of milk pre-heating conditions on casein–whey protein interactions and skim milk concentrate viscosity. Int. Dairy J. 2017, 69, 19–22. [Google Scholar] [CrossRef]
- Snoeren, T.H.M.; Damman, A.J.; Klok, H.J. The viscosity of skim milk concentrates. Neth. Milk Dairy J. 1982, 36, 305–316. [Google Scholar]
- Rupp, L.S.; Molitor, M.S.; Lucey, J.A. Effect of processing methods and protein content of the concentrate on the properties of milk protein concentrate with 80% protein. J. Dairy Sci. 2018, 101, 7702–7713. [Google Scholar] [CrossRef] [PubMed]
- O’Donnell, S.; Butler, F. Viscosity of reconstituted milk protein concentrate solutions as a function of shear, temperature and concentration. Dev. Chem. Eng. Miner. Process. 2008, 7, 131–139. [Google Scholar] [CrossRef]
- Li, K.; Woo, M.W.; Patel, H.; Selomulya, C. Enhancing the stability of protein-polysaccharides emulsions via Maillard reaction for better oil encapsulation in spray-dried powders by pH adjustment. Food Hydrocoll. 2017, 69, 121–131. [Google Scholar] [CrossRef]
- Cullen, P.J.; Duffy, A.P.; O’Donnell, C.P. In-line consistency monitoring of tomato based products using vibrational process viscometry. J. Food Process. Preserv. 2001, 25, 337–351. [Google Scholar] [CrossRef]
- Jaiswal, N. CFD Analysis of Centrifugal Pump: A Review. Int. J. Eng. Res. Appl. 2014, 4, 175–178. [Google Scholar]
- Henning, B.; Rautenberg, J. Process monitoring using ultrasonic sensor systems. Ultrasonics 2006, 44, e1395–e1399. [Google Scholar] [CrossRef]
- Wallhaußer, E.; Hussein, M.A.; Becker, T. Detection methods of fouling in heat exchangers in the food industry. Food Control 2012, 27, 1–10. [Google Scholar] [CrossRef]
- Kazys, R.; Rekuviene, R.; Sliteris, R.; Mazeika, L.; Zukauskas, E. Ultrasonic technique for monitoring of liquid density variations. Rev. Sci. Instrum. 2015, 86, 015003. [Google Scholar] [CrossRef]
- Bamberger, J.A.; Greenwood, M.S. Measuring fluid and slurry density and solids concentration non-invasively. Ultrasonics 2004, 42, 563–567. [Google Scholar] [CrossRef]
- Richard, B.; Toubal, M.; Le Page, J.F.; Nassar, G.; Radziszewski, E.; Nongaillard, B.; Debreyne, P.; Schuck, P.; Jeantet, R.; Delaplace, G. Ultrasound tests in a stirred vessel to evaluate the reconstitution ability of dairy powders. Innov. Food Sci. Emerg. Technol. 2012, 16, 233–242. [Google Scholar] [CrossRef]
- Hauser, M.; Amamcharla, J.K. Development of a method to characterize high-protein dairy powders using an ultrasonic flaw detector. J. Dairy Sci. 2016, 99, 1056–1064. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Equation | R2 | SEP | SSE | RMSE | BIC | AIC |
|---|---|---|---|---|---|---|---|
| Polynomial | ηp = 2768 − 57.54 × AT + 0.2992 × AT2 (a) | 0.97 | 1.86 | 96.11 | 2.53 | 32.25 | 39.86 |
| Exponential | ηp = 2 × 109 × e−0.213 × AT | 0.89 | 2.21 | 110.80 | 2.72 | 38.18 | 32.07 |
| Power | ηp = 7 × 1039 × AT−19.89 | 0.90 | 2.03 | 133.96 | 2.99 | 41.02 | 34.92 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bista, A.; Tobin, J.T.; O’Donnell, C.P.; O’Shea, N. Monitoring Viscosity and Total Solids Content of Milk Protein Concentrate Using an Inline Acoustic Flowmeter at Laboratory Scale. Foods 2020, 9, 1310. https://doi.org/10.3390/foods9091310
Bista A, Tobin JT, O’Donnell CP, O’Shea N. Monitoring Viscosity and Total Solids Content of Milk Protein Concentrate Using an Inline Acoustic Flowmeter at Laboratory Scale. Foods. 2020; 9(9):1310. https://doi.org/10.3390/foods9091310
Chicago/Turabian StyleBista, Archana, John T. Tobin, Colm P. O’Donnell, and Norah O’Shea. 2020. "Monitoring Viscosity and Total Solids Content of Milk Protein Concentrate Using an Inline Acoustic Flowmeter at Laboratory Scale" Foods 9, no. 9: 1310. https://doi.org/10.3390/foods9091310