Rye Bread Defects: Analysis of Composition and Further Influence Factors as Determinants of Dry-Baking


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Determination of Falling Number
2.2.2. Determination of Amylographic Data
2.2.3. Evaluation of Baking Quality
2.2.4. Water Absorption of Rye-Type Flours
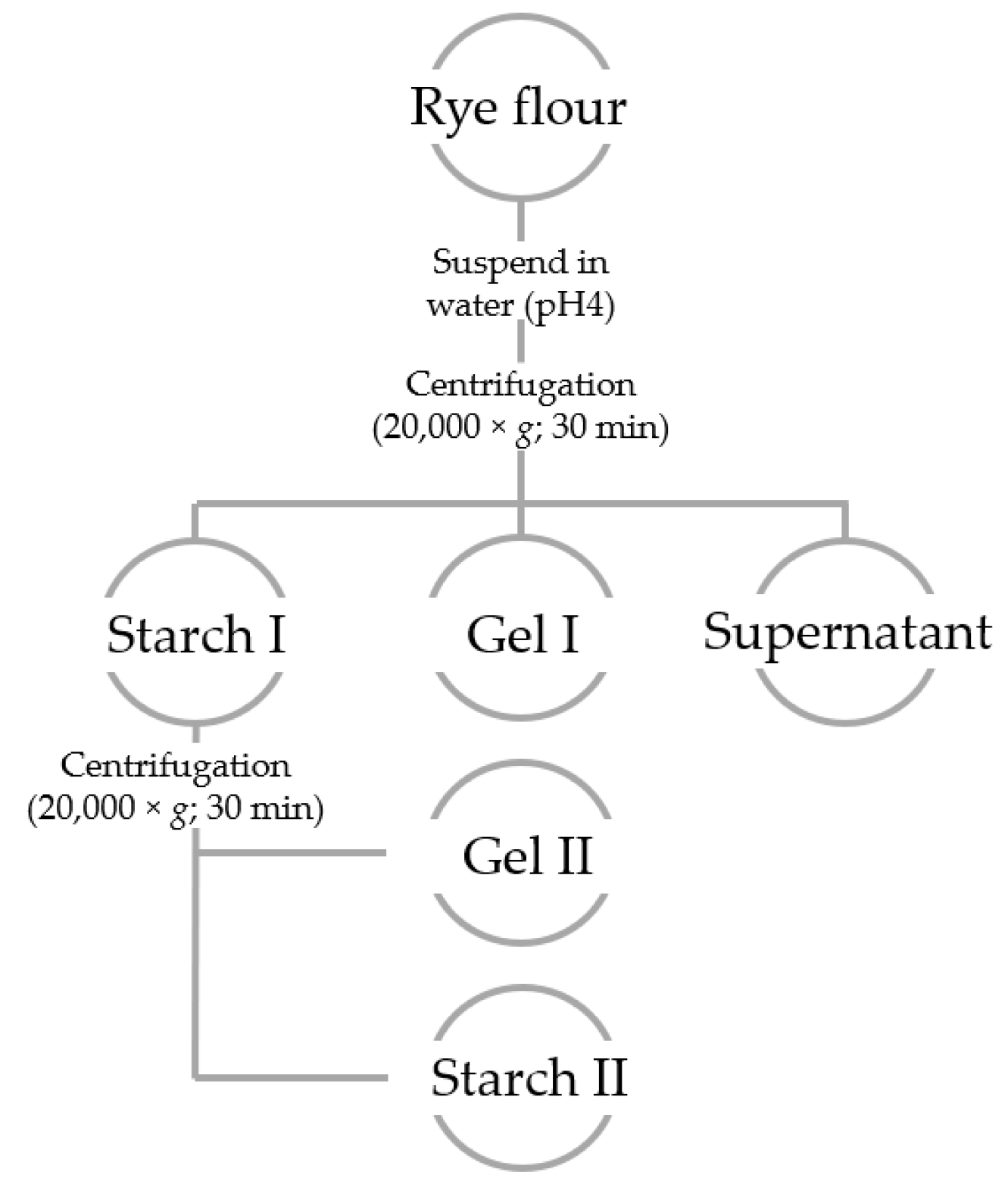
2.2.5. Separation of the Ingredients of Rye Milling Products
2.2.6. Analysis of the Main Compounds
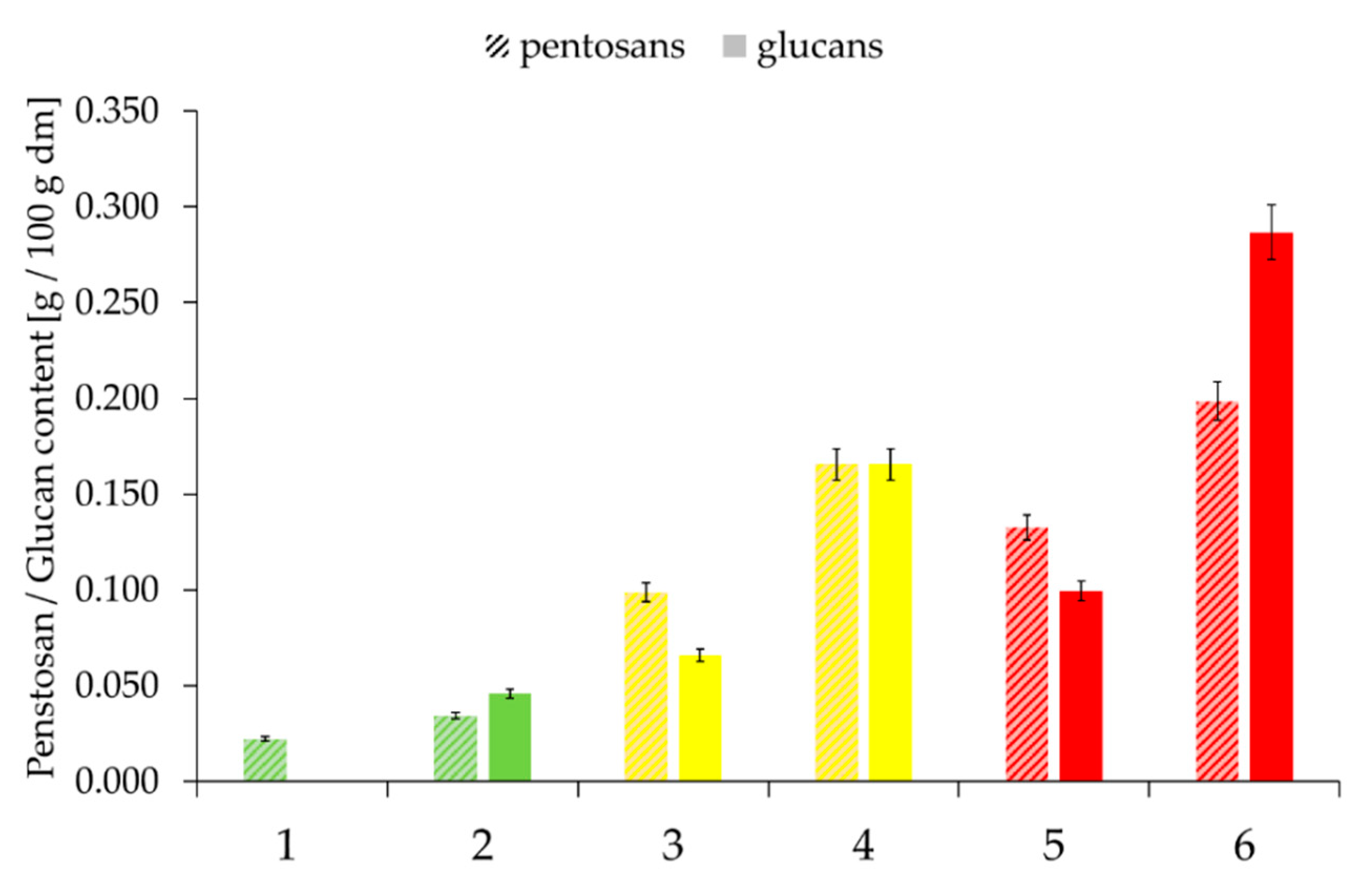
2.2.7. Determination of Glucan/Pentosan Content (Soluble Fraction)
2.2.8. Determination of Pentosan Content
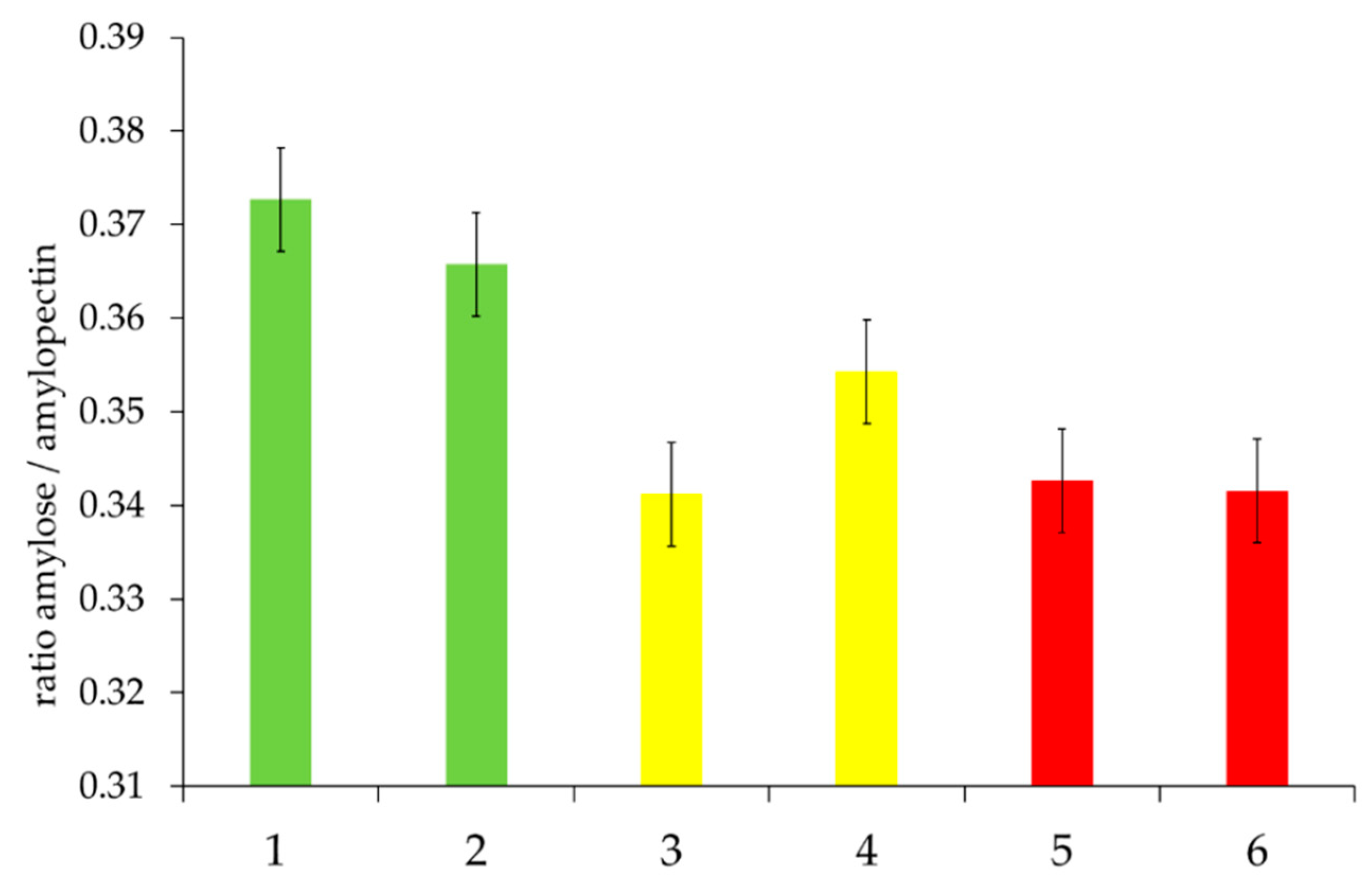
2.2.9. Determination of the Starch—Amylose-to-Amylopectin Ratio
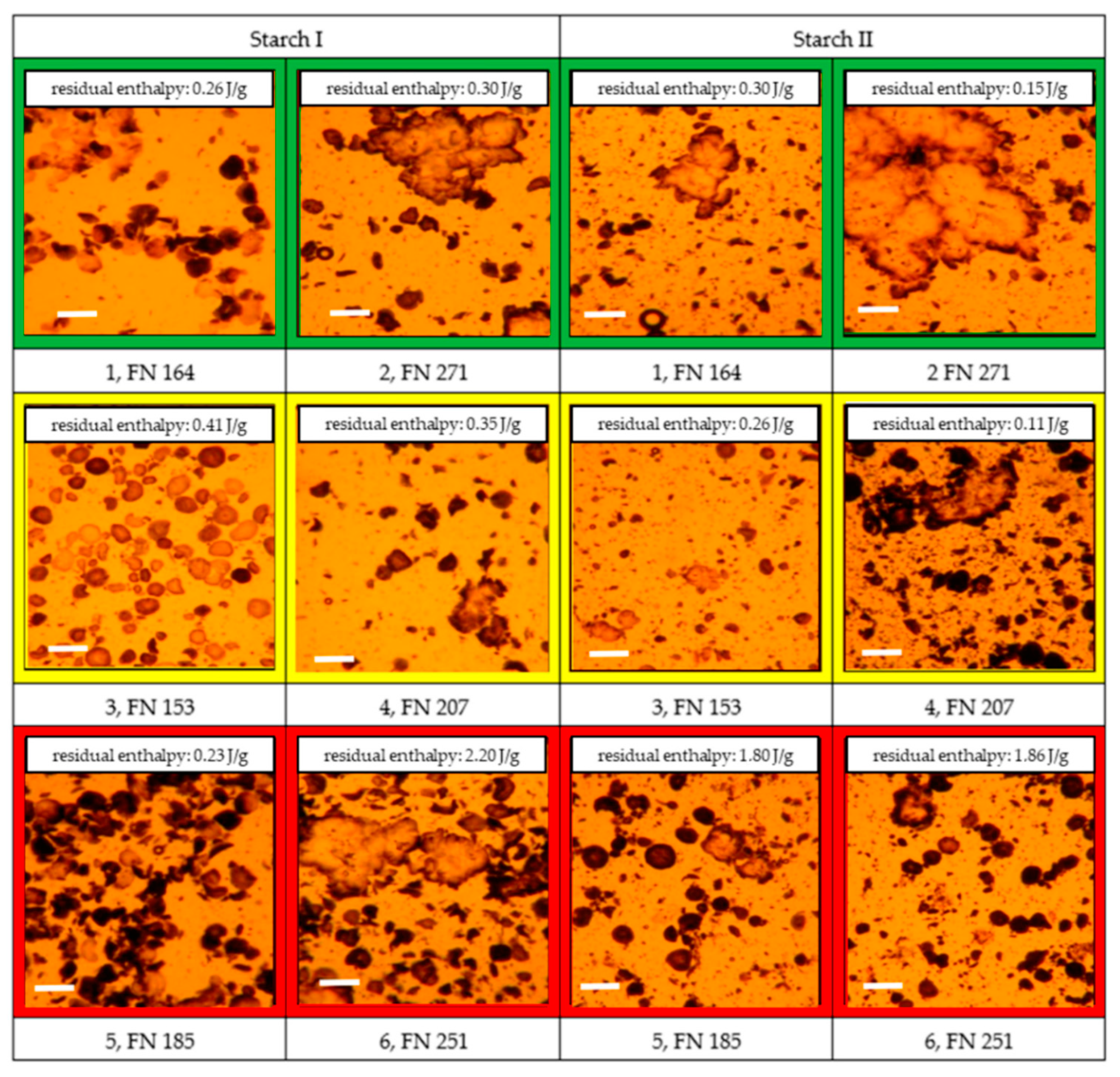
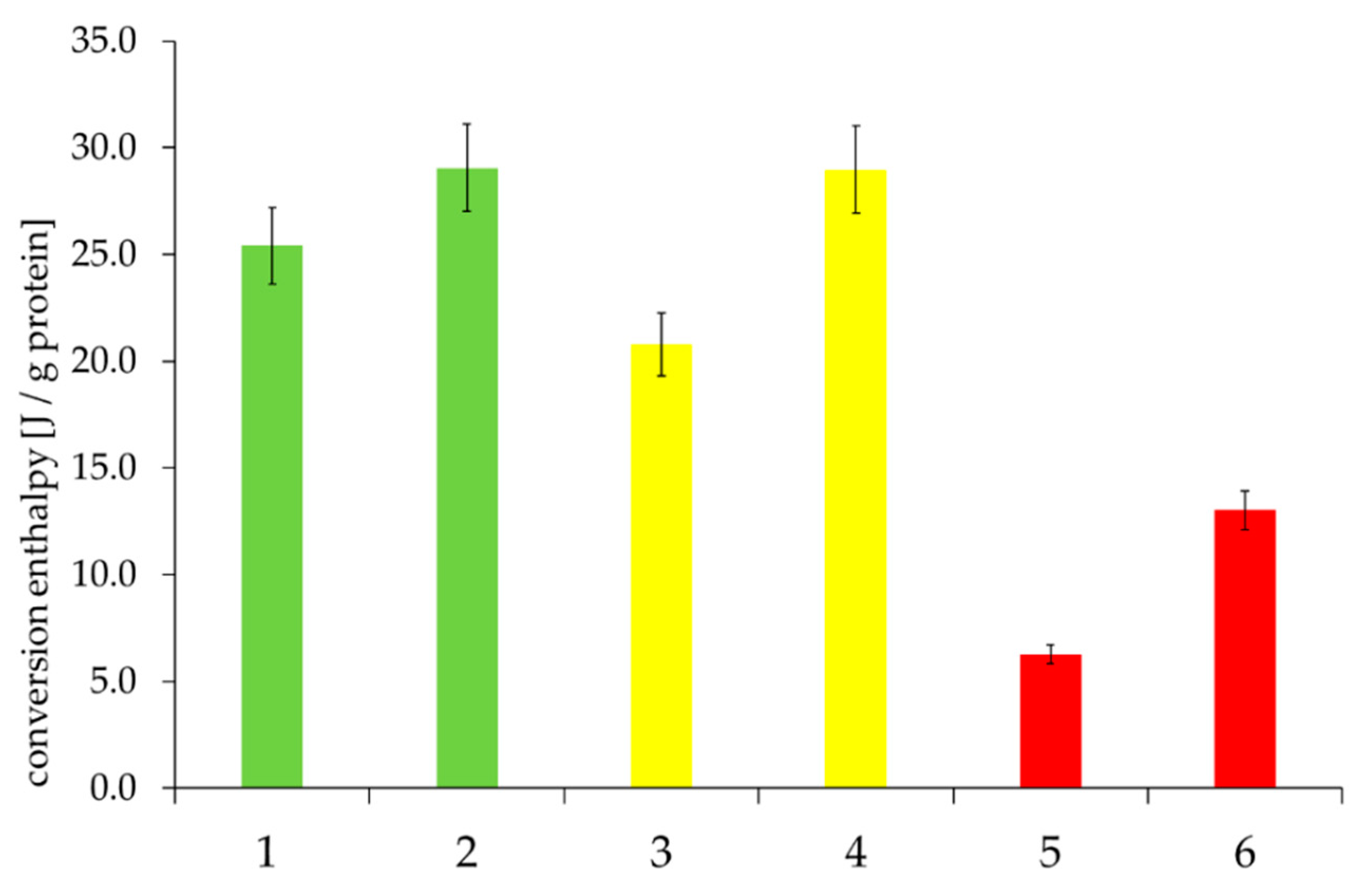
2.2.10. Determination of Conversion Enthalpy
2.2.11. Partial Gelatinization
2.2.12. Light Microscopic Evaluation of Gelatinization
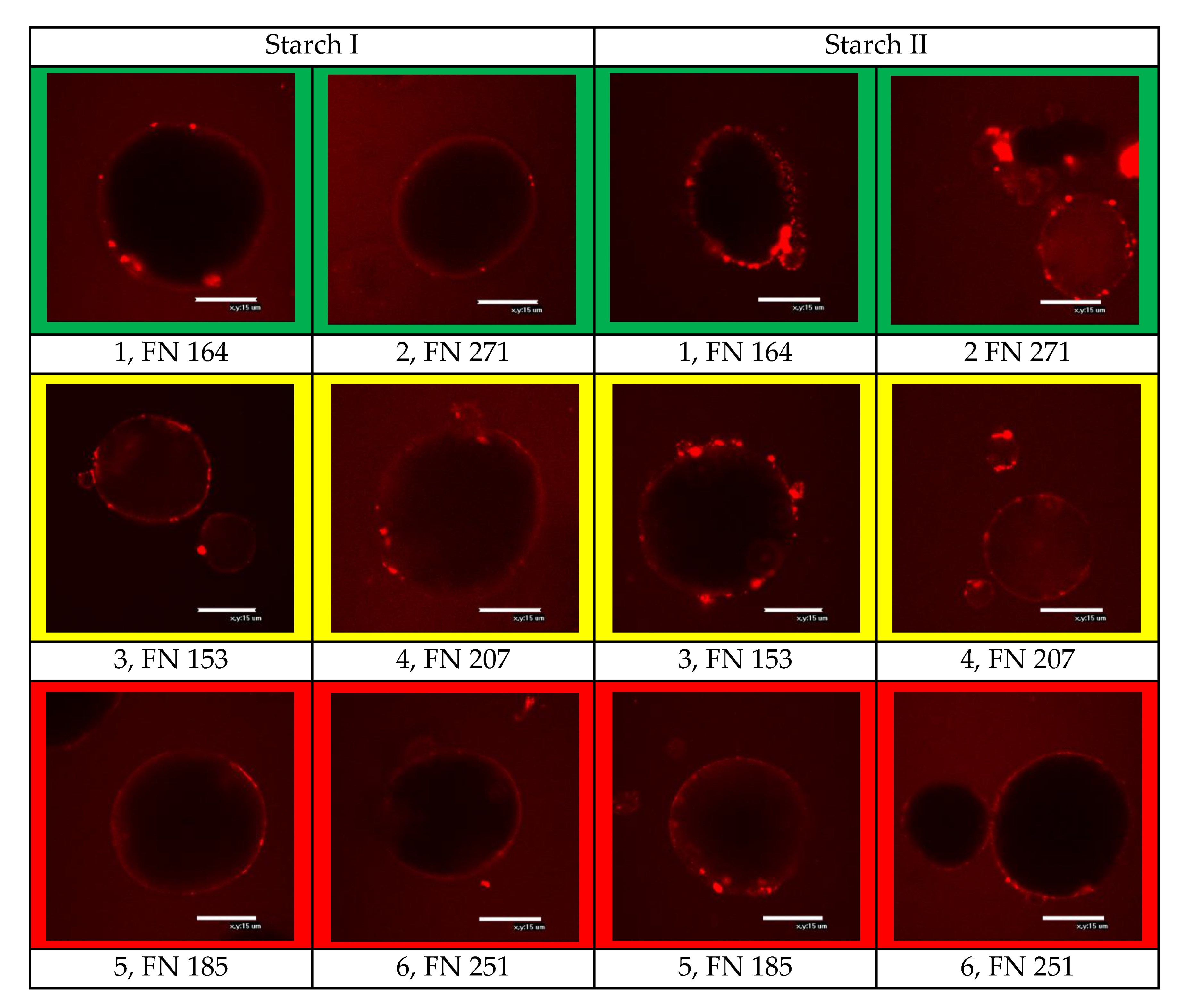
2.2.13. Confocal Laser Scanning Microscopy
2.3. Data Analysis
3. Results and Discussion
3.1. Sample Selection
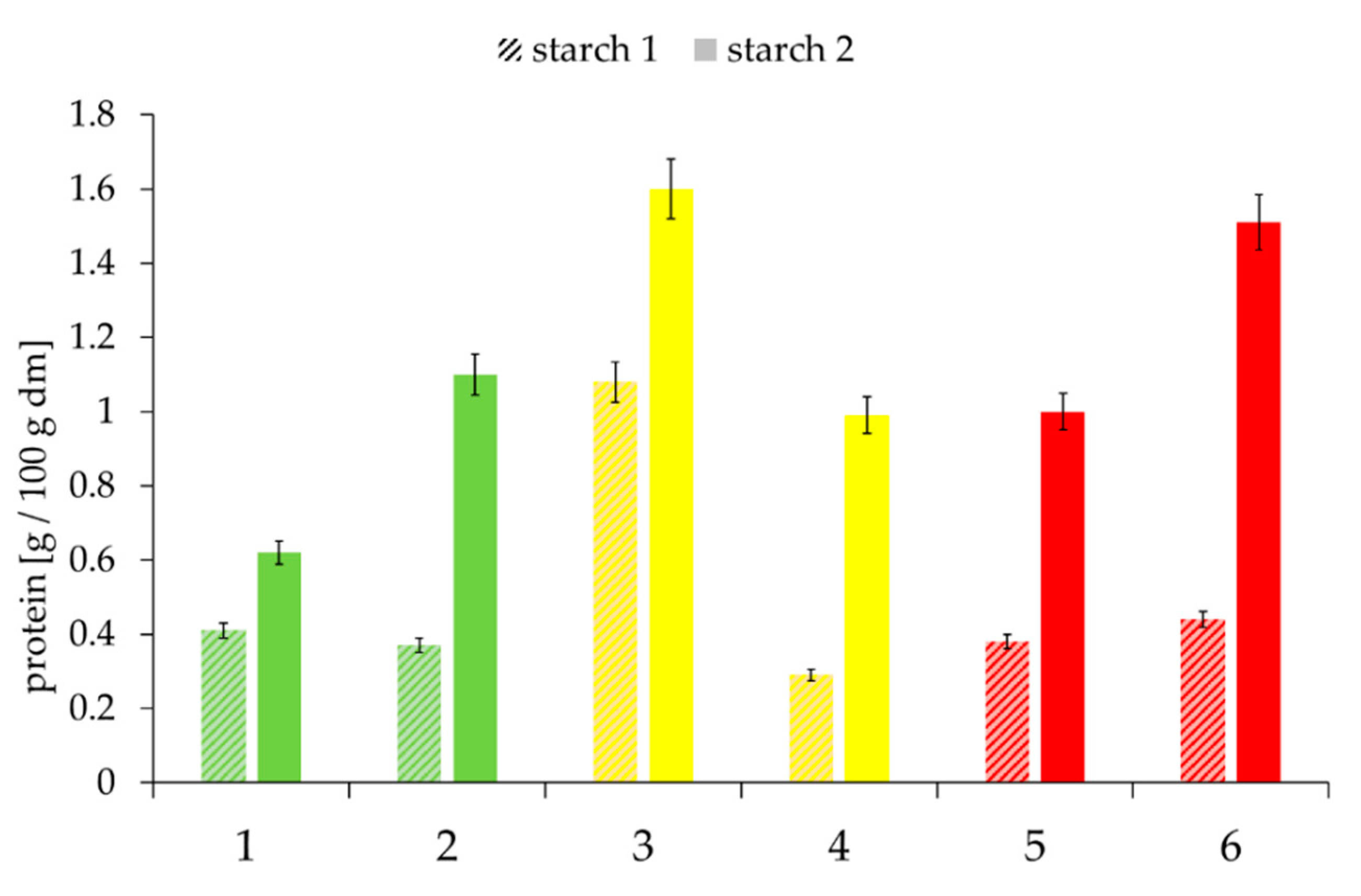
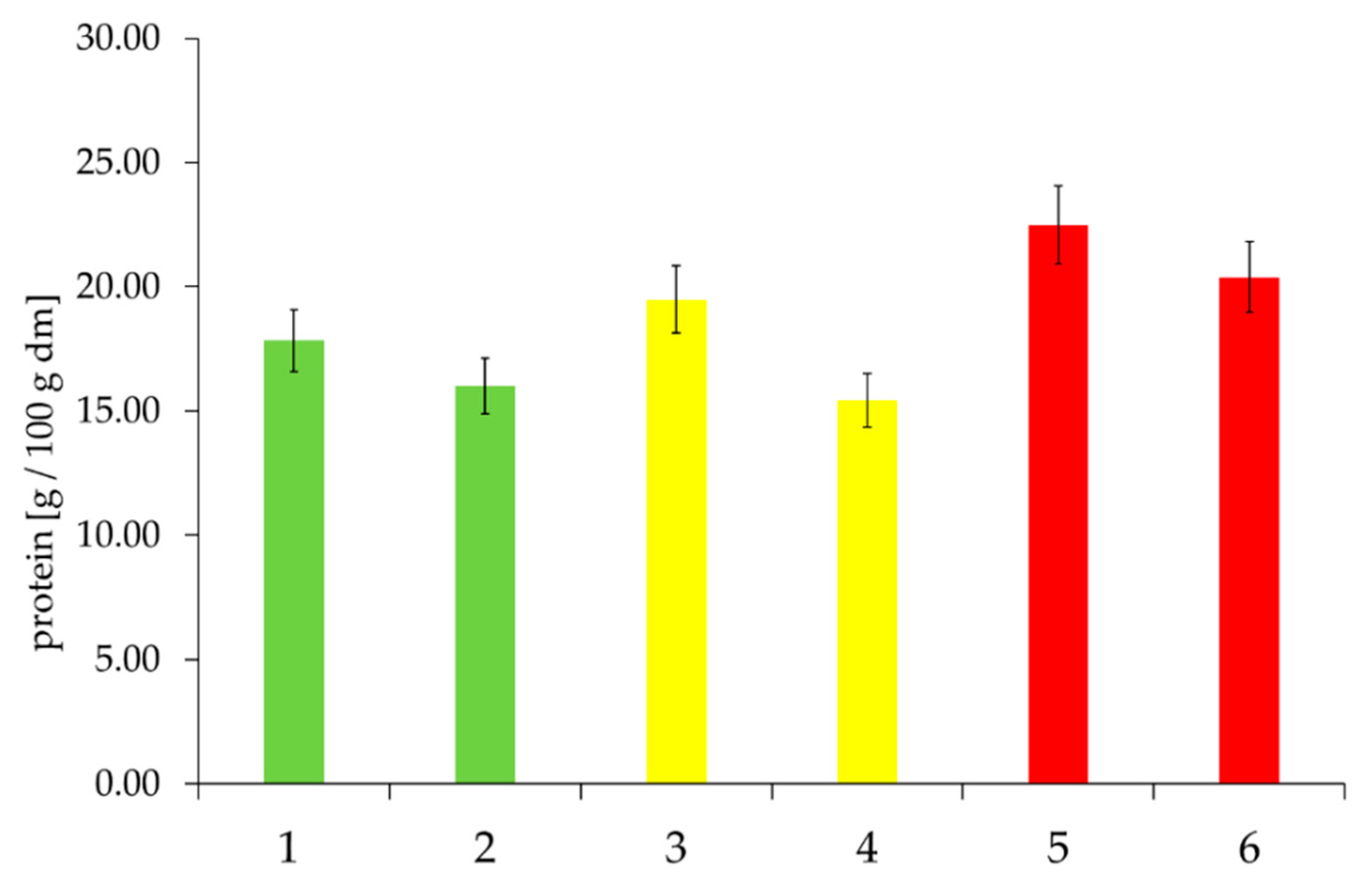
3.2. Quantification of Main Components
- Supernatant (water-soluble components)
- Starch I (fraction of larger starch granules or granules of higher density)
- Starch II (fraction of smaller starch granules or granules of lower density)
- Gel (insoluble proteins and hemicelluloses)
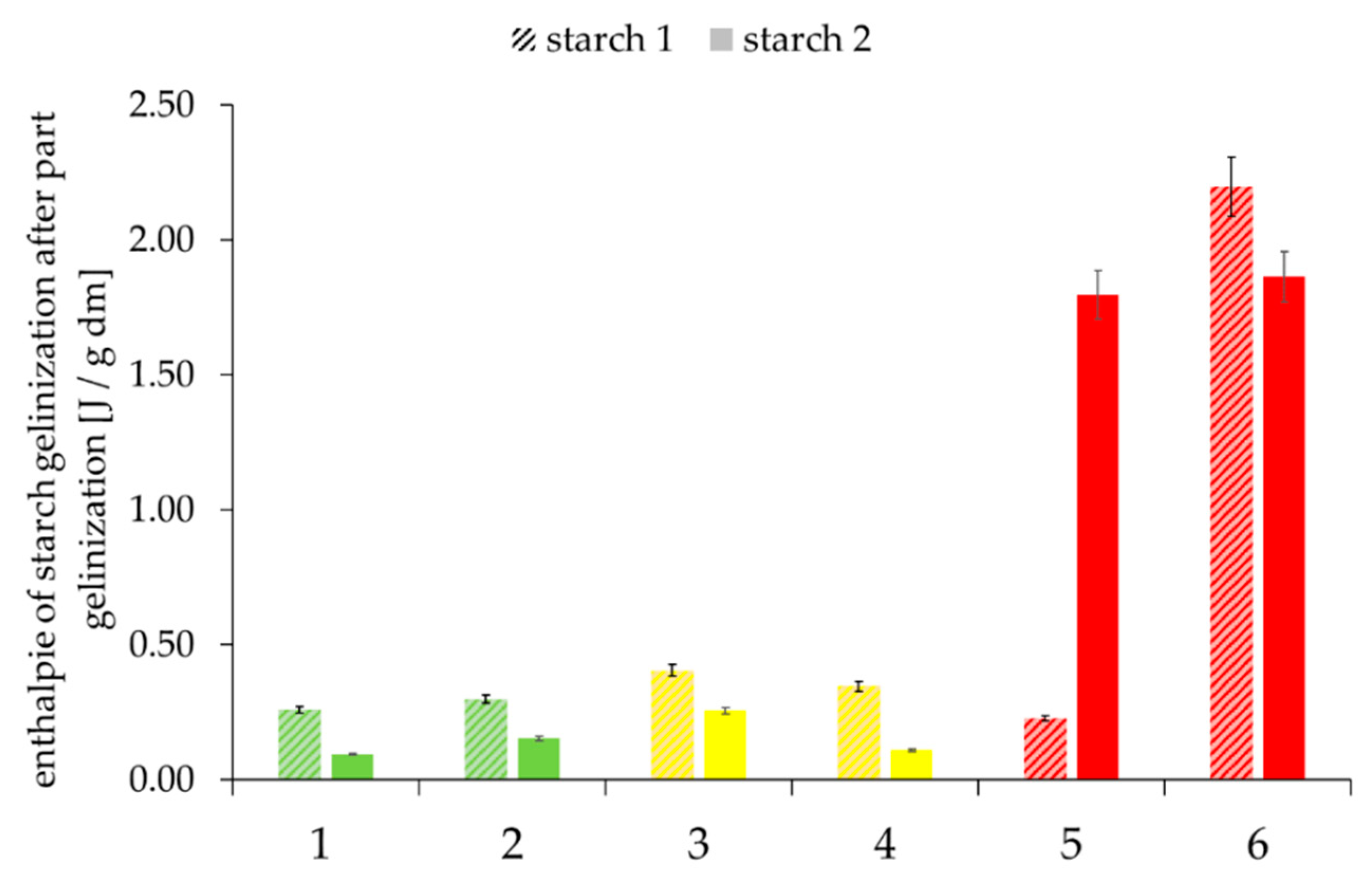
3.3. Characterization of the Starch Phases of Selected Rye Flours
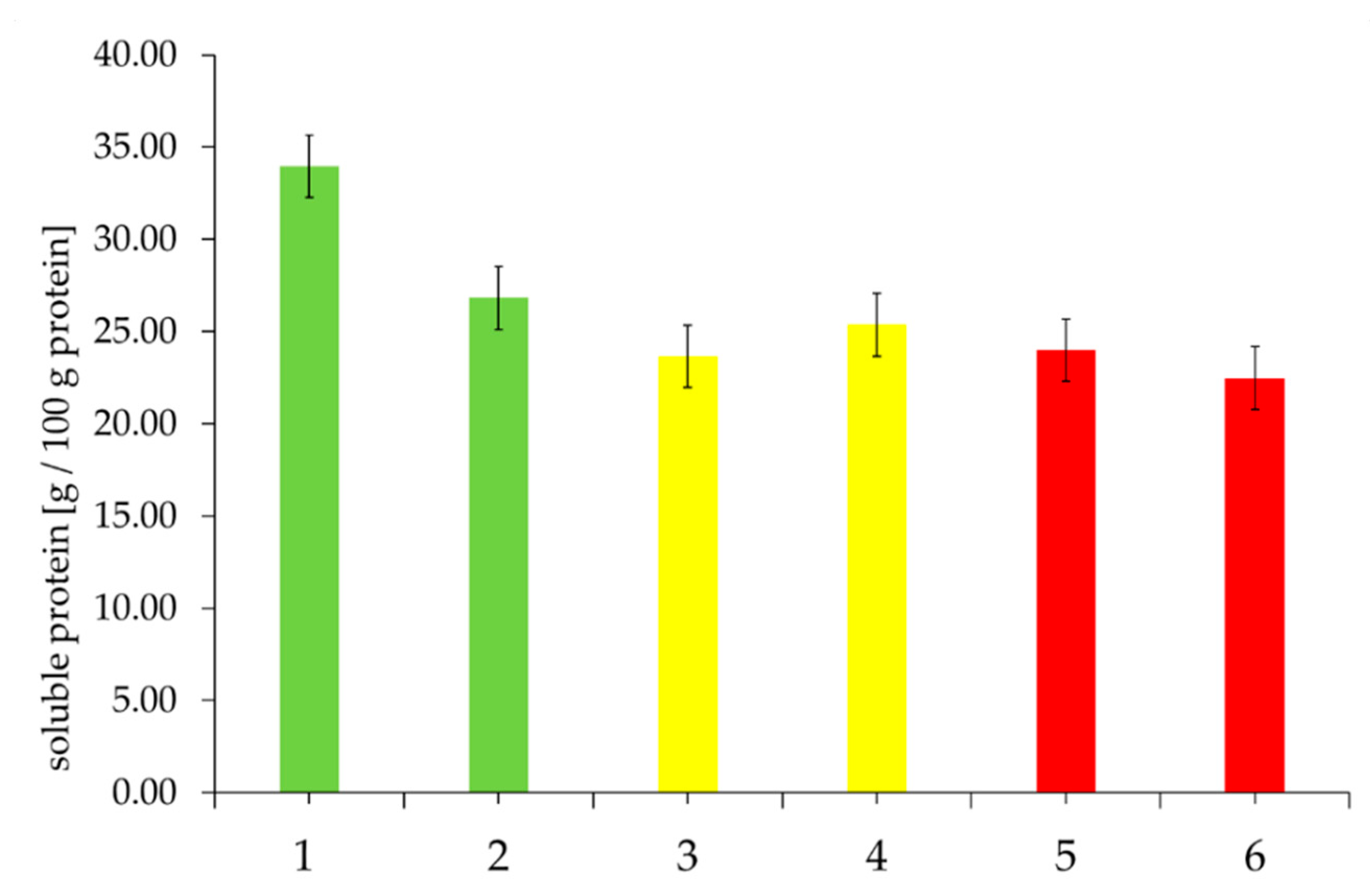
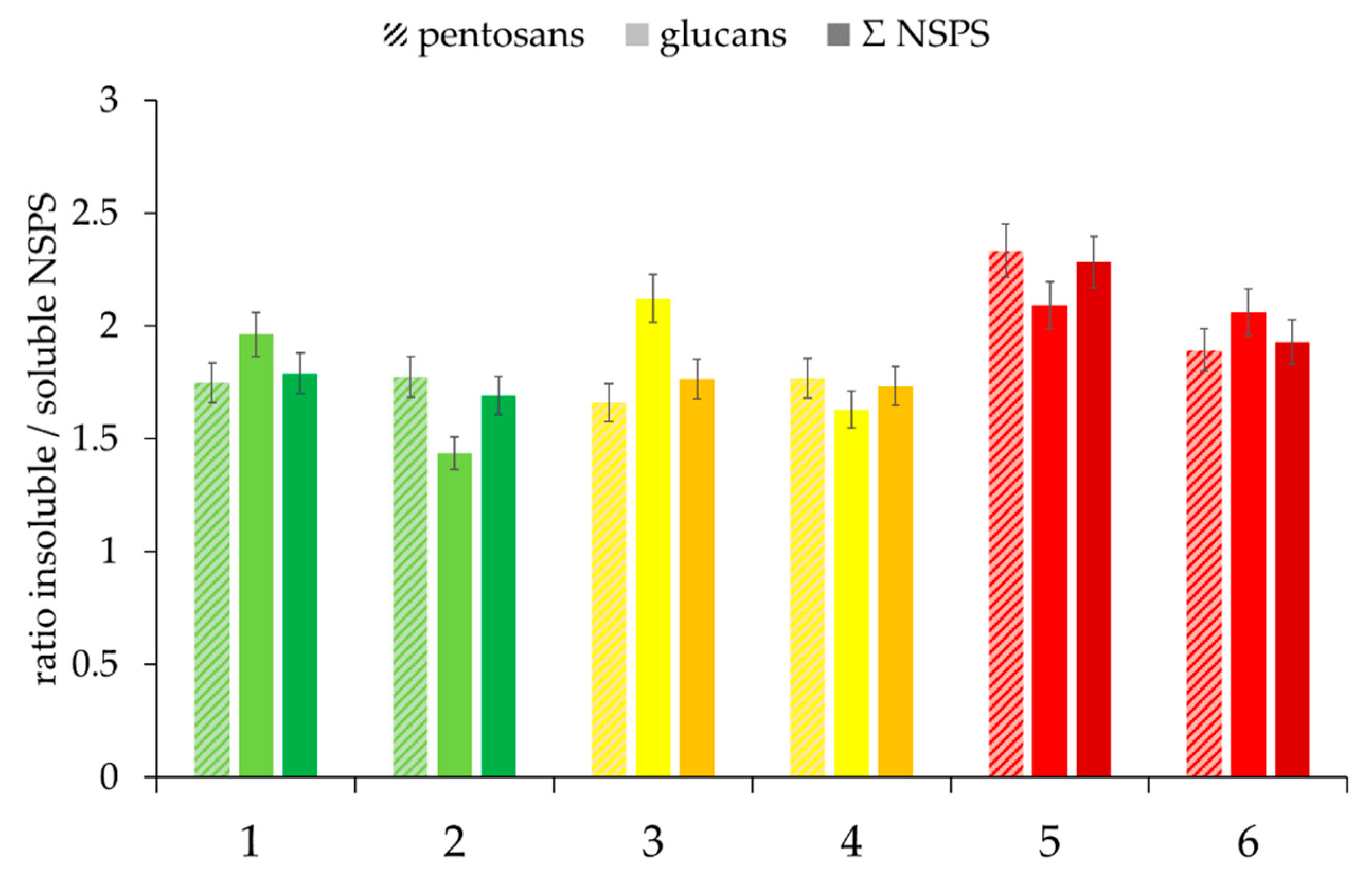
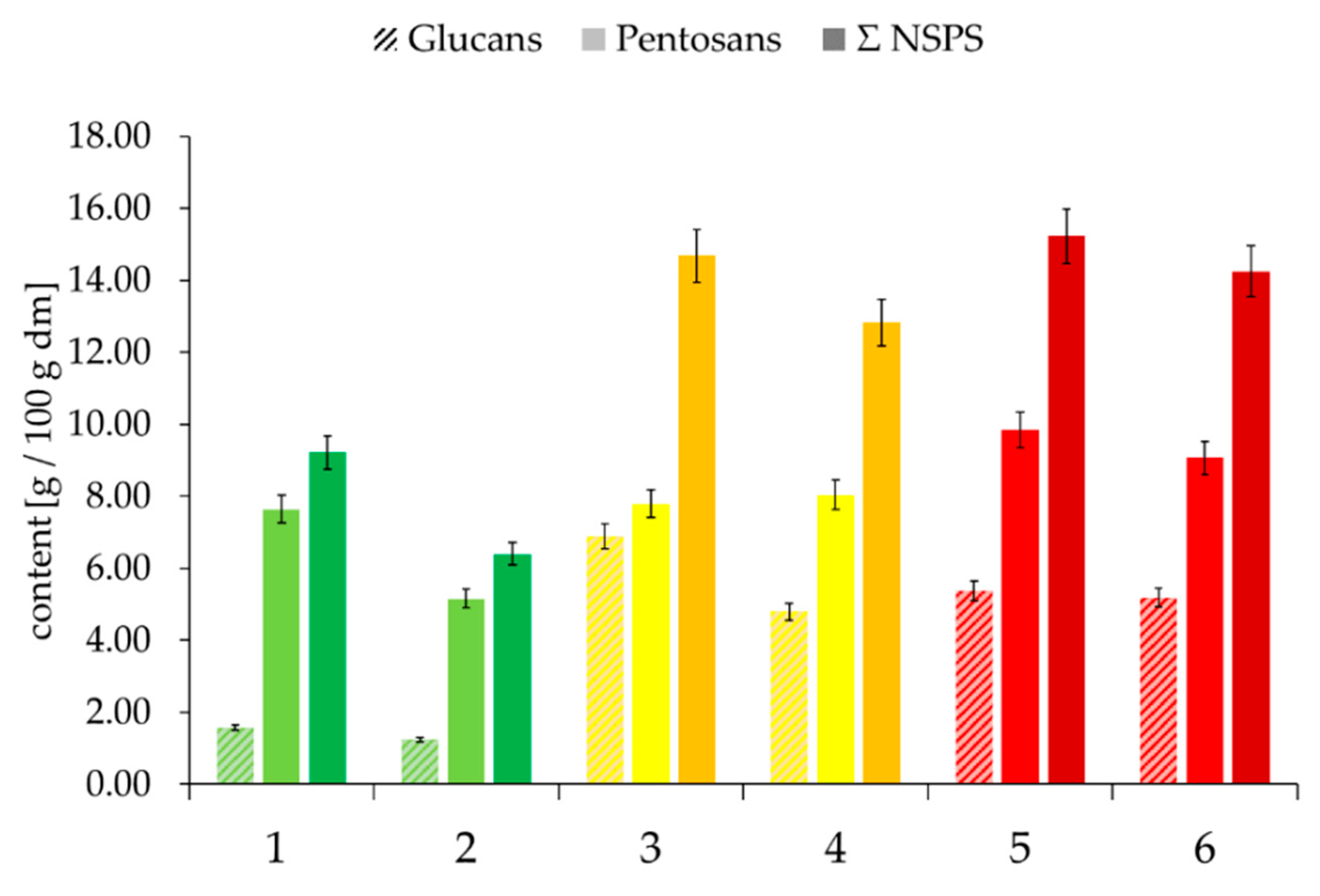
3.4. Composition of the Gel Phase of the Selected Rye Flours
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Federal Ministry of Food and Agriculture Leitsätze des Deutschen Lebensmittelbuchs für Brot und Kleingebäck. Available online: www.bmel.de (accessed on 16 July 2020).
- Brümmer, J.-M. Veränderung bei den Verarbeitungseigenschaften von Roggen und Roggenmahlerzeugnissen. Getreide Mehl und Brot 1999, 53, 154–162. [Google Scholar]
- Bauermann, O. Roggen im Wandel–Die neue Roggenqualität und ihr Einfluss auf das Backergebnis von Roggenmischbroten. Artisan 2010, 8, 8–15. [Google Scholar]
- Brümmer, J.-M. Quo vadis Roggenbrot? Mühle Mischfutter 2011, 148, 12–15. [Google Scholar]
- Chmielewski, M.F. Impact of climate changes on crop yields of winter rye in Halle (southeastern Germany), 1901 to 1980. Clim. Res. 1992, 2, 23–33. [Google Scholar] [CrossRef]
- Miedaner, T.; Laidig, F. Hybrid Breeding in Rye (Secale cereale L.). In Advances in Plant Breeding Strategies: Cereals: Volume 5; Al-Khayri, J.M., Jain, S.M., Johnson, D.V., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 343–372. ISBN 978-3-030-23108-8. [Google Scholar]
- Aufhammer, W. Rohstoff Getreide; Verlag Eugen Ulmer: Ulm, Germany, 2003; ISBN 3800141949. [Google Scholar]
- Seibel, W. Warenkunde Getreide; Agrimedia: Clenze, Germany, 2005; ISBN 3862630595. [Google Scholar]
- Seibel, W. Roggen–Anbau, Verarbeitung, Markt; Behr’s Verlag: Hamburg, Germany, 1988; ISBN 3925673334. [Google Scholar]
- Barthelmes, G.; Fahlenberg, E. Sortenratgeber-2010/2011 Winterroggen und Wintertriticale; State Office for Rural Develpoement, Agriculture and Land Consodilation: Brandenburg, Germany, 2010. [Google Scholar]
- Auermann, L.J. Technologie der industriellen Brotherstellung; Fachbuchverlag Leipzig: Munich, Germany, 1972. [Google Scholar]
- Belitz, H.D.; Grosch, W.; Schieberle, P. Food Chemistry, 3rd ed.; Springer: Berlin, Germany, 2004. [Google Scholar]
- Amend, T.; Eckert, B.; Belitz, H.-D. Vom Mehl zum Gebäck: Mikroskopische Untersuchungen der Kleberstruktur. Getreide Mehl und Brot 1992, 46, 259–261. [Google Scholar]
- Klingler, R.-W. Grundlagen der Getreidetechnologie; Behr’s Verlag: Hamburg, Germany, 1995; ISBN 3899476689. [Google Scholar]
- Meuser, F.; Klingler, R.-W. Die Rolle der hochpolymeren Kohlenhydrate bei der Getreide-und Mehlverarbeitung. Mühle Mischfuttertechnik 1979, 393–397, 407–413. [Google Scholar]
- Schneeweiß, R.; Klose, O. Technologie der Industriellen Backwarenproduktion, 1st ed.; VEB Fachbuchverlag: Leipzig, Germany, 1981. [Google Scholar]
- Biliaderis, C.G.; Izydorczyk, M.S.; Rattan, O. Effect of arabinoxylans on bread-making quality of wheat flours. Food Chem. 1995, 53, 165–171. [Google Scholar]
- Weipert, D.; Tscheuschner, H.-D.; Windhab, E. Rheologie der Lebensmittelchemie; Behr’s Verlag: Hamburg, Germany, 1993. [Google Scholar]
- Figueroa-Espinoza, M.C.; Poulsen, C.; Borch Søe, J.; Zargahi, M.R.; Rouau, X. Enzymatic solubilization of arabinoxylans from isolated rye pentosans and rye flour by different endo-xylanases and other hydrolyzing enzymes. Effect of a fungal laccase on the flour extracts oxidative gelation. J. Agric. Food Chem. 2002, 50, 6473–6484. [Google Scholar] [CrossRef]
- Stępniewska, S.; Słowik, E.; Cacak-Pietrzak, G.; Romankiewicz, D.; Szafrańska, A.; Dziki, D. Prediction of rye flour baking quality based on parameters of swelling curve. Eur. Food Res. Technol. 2018, 244, 989–997. [Google Scholar] [CrossRef] [Green Version]
- Buksa, K.; Nowotna, A.; Praznik, W.; Gambuś, H.; Ziobro, R.; Krawontka, J. The role of pentosans and starch in baking of wholemeal rye bread. Food Res. Int. 2010, 43, 2045–2051. [Google Scholar] [CrossRef]
- Kosmina, P.-N. Biochemie der Brotherstellung; VEB Fachbuchverlag: Leipzig, Germany, 1977. [Google Scholar]
- Gellrich, C.; Schieberle, P.; Wieser, H. Biochemical characterization and quantification of the storage protein (secalin) types in rye flour. Cereal Chem. 2003, 80, 102–109. [Google Scholar] [CrossRef]
- Delcour, J.-A.; Vanhamel, S.; Hoseney, R.-C. Physicochemical and Functional Properties of Rye Nonstarch Polysaccharides. II. Impact of a Fraction Containing Water-Soluble Pentosans and Proteins on Gluten-Starch Loaf Volumes. Cereal Chem. 1991, 68, 72–76. [Google Scholar]
- Freund, W. Inhaltsstoffe und Roggenqualität. In Handbuch Backwaren Technologie; Behr’s Verlag: Hamburg, Germany, 2010. [Google Scholar]
- Beck, M.; Jekle, M.; Selmair, P.L.; Koehler, P.; Becker, T. Rheological properties and baking performance of rye dough as affected by transglutaminase. J. Cereal Sci. 2011, 54, 29–36. [Google Scholar] [CrossRef]
- Torbica, A.; Mocko Blažek, K.; Belović, M.; Janić Hajnal, E. Quality prediction of bread made from composite flours using different parameters of empirical rheology. J. Cereal Sci. 2019, 89, 102812. [Google Scholar] [CrossRef]
- Arbeitsgemeinschaft Getreideforschung e. V. (Ed.) Standard-Methoden für Getreide, Mehl und Brot, 7th ed.; Verlag Moritz Schäfer: Detmold, Germany, 1994. [Google Scholar]
- ICC ICC-Standard No 107/1. Determination of the “Falling Number” According to Hagberg–As a Measure of the Degree of Alpha–Amylase Activity in Grain and Flour; International Association for Cereal Science and Technology: Vienna, Austria, 1995. [Google Scholar]
- ICC ICC-Standard No 126/1. Brabender-Amylograph; International Association for Cereal Science and Technology: Vienna, Austria, 1992. [Google Scholar]
- Kaiser, H.; Voß, A. Entwicklung eines einfachen Backversuches auf Basis von Roggenschrot zur Bewertung der Backeigenschaften von Roggenpartien in Verbindung mit der Drehmomentsbestimmung durch den “Mixolab”. Mühle Mischfutter 2015, 152, 174–178. [Google Scholar]
- Federal Ministry of Justice and Consumer Protection. German Food and Feed Code §64; Lebensmittel- und Futtermittelgesetzbuch (LFGB), Food and Feed Code in the version published on 3 June 2013 (BGBl. I p.1426), last amended by Article 97 of the Ordinance of 19 June 2020 (BGBl. I p. 1328); Outlook VerlagsGmbH: Frankfurt, Germany, 2005.
- The German Institute for Standardization e.V. General Requirements for the Competence of Testing and Calibration Laboratories (ISO/IEC 17025:2005-08); Beuth Verlag: Berlin, Germany, 2005. [Google Scholar]
- Kiszonas, A.M.; Courtin, C.M.; Morris, C.F. A critical assessment of the quantification of wheat grain arabinoxylans using a phloroglucinol colorimetric assay. Cereal Chem. 2012, 89, 143–150. [Google Scholar] [CrossRef] [Green Version]
- Nunes-Nesi, A.; Araújo, W.L.; Obata, T.; Fernie, A.R. Regulation of the mitochondrial tricarboxylic acid cycle. Curr. Opin. Plant Biol. 2013, 16, 335–343. [Google Scholar] [CrossRef]
- Hug-Iten, S.; Escher, F.; Conde-Petit, B. Staling of Bread: Role of Amylose and Amylopectin and Influence of Starch-Degrading Enzymes. Cereal Chem. 2003, 80, 654–661. [Google Scholar] [CrossRef]
- Ratnayake, W.S.; Jackson, D.S. Gelatinization and solubility of corn starch during heating in excess water: New insights. J. Agric. Food Chem. 2006, 54, 3712–3716. [Google Scholar] [CrossRef] [Green Version]
- Fredriksson, H.; Silverio, J.; Andersson, R.; Eliasson, A.C.; Åman, P. The influence of amylose and amylopectin characteristics on gelatinization and retrogradation properties of different starches. Carbohydr. Polym. 1998, 35, 119–134. [Google Scholar] [CrossRef]
- Buksa, K.; Łakomy, A.; Nowotna, A.; Krystyjan, M. Arabinoxylan-starch-protein interactions in specially modified rye dough during a simulated fermentation process. Food Chem. 2018, 253, 156–163. [Google Scholar] [CrossRef] [PubMed]
- Boeriu, C.G.; Oudgenoeg, G.; Spekking, W.T.J.; Berendsen, L.B.J.M.; Vancon, L.; Boumans, H.; Gruppen, H.; van Berkel, W.J.H.; Laane, C.; Voragen, A. Horseradish Peroxidase-Catalyzed Cross-Linking of Feruloylated Arabinoxylans with Casein. J. Agric. Food Chem. 2004, 52, 6633–6639. [Google Scholar] [CrossRef] [PubMed]
- Sárossy, Z.S.; Egsgaard, H.; Plackett, D. Isolation and Chemical Characterization of Hemicelluloses from Rye Bran. In Proceedings of the 19th European Biomass Conference and Exhibition, Berlin, Germany, 6–10 June 2011. [Google Scholar]
- Lexhaller, B.; Colgrave, M.L.; Scherf, K.A. Characterization and Relative Quantitation of Wheat, Rye, and Barley Gluten Protein Types by Liquid Chromatography–Tandem Mass Spectrometry. Front. Plant Sci. 2019, 10, 1–16. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Grossmann, I.; Döring, C.; Jekle, M.; Becker, T.; Koehler, P. Compositional Changes and Baking Performance of Rye Dough As Affected by Microbial Transglutaminase and Xylanase. J. Agric. Food Chem. 2016, 64, 5751–5758. [Google Scholar] [CrossRef] [PubMed]
- Buksa, K.; Nowotna, A.; Ziobro, R. Application of cross-linked and hydrolyzed arabinoxylans in baking of model rye bread. Food Chem. 2016, 192, 991–996. [Google Scholar] [CrossRef] [PubMed]
- Dornez, E.; Van Lacker, E.; Gebruers, K.; Delcour, J.A.; Courtin, C.M. Wheat Flour Associated Xylanases Affect the AX Population in Dough. In Consumer Driven Cereal Innovation; Woodhead Publishing and AACC International Press: Sawston, Cambridge, UK, 2008; pp. 33–36. [Google Scholar]
- Döring, C.; Nuber, C.; Stukenborg, F.; Jekle, M.; Becker, T. Impact of arabinoxylan addition on protein microstructure formation in wheat and rye dough. J. Food Eng. 2015, 154, 10–16. [Google Scholar] [CrossRef]
- Beck, M.; Jekle, M.; Becker, T. Protein cross-linking–A method for improving the quality of rye baked goods. Bak. Biscuit 2009, 5, 78–82. [Google Scholar]
- Buksa, K. Application of model bread baking in the examination of arabinoxylan-Protein complexes in rye bread. Carbohydr. Polym. 2016, 148, 281–289. [Google Scholar] [CrossRef]
- Pierpoint, W.S. o-Quinones formed in plant extracts. Their reaction with bovine serum albumin. Biochem. J. 1969, 112, 619–629. [Google Scholar] [CrossRef] [Green Version]
- Piber, M.; Koehler, P. Identification of dehydro-ferulic acid-tyrosine in rye and wheat: Evidence for a covalent cross-link between arabinoxylans and proteins. J. Agric. Food Chem. 2005, 53, 5276–5284. [Google Scholar] [CrossRef]
- Knudsen, K.E.B.; Lærke, H.N. Rye arabinoxylans: Molecular structure, physicochemical properties and physiological effects in the gastrointestinal tract. Cereal Chem. 2010, 87, 353–362. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Cultivar | FN (s) 1 | Gelatinization Temperature (°C) | Gelatinization Maximum (ΔE) | Points/Diff. of Sensory Assessment 2 | Baking Quality Class |
|---|---|---|---|---|---|---|
| 1 | Baro | 164 | 66.9 | 432 | 17/3 | good |
| 2 | Brasetto | 271 | 74.0 | 807 | 17/1 | good |
| 3 | Minello | 153 | 68.1 | 514 | 14/4 | medium |
| 4 | Palazzo | 207 | 70.3 | 836 | 14/2 | medium |
| 5 | Palazzo | 185 | 68.8 | 786 | 12/4 | poor |
| 6 | Palazzo | 251 | 72.1 | 875 | 10/4 | poor |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oest, M.; Bindrich, U.; Voß, A.; Kaiser, H.; Rohn, S. Rye Bread Defects: Analysis of Composition and Further Influence Factors as Determinants of Dry-Baking. Foods 2020, 9, 1900. https://doi.org/10.3390/foods9121900
Oest M, Bindrich U, Voß A, Kaiser H, Rohn S. Rye Bread Defects: Analysis of Composition and Further Influence Factors as Determinants of Dry-Baking. Foods. 2020; 9(12):1900. https://doi.org/10.3390/foods9121900
Chicago/Turabian StyleOest, Marie, Ute Bindrich, Alexander Voß, Heinz Kaiser, and Sascha Rohn. 2020. "Rye Bread Defects: Analysis of Composition and Further Influence Factors as Determinants of Dry-Baking" Foods 9, no. 12: 1900. https://doi.org/10.3390/foods9121900