Effect of Dextrose Equivalent on Maltodextrin/Whey Protein Spray-Dried Powder Microcapsules and Dynamic Release of Loaded Flavor during Storage and Powder Rehydration


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Preparation of Encapsulation Precursors
2.3. Spray Drying System
2.4. Physical Properties of Powder
2.4.1. Moisture Content
2.4.2. Density and Flowability
2.4.3. Encapsulation Efficiency (EE)
2.4.4. Particle Size and Microscopic Morphology
2.5. Flavor Release during Storage
2.6. Hygroscopicity of Powder Microcapsules
2.7. Characterization of Changes in Structure of Powder Microcapsules during Storage
2.7.1. Fourier Transform Infrared Spectroscopy (FTIR)
2.7.2. Fluorescence Spectroscopy
2.7.3. X-ray Diffraction Analysis (XRD)
2.7.4. Confocal Laser Scanning Microscopy (CLSM)
2.8. Characterization of the Dissolution Process of Powder Microcapsules
2.8.1. Dynamic Dissolution Process
2.8.2. Flavor Release during Dissolution
2.9. Statistical Analysis
3. Results and Discussion
3.1. Characterization of Microcapsules
3.1.1. Physicochemical Properties
3.1.2. Morphology of Powder Microcapsules
3.2. Hygroscopicity of Microcapsules during Storage
3.3. Flavor Release during Storage
3.4. Changes in Microcapsule Structure During Storage
3.4.1. FTIR and Fluorescence Spectroscopy
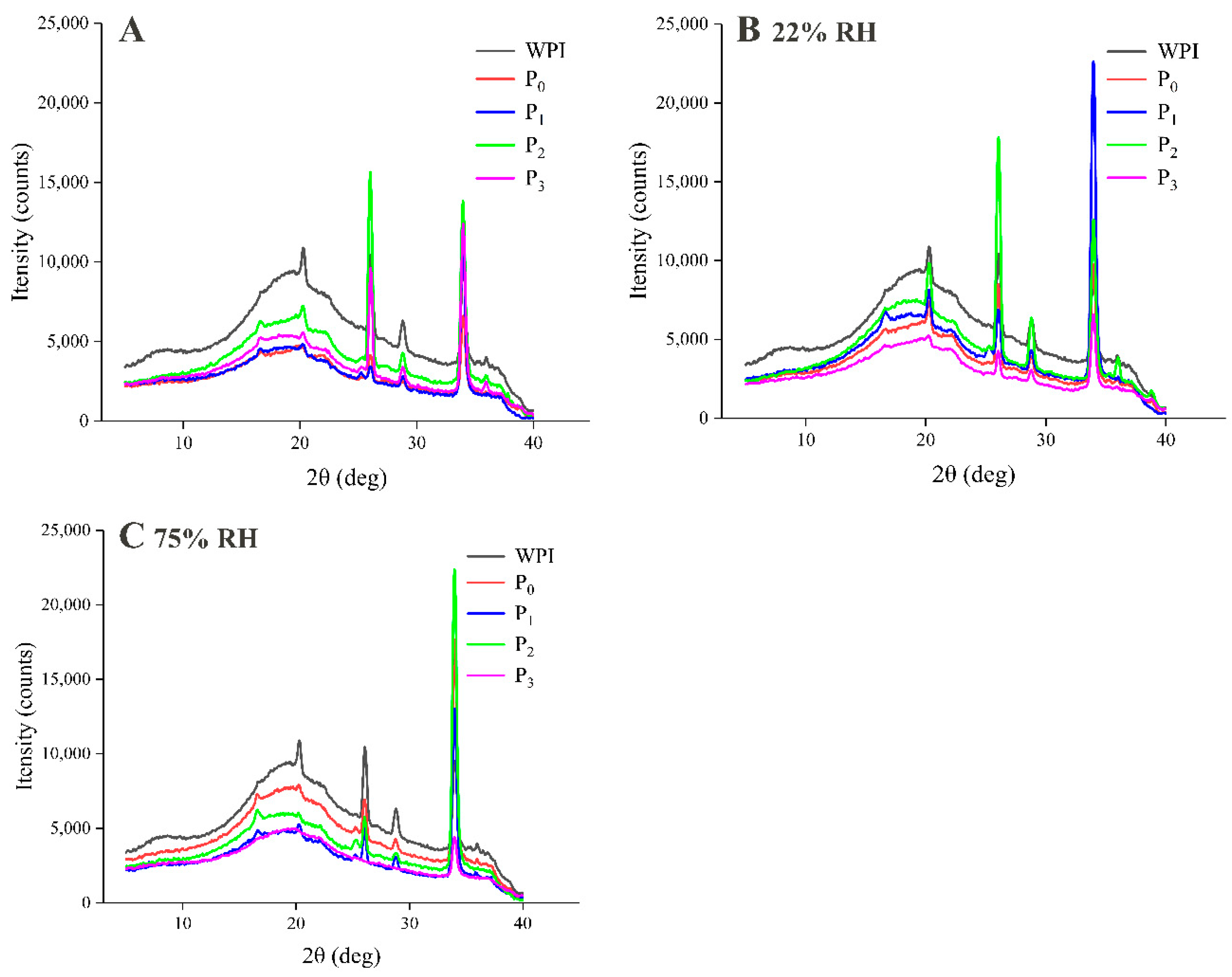
3.4.2. X-ray Diffraction of the Powder Microcapsules
3.4.3. Confocal Laser Scanning Microscopy (CLSM)
3.5. Release of Flavor during the Rehydration of Microcapsules
3.5.1. Dynamic Dissolution of Microcapsules
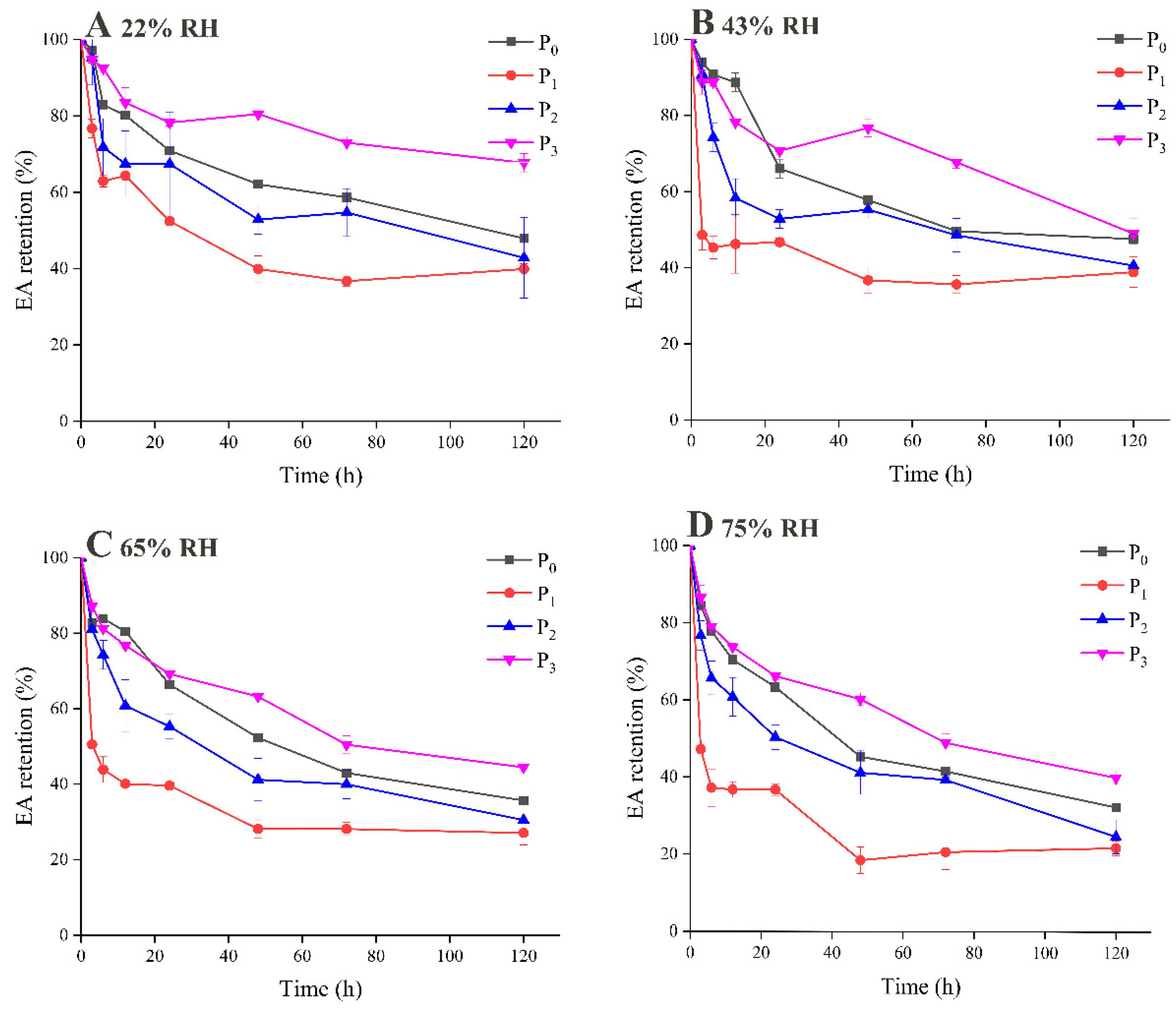
3.5.2. Retention and Release of EA during Dissolution of Microcapsules
3.5.3. Mechanism of Release of Flavor Substances during Dissolution of Powder Microcapsules
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sangolkar, R.D.; Kawadkar, D.K.; Bhanvase, B.A.; Sonawane, S.H.; Potoroko, I. Ultrasound assisted encapsulation of peppermint flavor in gum Arabic: Study of process parameters. J. Food Process. Eng. 2019, 42. [Google Scholar] [CrossRef]
- Heilig, A.; Heimpel, K.; Sonne, A.; Schieberle, P.; Hinrichs, J. An approach to adapt aroma in fat-free yoghurt systems: Modelling and transfer to pilot scale. Int. Dairy J. 2016, 56, 101–107. [Google Scholar] [CrossRef]
- Assadpour, E.; Jafari, S.M. Advances in Spray-Drying Encapsulation of Food Bioactive Ingredients: From Microcapsules to Nanocapsules. Annu. Rev. Food Sci. Technol. 2019, 10, 103–131. [Google Scholar] [CrossRef]
- Narayan, M.; Berliner, L.J. Fatty Acids and Retinoids Bind Independently and Simultaneously to β-Lactoglobulin. Biochemistry 1997, 36, 1906–1911. [Google Scholar] [CrossRef]
- Kfoury, M.; Landy, D.; Ruellan, S.; Auezova, L.; Greige-Gerges, H.; Fourmentin, S. Nootkatone encapsulation by cyclodextrins: Effect on water solubility and photostability. Food Chem. 2017, 236, 41–48. [Google Scholar] [CrossRef]
- Li, R.; Roos, Y.H.; Miao, S. Flavor release from spray-dried amorphous matrix: Effect of lactose content and water plasticization. Food Res. Int. 2016, 86, 147–155. [Google Scholar] [CrossRef] [Green Version]
- Bustamante, M.; Oomah, B.D.; Rubilar, M.; Shene, C. Effective Lactobacillus plantarum and Bifidobacterium infantis encapsulation with chia seed (Salvia hispanica L.) and flaxseed (Linum usitatissimum L.) mucilage and soluble protein by spray drying. Food Chem. 2017, 216, 97–105. [Google Scholar] [CrossRef]
- Zhou, D.; Pan, Y.; Ye, J.; Jia, J.; Ma, J.; Ge, F. Preparation of walnut oil microcapsules employing soybean protein isolate and maltodextrin with enhanced oxidation stability of walnut oil. LWT 2017, 83, 292–297. [Google Scholar] [CrossRef]
- Matsuura, T.; Ogawa, A.; Tomabechi, M.; Matsushita, R.; Gohtani, S.; Neoh, T.L.; Yoshii, H. Effect of dextrose equivalent of maltodextrin on the stability of emulsified coconut-oil in spray-dried powder. J. Food Eng. 2015, 163, 54–59. [Google Scholar] [CrossRef]
- Ghani, A.A.; Adachi, S.; Shiga, H.; Neoh, T.L.; Adachi, S.; Yoshii, H. Effect of different dextrose equivalents of maltodextrin on oxidation stability in encapsulated fish oil by spray drying. Biosci. Biotechnol. Biochem. 2017, 81, 705–711. [Google Scholar] [CrossRef] [Green Version]
- AOAC. Official Methods of Analysis, 18th ed.; Association of Official Analytical Chemists: Gaithersburg, MD, USA, 2006. [Google Scholar]
- Carneiro, H.C.; Tonon, R.V.; Grosso, C.; Hubinger, M.D. Encapsulation efficiency and oxidative stability of flaxseed oil microencapsulated by spray drying using different combinations of wall materials. J. Food Eng. 2013, 115, 443–451. [Google Scholar] [CrossRef] [Green Version]
- Pereira, C.G.; Andrade, J.; Ranquine, T.; De Moura, I.N.; Da Rocha, R.A.; Furtado, M.A.M.; Bell, M.J.V.; Anjos, V. Characterization and detection of adulterated whey protein supplements using stationary and time-resolved fluorescence spectroscopy. LWT 2018, 97, 180–186. [Google Scholar] [CrossRef]
- Barbosa-Cánovas, G.V.; Juliano, P. Compression and Compaction Characteristics of Selected Food Powders. Adv. Food Nutr. Res. 2005, 49, 233–307. [Google Scholar] [CrossRef]
- Santana, A.A.; Cano-Higuita, D.; De Oliveira, R.A.; Telis, V.R.N. Influence of different combinations of wall materials on the microencapsulation of jussara pulp (Euterpe edulis) by spray drying. Food Chem. 2016, 212, 1–9. [Google Scholar] [CrossRef]
- Gong, Z.; Yu, M.; Wang, W.; Shi, X. Functionality of spray-dried strawberry powder: Effects of whey protein isolate and maltodextrin. Int. J. Food Prop. 2018, 21, 2229–2238. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.M.; Cho, A.R.; Yoo, S.-H.; Kim, Y.-S. Effects of maltodextrins with different dextrose-equivalent values. Flavour Fragr. J. 2018, 33, 153–159. [Google Scholar] [CrossRef]
- Hogan, S.A.; McNamee, B.F.; O’Riordan, E.; O’Sullivan, M. Emulsification and microencapsulation properties of sodium caseinate/carbohydrate blends. Int. Dairy J. 2001, 11, 137–144. [Google Scholar] [CrossRef]
- Shao, P.; Xuan, S.; Wu, W.; Qu, L. Encapsulation efficiency and controlled release of Ganoderma lucidum polysaccharide microcapsules by spray drying using different combinations of wall materials. Int. J. Biol. Macromol. 2019, 125, 962–969. [Google Scholar] [CrossRef]
- Sarkar, A.; Arfsten, J.; Golay, P.-A.; Acquistapace, S.; Heinrich, E. Microstructure and long-term stability of spray dried emulsions with ultra-high oil content. Food Hydrocoll. 2016, 52, 857–867. [Google Scholar] [CrossRef]
- Chen, Y.; Shu, M.; Yao, X.; Wu, K.; Zhang, K.; He, Y.; Nishinari, K.; Phillips, G.O.; Yao, X.; Jiang, F. Effect of zein-based microencapsules on the release and oxidation of loaded limonene. Food Hydrocoll. 2018, 84, 330–336. [Google Scholar] [CrossRef]
- Castro, N.; Durrieu, V.; Raynaud, C.; Rouilly, A. Influence of DE-value on the physicochemical properties of maltodextrin for melt extrusion processes. Carbohydr. Polym. 2016, 144, 464–473. [Google Scholar] [CrossRef] [Green Version]
- Potes, N.; Kerry, J.P.; Roos, Y.H. Additivity of water sorption, alpha-relaxations and crystallization inhibition in lactose–maltodextrin systems. Carbohydr. Polym. 2012, 89, 1050–1059. [Google Scholar] [CrossRef]
- Du, J.; Ge, Z.-Z.; Xu, Z.; Zou, B.; Zhang, Y.; Li, C.-M. Comparison of the Efficiency of Five Different Drying Carriers on the Spray Drying of Persimmon Pulp Powders. Dry. Technol. 2014, 32, 1157–1166. [Google Scholar] [CrossRef]
- Wang, W.; Zhou, W. Characterization of spray-dried soy sauce powders using maltodextrins as carrier. J. Food Eng. 2012, 109, 399–405. [Google Scholar] [CrossRef]
- Bazaria, B.; Kumar, P. Effect of dextrose equivalency of maltodextrin together with Arabic gum on properties of encapsulated beetroot juice. J. Food Meas. Charact. 2016, 11, 156–163. [Google Scholar] [CrossRef]
- Karbasi, M.; Askari, G.; Madadlou, A. Surface decoration of whey protein microgels through the Maillard conjugation with maltodextrin. Food Hydrocoll. 2019, 91, 190–197. [Google Scholar] [CrossRef]
- Tamaru, S.; Ono, A.; Igura, N.; Shimoda, M. High correlation between octanol-air partition coefficient and aroma release rate from O/W emulsions under non-equilibrium. Food Res. Int. 2019, 116, 883–887. [Google Scholar] [CrossRef]
- González-Martínez, D.; Carrillo-Navas, H.; Barrera-Díaz, C.; Martínez-Vargas, S.; Alvarez-Ramírez, J.; Pérez-Alonso, C. Characterization of a novel complex coacervate based on whey protein isolate-tamarind seed mucilage. Food Hydrocoll. 2017, 72, 115–126. [Google Scholar] [CrossRef]
- Sadek, C.; Tabuteau, H.; Schuck, P.; Fallourd, Y.; Pradeau, N.; Le Floch-Fouéré, C.; Jeantet, R. Shape, Shell, and Vacuole Formation during the Drying of a Single Concentrated Whey Protein Droplet. Langmuir 2013, 29, 15606–15613. [Google Scholar] [CrossRef]
- Zuidam, N.J.; Shimoni, E. Overview of microencapsulates for use in foodproducts or processes and methods to make them. In Encapsulation Technologies for Active Food Ingredients and Food Processing; Springer: New York, NY, USA, 2010; pp. 3–29. [Google Scholar]
- Chronakis, I.S. On the Molecular Characteristics, Compositional Properties, and Structural-Functional Mechanisms of Maltodextrins: A Review. Crit. Rev. Food Sci. Nutr. 1998, 38, 599–637. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Yield (%) | Moisture Content (%) | Particle Size (μm) | Encapsulation Efficiency (%) | Loading (mg/g) | Bulk Density (g/cm3) | Tap Density (g/cm3) | HR | CI (%) |
|---|---|---|---|---|---|---|---|---|---|
| P0 | 85.7 ± 1.2 c | 4.8 ± 0.1 a | 9.2 ± 3.1 a | 73.5 ± 0.7 a | 19.8 ± 2.5 a | 0.1655 ± 0.0019 a | 0.2263 ± 0.0124 a | 1.41 ± 0.07 a | 29.1 ± 3.4 a |
| P1 | 70.4 ± 3.4 a | 4.4 ± 0.1 b | 9.9 ± 3.3 a | 70.7 ± 4.5 a | 18.3 ± 0.1 a,b | 0.1527 ± 0.0038 b | 0.2223 ± 0.0049 a | 1.46 ± 0.06 b | 31.3 ± 2.7 b |
| P2 | 75.3 ± 1.1 b | 4.6 ± 0.1 c | 9.8 ± 2.8 a | 73.9 ± 1.7 a | 16.5 ± 1.0 b,c | 0.1539 ± 0.0029 b | 0.2313 ± 0.0113 a | 1.51 ± 0.09 b | 33.5 ± 3.9 b |
| P3 | 82.9 ± 0.9 c | 4.2 ± 0.1 d | 8.9 ± 2.9 a | 84.2 ± 1.2 b | 13.9 ± 1.2 c | 0.1560 ± 0.0006 b | 0.2333 ± 0.0159 a | 1.58 ± 0.09 b | 36.6 ± 3.5 b |
| Sample | Emulsion | Reconstructing Emulsion | ||
|---|---|---|---|---|
| Zeta Potential (mV) | Droplet Size (nm) | Zeta Potential (mV) | Droplet Size (nm) | |
| P0 | −27.8 ± 0.5 ab | 264.9 ± 7.9 ab | −28.6 ± 0.4 a | 247.7 ± 10.9 a |
| P1 | −29.8 ± 0.6 c | 290.0 ± 13.4 c | −28.1 ± 0.7 a | 248.0 ± 1.4 a |
| P2 | −27.2 ± 1.6 ab | 247.8 ± 2.7 a | −28.9 ± 0.6 a | 300.7 ± 9.2 b |
| P3 | −26.7 ± 1.3 a | 275.2 ± 5.8 bc | −28.5 ± 1.4 a | 241.3 ± 4.9 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, K.; Pan, B.; Ma, L.; Miao, S.; Ji, J. Effect of Dextrose Equivalent on Maltodextrin/Whey Protein Spray-Dried Powder Microcapsules and Dynamic Release of Loaded Flavor during Storage and Powder Rehydration. Foods 2020, 9, 1878. https://doi.org/10.3390/foods9121878
Li K, Pan B, Ma L, Miao S, Ji J. Effect of Dextrose Equivalent on Maltodextrin/Whey Protein Spray-Dried Powder Microcapsules and Dynamic Release of Loaded Flavor during Storage and Powder Rehydration. Foods. 2020; 9(12):1878. https://doi.org/10.3390/foods9121878
Chicago/Turabian StyleLi, Kaixin, Bowen Pan, Lingjun Ma, Song Miao, and Junfu Ji. 2020. "Effect of Dextrose Equivalent on Maltodextrin/Whey Protein Spray-Dried Powder Microcapsules and Dynamic Release of Loaded Flavor during Storage and Powder Rehydration" Foods 9, no. 12: 1878. https://doi.org/10.3390/foods9121878