Control and Monitoring of Milk Renneting Using FT-NIR Spectroscopy as a Process Analytical Technology Tool


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Plan
2.2. Milk Preparation and Renneting
2.3. FT-NIR Spectroscopy
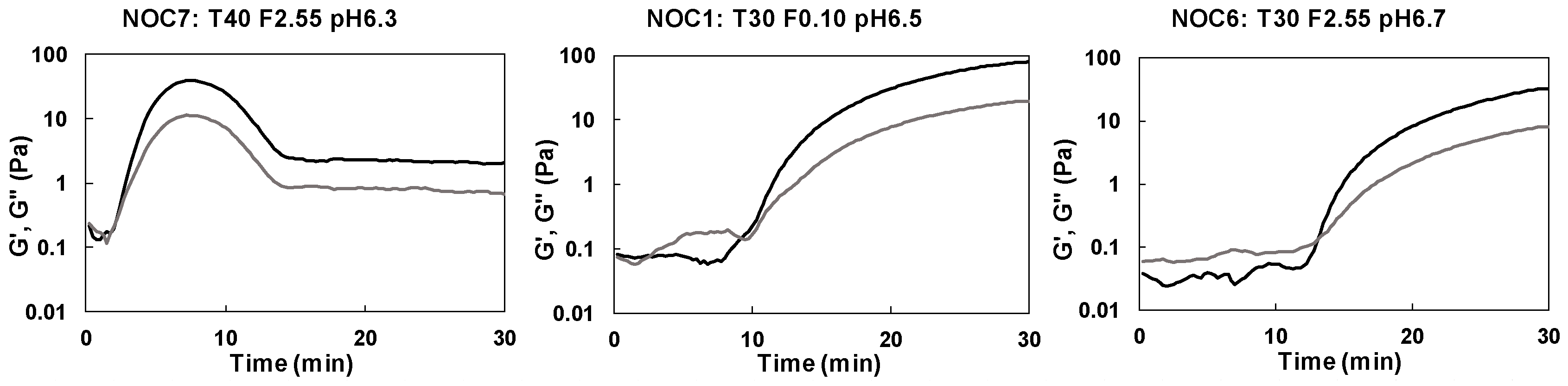
2.4. Rheological Behaviour
2.5. Data Analysis
- Definition of the component number (F) for D.
- Development of non-random initial estimates of either C or ST.
- Given D and ST, least-squares calculation of C under given constraints.
- Given D and C, least-squares calculation of ST under given constraints.
- Reconstruction of D as the product CST.
3. Results and Discussion
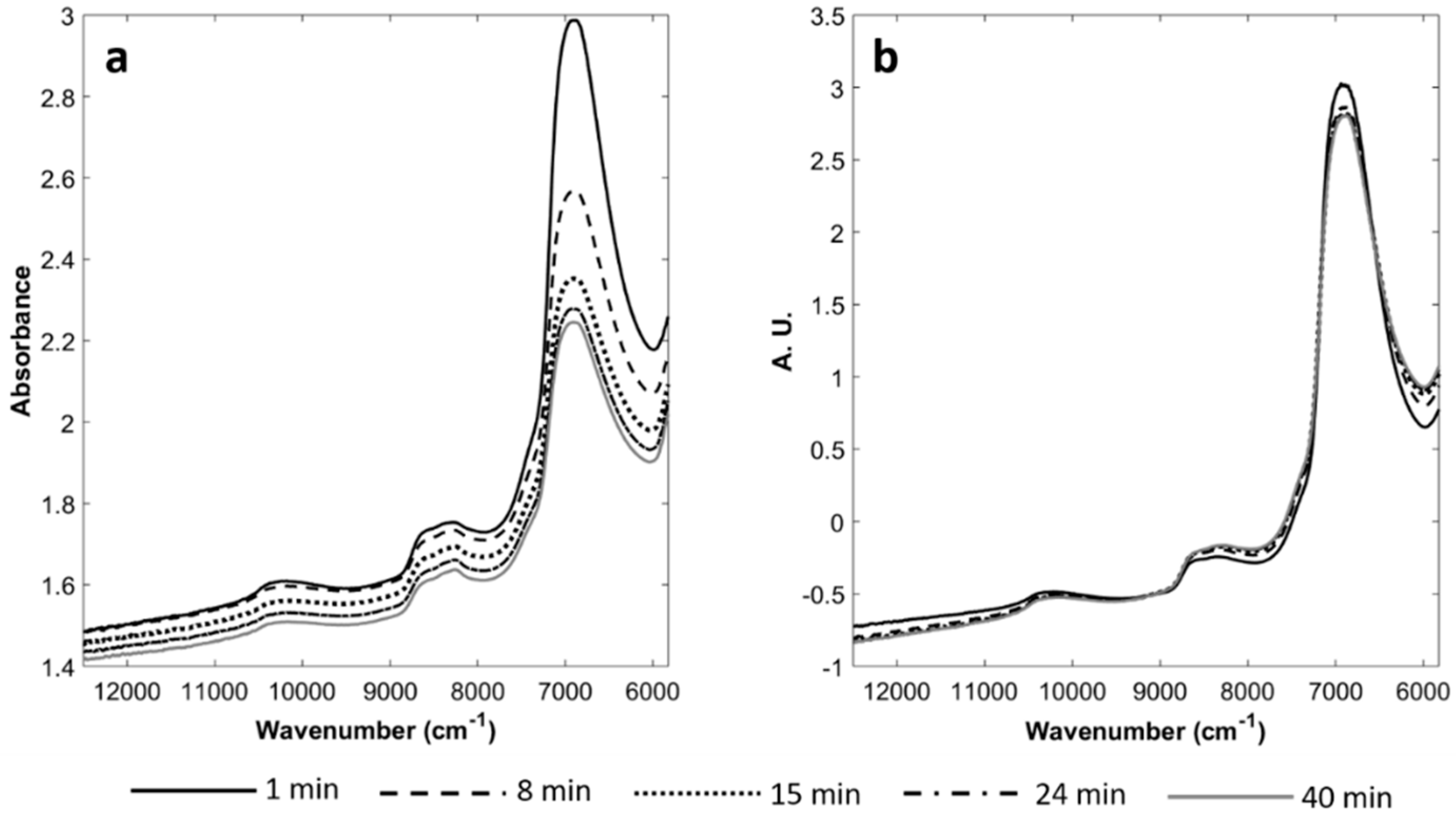
3.1. FT-NIR Spectra Interpretation
3.2. Principal Component Analysis (PCA)
3.3. MCR-ALS Results for NOC Batches
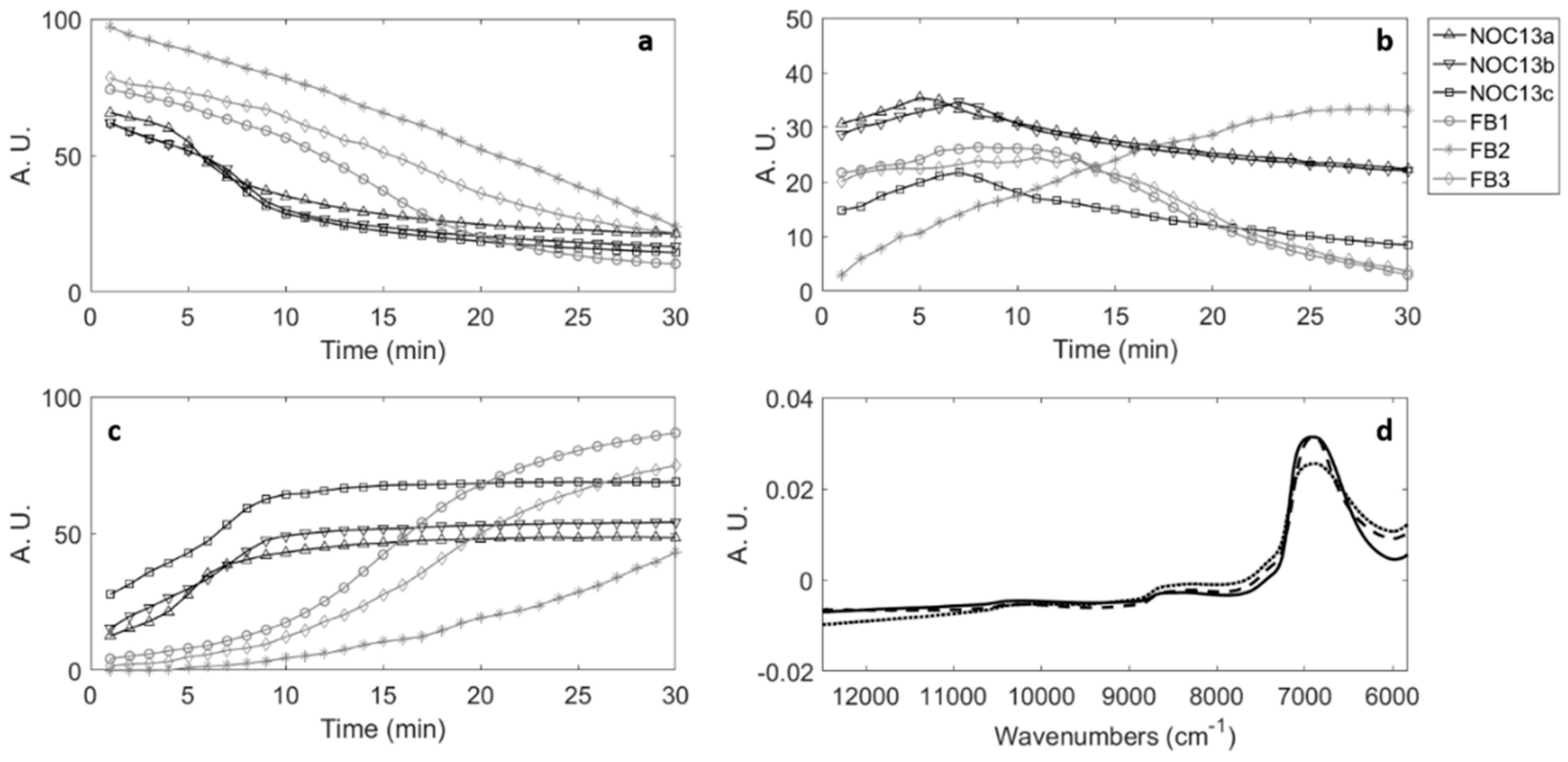
3.4. MCR-ALS Results for NOC13 and FB Batches
3.5. MSPC Charts on MCR-ALS Results for NOC13 and FB Batches
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fox, P.F.; McSweeney, P.L. Cheese: An overview. In Cheese: Chemistry, Physics & Microbiology: General Aspects; Fox, P.F., McSweeney, P.L., Cogan, T.M., Guinee, T.P., Eds.; Elsevier: London, UK, 2017; pp. 5–21. [Google Scholar]
- O’Callaghan, D.J.; O’Donnell, C.P.; Payne, F.A. Review of systems for monitoring curd setting during cheesemaking. Int. J. Dairy Technol. 2002, 55, 65–74. [Google Scholar] [CrossRef]
- Grassi, S.; Alamprese, C. Advances in NIR spectroscopy applied to Process Analytical Technology in food industries. Curr. Opin. Food Sci. 2018, 22, 17–21. [Google Scholar] [CrossRef]
- Pais, V.F.; Veríssimo, M.I.; Oliveira, J.A.; Gomes, M.T.S. Using acoustic wave sensors to follow milk coagulation & to separate the cheeses according to the milk origin. Sens. Actuators B Chem. 2015, 207, 1121–1128. [Google Scholar]
- Van Heijkamp, L.F.; de Schepper, I.M.; Strobl, M.; Tromp, R.H.; Heringa, J.R.; Bouwman, W.G. Milk gelation studied with small angle neutron scattering techniques and Monte Carlo simulations. J. Phys. Chem. A 2010, 114, 2412–2426. [Google Scholar] [CrossRef] [PubMed]
- Derra, M.; Bakkali, F.; Amghar, A.; Sahsah, H. Estimation of coagulation time in cheese manufacture using an ultrasonic pulse-echo technique. J. Food Eng. 2018, 216, 65–71. [Google Scholar] [CrossRef]
- Dwyer, C.; Donnelly, L.; Buckin, V. Ultrasonic analysis of rennet-induced pre-gelation & gelation processes in milk. J. Dairy Res. 2005, 72, 303–310. [Google Scholar] [PubMed]
- Cullen, P.J.; O’Donnell, C.P.; Fagan, C.C. Benefits & challenges of adopting PAT for the food industry. In Process Analytical Technology for the Food Industry; O’Donnell, C.P., Fagan, C., Cullen, P.J., Eds.; Springer: New York, NY, USA, 2014; pp. 1–5. [Google Scholar]
- Panikuttira, B.; O’Shea, N.; Tobin, J.T.; Tiwari, B.K.; O’Donnell, C.P. Process analytical technology for cheese manufacture. Int. J. Food Sci. Technol. 2018, 53, 1803–1815. [Google Scholar] [CrossRef]
- Fagan, C.C.; Ferreira, T.G.; Payne, F.A.; O’Donnell, C.P.; O’Callaghan, D.J.; Castillo, M. Preliminary evaluation of endogenous milk fluorophores as tracer molecules for curd syneresis. J. Dairy Sci. 2011, 94, 5350–5358. [Google Scholar] [CrossRef] [Green Version]
- Blecker, C.; Habib-Jiwan, J.M.; Karoui, R. Effect of heat treatment of rennet skim milk induced coagulation on the rheological properties and molecular structure determined by synchronous fluorescence spectroscopy and turbiscan. Food Chem. 2012, 135, 1809–1817. [Google Scholar] [CrossRef]
- Wang, Y.; Guo, W.; Zhu, X.; Liu, Q. Effect of homogenisation on detection of milk protein content based on NIR diffuse reflectance spectroscopy. Int. J. Food Sci. Technol. 2019, 54, 387–395. [Google Scholar] [CrossRef]
- Fagan, C.C.; Castillo, M.; Payne, F.A.; O’Donnell, C.P.; Leedy, M.; O’Callaghan, D.J. Novel online sensor technology for continuous monitoring of milk coagulation and whey separation in cheesemaking. J. Agric. Food Chem. 2007, 55, 8836–8844. [Google Scholar] [CrossRef]
- Lyndgaard, C.B.; Engelsen, S.B.; van den Berg, F.W. Real-time modeling of milk coagulation using in-line near infrared spectroscopy. J. Food Eng. 2012, 108, 345–352. [Google Scholar] [CrossRef]
- Laporte, M.F.; Martel, R.; Paquin, P. The near-infrared optic probe for monitoring rennet coagulation in cow’s milk. Int. Dairy J. 1998, 8, 659–666. [Google Scholar] [CrossRef]
- Cimander, C.; Carlsson, M.; Mandenius, C.F. Sensor fusion for on-line monitoring of yoghurt fermentation. J. Biotechnol. 2002, 99, 237–248. [Google Scholar] [CrossRef]
- Grassi, S.; Alamprese, C.; Bono, V.; Casiraghi, E.; Amigo, J.M. Modelling milk lactic acid fermentation using multivariate curve resolution-alternating least squares (MCR-ALS). Food Bioprocess Technol. 2014, 7, 1819–1829. [Google Scholar] [CrossRef]
- Grassi, S.; Alamprese, C.; Bono, V.; Picozzi, C.; Foschino, R.; Casiraghi, E. Monitoring of lactic acid fermentation process using Fourier transform near infrared spectroscopy. J. Near Infrared Spectrosc. 2013, 21, 417–425. [Google Scholar] [CrossRef]
- Glassey, J. Data management systems. In Process Analytical Technology for the Food Industry; O’Donnell, C.P., Fagan, C., Cullen, P.J., Eds.; Springer: New York, NY, USA, 2014; pp. 61–71. [Google Scholar]
- De Juan, A.; Tauler, R. Multivariate curve resolution (MCR) from 2000: Progress in concepts & applications. Crit. Rev. Anal. Chem. 2006, 36, 163–176. [Google Scholar]
- Tauler, R.; Kowalski, B.; Fleming, S. Multivariate curve resolution applied to spectral data from multiple runs of an industrial process. Anal. Chem. 1993, 65, 2040–2047. [Google Scholar] [CrossRef]
- Tauler, R.; de Juan, A. MATLAB Program MCR-ALS. Available online: http://www.ub.es/gesq/mcr/mcr.htm (accessed on 10 March 2018).
- Rodríguez-Rodríguez, C.; Amigo, J.M.; Coello, J.; Maspoch, S. An introduction to multivariate curve resolution-alternating least squares: Spectrophotometric study of the acid–base equilibria of 8-hydroxyquinoline-5-sulfonic acid. J. Chem. Educ. 2007, 84, 1190–1192. [Google Scholar] [CrossRef]
- Amigo, J.M.; de Juan, A.; Coello, J.; Maspoch, S. A mixed hard-& soft-modelling approach to study & monitor enzymatic systems in biological fluids. Anal. Chim. Acta 2006, 567, 245–254. [Google Scholar]
- Jaumot, J.; Gargallo, R.; de Juan, A.; Tauler, R. A graphical user-friendly interface for MCR-ALS: A new tool for multivariate curve resolution in MATLAB. Chemom. Intell. Lab. Syst. 2005, 76, 101–110. [Google Scholar] [CrossRef]
- MacGregor, J.F.; Kourti, T. Statistical process control of multivariate processes. Control Eng. Pract. 1995, 3, 403–414. [Google Scholar] [CrossRef]
- Frake, P.; Luscombe, C.N.; Rudd, D.R.; Gill, I.; Waterhouse, J.; Jayasooriya, U.A. Near-infrared mass median particle size determination of lactose monohydrate, evaluating several chemometric approaches. Analyst 1998, 123, 2043–2046. [Google Scholar] [CrossRef]
- Horne, D.S.; Lucey, J.A. Rennet-induced coagulation of milk. In Cheese: Chemistry, Physics & Microbiology: General Aspects; Fox, P.F., McSweeney, P.L., Cogan, T.M., Guinee, T.P., Eds.; Elsevier: London, UK, 2017; pp. 115–143. [Google Scholar]
- Tsenkova, R.; Atanassova, S.; Itoh, K.; Ozaki, Y.; Toyoda, K. Near infrared spectroscopy for biomonitoring: Cow milk composition measurement in a spectral region from 1,100 to 2,400 nanometers. J. Anim. Sci. 2000, 78, 515–522. [Google Scholar] [CrossRef]
- De Oliveira, R.R.; Pedroza, R.H.P.; Sousa, A.O.; Lima, K.M.; de Juan, A. Process modeling & control applied to real-time monitoring of distillation processes by near-infrared spectroscopy. Anal. Chim. Acta 2017, 985, 41–53. [Google Scholar]
- Windig, W.; Guilment, J. Interactive self-modeling mixture analysis. Anal. Chem. 1991, 63, 1425–1432. [Google Scholar] [CrossRef]
- Uniacke-Lowe, T.; Fox, P.F. Chymosin, pepsins and other aspartyl proteinases: Structures, functions, catalytic mechanism and milk-clotting properties. In Cheese: Chemistry, Physics & Microbiology: General Aspects; Fox, P.F., McSweeney, P.L., Cogan, T.M., Guinee, T.P., Eds.; Elsevier: London, UK, 2017; pp. 69–113. [Google Scholar]
- Horne, D.S.; Davidson, C.M. Direct observation of decrease in size of casein micelles during the initial stages of renneting of skim milk. Int. Dairy J. 1993, 3, 61–71. [Google Scholar] [CrossRef]
- Ong, L.; Dagastine, R.R.; Kentish, S.E.; Gras, S.L. The effect of pH at renneting on the microstructure, composition and texture of Cheddar cheese. Food Res. Int. 2012, 48, 119–130. [Google Scholar] [CrossRef]
- Jackson, J.E. A User’s Guide to Principal Components; John Wiley & Sons, Inc.: New York, NY, USA, 1991; pp. 26–62. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Batch | Sample ID | Temperature (°C) | Fat Content (g/100 mL) | pH |
|---|---|---|---|---|
| NOC1 | T30 F0.10 pH6.5 | 30 | 0.10 | 6.5 |
| NOC2 | T35 F0.10 pH6.3 | 35 | 0.10 | 6.3 |
| NOC3 | T35 F0.10 pH6.7 | 35 | 0.10 | 6.7 |
| NOC4 | T40 F0.10 pH6.5 | 40 | 0.10 | 6.5 |
| NOC5 | T30 F2.55 pH6.3 | 30 | 2.55 | 6.3 |
| NOC6 | T30 F2.55 pH6.7 | 30 | 2.55 | 6.7 |
| NOC7 | T40 F2.55 pH6.3 | 40 | 2.55 | 6.3 |
| NOC8 | T40 F2.55 pH6.7 | 40 | 2.55 | 6.7 |
| NOC9 | T30 F5.00 pH6.5 | 30 | 5.00 | 6.5 |
| NOC10 | T35 F5.00 pH6.3 | 35 | 5.00 | 6.3 |
| NOC11 | T35 F5.00 pH6.7 | 35 | 5.00 | 6.7 |
| NOC12 | T40 F5.00 pH6.5 | 40 | 5.00 | 6.5 |
| NOC13 * | T35 F2.55 pH6.5 | 35 | 2.55 | 6.5 |
| Batch | Sample ID | CP2 (min) | AT_G′ (min) |
|---|---|---|---|
| NOC1 | T30 F0.10 pH6.5 | 14.5 | 18.9 |
| NOC2 | T35 F0.10 pH6.3 | 6.0 | 7.9 |
| NOC3 | T35 F0.10 pH6.7 | 9.0 | 13.3 |
| NOC4 | T40 F0.10 pH6.5 | 8.0 | 11.2 |
| NOC5 | T30 F2.55 pH6.3 | 7.3 | 10.0 |
| NOC6 | T30 F2.55 pH6.7 | 17.0 | 19.4 |
| NOC7 | T40 F2.55 pH6.3 | 6.5 | 8.8 |
| NOC8 | T40 F2.55 pH6.7 | 7.0 | 9.5 |
| NOC9 | T30 F5.00 pH6.5 | 8.3 | 13.1 |
| NOC10 | T35 F5.00 pH6.3 | 8.0 | 11.0 |
| NOC11 | T35 F5.00 pH6.7 | 8.5 | 13.7 |
| NOC12 | T40 F5.00 pH6.5 | 5.5 | 6.8 |
| NOC13a | T35 F2.55 pH6.5 | 5.8 | 8.9 |
| NOC13b | T35 F2.55 pH6.5 | 7.5 | 9.8 |
| NOC13c | T35 F2.55 pH6.5 | 7.0 | 9.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grassi, S.; Strani, L.; Casiraghi, E.; Alamprese, C. Control and Monitoring of Milk Renneting Using FT-NIR Spectroscopy as a Process Analytical Technology Tool. Foods 2019, 8, 405. https://doi.org/10.3390/foods8090405
Grassi S, Strani L, Casiraghi E, Alamprese C. Control and Monitoring of Milk Renneting Using FT-NIR Spectroscopy as a Process Analytical Technology Tool. Foods. 2019; 8(9):405. https://doi.org/10.3390/foods8090405
Chicago/Turabian StyleGrassi, Silvia, Lorenzo Strani, Ernestina Casiraghi, and Cristina Alamprese. 2019. "Control and Monitoring of Milk Renneting Using FT-NIR Spectroscopy as a Process Analytical Technology Tool" Foods 8, no. 9: 405. https://doi.org/10.3390/foods8090405