
Modeling and Simulation of 3D Food Printing Systems—Scope, Advances, and Challenges
 ,
,
Abstract
:1. Introduction
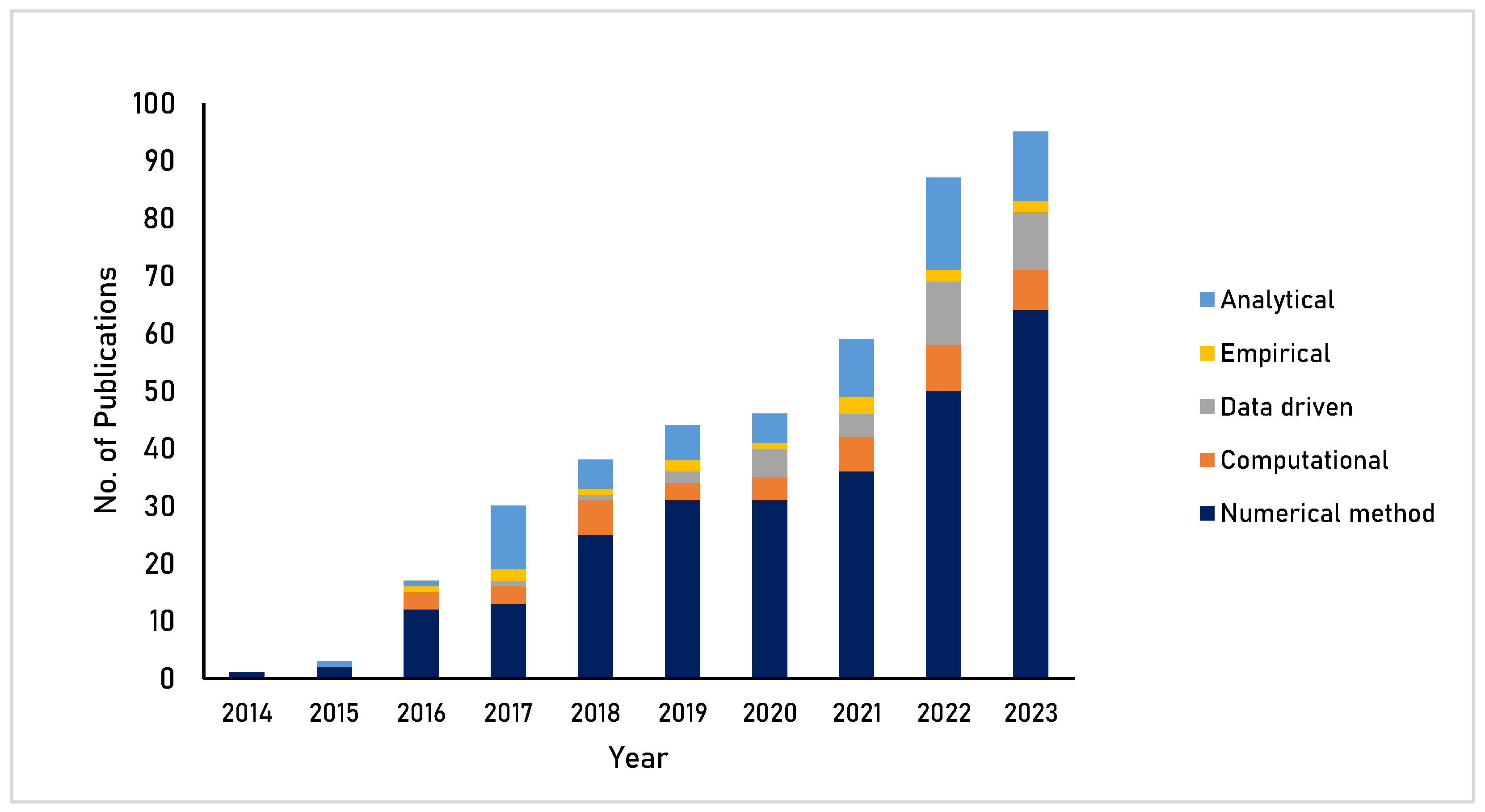
2. Summary of Studies on Modeling and Simulation of Food 3D Printing Processes
3. Methods of Simulation
3.1. Mechanistic Modeling
3.1.1. Analytical Modeling
3.1.2. Numerical/Computational Modeling
3.2. Data-Driven Modeling
3.2.1. Artificial Neural Networks
3.2.2. Machine Learning
3.2.3. Fuzzy Systems
3.3. Integrated Modeling Approaches
4. Applications of Simulation Tools in 3D Food Printing
4.1. Optimization of Material Supply
4.2. Design of 3D Printer
4.3. Texture Modification (Hardness-Targeted Designs)
4.4. Post-Printing Stability
5. Challenges and Directions for Future Research
- Dynamic changes in material properties and process conditions: biomaterials often undergo dynamic changes in their properties upon the application of shearing or compression during the process. This limits the applicability of using mathematical predictive models, as the decision-making becomes complex due to the process dynamics. In such cases, the dynamic changes in the material supply properties that affect the processing conditions need to be considered in the model to minimize errors in decision-making.
- Uncertainties in decision-making: the behavior or processes defined within the model and the assumptions made in the model determine the uncertainties in any decision-making process involving modeling/simulation tools. Thus, it is important to fully understand the system behavior and underlying physics to represent a 3D printing system as a real-world system, minimizing the assumptions that contribute to such uncertainties.
- Scaling up the technology: material supply properties, food supply chain factors, and a lack of knowledge about high-capacity 3D printers all influence the widespread adoption of 3D printing technology. Simulation tools will be used to determine the required rate of shear or compression on a specific type of material supply. This would aid in the development of a printer capable of printing materials based on their basic material supply properties. Integrating 3D printing systems with real-time human–computer interaction tools has the scope of being a potential solution for scaling up the technology. For example, Ninyawee et al. [63] presented the concept of integrating a brain–computer interface with 3D food fabrication systems by training the system using a machine learning classifier-based emotion recognition system. These machine-learning models have presented about 59.87% valence accuracy and 61.10% arousal accuracy during real-time classification. In addition, business models are considered to assess the financial viability of the technology. These approaches need to be investigated further in order to optimize a viable solution for commercializing the technology.
- Computational challenges: often, simulation studies handle huge volumes of data and demand high computational resources. This also includes the demand for highly skilled professionals to handle them. For instance, a strong understanding of the underlying phenomena is mandatory to ascertain the governing equations, solver settings, and a range of other test conditions. The potential of modeling and simulation tools can be potentially improved by established technologies such as big data, artificial intelligence, cloud computing, the Internet of Things, and supercomputer architectures. Integrating artificial intelligence–machine learning technologies with 3D printing will be useful in developing personalized foods according to individual consumer needs [64]. The applicability of these technologies to develop simulation tools for complex operations in 3D printing processes can be explored.
- Assumptions: models developed to mimic real-world systems frequently make numerous assumptions to create a simplified form of the model that can be analyzed without the use of high-end software/computers. This can reduce the precision of the model. Even if the assumptions cannot be eliminated, the assumptions made on major influencing factors must be identified and eliminated to improve the model’s prediction efficiency.
- Model reusability and adaptability: the models developed need to have the flexibility of reuse for similar geometries and printing conditions. This can be achieved by developing integrated models that can produce reliable results. The choice of working with 2D or 3D models will always have a significant impact—the processes cannot be oversimplified or underestimated. Also, while the developer can work on various CFD codes and modeling tools, the end-user would find it beneficial when these concepts are translated to conveniently usable software with suitable user interfacing.
- Model validation: all models developed to simulate the 3D printing process must be validated, either experimentally or by feeding an unknown input data set to a data-driven modeling algorithm to derive the output data. The validation shall provide the model’s prediction efficiency and define the model’s adaptability in real-world systems.
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Raja, V.; Moses, J.A.; Anandharamakrishnan, C. Effect of 3D Printing Conditions and Post-Printing Fermentation on Pearl Millet Fortified Idli. J. Sci. Food Agric. 2023, 103, 2401–2412. [Google Scholar] [CrossRef]
- Wilson, A.; Anukiruthika, T.; Moses, J.A.; Anandharamakrishnan, C. Customized Shapes for Chicken Meat–Based Products: Feasibility Study on 3D-Printed Nuggets. Food Bioprocess Technol. 2020, 13, 1968–1983. [Google Scholar] [CrossRef]
- Kavimughil, M.; Leena, M.M.; Moses, J.A.; Anandharamakrishnan, C. 3D Printed MCT Oleogel as a Co-Delivery Carrier for Curcumin and Resveratrol. Biomaterials 2022, 287, 121616. [Google Scholar] [CrossRef]
- Nida, S.; Moses, J.A.; Anandharamakrishnan, C. 3D Printed Food Package Casings from Sugarcane Bagasse: A Waste Valorization Study. Biomass Convers. Biorefinery 2021. [Google Scholar] [CrossRef]
- Nachal, N.; Moses, J.A.; Karthik, P.; Anandharamakrishnan, C. Applications of 3D Printing in Food Processing. Food Eng. Rev. 2019, 11, 123–141. [Google Scholar] [CrossRef]
- Zohdi, T.I. Dynamic Thermomechanical Modeling and Simulation of the Design of Rapid Free-Form 3D Printing Processes with Evolutionary Machine Learning. Comput. Methods Appl. Mech. Eng. 2018, 331, 343–362. [Google Scholar] [CrossRef]
- Perrot, A.; Pierre, A.; Nerella, V.N.; Wolfs, R.J.M.; Keita, E.; Nair, S.A.O.; Neithalath, N.; Roussel, N.; Mechtcherine, V. From Analytical Methods to Numerical Simulations: A Process Engineering Toolbox for 3D Concrete Printing. Cem. Concr. Compos. 2021, 122, 104164. [Google Scholar] [CrossRef]
- Siacor, F.D.C.; Chen, Q.; Zhao, J.Y.; Han, L.; Valino, A.D.; Taboada, E.B.; Caldona, E.B.; Advincula, R.C. On the Additive Manufacturing (3D Printing) of Viscoelastic Materials and Flow Behavior: From Composites to Food Manufacturing. Addit. Manuf. 2021, 45, 102043. [Google Scholar] [CrossRef]
- Göhl, J.; Markstedt, K.; Mark, A.; Håkansson, K.; Gatenholm, P.; Edelvik, F. Simulations of 3D Bioprinting: Predicting Bioprintability of Nanofibrillar Inks. Biofabrication 2018, 10, 034105. [Google Scholar] [CrossRef]
- Banga, J.R.; Balsa-Canto, E.; Moles, C.G.; Alonso, A.A. Improving Food Processing Using Modern Optimization Methods. Trends Food Sci. Technol. 2003, 14, 131–144. [Google Scholar] [CrossRef]
- Puri, V.M.; Anantheswaran, R.C. The Finite-Element Method in Food Processing: A Review. J. Food Eng. 1993, 19, 247–274. [Google Scholar] [CrossRef]
- Ruiz-López, I.I.; Ruiz-Espinosa, H.; Arellanes-Lozada, P.; Bárcenas-Pozos, M.E.; García-Alvarado, M.A. Analytical Model for Variable Moisture Diffusivity Estimation and Drying Simulation of Shrinkable Food Products. J. Food Eng. 2012, 108, 427–435. [Google Scholar] [CrossRef]
- Percoco, G.; Arleo, L.; Stano, G.; Bottiglione, F. Analytical Model to Predict the Extrusion Force as a Function of the Layer Height, in Extrusion Based 3D Printing. Addit. Manuf. 2021, 38, 101791. [Google Scholar] [CrossRef]
- Lin, E.; Li, Y.; Ortiz, C.; Boyce, M.C. 3D Printed, Bio-Inspired Prototypes and Analytical Models for Structured Suture Interfaces with Geometrically-Tuned Deformation and Failure Behavior. J. Mech. Phys. Solids 2014, 73, 166–182. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, Y.; Lee, T.I.; Kim, T.S.; Ryu, S. An Extended Analytic Model for the Elastic Properties of Platelet-Staggered Composites and Its Application to 3D Printed Structures. Compos. Struct. 2018, 189, 27–36. [Google Scholar] [CrossRef]
- Vancauwenberghe, V.; Delele, M.A.; Vanbiervliet, J.; Aregawi, W.; Verboven, P.; Lammertyn, J.; Nicolaï, B. Model-Based Design and Validation of Food Texture of 3D Printed Pectin-Based Food Simulants. J. Food Eng. 2018, 231, 72–82. [Google Scholar] [CrossRef]
- Wilms, P.; Daffner, K.; Kern, C.; Gras, S.L.; Schutyser, M.A.I.; Kohlus, R. Formulation Engineering of Food Systems for 3D-Printing Applications—A Review. Food Res. Int. 2021, 148, 110585. [Google Scholar] [CrossRef]
- Thangalakshmi, S.; Arora, V.K.; Kaur, B.P.; Malakar, S. Investigation on Rice Flour and Jaggery Paste as Food Material for Extrusion-Based 3D Printing. J. Food Process. Preserv. 2021, 45, e15375. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, M.; Bhandari, B. Model Building and Slicing in Food 3D Printing Processes: A Review. Compr. Rev. Food Sci. Food Saf. 2019, 18, 1052–1069. [Google Scholar] [CrossRef]
- Oyinloye, T.M.; Yoon, W.B. Investigation of Flow Field, Die Swelling, and Residual Stress in 3D Printing of Surimi Paste Using the Finite Element Method. Innov. Food Sci. Emerg. Technol. 2022, 78, 103008. [Google Scholar] [CrossRef]
- Jonkers, N.; van Dommelen, J.A.W.; Geers, M.G.D. Experimental Characterization and Modeling of the Mechanical Behavior of Brittle 3D Printed Food. J. Food Eng. 2020, 278, 109941. [Google Scholar] [CrossRef]
- Wang, S.; Ma, Y.; Deng, Z.; Zhang, K.; Dai, S. Implementation of an Elastoplastic Constitutive Model for 3D-Printed Materials Fabricated by Stereolithography. Addit. Manuf. 2020, 33, 101104. [Google Scholar] [CrossRef]
- Jonkers, N.; van Dommelen, J.A.W.; Geers, M.G.D. An Anisotropic Elasto-Viscoplastic-Damage Model for Selective Laser Sintered Food. Eng. Fract. Mech. 2022, 266, 108368. [Google Scholar] [CrossRef]
- De Bar, V.R. Characterization and Modeling of the Influence of Moisture on the Mechanical Behavior of SLS Printed Food. Master Thesis, Eindhoven University of Technology, Eindhoven, the Netherlands, 10 August 2021. [Google Scholar]
- Yang, F.; Guo, C.; Zhang, M.; Bhandari, B.; Liu, Y. Improving 3D Printing Process of Lemon Juice Gel Based on Fluid Flow Numerical Simulation. LWT 2019, 102, 89–99. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, N.; Wei, W.; Hu, X.; Tan, Y.; Yu, Y.; Deng, Y.; Bi, C.; Zhang, L.; Zhang, H. Assessing the Dynamic Extrusion-Based 3D Printing Process for Power-Law Fluid Using Numerical Simulation. J. Food Eng. 2020, 275, 109861. [Google Scholar] [CrossRef]
- Bertevas, E.; Férec, J.; Khoo, B.C.; Ausias, G.; Phan-Thien, N. Smoothed Particle Hydrodynamics (SPH) Modeling of Fiber Orientation in a 3D Printing Process. Phys. Fluids 2018, 30, 103103. [Google Scholar] [CrossRef]
- Makino, M.; Fukuzawa, D.; Murashima, T.; Furukawa, H. Simulation of 3D Food Printing Extrusion and Deposition. In Proceedings of the Nanosensors, Biosensors, Info-Tech Sensors and 3D Systems, Portland, OR, USA, 17 April 2017; Volume 10167, pp. 209–214. [Google Scholar]
- Solle, D.; Hitzmann, B.; Herwig, C.; Pereira Remelhe, M.; Ulonska, S.; Wuerth, L.; Prata, A.; Steckenreiter, T. Between the Poles of Data-Driven and Mechanistic Modeling for Process Operation. Chemie Ing. Tech. 2017, 89, 542–561. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, M.; Chen, H. Suitability of Low-Field Nuclear Magnetic Resonance (LF-NMR) Combining with Back Propagation Artificial Neural Network (BP-ANN) to Predict Printability of Polysaccharide Hydrogels 3D Printing. Int. J. Food Sci. Technol. 2021, 56, 2264–2272. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, M.; Yang, C. hui Comparative Analysis of 3D Printability and Rheological Properties of Surimi Gels via LF-NMR and Dielectric Characteristics. J. Food Eng. 2021, 292, 110278. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, Q.; Wei, S.; Xia, Q.; Pan, Y.; Liu, S.; Ji, H.; Deng, C.; Hao, J. LF-NMR as a Tool for Predicting the 3D Printability of Surimi-Starch Systems. Food Chem. 2022, 374, 131727. [Google Scholar] [CrossRef]
- Sai, T.; Pathak, V.K.; Srivastava, A.K. Modeling and Optimization of Fused Deposition Modeling (FDM) Process through Printing PLA Implants Using Adaptive Neuro-Fuzzy Inference System (ANFIS) Model and Whale Optimization Algorithm. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–19. [Google Scholar] [CrossRef]
- Du, Y.; Mukherjee, T.; DebRoy, T. Physics-Informed Machine Learning and Mechanistic Modeling of Additive Manufacturing to Reduce Defects. Appl. Mater. Today 2021, 24, 101123. [Google Scholar] [CrossRef]
- Baturynska, I.; Semeniuta, O.; Martinsen, K. Optimization of Process Parameters for Powder Bed Fusion Additive Manufacturing by Combination of Machine Learning and Finite Element Method: A Conceptual Framework. Procedia CIRP 2018, 67, 227–232. [Google Scholar] [CrossRef]
- Golzar, H.; Wu, Y.; Ganguly, S.; Tang, X. (Shirley) Micro-Extrusion 3D Printing of Articular Cartilage Substitutes with a Multizonal Structure Using Hydrophilic and Rapidly Curing Silicone-Based Ink Materials. Addit. Manuf. 2023, 73, 103691. [Google Scholar] [CrossRef]
- Popescu, O.; Popescu, D.C.; Wilder, J.; Karwe, M.V. A New Approach to Modeling and Control of a Food Extrusion Process Using Artificial Neural Network and an Expert System. J. Food Process Eng. 2001, 24, 17–36. [Google Scholar] [CrossRef]
- Manepalli, P.H.; Dogan, H.; Mathew, J.M.; Alavi, S. Mathematical Modeling of Flow Behavior and Cell Structure Formation during Extrusion of Starchy Melts. J. Food Eng. 2017, 198, 7–16. [Google Scholar] [CrossRef]
- Sarghini, F.; Romano, A.; Masi, P. Experimental Analysis and Numerical Simulation of Pasta Dough Extrusion Process. J. Food Eng. 2016, 176, 56–70. [Google Scholar] [CrossRef]
- Ma, Y.; Schutyser, M.A.I.; Boom, R.M.; Zhang, L. Predicting the Extrudability of Complex Food Materials during 3D Printing Based on Image Analysis and Gray-Box Data-Driven Modelling. Innov. Food Sci. Emerg. Technol. 2021, 73, 102764. [Google Scholar] [CrossRef]
- Oyinloye, T.M.; Yoon, W.B. Application of Computational Fluid Dynamics (CFD) in the Deposition Process and Printability Assessment of 3D Printing Using Rice Paste. Processes 2022, 10, 68. [Google Scholar] [CrossRef]
- Kim, N.P.; Eo, J.S.; Cho, D. Optimization of Piston Type Extrusion (PTE) Techniques for 3D Printed Food. J. Food Eng. 2018, 235, 41–49. [Google Scholar] [CrossRef]
- Bareen, M.A.; Joshi, S.; Sahu, J.K.; Prakash, S.; Bhandari, B. Correlating Process Parameters and Print Accuracy of 3D-Printable Heat Acid Coagulated Milk Semisolids and Polyol Matrix: Implications for Testing Methods. Food Res. Int. 2023, 167, 112661. [Google Scholar] [CrossRef] [PubMed]
- Guo, C.; Zhang, M.; Devahastin, S. 3D Extrusion-Based Printability Evaluation of Selected Cereal Grains by Computational Fluid Dynamic Simulation. J. Food Eng. 2020, 286, 110113. [Google Scholar] [CrossRef]
- Cui, Y.; Li, C.; Guo, Y.; Liu, X.; Zhu, F.; Liu, Z.; Liu, X.; Yang, F. Rheological & 3D Printing Properties of Potato Starch Composite Gels. J. Food Eng. 2022, 313, 110756. [Google Scholar] [CrossRef]
- Oyinloye, T.M.; Yoon, W.B. Stability of 3D Printing Using a Mixture of Pea Protein and Alginate: Precision and Application of Additive Layer Manufacturing Simulation Approach for Stress Distribution. J. Food Eng. 2020, 288, 110127. [Google Scholar] [CrossRef]
- Piovesan, A.; Vancauwenberghe, V.; Aregawi, W.; Delele, M.A.; Bongaers, E.; de Schipper, M.; van Bommel, K.; Noort, M.; Verboven, P.; Nicolai, B. Designing Mechanical Properties of 3d Printed Cookies through Computer Aided Engineering. Foods 2020, 9, 1804. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, M.; Bhandari, B.; Devahastin, S. Investigation on Simultaneous Change of Deformation, Color and Aroma of 4D Printed Starch-Based Pastes from Fruit and Vegetable as Induced by Microwave. Food Res. Int. 2022, 157, 111214. [Google Scholar] [CrossRef]
- Guo, C.F.; Zhang, M.; Bhandari, B. A Comparative Study between Syringe-Based and Screw-Based 3D Food Printers by Computational Simulation. Comput. Electron. Agric. 2019, 162, 397–404. [Google Scholar] [CrossRef]
- Ma, Y.; Potappel, J.; Chauhan, A.; Schutyser, M.A.I.; Boom, R.M.; Zhang, L. Improving 3D Food Printing Performance Using Computer Vision and Feedforward Nozzle Motion Control. J. Food Eng. 2023, 339, 111277. [Google Scholar] [CrossRef]
- Rando, P.; Ramaioli, M. Food 3D Printing: Effect of Heat Transfer on Print Stability of Chocolate. J. Food Eng. 2021, 294, 110415. [Google Scholar] [CrossRef]
- Tong, Q.; Meng, Y.; Tong, Y.; Wang, D.; Dong, X. The Effect of Nozzle Temperature on the Low-Temperature Printing Performance of Low-Viscosity Food Ink. Foods 2023, 12, 2666. [Google Scholar] [CrossRef]
- Ma, Y.; Zhang, L. Formulated Food Inks for Extrusion-Based 3D Printing of Personalized Foods: A Mini Review. Curr. Opin. Food Sci. 2022, 44, 100803. [Google Scholar] [CrossRef]
- Al Abadi, H.; Thai, H.; Paton-cole, V.; Patel, V.I. Elastic Properties of 3D Printed Fibre-Reinforced Structures. Compos. Struct. 2018, 193, 8–18. [Google Scholar] [CrossRef]
- Naghieh, S.; Karamooz-Ravari, M.R.; Sarker, M.; Karki, E.; Chen, X. Influence of Crosslinking on the Mechanical Behavior of 3D Printed Alginate Scaffolds: Experimental and Numerical Approaches. J. Mech. Behav. Biomed. Mater. 2018, 80, 111–118. [Google Scholar] [CrossRef] [PubMed]
- Fahmy, A.R.; Jekle, M.; Becker, T. Texture Modulation of Starch-Based Closed-Cell Foams Using 3D Printing: Deformation Behavior beyond the Elastic Regime. J. Texture Stud. 2023, 54, 153–169. [Google Scholar] [CrossRef] [PubMed]
- Fahmy, A.R.; Vogt, U.T.; Jekle, M.; Becker, T. Hardness Targeted Design and Modulation of Food Textures in the Elastic-Regime Using 3D Printing of Closed-Cell Foams in Point Lattice Systems. J. Food Eng. 2022, 320, 110942. [Google Scholar] [CrossRef]
- Bareen, M.A.; Sahu, J.K.; Prakash, S.; Bhandari, B. A Novel Approach to Produce Ready-to-Eat Sweetmeats with Variable Textures Using 3D Printing. J. Food Eng. 2023, 344, 111410. [Google Scholar] [CrossRef]
- Theagarajan, R.; Nimbkar, S.; Moses, J.A.; Anandharamakrishnan, C. Effect of Post-Processing Treatments on the Quality of Three-Dimensional Printed Rice Starch Constructs. J. Food Process Eng. 2021, 44, e13772. [Google Scholar] [CrossRef]
- Hu, F.; Mikolajczyk, T.; Pimenov, D.Y.; Gupta, M.K. Extrusion-Based 3d Printing of Ceramic Pastes: Mathematical Modeling and in Situ Shaping Retention Approach. Materials 2021, 14, 1137. [Google Scholar] [CrossRef]
- Huang, J.; Xia, S.; Li, Z.; Wu, X.; Ren, J. Applications of Four-Dimensional Printing in Emerging Directions: Review and Prospects. J. Mater. Sci. Technol. 2021, 91, 105–120. [Google Scholar] [CrossRef]
- Serjouei, A.; Yousefi, A.; Jenaki, A.; Bodaghi, M.; Mehrpouya, M. 4D Printed Shape Memory Sandwich Structures: Experimental Analysis and Numerical Modeling. Smart Mater. Struct. 2022, 31, 055014. [Google Scholar] [CrossRef]
- Ninyawee, N.; Thintawornkul, T.; Pataranutaporn, P.; Ngamarunchot, B.; Itthipuripat, S.S.; Wilaiprasitporn, T.; Promnara, K.; Ngamkajornwiwat, P.; Surareungchai, W. Making Food with the Mind: Integrating Brain-Computer Interface and 3D Food Fabrication. Adv. Intell. Syst. Comput. 2020, 1069, 239–247. [Google Scholar] [CrossRef]
- Bedoya, M.G.; Montoya, D.R.; Tabilo-Munizaga, G.; Pérez-Won, M.; Lemus-Mondaca, R. Promising Perspectives on Novel Protein Food Sources Combining Artificial Intelligence and 3D Food Printing for Food Industry. Trends Food Sci. Technol. 2022, 128, 38–52. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Application | Material Supply | 3D Printer Type/Configuration | Modeling Approach | Software Used | Key Findings | Reference |
|---|---|---|---|---|---|---|
| Optimization of 3D printing parameters | Ketchup, chocolate pudding, peanut butter, mayonnaise, jam | Piston-type extrusion | Mathematical Modeling | - | Extending the application of the modified Hagen–Poisuille equation to thixotropic materials; A 3% deviation between the experimental volumetric discharge and the value obtained by the theoretical equation | [42] |
| Heat acid coagulated milk semisolids and polyol matrix | Syringe-type extrusion | Finite element method | ANSYS POLYFLOW® (ver. 18.1) | A correlation between printing parameters and flow field characteristics was established; A mathematical model to predict shear rate, pressure, and velocity inside the flow channel for the prediction of other printing parameters | [43] | |
| Assessment of printability of material supply | Black rice, Job’s tear seeds, mung bean, brown rice, and buckwheat | Piston-type extrusion | Computational fluid dynamics (Finite element method) | ANSYS POLYFLOW ® (ver. 18.1) | Computational simulation coupled with the Bird–Carreau model effectively represented the flow behavior of grains under extrusion; Simulated results indicate piston pressure is the criteria for evaluation of printability | [44] |
| A combination of wheat flour, sugar, butter, water, and potato granules | Piston-type extruder | Computational fluid dynamics (Finite element method) | POLYFLOW | Pressure in the flow field is directly proportional to the consistency index and indirectly, non-linearly proportional to the flow behavior index | [26] | |
| Potato starch, sodium alginate, xanthan gum, water | Computational fluid dynamics (Finite volume method) | OpenFOAM (ver. 18.06) | Lower velocity at the junction of cylinder and nozzle which indicates accumulation of material; Visualization of dynamic changes in rheological properties of material supply during printing | [45] | ||
| Sodium alginate and pea protein | Extrusion | Finite element method | COMSOL ® (ver. 3.5) | Temperature field distribution, residual stress, and total deformation were dependent on deposit thickness; With additive layer manufacturing simulation, optimum printing conditions can be achieved efficiently compared to standard printing | [46] | |
| Prediction of textural properties | Cookie dough | Finite element method | COMSOL® (ver. 4.3) | Establishment of the relationship between Young’s modulus and honeycomb structure parameters of 3D printed cookies; Wall thickness, cell size, and overall porosity emerged as tunable design parameters | [47] | |
| Prediction of post-processing behavior | Yellow peach-buckwheat paste | Syringe-based extrusion | Finite element method | COMSOL® (ver. 4.3a) | The simulated surface temperature distribution agrees well with the one obtained by the thermal imager; Formation of the hot spot at the gap between the petal and stamen of the model results in a large strain responsible for 4th-dimensional change; Layer-by-layer structure of 3D printed construct must be taken into consideration while building a model for simulation | [48] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raja, V.; Nimbkar, S.; Moses, J.A.; Ramachandran Nair, S.V.; Anandharamakrishnan, C. Modeling and Simulation of 3D Food Printing Systems—Scope, Advances, and Challenges. Foods 2023, 12, 3412. https://doi.org/10.3390/foods12183412
Raja V, Nimbkar S, Moses JA, Ramachandran Nair SV, Anandharamakrishnan C. Modeling and Simulation of 3D Food Printing Systems—Scope, Advances, and Challenges. Foods. 2023; 12(18):3412. https://doi.org/10.3390/foods12183412
Chicago/Turabian StyleRaja, Vijayakumar, Shubham Nimbkar, Jeyan Arthur Moses, Sinija Vadakkepulppara Ramachandran Nair, and Chinnaswamy Anandharamakrishnan. 2023. "Modeling and Simulation of 3D Food Printing Systems—Scope, Advances, and Challenges" Foods 12, no. 18: 3412. https://doi.org/10.3390/foods12183412