3.1. Prototype of an Innovative Vacuum Dryer with an Ejector System
The prototype of an innovative vacuum dryer with an ejector system consists of a cylindrical chamber and an ejector system (
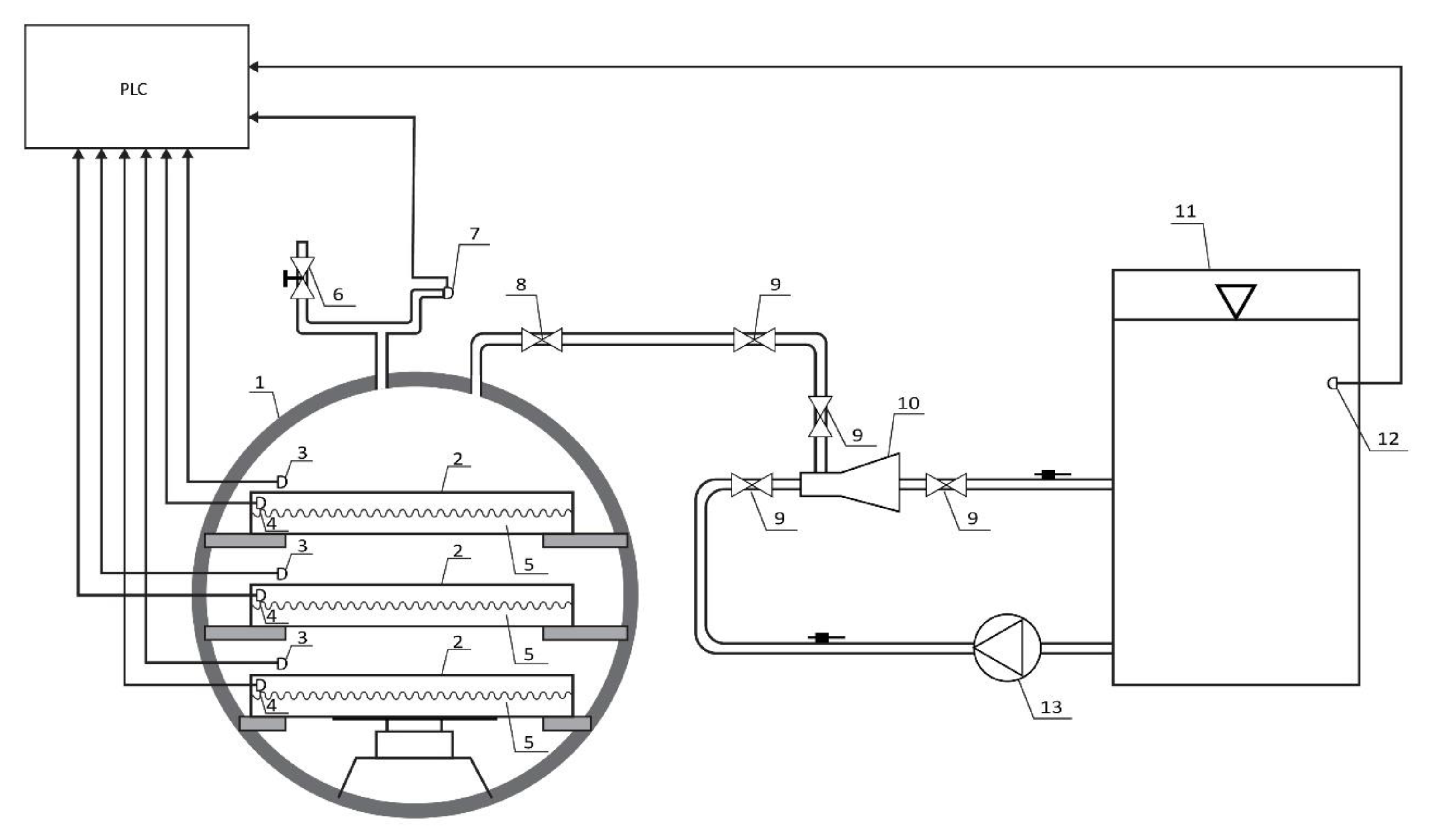
Figure 1 and
Figure 2). The chamber, dimensions of φ600 mm and a wall thickness of 4 mm, is made of stainless steel. The chamber door is made of the same material with dimensions of φ600 mm and has embedded glass with dimensions of φ100 mm in order to facilitate visual control of the drying process. The drying chamber is equipped with heating plates with dimensions 500 × 400 mm made of technical aluminum with embedded heaters with a power of 200 W, which enable the heating of material up to 80 °C.
The ejector system consists of an ejector, a centrifugal pump, a pipe and a water cooling tank. The four-stage centrifugal pump (model CR5-12, manufactured by Grundfos from Denmark) could achieve an overpressure of 0.572 MPa (5.72 bar), which allows the flow of water in the ejector to be around 10 m3/h. The tank contains 120 L of cold water up to 5 °C. During drying, the water in the tank is cooled by a tubular heat exchanger that is built into the tank and through which the cooling fluid (freon) flows.
The prototype of the innovative vacuum dryer with an ejector system is equipped with a programmable logic controller (PLC), which enables automatic control of the drying process. The PLC has the ability to measure and memorize absolute pressure, tank water temperature, temperature of heat plates and temperature of samples. Pressure is measured using a pressure measuring sensor (model GRQ000A00, Georgin, France), tank water temperature using a temperature measuring sensor (model TS-01_PT100, Nigos, Nis, Serbia), temperature of hot plates and temperature of a sample dried using a temperature measuring sensor (model TS-03_PT100, Nigos). The ejector system and the heater are controlled by the PLC, so that an absolute pressure of 20 mbar could be achieved in the working chamber and the set value of the heating plate temperature could be maintained during drying.
The most important technical characteristics of the device are the operating temperature range of 20 to 80 °C, the operating pressure range of 20–1000 mbar, the maximum mass of the drying sample of 5 kg, the sensitivity of the temperature measuring sensor ±0.3 °C, and the sensitivity of the pressure measuring sensor ±0.5 mbar.
A centrifugal pump takes water from the pre-cooled water tank to a temperature of 5 °C and directs it through the pipe into the ejector. The water goes through the ejector, i.e., through the venturi, whereby it gains acceleration and, according to Bernoulli’s law, reduces the pressure in the chamber in which the sample is dried at a given temperature. By reducing the pressure in the chamber, i.e., by achieving a vacuum, the evaporation of water from the dried raw material is accelerated. The released water vapor is removed by an ejector by mixing the vapor with water, which flows through the ejector. The mixture of water and steam enters through a pipe into the cooled water tank, where the steam condenses. The centrifugal pump constantly takes water from the tank, and thus the drying cycle takes place continuously. The temperature of the water in the tank must not exceed 5 °C in order to ensure constant operating conditions for the ejector system, as the vacuum is disturbed when the temperature of the cooling fluid increases.
The main advantages of the prototype of the innovative vacuum dryer with an ejector system compared to the vacuum dryer with a vacuum pump are:
- -
Significantly less investment in equipment, as there is no need for a condenser and a vacuum pump to achieve a vacuum. An ejector system has been applied, which requires significantly less investment in terms of equipment.
- -
Significantly lower equipment maintenance costs since the ejector system has no moving parts.
The main disadvantage of this prototype is the limited capacity of the device, so it cannot be used for mass production but is primarily intended for the production of small quantities of top-quality dried fruit. The capacity of the dryer is limited due to the impossibility of continuous production and the construction problems of maintaining a vacuum in large vessels.
The prototype of the innovative vacuum dryer with an ejector system is shown in
Figure 2, and samples of stone fruit dried with the vacuum dryer with an ejector system are shown in
Figure 3.
3.2. Comparative Analysis of the Physical, Chemical and Biological Properties of Fruit Dried Using a Vacuum Dryer with a Vacuum Pump or an Ejector System
Sour cherries have been recognized as excellent sources of numerous healthy ingredients, such as phenolic compounds and particularly significant anthocyanin content. Phenol carboxylic acids, flavanols and their derivatives are the most abundant antioxidant compounds present in sour cherries [
36]. Besides providing the dark red color of fruits, anthocyanins possess strong antioxidant capacity and, accordingly, may achieve significant health benefits [
37,
38]. The quite rich content of the mentioned biologically active compounds with a wide range of significant functional properties, together with tempting sensory attributes, make sour cherries one of the most interesting and studied raw materials in recent years [
39]. Numerous suitable kinds of processing and preservation methods could be applied in order to maintain the appropriate quality characteristics of various seasonal stone fruits and allow their availability on the market throughout the year [
12]. As a fruit species mostly intended for industrial production, sour cherries are rarely consumed fresh, so the vast majority are processed into a wide range of products, such as juice, jelly, jam, marmalade, puree and alcoholic drinks. They can be dried, canned, frozen or used as an ingredient in the production of confectionery items [
40,
41,
42]. Raw sour cherry samples were analyzed, and the following results were obtained: MC 84.10%; a
w 0.930; SF 249 g; PF 98 g; TPC 2812 mg GAE/100 g DW; TFC 2364 mg CE/100 g DW; TMAC 903 mg CGE/100 g DW; FRAP 28.22 mg Fe
2+/g DW; DPPH 40.02 mg Trolox/g DW; ABTS 112.00 mg Trolox/g DW.
3.2.1. Physical Characteristics of Dried Sour Cherry Samples
All physical characteristics of dried sour cherry samples are presented in
Table 3. The moisture content in sour cherry samples dried at higher applied temperatures (60, 70 and 80 °C) was higher in samples dried in a vacuum dryer with a vacuum pump (VD-P) compared to samples dried in a prototype of an innovative vacuum dryer with an ejector system (VD-E). In sour cherry samples dried at lower applied temperatures (40 and 50 °C), moisture content was higher in samples dried in VD-E at the level of statistical significance (
p < 0.05). Based on the results of moisture content obtained in this study, it was noticed that all dried sour cherry samples in both VD-P and VD-E meet the requirements of quality and safety according to which dried fruit must not contain more than 27% water (Official Gazette of SFRY, 1/79) [
43], which was very important to see the similarities of the samples dried in both dryers.
According to the obtained aw values, it was noted that in the samples of sour cherries dried at all applied temperatures, a higher aw value was measured in the samples dried in VD-P compared to the samples dried in VD-E. These results indicate that, in terms of the investigated parameter, the aw value, the prototype of the innovative vacuum dryer with an ejector system gave better results compared to the vacuum dryer with a vacuum pump. It was noticed that in the case of dried sour cherry samples, all investigated samples met the requirements of quality and safety in terms of aw values.
Based on the obtained results of texture analysis, i.e., values for share and penetration force, it was noticed that the texture of sour cherry samples dried in VD-P and VD-E did not differ at the level of statistical significance (p < 0.05) for any value of investigated temperature, which indicates that in terms of the texture of the dried samples, the prototype of the innovative vacuum dryer with an ejector system resulted in the same good results as the vacuum dryer with a vacuum pump.
3.2.2. Chemical and Biological Characteristics of Dried Sour Cherry Samples
All the chemical and biological properties of dried sour cherry samples are presented in
Table 4 and
Table 5. Regarding the content of bioactive components in sour cherry dried samples, in all samples dried in VD-E, a higher content of total phenols was observed, while in terms of the content of total flavonoids and monomeric anthocyanins, better results were achieved, i.e., higher values of these components were obtained in samples of sour cherries dried in VD-P. In accordance with other results, the obtained results of antioxidant activity determined by FRAP, DPPH and ABTS assays indicate that the samples of sour cherries dried in VD-P and VD-E possess similar and satisfactory biological properties.
Unlike sour cherries, apricot fruits possess highly balanced sweetness and acidity induced by the content of sugars and organic acids, respectively, which contribute to their aromatic and rich taste [
44]. This stone fruit is distinguished by different shades of yellow and orange, which are derived from carotenoids, pigments naturally occurring in numerous fruits and vegetables [
45,
46]. Within the last decade, apricots have become a raw material of great interest in the scientific research field thanks to the presence of important beneficial nutrients and molecules with different bioactivities in humans, such as polyphenols, β-carotene, organic acids, mineral elements, and vitamins [
14,
21]. Apricots can be consumed fresh, dried or as an excellent starting raw material for processing into jams, jellies, juices, nectars and pulp [
47]. Due to the short shelf life of fresh apricots and the rapid ripening and softening of fruits, the majority of cultivated apricots have been consumed as dried fruits [
26]. Dried fruits represent relative concentrated forms of fresh fruits [
48], and in accordance with that, high-quality dried fruit completely requires fresh raw material with outstanding initial physico-chemical properties [
41]. Nowadays, consumer demands in terms of dried fruits, including apricots, are related to maintaining their rich nutritional value as much as possible and also ensuring high product safety during their shelf life [
49]. Generally, dried fruits are considered safe from the aspect of microbial contamination, especially in conditions of low water activity where the potential for food pathogen growth is limited [
50]. Raw apricot samples were analyzed, and the following results were obtained: MC 88.94%; a
w 0.927; SF 12.3 g; PF 212 g; TPC 327 mg GAE/100 g DW; TFC 471 mg CE/100 g DW; FRAP 2.9 mg Fe
2+/g DW; DPPH 9.73 mg Trolox/g DW; ABTS 9.01 mg Trolox/g DW.
3.2.3. Physical Characteristics of Dried Apricot Samples
The physical characteristics of dried apricot samples are presented in
Table 6. Moisture content in apricot samples dried at lower applied temperatures (50 and 60 °C) was higher in the samples dried in a vacuum dryer with a vacuum pump (VD-P) compared to samples dried in a prototype of an innovative vacuum dryer with an ejector system (E). In apricot samples dried at higher temperatures, moisture content was higher in samples dried in VD-E, but not at the level of statistical significance (
p < 0.05). In the study of Hussain and Yasmin [
51], a moisture content range between 10.61 and 15.10% was recorded in the investigated samples of different varieties of dried apricots. In addition, Witherspoon and Jackson [
52] showed moisture content in dried apricots between 10 and 25%. As in the case of sour cherries, the same was true of apricots: Based on the results of moisture content in this study, it was noticed that all samples of dried apricots in both VD-P and VD-E meet the quality and safety requirements for dried fruit, which should not contain more than 27% water [
43].
As in the case of moisture content, the a
w value of apricot samples dried at lower temperatures (50 and 60 °C) was higher in samples dried in VD-P compared to samples dried in VD-E. In addition, the a
w value of apricot samples dried at the highest applied temperature was higher in samples of apricots dried in VD-E compared to samples dried in VD-P. In apricot samples dried at 60 and 70 °C, the a
w value of the samples dried in VF-E was higher compared to the samples dried in VD-P, with no statistically significant difference between the samples dried at 70 °C. Considering that convectively dried fruit should be stored in the range of a
w values between 0.45 and 0.54, and lyophilized fruit between 0.46 and 0.63 [
6], it was concluded that all dried apricot samples investigated in this research meet these quality and safety requirements.
In addition, as in the case of dried sour cherry samples, it was noted that the texture (share and penetration force) of apricot samples dried in VD-P and VD-E did not differ at the level of statistical significance (p < 0.05) at all investigated drying temperatures (40–80 °C).
3.2.4. Chemical and Biological Characteristics of Dried Apricot Samples
The chemical and biological properties of dried apricot samples are presented in
Table 6. Regarding the content of bioactive components and antioxidant activity of dried apricot samples, it was noted that samples dried in VD-E at higher applied temperatures (60, 70 and 80 °C) possess a higher content of total phenols and higher antioxidant activity determined by FRAP and DPPH tests compared to samples dried in VD-P. In the apricot samples dried in VD-P, a higher content of flavonoids was obtained in all analyzed samples compared to samples of apricots dried in VD-E under the same conditions of temperature, pressure and time. A comparison of apricot samples dried at 40 and 60 °C in VD-P and VD-E did not show a significant difference (
p < 0.05) in the content of total flavonoids. The content of antioxidant activity determined by the DPPH assay in apricot samples dried at a temperature of 80 °C was higher in samples dried in VD-P, but not at the level of statistical significance (
p < 0.05). Based on the antioxidant ABTS assay, apricot samples dried in VD-E at 60 °C had higher antioxidant activity compared to samples dried in VD-P, while in the case of other samples, higher ABTS assay contents were recorded in samples dried in VD-P. There was no significant difference (
p < 0.05) between the samples dried in VD-P and VD-E at 40 °C based on the antioxidant DPPH assay. Igual et al. [
53] noticed a total phenol content of 64.73; 64.90; 60.00; 81.00 mg GAE/100 g fresh sample in hot air dried apricot samples at 40 °C, in hot air dried apricot samples at 60 °C; in hot air in combination with microwave drying and microwave drying, respectively.
3.3. Calculation of Energy Efficiency of Vacuum Dryer with an Ejector System
The vacuum dryer with the ejector system has three heating plates on which the fruit for drying is placed. The dryer can hold up to 15 kg of raw fruit. The vacuum is generated by a water jet ejector. The driving fluid is water. The water receives pressure from a multistage centrifugal pump. The drying process takes from 8 to 10 h.
According to the following compositions of the equations [
54,
55], the energy efficiency of a vacuum dryer with an ejector system was calculated:
The required electrical power:
where:
t—10 h, duration of the drying process under vacuum.
P—2090 W, pump power, calculated as following:
The amount of dried fruit:
where:
G1—15 kg, the amount of raw fruit in the chamber;
Gdm—the amount of dried fruit (kg);
w1—80% relative water content in raw fruit (%);
wdm—20% relative water content in dried fruit (%).
The amount of water to be evaporated:
where:
Required thermal power:
where:
Φh—heating energy;
Φhl—heat loss energy.
Heat of dry mass heating:
where:
c-between 2 and 2.5 kJ/kg °C [
56], the heat capacity of the dried mass (for dried fruit, i.e., apricot, it is on average higher).
Heat of water vapor evaporation:
Carrying out the average based on the masses of water to be evaporated when the moisture is higher than Wc and when it is lower than Wc, an average thermal energy value of 2578 kJ is obtained if the final moisture W
2 is 20% [
57,
58,
59].
σ—5.67 W/m2K4, the heat transfer coefficient from the absolute black body to the environment;
λ—16 W/mK, thermal conductivity of stainless steel
s—4 mm thickness of the chamber wall
hi = he × 0.05 ^ 0.33 = he × 0.372 = 1.49
he = 4 W/m2K
Total thermal energy to evaporate 11.25 kg of water:
Total thermal energy per kg of evaporated water:
Comparison with other types of dryers:
A similar value of the total thermal energy is also present, for example, in Perry (1984) [
60], where an average thermal efficiency of 60% is indicated, i.e., a total thermal energy of 2547/0.6 = 4254 kJ per kg of evaporated water. The adjective total is indicated because it must also include the heat losses and the greater thermal energy required by the bound water. The result of this comparison confirms that there is no difference between the use of the ejector and the use of a vacuum pump, for example, a liquid-ring pump. On the other hand, the thermal energy required for evaporation is the same in the two cases because the apricot is the same, and the heat losses are also the same given that the use of the same drying chamber is assumed.

 ,
, 




{kind=link}
{kind=link}
{kind=link}