
Optimization of Multiple W1/O/W2 Emulsions Processing for Suitable Stability and Encapsulation Efficiency


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of W1/O/W2 Double Emulsions
2.3. Characterisation of Emulsions
2.3.1. Droplet Size Distribution
2.3.2. Rheological Properties
2.3.3. Emulsion Stability
2.4. Encapsulation Capacity
2.4.1. Measurement of Marker Concentration in the Outer Aqueous Phase (W2)
2.4.2. Measurement of the Recovery Yield (Ry) of Marker
2.4.3. Encapsulation Efficiency (EE) Measurement
2.5. Statistical Analysis
3. Results and Discussion
3.1. Evaluation of Tartrazine as a Marker for Double Emulsions Stabilized by WPI
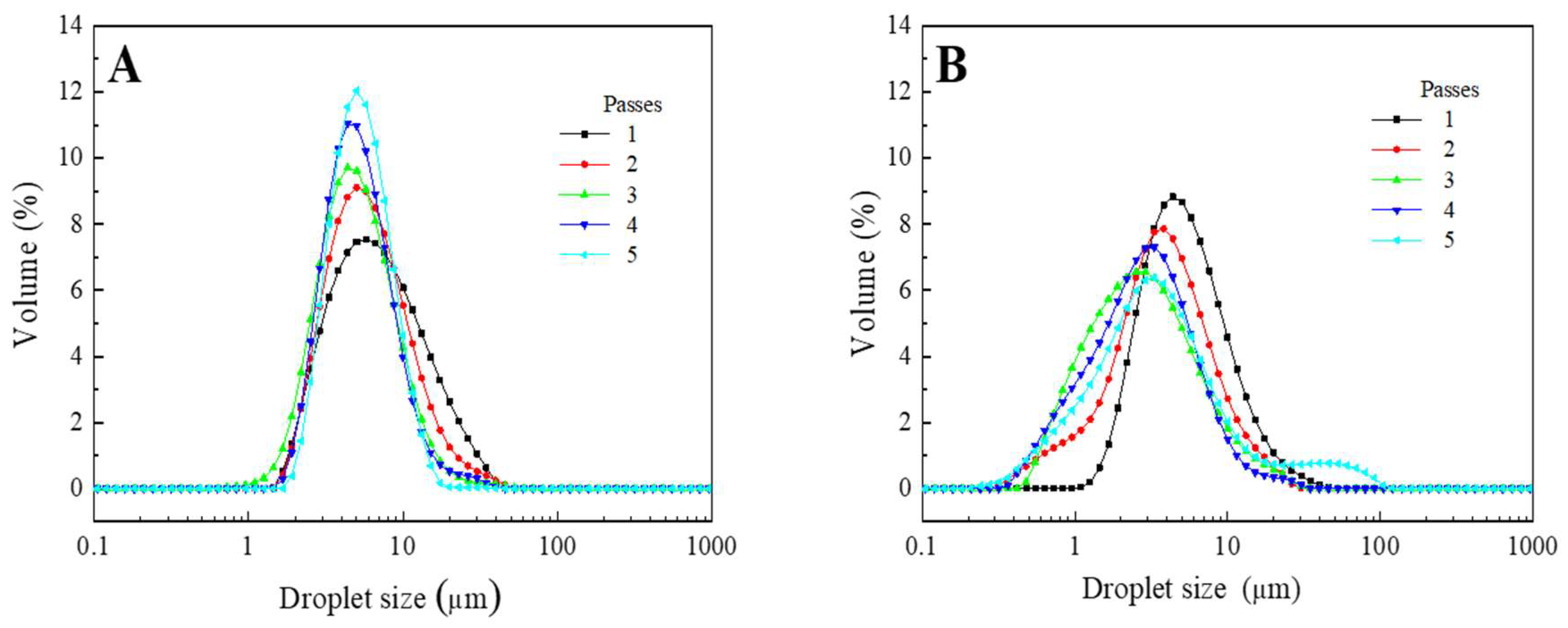
3.2. Processing Conditions, Optimization Passes and Valve Homogenizer Pressure
Droplet Size Distribution Measurements
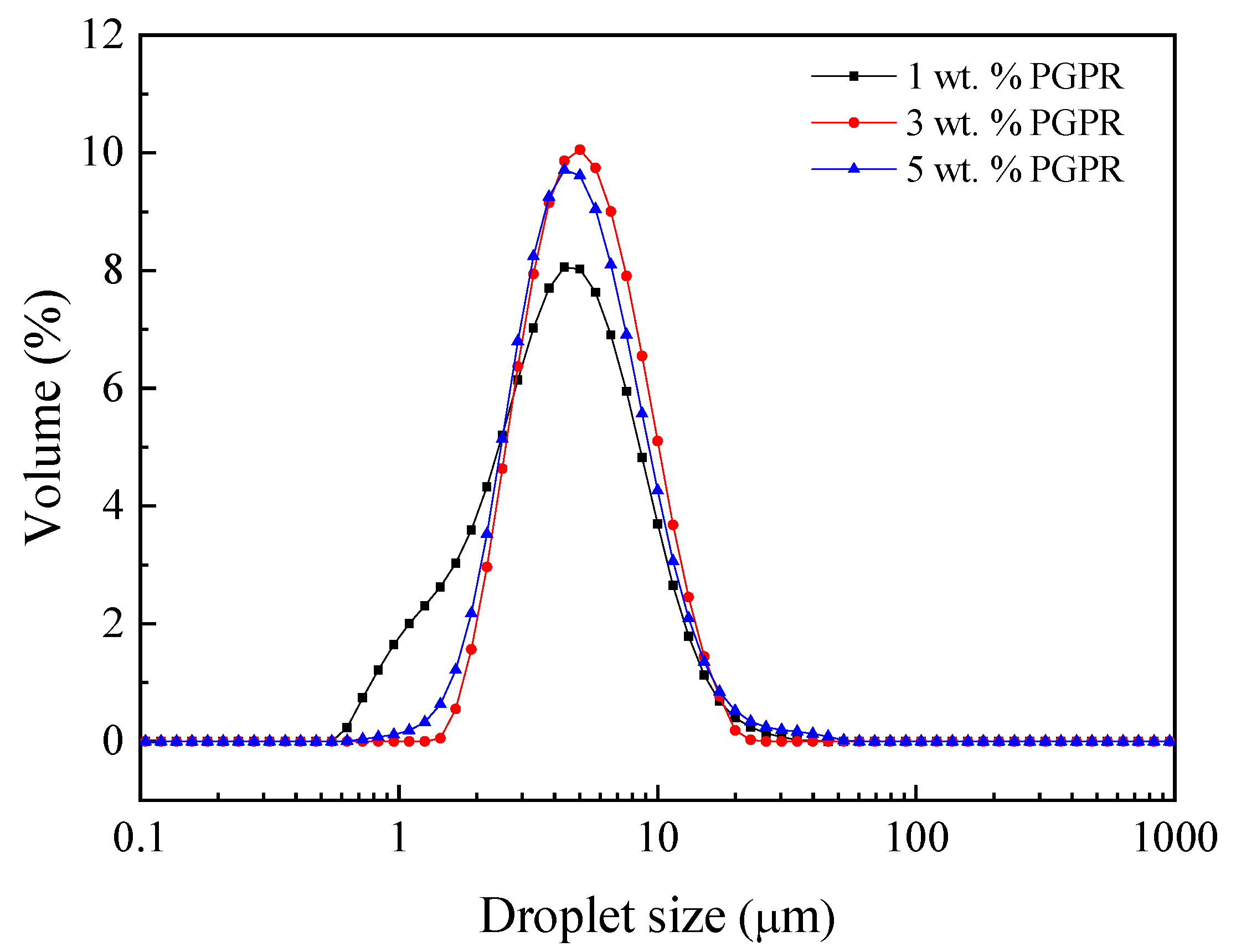
3.3. Processing Conditions Optimization, Influence of PGPR
Droplet Size Distribution Measurements
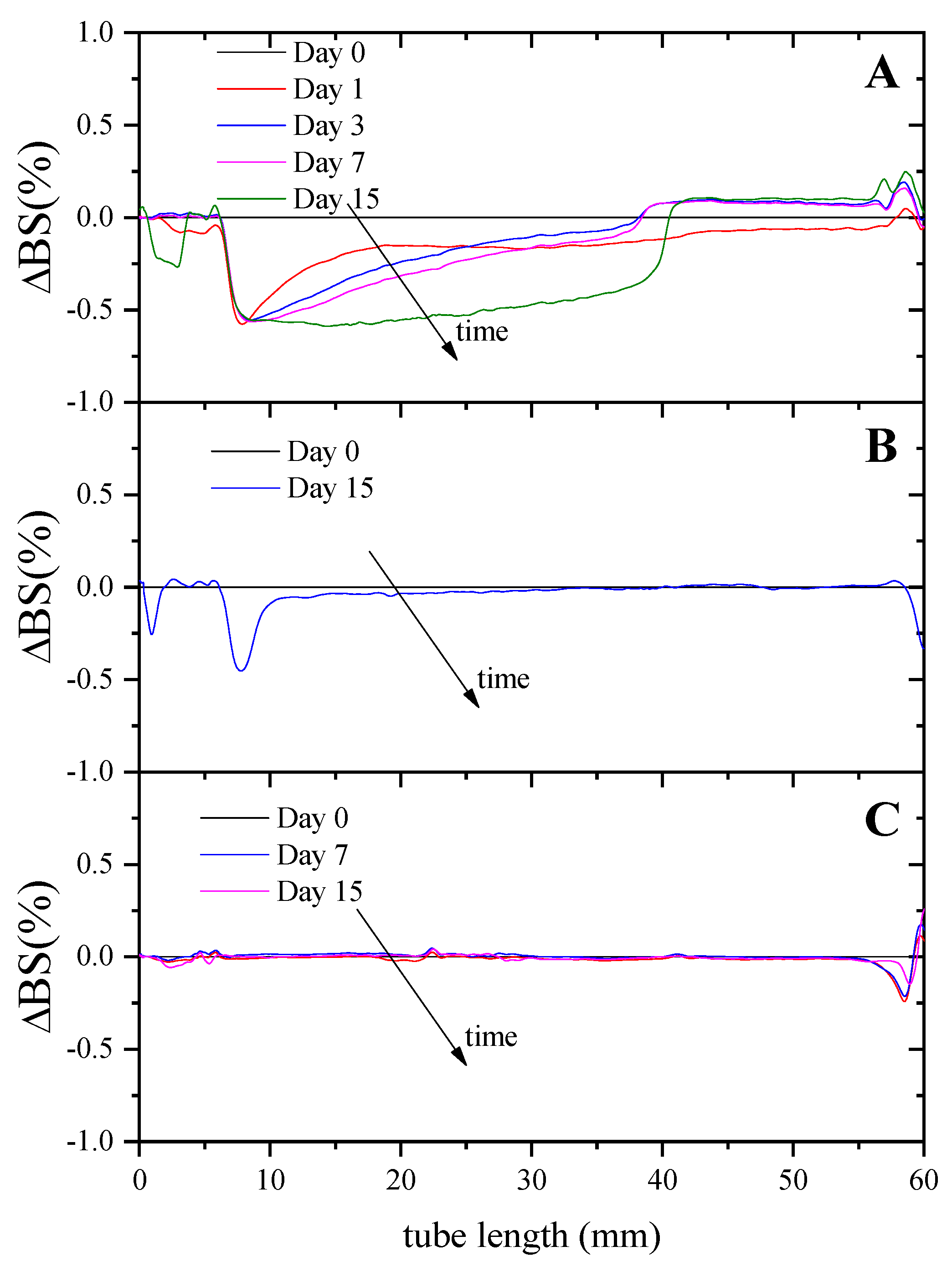
3.4. Processing Conditions Optimization, Influence of (W1/O)/W2 Ratio
3.4.1. Droplet Size Distribution and Backscattering Measurements
3.4.2. Rheological Characterization
3.4.3. Encapsulation Efficiency
3.5. Processing Conditions Optimization, Addition of Xanthan Gum
3.5.1. Droplet Size Distribution and Backscattering Measurements
3.5.2. Rheological Characterization
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Araiza-Calahorra, A.; Akhtar, M.; Sarkar, A. Recent advances in emulsion-based delivery approaches for curcumin: From encapsulation to bioaccessibility. Trends Food Sci. Technol. 2018, 71, 155–169. [Google Scholar] [CrossRef]
- McClements, D.J. Encapsulation, protection, and delivery of bioactive proteins and peptides using nanoparticle and microparticle systems: A review. Adv. Colloid Interface Sci. 2018, 253, 1–22. [Google Scholar] [CrossRef] [PubMed]
- Fathi, M.; Mozafari, M.R.; Mohebbi, M. Nanoencapsulation of food ingredients using lipid based delivery systems. Trends Food Sci. Technol. 2012, 23, 13–27. [Google Scholar] [CrossRef]
- Rein, M.J.; Renouf, M.; Cruz-Hernandez, C.; Actis-Goretta, L.; Thakkar, S.K.; da Silva Pinto, M. Bioavailability of bioactive food compounds: A challenging journey to bioefficacy. Br. J. Clin. Pharmacol. 2013, 75, 588–602. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jang, D.J.; Jeong, E.J.; Lee, H.M.; Kim, B.C.; Lim, S.J.; Kim, C.K. Improvement of bioavailability and photostability of amlodipine using redispersible dry emulsion. Eur. J. Pharm. Sci. 2006, 28, 405–411. [Google Scholar] [CrossRef] [PubMed]
- Muschiolik, G.; Dickinson, E. Double Emulsions Relevant to Food Systems: Preparation, Stability, and Applications. Compr. Rev. Food Sci. Food Saf. 2017, 16, 532–555. [Google Scholar] [CrossRef] [Green Version]
- Eisinaite, V.; Estrada, P.D.; Schroën, K.; Berton-Carabin, C.; Leskauskaite, D. Tayloring W/O/W emulsion composition for effective encapsulation: The role of PGPR in water transfer-induced swelling. Food Res. Int. 2018, 106, 722–728. [Google Scholar] [CrossRef]
- Ding, S.; Serra, C.A.; Vandamme, T.F.; Yu, W.; Anton, N. Double emulsions prepared by two—Step emulsification: History, state-of-the-art and perspective. J. Control. Release 2019, 295, 31–49. [Google Scholar] [CrossRef]
- Diep, T.T.; Dao, T.P.; Vu, H.T.; Phan, B.Q.; Dao, D.N.; Bui, T.H.; Truong, V.; Nguyen, V. Double emulsion oil-in water-in oil (O/W/O) stabilized by sodium caseinate and k-carrageenan. J. Dispers. Sci. Technol. 2018, 39, 1752–1757. [Google Scholar] [CrossRef]
- Iancu, M.-N.; Chevalier, Y.; Popa, M.; Hamaide, T. Internally Gelled W/O and W/O/W Double Emulsions. E-Polymers 2009, 9, 1184. [Google Scholar] [CrossRef]
- Nafisi, S.; Maibach, H.I. Chapter 22—Nanotechnology in Cosmetics. In Cosmetic Science and Technology; Sakamoto, K., Lochhead, R.Y., Maibach, H.I., Yamashita, Y., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 337–369. ISBN 978-0-12-802005-0. [Google Scholar]
- Leister, N.; Karbstein, H.P. Evaluating the Stability of Double Emulsions—A Review of the Measurement Techniques for the Systematic Investigation of Instability Mechanisms. Colloids Interfaces 2020, 4, 8. [Google Scholar] [CrossRef] [Green Version]
- Lynch, A.G.; Mulvihill, D.M. Effect of sodium caseinate on the stability of cream liqueurs. Int. J. Dairy Technol. 1997, 50, 1–7. [Google Scholar] [CrossRef]
- Puppo, M.C.; Speroni, F.; Chapleau, N.; de Lamballerie, M.; Añón, M.C.; Anton, M. Effect of high-pressure treatment on emulsifying properties of soybean proteins. Food Hydrocoll. 2005, 19, 289–296. [Google Scholar] [CrossRef]
- Mengual, O.; Meunier, G.; Cayré, I.; Puech, K.; Snabre, P. TURBISCAN MA 2000: Multiple light scattering measurement for concentrated emulsion and suspension instability analysis. Talanta 1999, 50, 445–456. [Google Scholar] [CrossRef]
- Regan, J.O.; Mulvihill, D.M. Water soluble inner aqueous phase markers as indicators of the encapsulation properties of water-in-oil-in-water emulsions stabilized with sodium caseinate. Food Hydrocoll. 2009, 23, 2339–2345. [Google Scholar] [CrossRef]
- Dickinson, E.; Evison, J.; Gramshaw, J.W.; Schwope, D. Flavour release from a protein-stabilized water-in-oil-in-water emulsion. Food Hydrocoll. 1994, 8, 63–67. [Google Scholar] [CrossRef]
- Floury, J.; Desrumaux, A.; Lardières, J. Effect of high-pressure homogenization on droplet size distributions and rheological properties of model oil-in-water emulsions. Innov. Food Sci. Emerg. Technol. 2000, 1, 127–134. [Google Scholar] [CrossRef]
- Ciron, C.I.E.; Gee, V.L.; Kelly, A.L.; Auty, M.A.E. Comparison of the effects of high-pressure microfluidization and conventional homogenization of milk on particle size, water retention and texture of non-fat and low-fat yoghurts. Int. Dairy J. 2010, 20, 314–320. [Google Scholar] [CrossRef]
- Wang, S.; Yang, J.; Shao, G.; Qu, D.; Zhao, H.; Yang, L.; Zhu, L.; He, Y.; Liu, H.; Zhu, D. Soy protein isolated-soy hull polysaccharides stabilized O/W emulsion: Effect of polysaccharides concentration on the storage stability and interfacial rheological properties. Food Hydrocoll. 2020, 101, 105490. [Google Scholar] [CrossRef]
- Schuch, A.; Wrenger, J.; Schuchmann, H.P. Production of W/O/W double emulsions. Part II: Influence of emulsification device on release of water by coalescence. Colloid. Surface A 2014, 461, 344–351. [Google Scholar] [CrossRef]
- McClements, D.J. Food Emulsions: Principles, Practices, and Techniques; CRC Press: Boca Raton, FL, USA, 2015; ISBN 9781498726689. [Google Scholar]
- Ooi, Z.Y.; Othman, N.; Choo, C.L. The Role of Internal Droplet Size on Emulsion Stability and the Extraction Performance of Kraft Lignin Removal from Pulping Wastewater in Emulsion Liquid Membrane Process. J. Dispers. Sci. Technol. 2016, 37, 544–554. [Google Scholar] [CrossRef]
- Goodarzi, F.; Zendehboudi, S. A Comprehensive Review on Emulsions and Emulsion Stability in Chemical and Energy Industries. Can. J. Chem. Eng. 2015, 37, 544–554. [Google Scholar] [CrossRef] [Green Version]
- Altuntas, O.Y.; Sumnu, G.; Sahin, S. Preparation and characterization of W/O/W type double emulsion containing PGPR–lecithin mixture as lipophilic surfactant. J. Dispers. Sci. Technol. 2016, 38, 486–493. [Google Scholar] [CrossRef]
- Tadros, T. Emulsion Formation and Stability; Wiley: Hoboken, NJ, USA, 2013; ISBN 9783527647965. [Google Scholar]
- Dickinson, E.; Golding, M.; Povey, M.J.W. Creaming and Flocculation of Oil-in-Water Emulsions Containing Sodium Caseinate. J. Colloid Interface Sci. 1997, 185, 515–529. [Google Scholar] [CrossRef] [PubMed]
- Taherian, A.R.; Fustier, P.; Ramaswamy, H.S. Effect of added oil and modified starch on rheological properties, droplet size distribution, opacity and stability of beverage cloud emulsions. J. Food Eng. 2006, 77, 687–696. [Google Scholar] [CrossRef]
- Dłużewska, E.; Stabiecka, A.; Maszewska, M. Effect of oil phase concentration on rheological properties and stability of beverage emulsion. Acta Sci. Pol. Technol. Aliment. 2006, 5, 147–156. [Google Scholar]
- Gallegos, C.; Partal, P.; Franco, J.M. Droplet-size distribution and stability of lipid injectable emulsions. Am. J. Heal. Pharm. 2009, 66, 162–166. [Google Scholar] [CrossRef]
- Pal, R.; Rhodes, E. Viscosity/Concentration Relationships for Emulsions. J. Rheol. 1989, 33, 1021–1045. [Google Scholar] [CrossRef]
- Tadros, T.F. Correlation of viscoelastic properties of stable and flocculated suspensions with their interparticle interactions. Adv. Colloid Interface Sci. 1996, 68, 97–200. [Google Scholar] [CrossRef]
- Felix, M.; Romero, A.; Guerrero, A. Influence of pH and Xanthan Gum on long-term stability of crayfish-based emulsions. Food Hydrocoll. 2017, 72, 372–380. [Google Scholar] [CrossRef]
- Huang, X.; Kakuda, Y.; Cui, W. Hydrocolloids in emulsions: Particle size distribution and interfacial activity. Food Hydrocoll. 2001, 15, 533–542. [Google Scholar] [CrossRef]
- Dickinson, E. Structure, stability and rheology of flocculated emulsions. Curr. Opin. Colloid Interface Sci. 1998, 3, 633–638. [Google Scholar] [CrossRef]
- Calero, N.; Munoz, J.; Cox, P.W.; Heuer, A.; Guerrero, A. Influence of chitosan concentration on the stability, microstructure and rheological properties of O/W emulsions formulated with high-oleic sunflower oil and potato protein. Food Hydrocoll. 2013, 30, 152–162. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Day | MCm (%) | Ry (%) |
|---|---|---|
| 0 | 100.0 ± 0.5 a | 95.5 ± 1.5 a |
| 7 | 98.8 ± 0.2 b | 98.9 ± 0.2 a |
| Passes | 5 MPa | 20 MPa | ||||
|---|---|---|---|---|---|---|
| D3,2 (μm) | Span | FI (%) | D3,2 (μm) | Span | FI (%) | |
| 1 | 5.2 ± 0.3 a | 2.2 ± 0.1 a | 5.2 ± 3.2 a | 4.1 ± 0.3 a | 1.9 ± 0.4 a | 20.0 ± 8.0 a |
| 2 | 4.7 ± 0.2 b | 1.8 ± 0.1 b | 9.5 ± 2.1 b | 2.3 ± 0.2 b | 2.2 ± 0.3 a | 13.2 ± 6.8 b |
| 3 | 4.0 ± 0.1 c | 1.6 ± 0.2 c | 3.6 ± 2.2 a | 1.9 ± 0.2 b | 2.6 ± 0.2 b | 6.4 ± 4.2 c |
| 4 | 4.3 ± 0.2 c | 1.4 ± 0.1 c | 14.0 ± 4.1 c | 1.9 ± 0.1 b | 2.2 ± 0.3 a | 6.0 ± 4.0 c |
| 5 | 4.5 ± 0.2 c,d | 1.2 ± 0.1 d | 9.0 ± 2.9 b | 2.0 ± 0.3 b | 4.0 ± 0.2 c | 28.0 ± 8.2 a |
| Passes | EE (%) 5 MPa | EE (%) 20 MPa |
|---|---|---|
| 1 | 97.0 ± 2.1 a | 86.1 ± 3.1 a |
| 2 | 97.6 ± 1.2 a | 54.1 ± 6.1 b |
| 3 | 96.1 ± 1.8 a | 87.3 ± 2.3 a |
| 4 | 95.4 ± 1.5 a | 74.3 ± 5.6 c |
| 5 | 97.0 ± 1.1 a | 87.3 ± 2.9 a |
| % PGPR | D3,2 (μm) | Span | FI (%) | EE (%) |
|---|---|---|---|---|
| 1 | 2.9 ± 0.1 a | 1.9 ± 0.2 a | 15.2 ± 8.2 a | 69.1 ± 4.1 a |
| 3 | 4.3 ± 0.1 b | 1.5 ± 0.2 b | 16.8 ± 9.3 a | 84.1 ± 3.8 b |
| 5 | 4.0 ± 0.1 b | 1.6 ± 0.2 b | 3.6 ± 2.2 b | 96.1 ± 1.8 c |
| Day | 10/90 | 25/75 | 40/60 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| D3,2 (μm) | Span | FI (%) | D3,2 (μm) | Span | FI (%) | D3,2 (μm) | Span | FI (%) | |
| 0 | 4.1 ± 0.2 a | 1.8 ± 0.2 a | 10.2 ± 3.8 a | 4.8 ± 0.2 a | 1.8 ± 0.3 a | 7.8 ± 3.1 a | 5.8 ± 0.2 a | 1.9 ± 0.2 a | 13.7 ± 5.0 a |
| 1 | 4.2 ± 0.1 a | 1.7 ± 0.2 a | 12.1 ± 3.1 a | 4.6 ± 0.1 a | 1.6 ± 0.2 a | 12.2 ± 4.0 b | 5.6 ± 0.1 a | 2.1 ± 0.2 a | 10.3 ± 4.1 a |
| 15 | 4.4 ± 0.1 a | 1.8 ± 0.1 a | 6.9 ± 4.1 b | 5.0 ± 0.2 a | 1.7± 0.3 a | 11.1 ± 4.2 b | 5.6 ± 0.2 a | 2.1 ± 0.1 a | 6.1 ± 3.2 b |
| 30 | 3.8 ± 0.3 a | 1.8 ± 0.2 a | 7.4 ± 2.7 b | 4.9 ± 0.2 a | 1.8 ± 0.1 a | 12.6 ± 5.2 b | 5.8 ± 0.1 a | 1.7 ± 0.2 b | 9.7 ± 3.7 b |
| Day | EE (%) | ||
|---|---|---|---|
| 10/90 | 25/75 | 60/40 | |
| 1 | 93.3 ± 2.0 a | 99.8 ± 0.2 a | 97.2 ± 1.1 a |
| 15 | 95.2 ± 2.5 a | 95.0 ± 1.2 b | 94.7 ± 1.5 b |
| 30 | 93.0 ± 3.1 a | 91.0 ± 2.0 c | 95.0 ± 1.2 b |
| Day | G*0.2 (Pa) | ||
|---|---|---|---|
| 10/90 | 25/75 | 40/60 | |
| 1 | 0.023 ± 0.002 a | 0.055 ± 0.002 a | 0.079 ± 0.001 a |
| 15 | 0.015 ± 0.003 b | 0.038 ± 0.004 b | 0.026 ± 0.003 b |
| 30 | 0.014 ± 0.002 c | 0.015 c ± 0.002 c | 0.025 ± 0.002 b |
| Day | 0 wt.% XG | 0.125 wt.% XG | 0.25 wt.% XG | |||
|---|---|---|---|---|---|---|
| D3,2 (μm) | Span | D3,2 (μm) | Span | D3,2 (μm) | Span | |
| 0 | 4.3 ± 0.2 a | 1.6 ± 0.2 a | 4.3 ± 0.2 a | 1.5 ± 0.3 a | 4.1 ± 0.2 a | 1.7 ± 0.3 a |
| 1 | 4.6 ± 0.1 a | 1.7 ± 0.3 a | 4.0 ± 0.3 a | 1.6 ± 0.3 a | 4.1 ± 0.3 a | 1.8 ± 0.2 a |
| 15 | 4.0 ± 0.3 a | 1.5 ± 0.3 a | 3.9 ± 0.3 a | 1.6 ± 0.2 a | 3.8 ± 0.4 a | 1.7 ± 0.3 a |
| 30 | 3.9 ± 0.3 a | 1.8 ± 0.3 a | 3.8 ± 0.4 a | 2.0 ± 0.2 b | 3.8 ± 0.3 a | 2.0 ± 0.3 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Felix, M.; Guerrero, A.; Carrera-Sánchez, C. Optimization of Multiple W1/O/W2 Emulsions Processing for Suitable Stability and Encapsulation Efficiency. Foods 2022, 11, 1367. https://doi.org/10.3390/foods11091367
Felix M, Guerrero A, Carrera-Sánchez C. Optimization of Multiple W1/O/W2 Emulsions Processing for Suitable Stability and Encapsulation Efficiency. Foods. 2022; 11(9):1367. https://doi.org/10.3390/foods11091367
Chicago/Turabian StyleFelix, Manuel, Antonio Guerrero, and Cecilio Carrera-Sánchez. 2022. "Optimization of Multiple W1/O/W2 Emulsions Processing for Suitable Stability and Encapsulation Efficiency" Foods 11, no. 9: 1367. https://doi.org/10.3390/foods11091367