Combined Ultrasound and Pulsed Electric Fields in Continuous-Flow Industrial Olive-Oil Production

 ,
,  , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Olive Cultivars
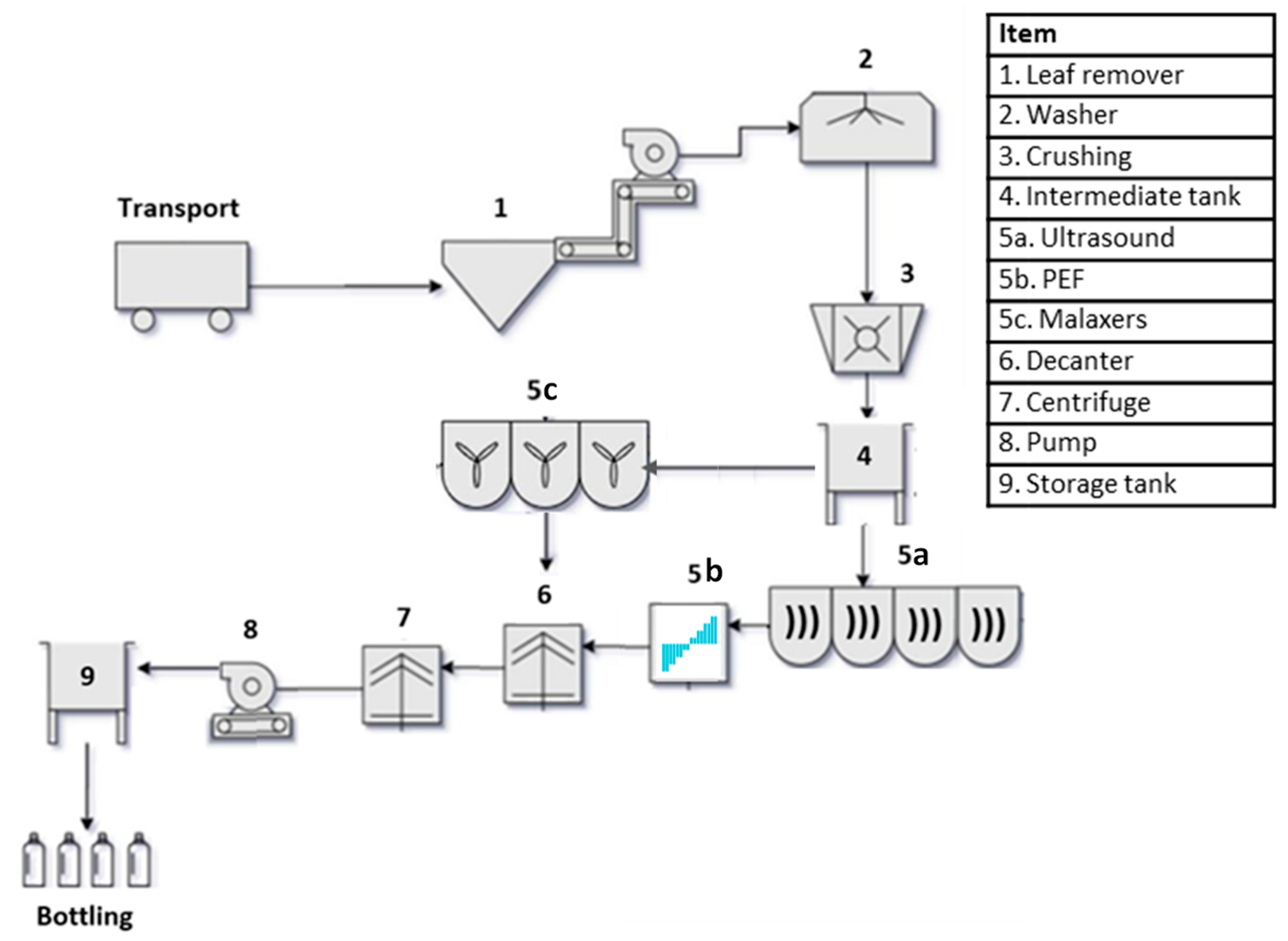
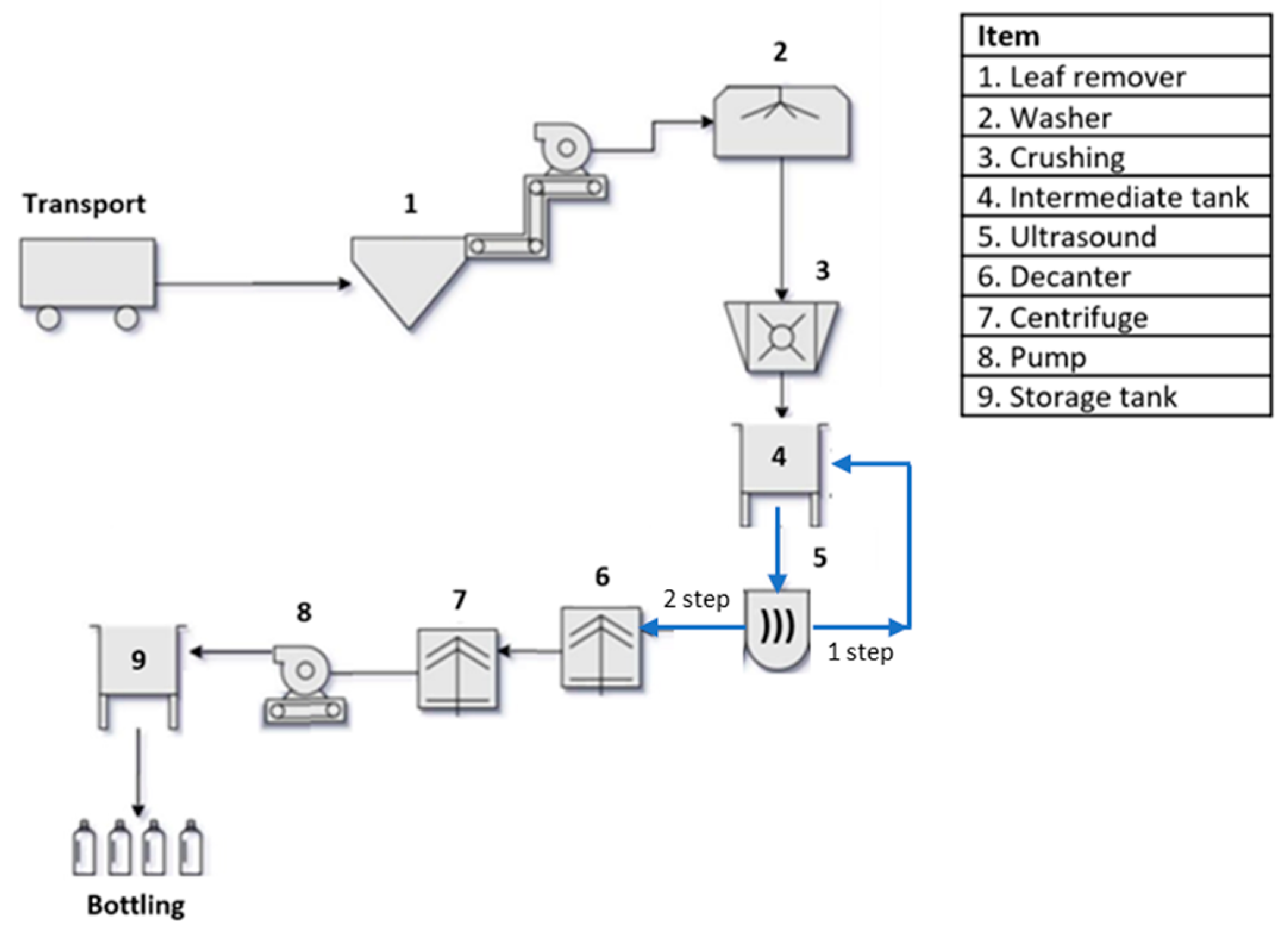
2.2. Sustainable EVOO Production: Description of the Used Devices
2.2.1. US Devices
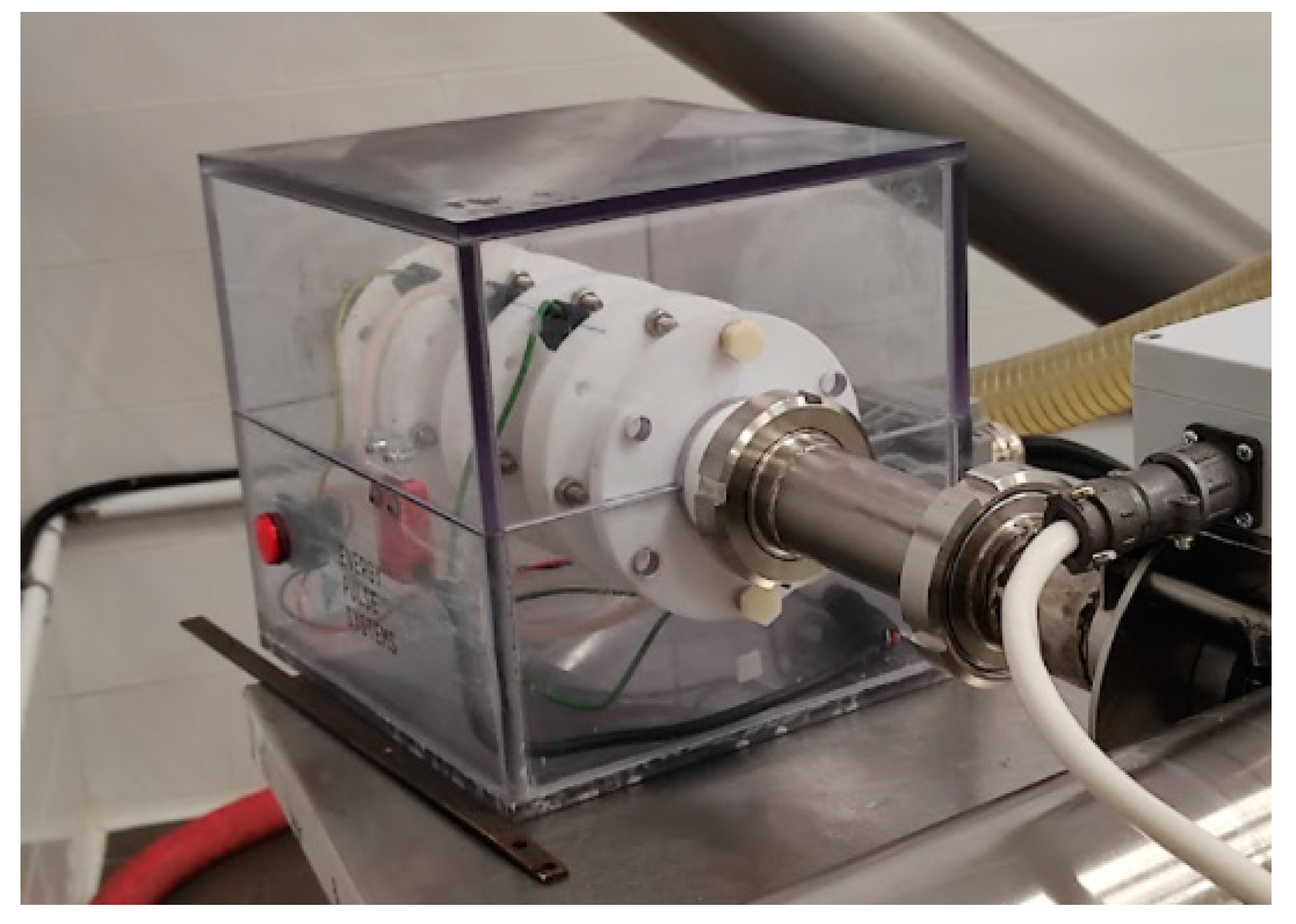
2.2.2. PEF Equipment
2.3. General Procedure for VOO Production
2.3.1. US-Assisted Industrial-Scale Process (Harvest of Coratina Cultivar 2021)
2.3.2. Hybrid 4 × US-PEF-Assisted Industrial-Scale Process (Harvest of Coratina Cultivar 2021)
2.3.3. PEF- and PEFM-Assisted Industrial-Scale Process (Harvest of Coratina Cultivar 2021)
2.3.4. Control Procedure for VOO Production (Harvest of Coratina Cultivar 2021)
2.4. General Analytical Procedures for Coratina VOO Analysis
3. Results and Discussion
3.1. Industrial-Scale Processes
US-Assisted Industrial-Scale Process Coratina (Harvest 2021)
- Conventional (Control extraction, CTRL);
- Four US-assisted industrial-scale process (4 × US);
- PEF + Malaxation-assisted industrial-scale process (PEFM);
- Four US − PEF-assisted industrial-scale process (4 × US-PEF).
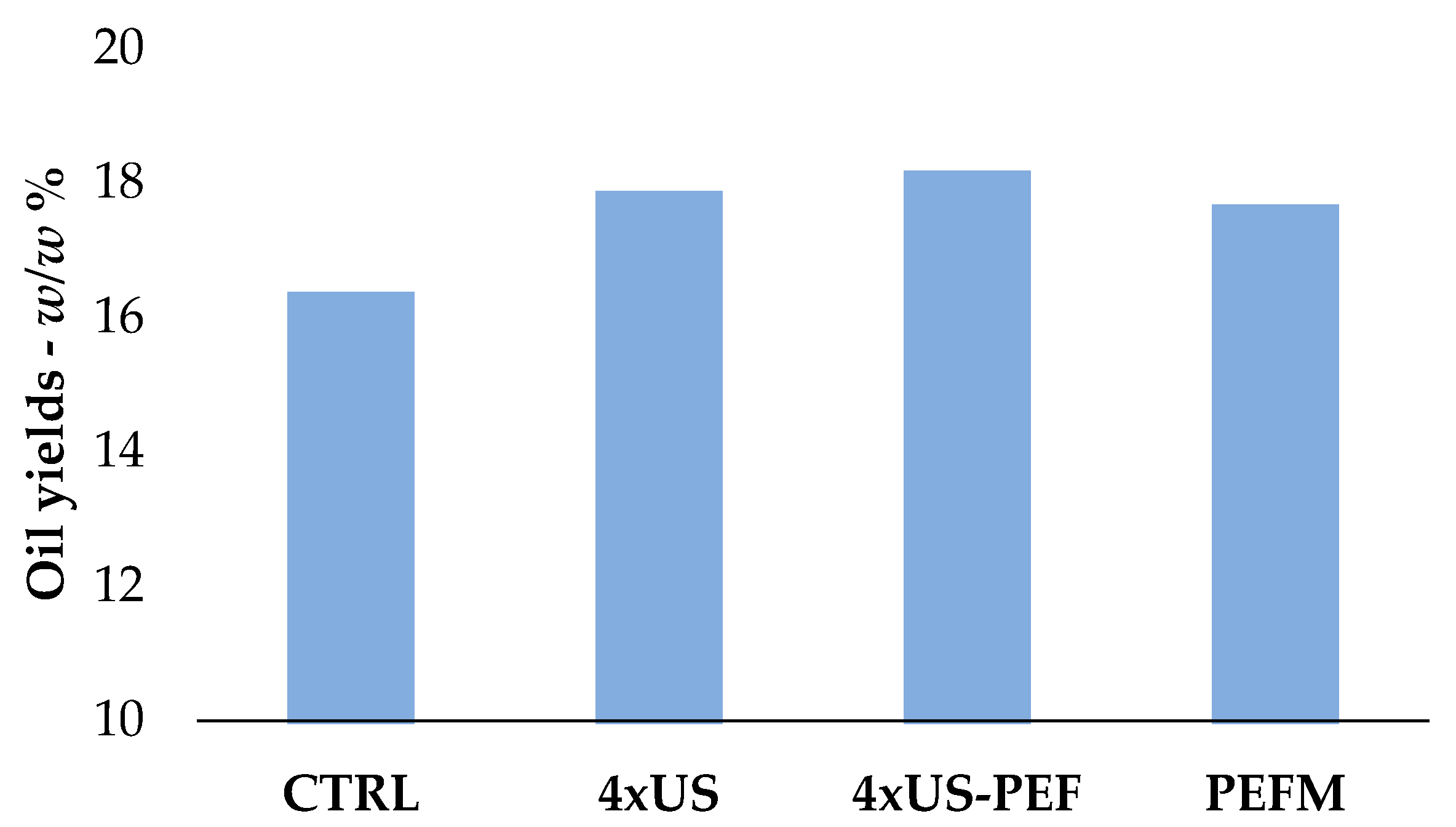
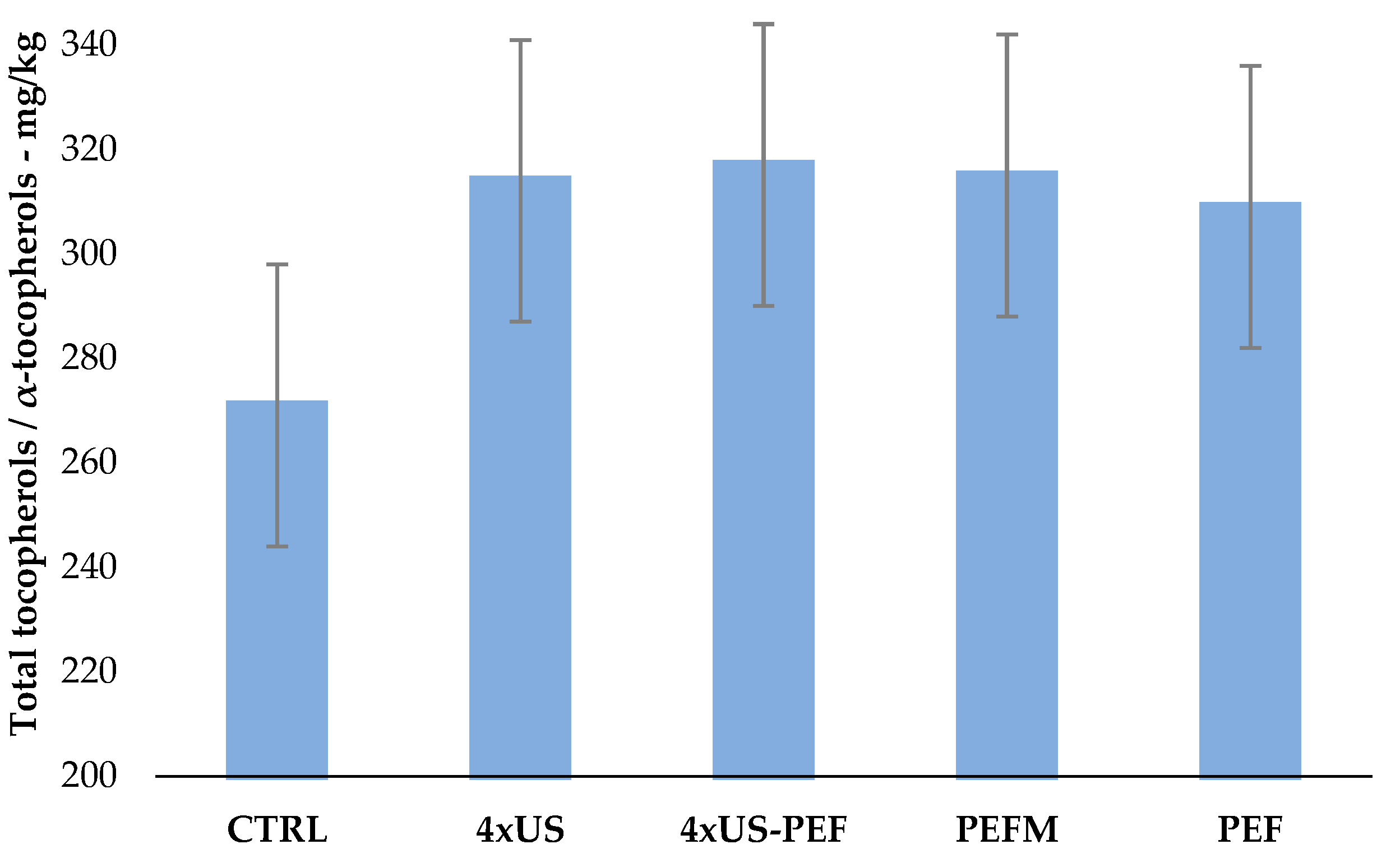
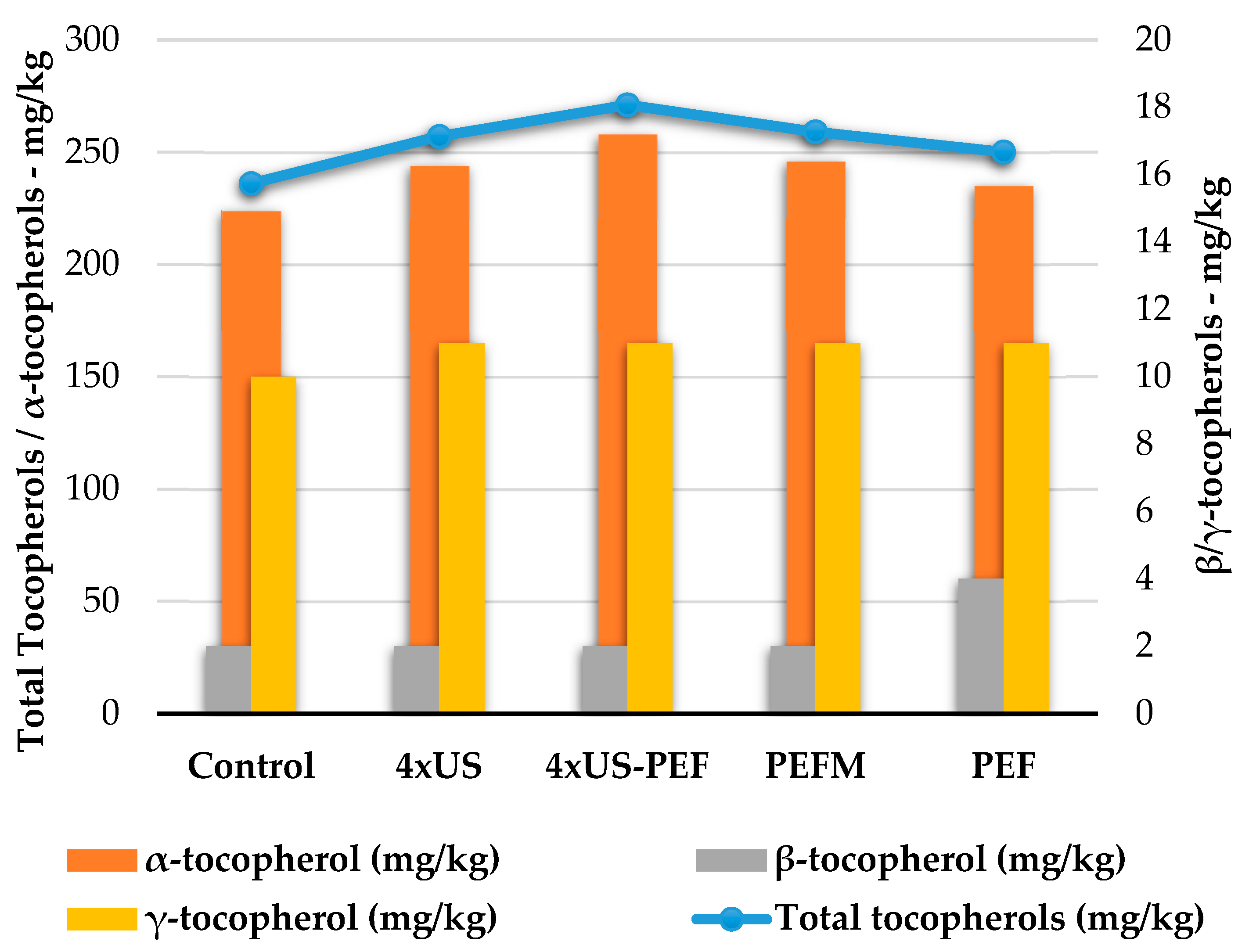
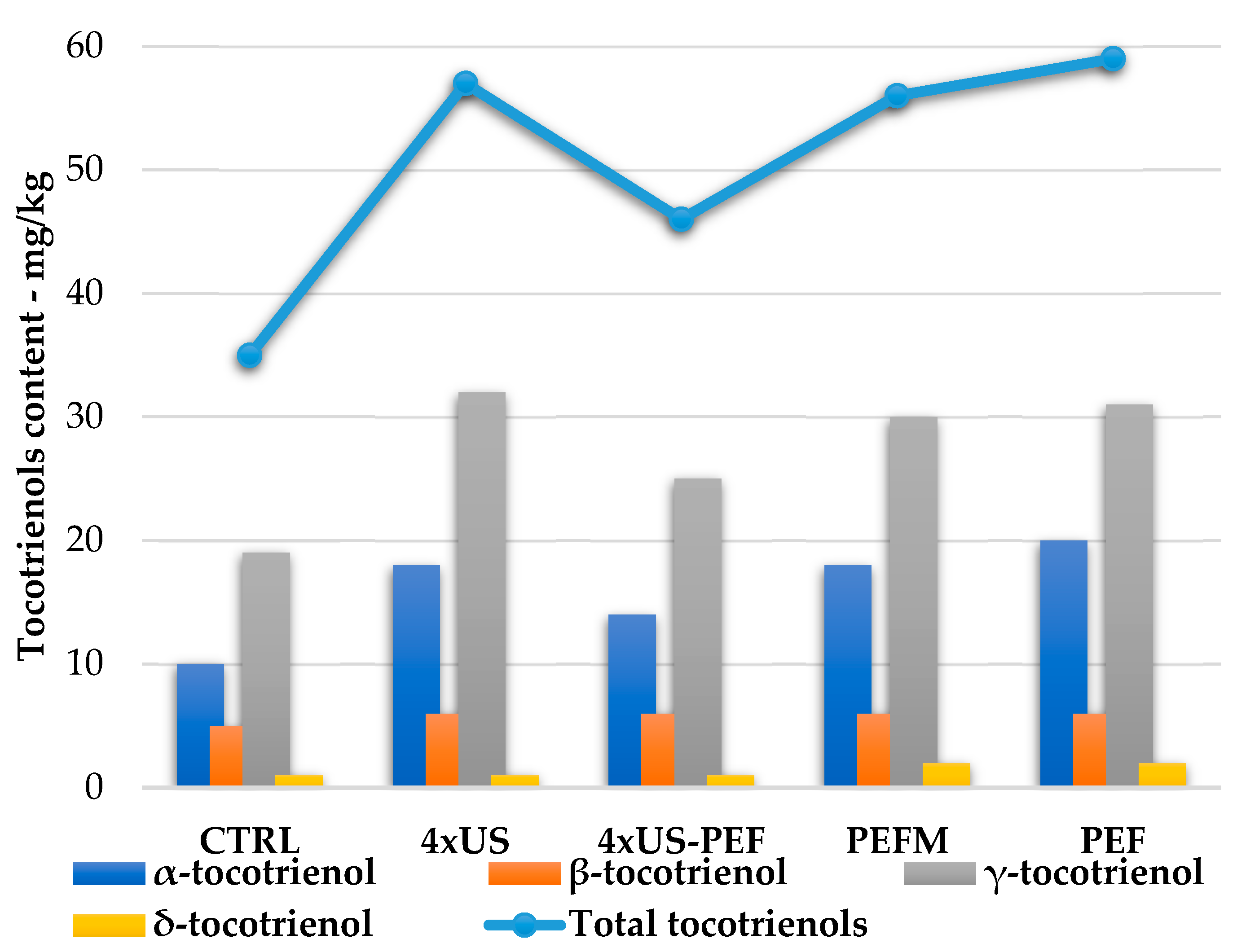
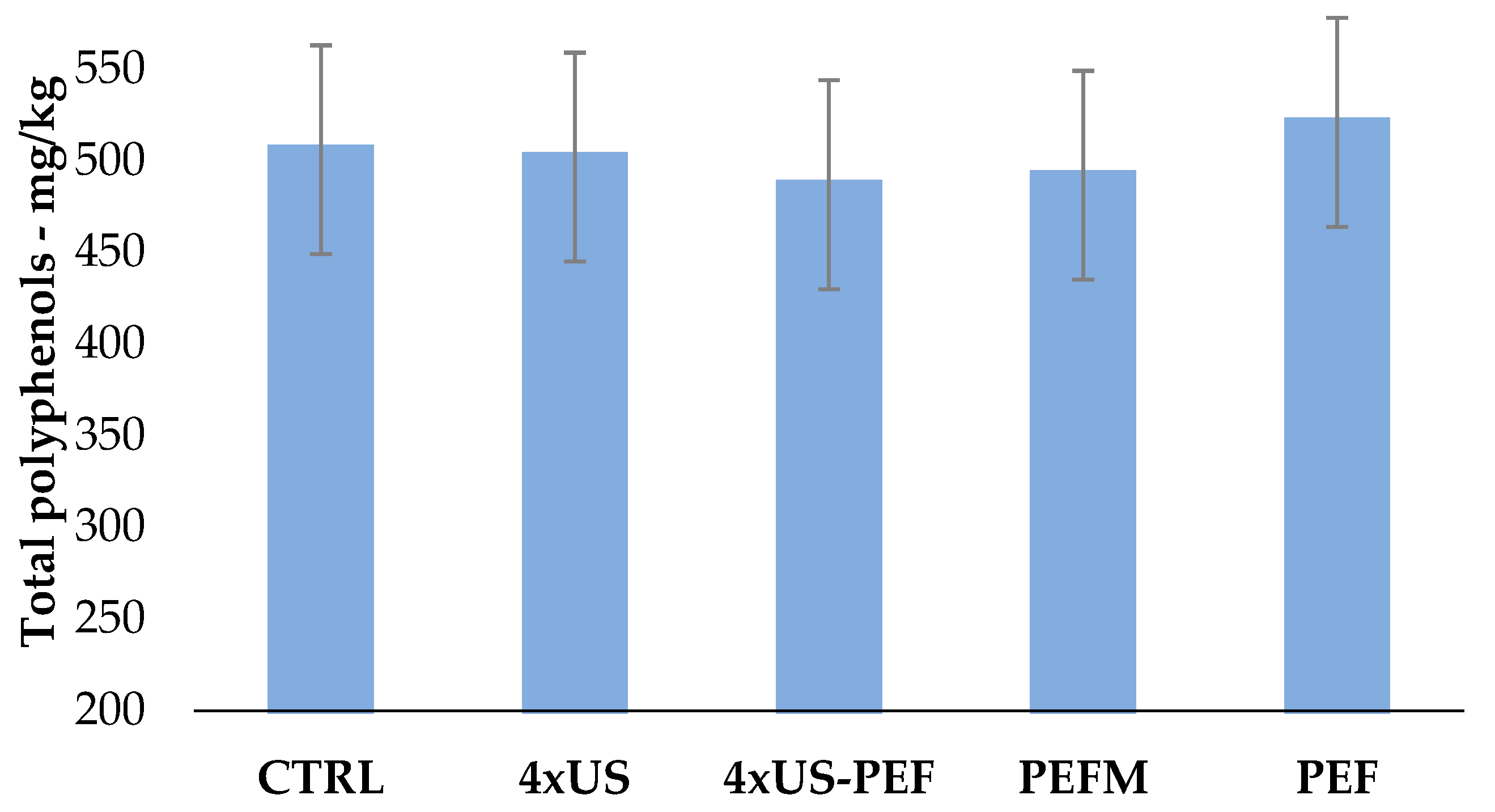
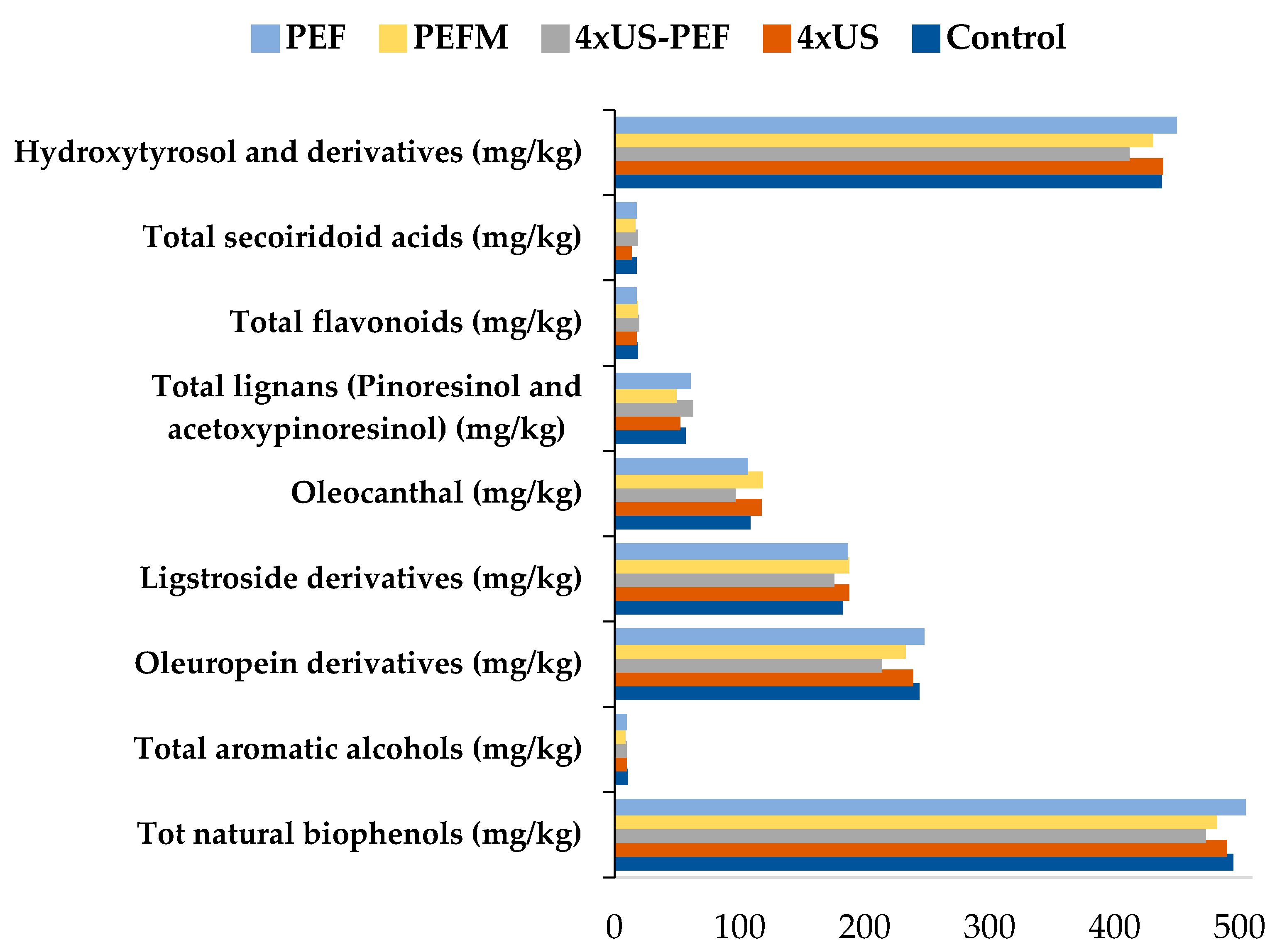
3.2. Oil Analysis
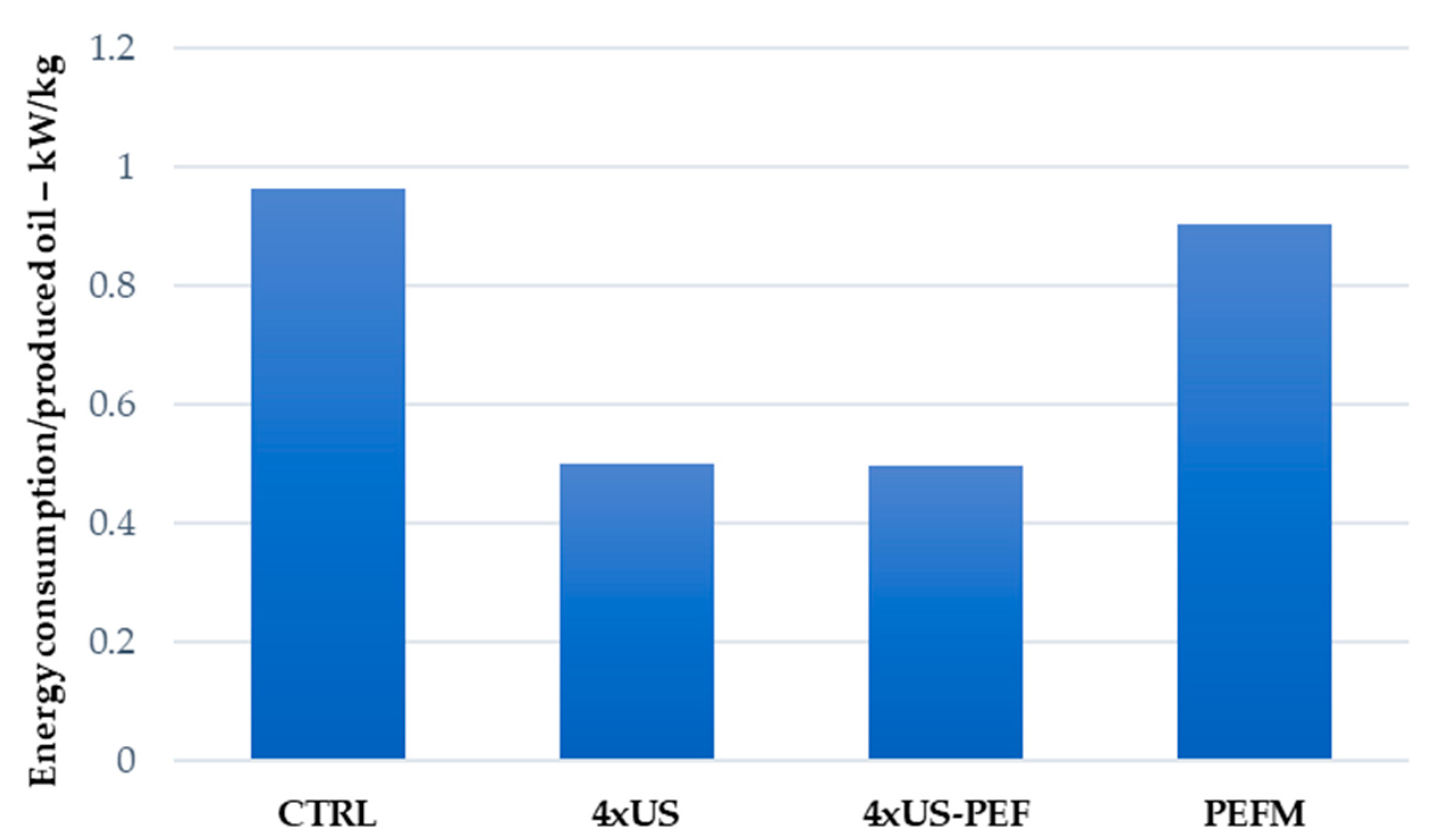
3.3. Economy and Energy Evaluations of Industrial Processes
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix A.1. General Procedure for US-Assisted Pilot-Scale Process (Harvest of Taggiasca Cultivar 2020)

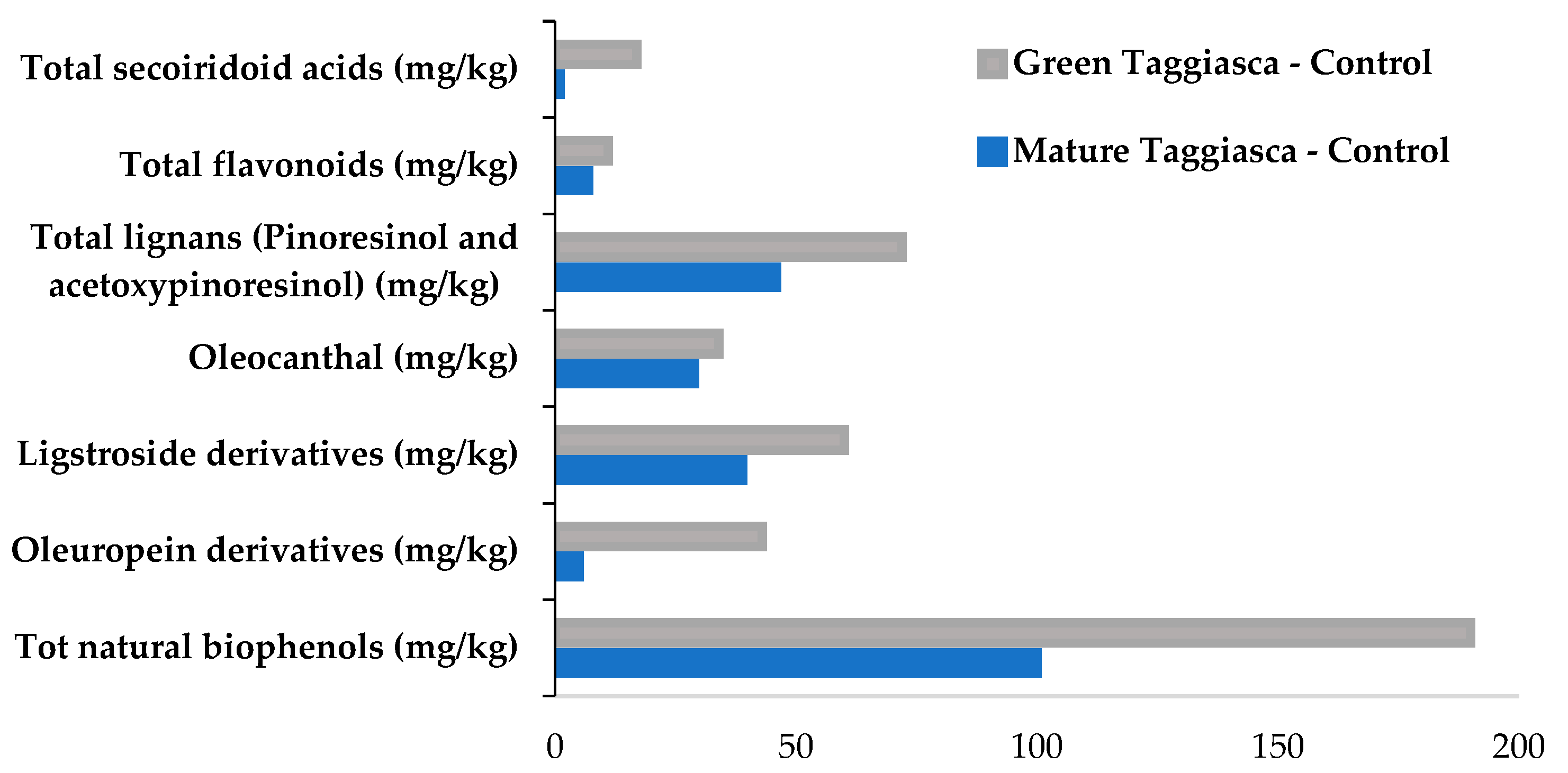
Appendix A.2. Analysis of Taggiasca Oil Samples
Appendix A.3. US-Assisted Pilot-Scale Process Taggiasca (Harvest 2020)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Mature | Green | ||
|---|---|---|---|---|
| Control | US a | Control | US a | |
| Process flow rate (kg/h) | ~400 | |||
| Oil yield (w/w %) | 9 | 9 | 11 | 11 |
| Total Energy Consumption/hour (kW/h) | 55 | 50.8 | 55 | 50.8 |
| Energy consumption/kg oil (kW/kg oil) | 1.38 | 1.27 | 1.14 | 1.06 |
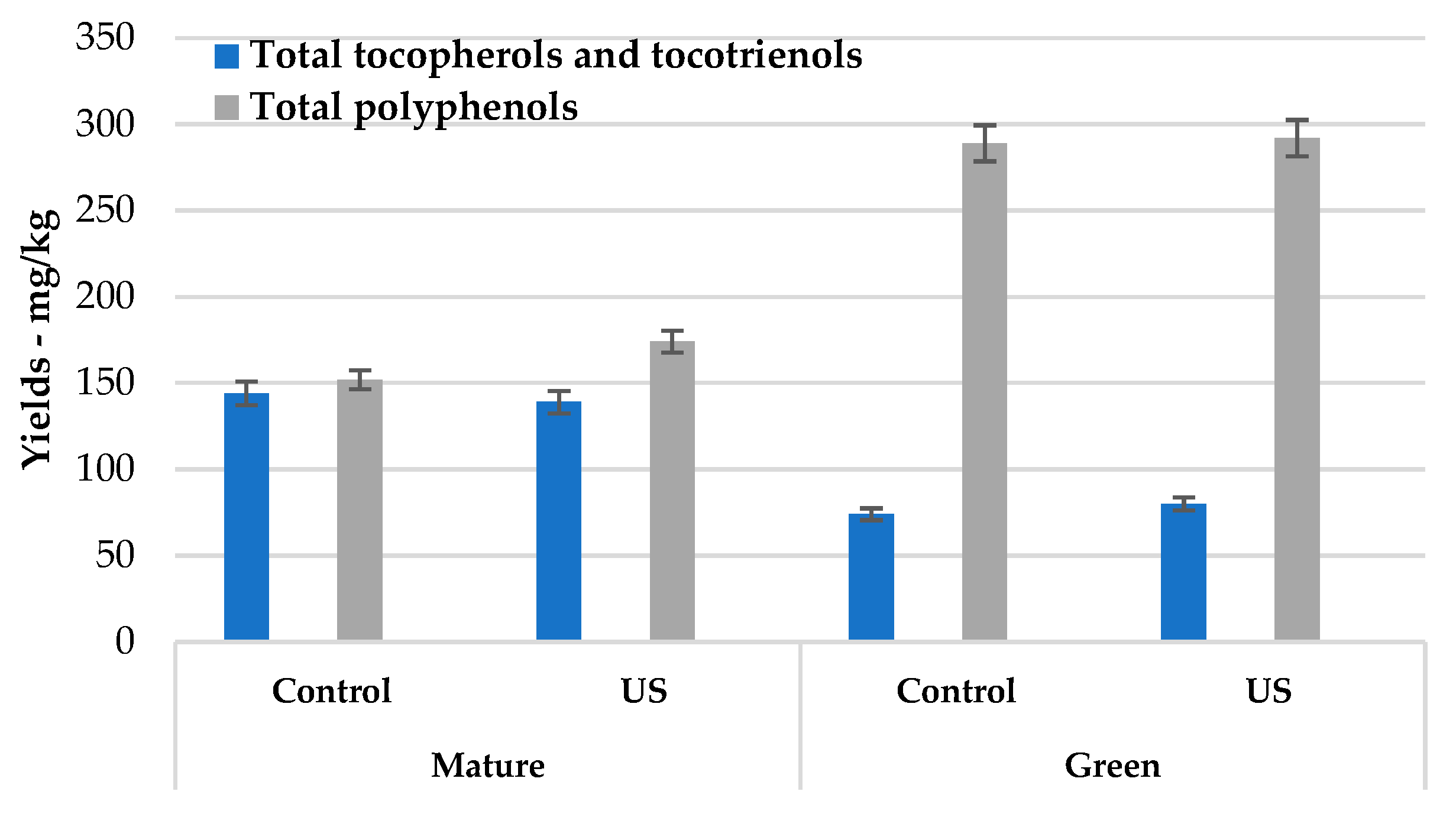
| Compound (mg/kg) (CL, SE) * | Mature | Green | ||
|---|---|---|---|---|
| Control | US | Control | US | |
| Total tocopherols and tocotrienols (α-tocopherol) (CL 0.95; SE 4.97) $ | 144 a (134 ÷ 155) | 139 a (128 ÷ 150) | 74 b (63 ÷ 84) | 80 b (70 ÷ 91) |
| Total polyphenols (RRF 5.5) (0.95; SE 3.62) # | 152 c (139 ÷ 165) | 174 e (161 ÷ 186) | 289 d (276 ÷ 302) | 292 d (279 ÷ 304) |


References
- FAO Report. Available online: https://www.fao.org/family-farming/detail/en/c/326556/ (accessed on 18 July 2022).
- Almeida, B.; Valli, E.; Bendini, A.; Gallina Toschi, T. Semi-industrial ultrasound-assisted virgin olive oil extraction: Impact on quality. Eur. J. Lipid Sci. Technol. 2017, 119, 1600230. [Google Scholar] [CrossRef]
- Boskou, D. Olive Oil: Chemistry and Technology, 2nd ed.; AOCS Publishing: Urbana, IL, USA, 2006. [Google Scholar]
- Kalua, C.M.; Allen, M.S.; Bedgood, D.R., Jr.; Bishop, A.G.; Prenzler, P.D.; Robards, K. Olive oil volatile compounds, flavour development and quality: A critical review. Food Chem. 2007, 100, 273–286. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Hbaieb, R.H.; Kotti, F.; Mugnozza, G.S.; Gargouri, M. Mechanical strategies to increase nutritional and sensory quality of virgin olive oil by modulating the endogenous enzyme activities. Compr. Rev. Food Sci. Food Saf. 2014, 13, 135–154. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Clodoveo, M.L.; Durante, V.; La Notte, D. Working towards the development of innovative ultrasound equipment for the extraction of virgin olive oil. Ultrason. Sonochemistry 2013, 20, 1261–1270. [Google Scholar] [CrossRef] [PubMed]
- Clodoveo, M.L.; Hbaieb, R.H. Beyond the traditional virgin olive oil extraction systems: Searching innovative and sustainable plant engineering solutions. Food Res. Int. 2013, 54, 1926–1933. [Google Scholar] [CrossRef]
- Jimenez, M.A.; Beltran, M.G.; Aguilera Herrera, M.P. Apparatus and method for the continuous heating and uniform ultrasonic treatment of olive. paste. Patent ES2327308 B1, 26 December 2007. [Google Scholar]
- Calcio Gaudino, E.; Colletti, A.; Grillo, G.; Tabasso, S.; Cravotto, G. Emerging Processing Technologies for the Recovery of Valuable Bioactive Compounds from Potato Peels. Foods 2020, 9, 1598. [Google Scholar] [CrossRef]
- Roselli, L.; Cicia, G.; Cavallo, C.; Del Giudice, T.; Carlucci, D.; Clodoveo, M.L.; De Gennaro, B.C. Consumers’ willingness to buy innovative traditional food products: The case of extra-virgin olive oil extracted by ultrasound. Food Res. Int. 2018, 108, 482–490. [Google Scholar] [CrossRef]
- Cavallo, C.; Carlucci, D.; Carfora, V.; Caso, D.; Cicia, G.; Clodoveo, M.L.; Del Giudice, T.; Di Monaco, R.; Roselli, L.; Vecchio, R.; et al. Innovation in traditional foods: A laboratory experiment on consumers’ acceptance of extra-virgin olive oil extracted through ultrasounds. NJAS Wagening J. Life Sci. 2020, 92, 1–10. [Google Scholar] [CrossRef]
- Carlucci, D.; Roselli, L.; Giannoccaro, G.; Cavallo, C.; Del Giudice, T.; Vecchio, R.; Cicia, G.; De Gennaro, B.C. Consumer acceptance of innovations in traditional foods: The case of extra-virgin olive oil. Br. Food J. 2022, 54. [Google Scholar] [CrossRef]
- Lauberte, L.; Telysheva, G.; Cravotto, G.; Andersone, A.; Janceva, S.; Dizhbite, T.; Arshanitsa, A.; Jurkjane, V.; Vevere, L.; Grillo, G.; et al. Lignin–Derived antioxidants as value-added products obtained under cavitation treatments of the wheat straw processing for sugar production. J. Clean. Prod. 2021, 303, 126369. [Google Scholar] [CrossRef]
- Ashokkumar, M. Applications of ultrasound in food and bioprocessing. Ultrason. Sonochemistry 2015, 25, 17–23. [Google Scholar] [CrossRef] [PubMed]
- Verdini, F.; Calcio Gaudino, E.; Grillo, G.; Tabasso, S.; Cravotto, G. Cellulose Recovery from Agri-Food Residues by Effective Cavitational Treatments. Appl. Sci. 2021, 11, 4693. [Google Scholar] [CrossRef]
- Grillo, G.; Boffa, L.; Talarico, S.; Solarino, R.; Binello, A.; Cavaglià, G.; Bensaid, S.; Telysheva, G.; Cravotto, G. Batch and Flow Ultrasound-Assisted Extraction of Grape Stalks: Process Intensification Design up to a Multi-Kilo Scale. Antioxidants 2020, 9, 730. [Google Scholar] [CrossRef] [PubMed]
- Clodoveo, M.L.; Corbo, F.; Amirante, R. Does the Introduction of Ultrasound in Extra-Virgin Olive Oil Extraction Process Improve the Income of the Olive Millers: The First Technology for the Simultaneous Increment of Yield and Quality of the Product. In Technological Innovation in the Olive Oil Production Chain; Mazzalupo, I., Ed.; IntechOpen: Rijeka, Croatia, 2018; pp. 1–12. [Google Scholar] [CrossRef] [Green Version]
- Clodoveo, M.L. Industrial Ultrasound Applications in the Extra-Virgin Olive Oil Extraction Process: History, Approaches, and Key Questions. Foods 2019, 8, 121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Juliano, P.; Bainczyk, F.; Swiergon, P.; Supriyatna, M.I.M.; Guillaume, C.; Ravetti, L.; Canamasas, P.; Cravotto, G.; Xu, X.Q. Extraction of olive oil assisted by high-frequency ultrasound standing waves. Ultrason. Sonochemistry 2017, 38, 104–114. [Google Scholar] [CrossRef]
- Clodoveo, M.L.; Moramarco, V.; Paduano, A.; Sacchi, R.; Di Palmo, T.; Crupi, P.; Corbo, F.; Pesce, V.; Distaso, E.; Tamburrano, P.; et al. Engineering design and prototype development of a full-scale ultrasound system for virgin olive oil by means of numerical and experimental analysis. Ultrason. Sonochemistry 2017, 37, 169–181. [Google Scholar] [CrossRef]
- Iqdiam, B.M.; Mostafa, H.; Goodrich-Schneider, R.; Baker, G.L.; Welt, B.; Marshall, M.R. High Power Ultrasound: Impact on Olive Paste Temperature, Malaxation Time, Extraction Efficiency, and Characteristics of Extra Virgin Olive Oil. Food Bioprocess Technol. 2018, 11, 634–644. [Google Scholar] [CrossRef]
- Servili, M.; Veneziani, G.; Taticchi, A.; Romaniello, R.; Tamborrino, A.; Leone, A. Low-frequency, high-power ultrasound treatment at different pressures for olive paste: Effects on olive oil yield and quality. Ultrason. Sonochemistry 2019, 59, 104747. [Google Scholar] [CrossRef]
- Taticchi, A.; Selvaggini, R.; Esposto, S.; Sordini, B.; Veneziani, G.; Servili, M. Physicochemical characterization of virgin olive oil obtained using an ultrasound-assisted extraction at an industrial scale: Influence of olive maturity index and malaxation time. Food Chem. 2019, 289, 7–15. [Google Scholar] [CrossRef]
- Nardella, M.; Moscetti, R.; Nallan Chakravartula, S.S.; Bedini, G.; Massantini, R. A Review on High-Power Ultrasound-Assisted Extraction of Olive Oils: Effect on Oil Yield, Quality, Chemical Composition and Consumer Perception. Foods 2021, 10, 2743. [Google Scholar] [CrossRef]
- Chavan, P.; Sharma, P.; Sharma, S.R.; Mittal, T.C.; Jaiswal, A.K. Application of High-Intensity Ultrasound to Improve Food Processing Efficiency: A Review. Foods 2022, 11, 122. [Google Scholar] [CrossRef] [PubMed]
- Clodoveo, M.L. An overview of emerging techniques in virgin olive oil extraction process: Strategies in the development of innovative plants. J. Agric. Eng. 2013, 44, 297–305. [Google Scholar] [CrossRef]
- Jiménez, A.; Beltrán, G.; Uceda, M. High-power ultrasound in olive paste pretreatment. Effect on process yield and virgin olive oil characteristics. Ultrason. Sonochemistry 2007, 14, 725–731. [Google Scholar] [CrossRef] [PubMed]
- Caponio, F.; Leone, A.; Squeo, G.; Tamborrino, A.; Summo, C. Innovative technologies in virgin olive oil extraction process: Influence on volatile compounds and organoleptic characteristics. J. Sci. Food Agric. 2019, 99, 5594–5600. [Google Scholar] [CrossRef]
- Mohamed, M.E.A.; Amer Eissa, A.H. 2012 Chapter 11: Pulsed Electric Fields for Food Processing Technology. In Structure and Function of Food Engineering; Eissa, A.A., Ed.; IntechOpen: London, UK, 2012. [Google Scholar]
- Brito, P.S.; Canacsinh, H.; Mendes, J.; Redondo, L.M.; Pereira., M.T. Pulsed electric field pre-treatment for apple juice extraction: Evaluation of monopolar and bipolar pulses effects. In Proceedings of the 2012 IEEE International Power Modulator and High Voltage Conference, San Diego, CA, USA, 3–7 June 2012; pp. 92–97. [Google Scholar]
- Min, S.; Jin, Z.T.; Zhang, Q.H. Commercial Scale Pulsed Electric Field Processing of Tomato Juice. J. Agric. Food Chem. 2003, 51, 3338–3344. [Google Scholar] [CrossRef]
- Barbosa-Cànovas, G.V. Pulsed Electric Fields Technology for the Food Industry, Fundamentals and Applications, Food Engineering Series; Springer: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- COl/T.20/ Doc. No 29/Rev.1/2017, updated to Rev. 2 in Jun 2022. Available online: https://www.internationaloliveoil.org/wp-content/uploads/2022/06/Doc.-No-29-REV-2_ENK.pdf (accessed on 25 July 2022).
- IUPAC. Determination of tocopherols and tocotrienols in vegetable fats by HPLC. In Standard Methods of Analyses of Oils Fats and Derivatives, 7th ed.; Dieffenbacher, A., Pocklington, W.D., Eds.; Blackwell Scientific Publications: Oxford, UK, 1992. [Google Scholar]
- Turton, R.; Bailie, R.C.; Whiting, W.B.; Shaeiwitz, J.A. Analysis, Synthesis and Design of Chemical Processes, 3rd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2009. [Google Scholar]
- Agronotizie. Available online: https://agronotizie.imagelinenetwork.com/agricoltura-economia-politica/2019/05/24/acque-di-vegetazione-ecco-come-smaltirle-a-costo-zero/63097#:~:text=%22Di%20fatto%2C%20la%20realizzazione%20dell,e%2015%20euro%20la%20tonnellata%22 (accessed on 18 July 2022).











| Parameter | 4 × US-PEF | PEFM | PEF |
|---|---|---|---|
| Voltage; Pulse; Frequency Electric Field Total Energy Power | [8 kV; 30 µs; 15 Hz] 1.6 kV/cm 3.5 kJ/kg 0.8 kW | [10 kV; 30 µs; 17 Hz] 2.0 kV/cm 5.1 kJ/kg 1.5 kW | [8 kV; 30 µs; 15 Hz] 1.6 kV/cm 3.5 kJ/kg 0.8 kW |
| N. | Trial | US | PEF | Malaxing | Oil Yields (% wt) | H2O Addition for Decanter |
|---|---|---|---|---|---|---|
| 1 | CTRL | no | no | yes | 16.3 | Yes |
| 2 | 4 × US | yes | no | no | 17.8 | No |
| 3 | 4 × US-PEF | yes | yes | no | 18.1 | No |
| 4 | PEFM | no | yes | yes | 17.6 | Yes |
| 5 | PEF | no | yes | no | ND | Yes |
| Item | Base Unit Cost (Euro) | N. of Units | Total Base Cost (Euro) | Energy (kW/h) |
|---|---|---|---|---|
| 1. Leaf remover | 19,000 | 1 | 19,000 | 6 |
| 2. Washer | 23,000 | 1 | 23,000 | 3 |
| 3. Crushing | 15,000 | 1 | 15,000 | 15 |
| 4. Intermediate tank | 15,000 | 1 | 15,000 | 0 |
| 5a. Ultrasound unit | 18,000 | 4 | 72,000 | 3.2 |
| 5b. PEF equipment | 54,500 | 1 | 54,500 | 0.8 |
| 5c. Malaxation container | 27,000 | 3 | 81,000 | 4 |
| 6. Decanter | 95,000 | 1 | 95,000 | 35 |
| 7. Centrifuge | 35,000 | 1 | 35,000 | 13 |
| 8. Pump | 17,000 | 1 | 17,000 | 5 |
| 9. Storage tank | 40,000 | 1 | 40,000 | 0 |
| Total | 340,000 | 81 | ||
| Trial | Process | Treated Olives | Malax. (Time) | US Flow Rate | Decanter Flow Rate | Process Flow Rate | Daily Processed Olive Paste | Oil Yields | TOT Bio-phenols | TOT Tocols | Oil Prod. | Energy | Energy/ kg Oil |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (kg) | (min) | (kg/h) | (kg/h) | (kg/h) * | (kg/day) ** | (% wt) | (mg/kg) | (mg/kg) | (kg/day) | (kW/day) ** | (KW/kg) | ||
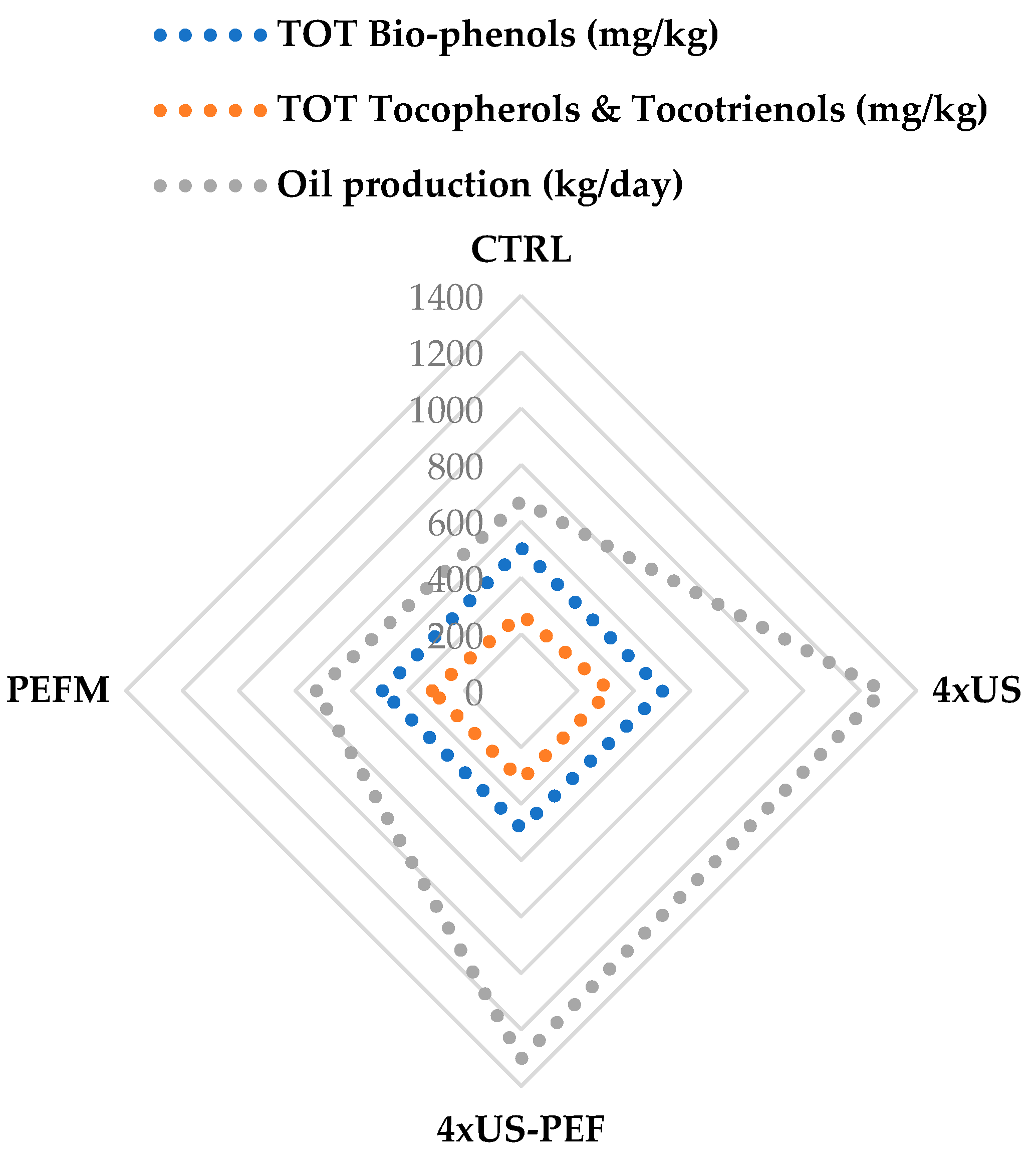
| 1 | CTRL | 1800 | Yes (45 min) | No | 900 | 515 | 4120 | 16.3 | 506 | 271 | 672 | 648 | 0.964 |
| 2 | 4 × US | 1800 | no | Yes (900) | 900 | 900 | 7200 | 17.8 | 502 | 314 | 1282 | 641.6 | 0.500 |
| 3 | 4 × US-PEF | 1800 | No | Yes (900) | 900 | 900 | 7200 | 18.1 | 487 | 317 | 1303 | 648 | 0.497 |
| 4 | PEFM | 1800 | Yes (45 min) | No | 900 | 515 | 4120 | 17.6 | 492 | 315 | 725 | 654.4 | 0.903 |
| Process | Biophenols | Tocopherols and Tocotrienols | Oil Production | Energy Consumption/kg of Produced Oil | Equipment Cost |
|---|---|---|---|---|---|
| (% Reduction) * | (% Increase) * | (% Reduction) * | (% Reduction) * | (Euro, %) | |
| CTRL | - | - | - | - | - |
| 4 × US | 0.8 | 15.9 | 90.8 | 48.1 | −2.7 |
| 4 × US-PEF | 3.8 | 17.0 | 93.9 | 48.4 | +13.4 |
| PEFM | 2.9 | 16.2 | 7.9 | 6.3 | +11.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grillo, G.; Boffa, L.; Calcio Gaudino, E.; Binello, A.; Rego, D.; Pereira, M.; Martínez, M.; Cravotto, G. Combined Ultrasound and Pulsed Electric Fields in Continuous-Flow Industrial Olive-Oil Production. Foods 2022, 11, 3419. https://doi.org/10.3390/foods11213419
Grillo G, Boffa L, Calcio Gaudino E, Binello A, Rego D, Pereira M, Martínez M, Cravotto G. Combined Ultrasound and Pulsed Electric Fields in Continuous-Flow Industrial Olive-Oil Production. Foods. 2022; 11(21):3419. https://doi.org/10.3390/foods11213419
Chicago/Turabian StyleGrillo, Giorgio, Luisa Boffa, Emanuela Calcio Gaudino, Arianna Binello, Duarte Rego, Marcos Pereira, Melchor Martínez, and Giancarlo Cravotto. 2022. "Combined Ultrasound and Pulsed Electric Fields in Continuous-Flow Industrial Olive-Oil Production" Foods 11, no. 21: 3419. https://doi.org/10.3390/foods11213419