
Chickpea Aquafaba-Based Emulsions as a Fat Replacer in Pound Cake: Impact on Cake Properties and Sensory Analysis

 , ,
, ,
Abstract
:1. Introduction
2. Material and Methods
2.1. Material
2.2. Chickpea Aquafaba (CA) Production
2.3. CA Characterization
2.3.1. Physicochemical Characteristics
2.3.2. Rheological Measurements
2.3.3. Thermal Properties
2.4. Chickpea Aquafaba Based Emulsions Preparation
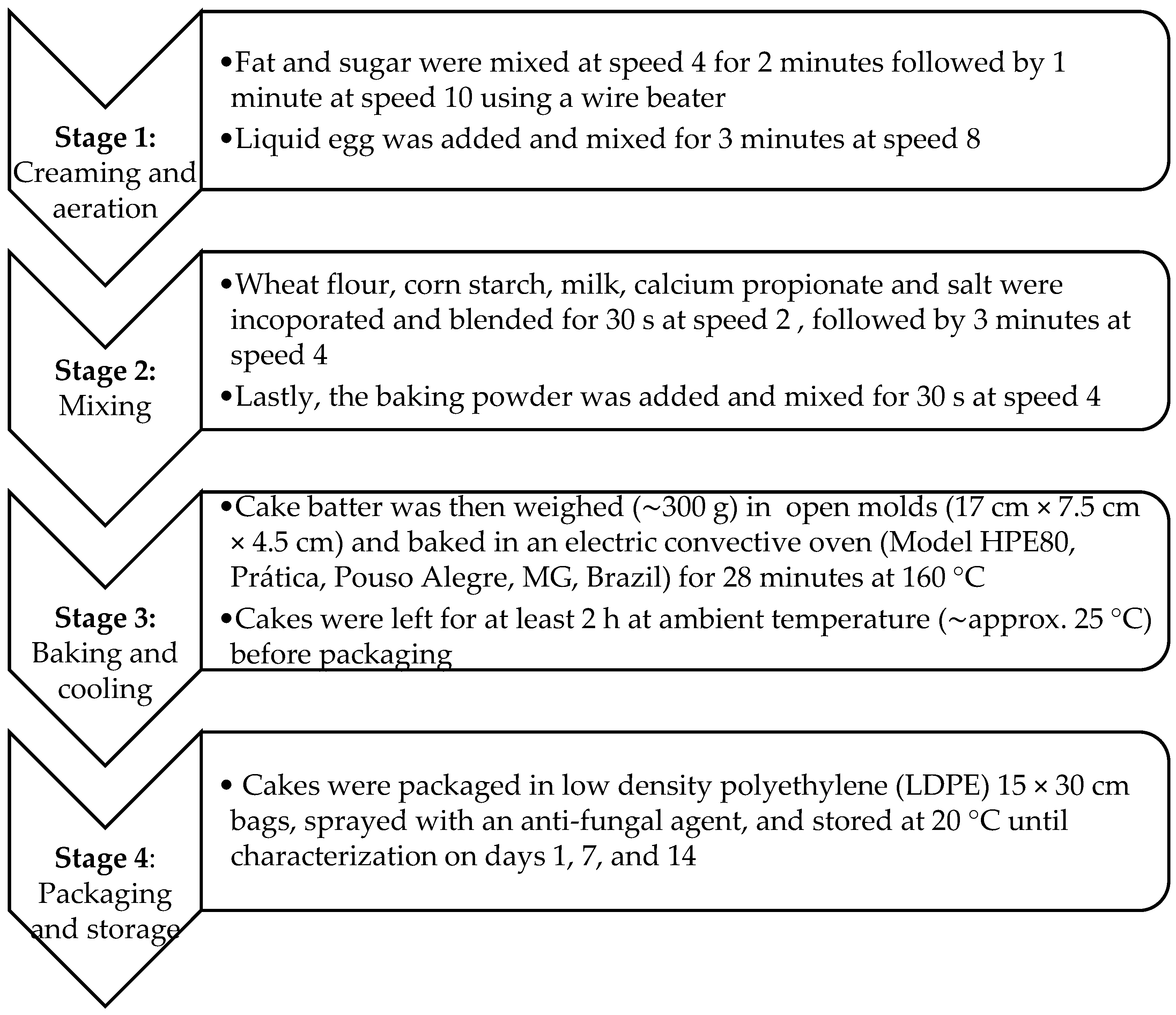
2.5. Cake Production
2.6. Cake Batter Evaluation
2.6.1. pH
2.6.2. Apparent Density
2.6.3. Rheological Measurements
2.7. Cake Technological Evaluation
2.7.1. Baking Loss
2.7.2. Cake Specific Volume
2.7.3. Cake Symmetry Index
2.7.4. Cake Structure, Appearance, and Color
2.7.5. Crumb and Crust Moisture Content
2.7.6. Crumb Instrumental Texture
2.7.7. Water Activity
2.8. Cake Sensory Evaluation
2.9. Statistical Analysis
3. Results and Discussion
3.1. CA Characterization
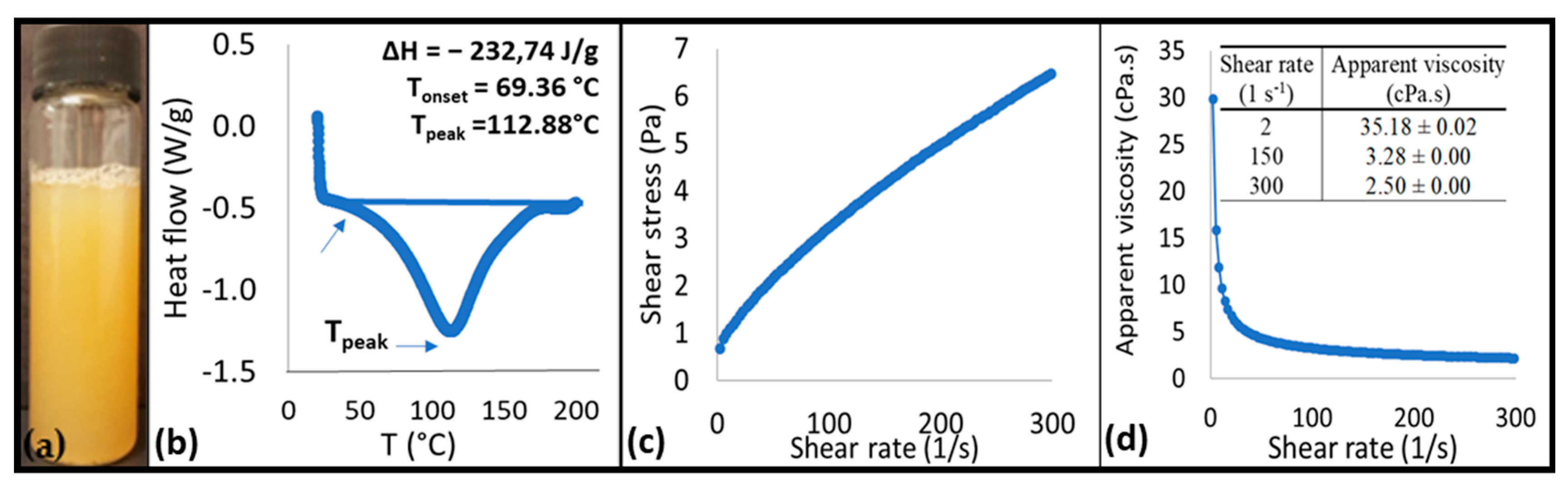
3.1.1. Physicochemical Characteristics
3.1.2. Rheological Properties
3.1.3. DSC
3.2. Cake Batter Characterization
3.2.1. Density and pH
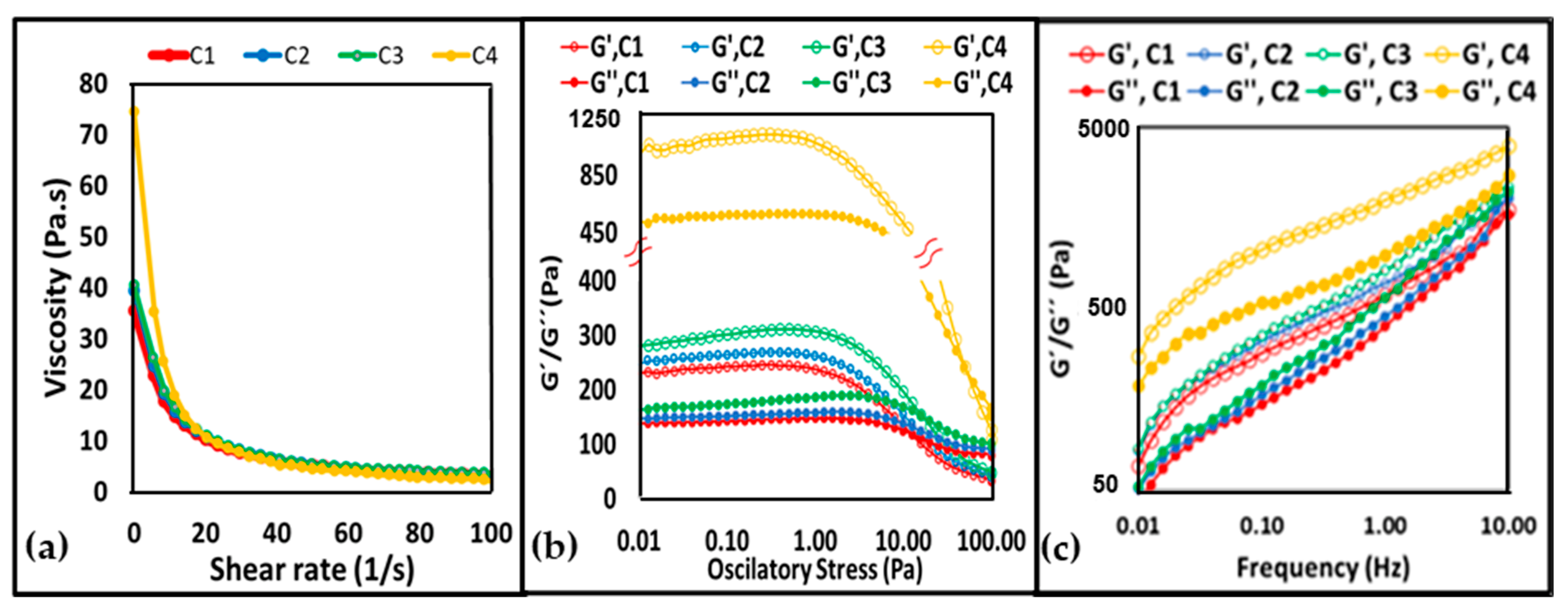
3.2.2. Rheological Properties
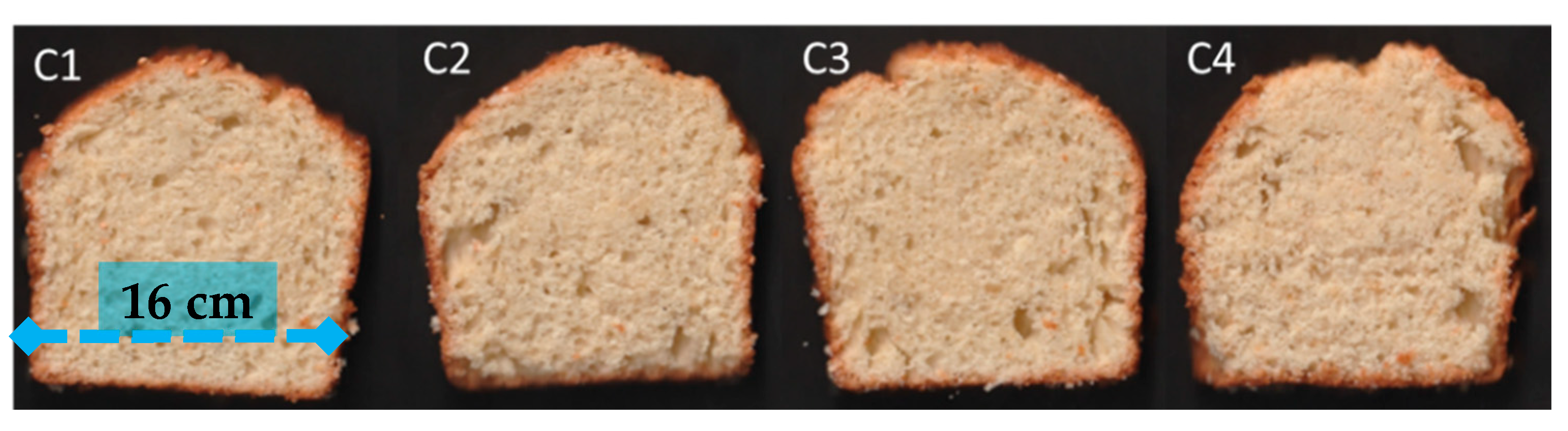
3.3. Cake Quality Evaluation
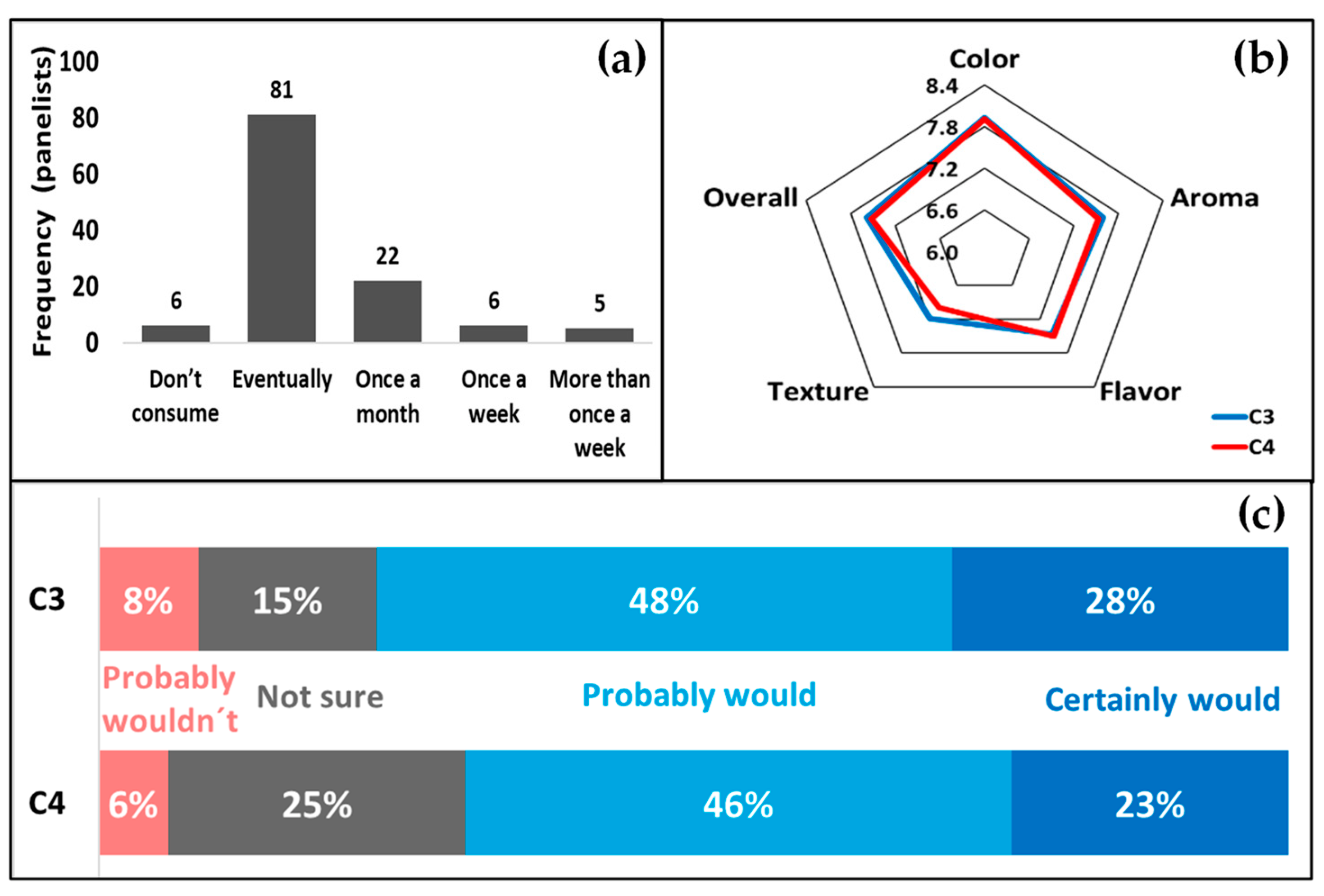
3.4. Sensory Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kris-Etherton, P.M. Trans-Fats and Coronary Heart Disease. Crit. Rev. Food Sci. Nutr. 2010, 50, 29–30. [Google Scholar] [CrossRef]
- Mozaffarian, D.; Aro, A.; Willett, W.C. Health Effects of Trans-Fatty Acids: Experimental and Observational Evidence. Eur. J. Clin. Nutr. 2009, 63, S5–S21. [Google Scholar] [CrossRef]
- FDA. FDA Takes Step to Remove Artificial Trans Fats in Processed Foods: Action Expected to Prevent Thousands of Fatal Heart Attacks. Available online: https://www.sciencedaily.com/releases/2015/06/150616160256.htm (accessed on 16 August 2022).
- Brazilian Health Regulatory Agency (ANVISA). Requisitos para Uso de Gorduras Trans Industriais em Alimentos; Brazilian Health Regulatory Agency (ANVISA): Brasilia, Brazil, 2021. Available online: http://bibliotecadigital.anvisa.ibict.br/jspui/handle/anvisa/209 (accessed on 16 August 2022).
- European Food Safety Authority (EFSA). Scientific and Technical Assistance on Trans Fatty Acids; European Food Safety Authority (EFSA): Parma, Italy, 2018. [CrossRef]
- Meng, Z.; Qi, K.; Guo, Y.; Wang, Y.; Liu, Y. Macro-Micro Structure Characterization and Molecular Properties of Emulsion-Templated Polysaccharide Oleogels. Food Hydrocoll. 2018, 77, 17–29. [Google Scholar] [CrossRef]
- Cerqueira, M.A.; Fasolin, L.H.; Euston, S.R. Editorial: Structured Edible Oil: Towards a New Generation of Fat Mimetics. Front. Sustain. Food Syst. 2021, 5, 78. [Google Scholar] [CrossRef]
- Silva, T.J.; Barrera-Arellano, D.; Ribeiro, A.P.B. Oleogel-Based Emulsions: Concepts, Structuring Agents, and Applications in Food. J. Food Sci. 2021, 86, 2785–2801. [Google Scholar] [CrossRef]
- Tan, C.; McClements, D.J. Application of Advanced Emulsion Technology in the Food Industry: A Review and Critical Evaluation. Foods 2021, 10, 812. [Google Scholar] [CrossRef] [PubMed]
- Boye, J.; Zare, F.; Pletch, A. Pulse Proteins: Processing, Characterization, Functional Properties and Applications in Food and Feed. Food Res. Int. 2010, 43, 414–431. [Google Scholar] [CrossRef]
- Can Karaca, A.; Low, N.H.; Nickerson, M.T. Potential Use of Plant Proteins in the Microencapsulation of Lipophilic Materials in Foods. Trends Food Sci. Technol. 2015, 42, 5–12. [Google Scholar] [CrossRef]
- He, Y.; Shim, Y.Y.; Shen, J.; Kim, J.H.; Cho, J.Y.; Hong, W.S.; Meda, V.; Reaney, M.J.T. Aquafaba from Korean Soybean II: Physicochemical Properties and Composition Characterized by NMR Analysis. Foods 2021, 10, 2589. [Google Scholar] [CrossRef]
- Lafarga, T.; Villaró, S.; Bobo, G.; Aguiló-Aguayo, I. Optimisation of the PH and Boiling Conditions Needed to Obtain Improved Foaming and Emulsifying Properties of Chickpea Aquafaba Using a Response Surface Methodology. Int. J. Gastron. Food Sci. 2019, 18, 100177. [Google Scholar] [CrossRef]
- Grossi Bovi Karatay, G.; Medeiros Theóphilo Galvão, A.M.; Dupas Hubinger, M. Storage Stability of Conventional and High Internal Phase Emulsions Stabilized Solely by Chickpea Aquafaba. Foods 2022, 11, 1588. [Google Scholar] [CrossRef] [PubMed]
- Buhl, T.F.; Christensen, C.H.; Hammershøj, M. Aquafaba as an Egg White Substitute in Food Foams and Emulsions: Protein Composition and Functional Behavior. Food Hydrocoll. 2019, 96, 354–364. [Google Scholar] [CrossRef]
- Mustafa, R.; He, Y.; Shim, Y.Y.; Reaney, M.J.T. Aquafaba, Wastewater from Chickpea Canning, Functions as an Egg Replacer in Sponge Cake. Int. J. Food Sci. Technol. 2018, 53, 2247–2255. [Google Scholar] [CrossRef]
- Aslan, M.; Ertaş, N. Possibility of Using ‘chickpea Aquafaba’ as Egg Replacer in Traditional Cake Formulation. Harran Tarım Gıda Bilimleri Derg. 2020, 24, 1–8. [Google Scholar] [CrossRef]
- Raikos, V.; Hayes, H.; Ni, H. Aquafaba from Commercially Canned Chickpeas as Potential Egg Replacer for the Development of Vegan Mayonnaise: Recipe Optimisation and Storage Stability. Int. J. Food Sci. Technol. 2020, 55, 1935–1942. [Google Scholar] [CrossRef]
- He, Y.; Purdy, S.K.; Tse, T.J.; Taran, B.; Meda, V.; Reaney, M.J.T.; Mustafa, R. Standardization of Aquafaba Production and Application in Vegan Mayonnaise Analogs. Foods 2021, 10, 1978. [Google Scholar] [CrossRef] [PubMed]
- Stantiall, S.E.; Dale, K.J.; Calizo, F.S.; Serventi, L. Application of Pulses Cooking Water as Functional Ingredients: The Foaming and Gelling Abilities. Eur. Food Res. Technol. 2018, 244, 97–104. [Google Scholar] [CrossRef]
- Meurer, M.C.; de Souza, D.; Marczak, L.D.F. Effects of Ultrasound on Technological Properties of Chickpea Cooking Water (Aquafaba). J. Food Eng. 2020, 265, 109688. [Google Scholar] [CrossRef]
- Ben Jeddou, K.; Bouaziz, F.; Zouari-Ellouzi, S.; Chaari, F.; Ellouz-Chaabouni, S.; Ellouz-Ghorbesl, R.; Nouri-Ellouz, O. Improvement of Texture and Sensory Properties of Cakes by Addition of Potato Peel Powder with High Level of Dietary Fiber and Protein. Food Chem. 2017, 217, 668–677. [Google Scholar] [CrossRef]
- Conforti, F.D. Cake Manufacture. In Bakery Products Science and Technology; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2014; pp. 563–584. ISBN 9781118792001. [Google Scholar]
- Lai, H.M.; Lin, T.C. Bakery Products: Science and Technology. Bak. Prod. Sci. Technol. 2007, 1–65. [Google Scholar] [CrossRef]
- Wilderjans, E.; Luyts, A.; Brijs, K.; Delcour, J.A. Ingredient Functionality in Batter Type Cake Making. Trends Food Sci. Technol. 2013, 30, 6–15. [Google Scholar] [CrossRef]
- Alsalman, F.B.; Tulbek, M.; Nickerson, M.; Ramaswamy, H.S. Evaluation of Factors Affecting Aquafaba Rheological and Thermal Properties. LWT 2020, 132, 109831. [Google Scholar] [CrossRef]
- Bedoya-Perales, N.S.; Steel, C.J. Effect of the Concentrations of Maltogenic α-Amylase and Fat on the Technological and Sensory Quality of Cakes. Food Sci. Technol. 2014, 34, 760–766. [Google Scholar] [CrossRef]
- American Association of Cereal Chemists. Approved Methods Committee. In Approved Methods of the American Association of Cereal Chemists; American Association of Cereal Chemists: Saint Paul, MN, USA, 2000; Volume 1, ISBN 1891127128. [Google Scholar]
- Muhialdin, B.J.; Mohammed, N.K.; Cheok, H.J.; Farouk, A.E.A.; Meor Hussin, A.S. Reducing Microbial Contamination Risk and Improving Physical Properties of Plant-Based Mayonnaise Produced Using Chickpea Aquafaba. Int. Food Res. J. 2021, 28, 547–553. [Google Scholar] [CrossRef]
- Alsalman, F.B.; Tulbek, M.; Nickerson, M.; Ramaswamy, H.S. Evaluation and Optimization of Functional and Antinutritional Properties of Aquafaba. Legume Sci. 2020, 2, e30. [Google Scholar] [CrossRef]
- Xu, Y.; Obielodan, M.; Sismour, E.; Arnett, A.; Alzahrani, S.; Zhang, B. Physicochemical, Functional, Thermal and Structural Properties of Isolated Kabuli Chickpea Proteins as Affected by Processing Approaches. Int. J. Food Sci. Technol. 2017, 52, 1147–1154. [Google Scholar] [CrossRef]
- Jogihalli, P.; Singh, L.; Sharanagat, V.S. Effect of Microwave Roasting Parameters on Functional and Antioxidant Properties of Chickpea (Cicer arietinum). LWT-Food Sci. Technol. 2017, 79, 223–233. [Google Scholar] [CrossRef]
- Yazici, G.N.; Ozer, M.S. A Review of Egg Replacement in Cake Production: Effects on Batter and Cake Properties. Trends Food Sci. Technol. 2021, 111, 346–359. [Google Scholar] [CrossRef]
- Hesarinejad, M.A.; Koocheki, A.; Razavi, S.M.A. Dynamic Rheological Properties of Lepidium Perfoliatum Seed Gum: Effect of Concentration, Temperature and Heating/Cooling Rate. Food Hydrocoll. 2014, 35, 583–589. [Google Scholar] [CrossRef]
- Fernandes, S.S.; Salas-Mellado, M.d.l.M. Addition of Chia Seed Mucilage for Reduction of Fat Content in Bread and Cakes. Food Chem. 2017, 227, 237–244. [Google Scholar] [CrossRef]
- Cauvain, S.P.; Young, L.S. Baked Products: Science, Technology and Practice; John Wiley & Sons: Hoboken, NJ, USA, 2008; ISBN 1405171529. [Google Scholar]
- Felisberto, M.H.F.; Wahanik, A.L.; Gomes-Ruffi, C.R.; Clerici, M.T.P.S.; Chang, Y.K.; Steel, C.J. Use of Chia (Salvia hispanica L.) Mucilage Gel to Reduce Fat in Pound Cakes. LWT Food Sci. Technol. 2015, 63, 1049–1055. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients | % (f.b.) | Grams |
|---|---|---|
| Wheat flour | 95.00 | 950.00 |
| Corn starch | 5.00 | 50.00 |
| Total flour + starch (f.b. = flour basis) | 100.00 | 1000.00 |
| Fat (palm oil, E1 (1), E2 (2), or E3 (3)) (4) | 40.00 | 400.00 |
| Liquid egg (4) | 50.00 | 500.0 |
| Whole milk (4) | 45.00 | 450.00 |
| Refined sugar (4) | 78.75 | 787.50 |
| Baking powder (4) | 2.50 | 25.00 |
| Calcium propionate (4) | 0.10 | 1.00 |
| Salt (4) | 0.20 | 5.00 |
| Formulation | ||||
|---|---|---|---|---|
| Parameter | C1 | C2 | C3 | C4 |
| Density (g−1 cm−3) | 1.04 ± 0.00 a | 1.03 ± 0.02 a | 1.01 ± 0.00 b | 0.87 ± 0.00 c |
| pH | 6.77 ± 0.05 a | 6.66 ± 0.04 b | 6.60 ± 0.03 b | 6.84 ± 0.04 a |
| η5 (Pa.s) | 22.87 ± 0.12 c | 24.39 ± 0.27 c | 26.33 ± 1.21 b | 35.25 ± 0.59 a |
| σ0 (Pa) | 81.30 ± 6.91 c | 84.92 ± 6.31 bc | 101.24 ± 7.89 b | 163.43 ± 6.64 a |
| G′LVR (Pa) | 245.15 ± 19.04 b | 258.65 ± 25.68 b | 296.06 ± 7.68 b | 1074.10 ± 87.31 a |
| G″LVR (Pa) | 147.40 ± 9.51 b | 152.92 ± 8.66 b | 176.63 ± 9.09 b | 558.66 ± 47.85 a |
| OSL (Pa) | 2.95 ± 0.38 b | 3.20 ± 0.60 b | 4.50 ± 0.52 a | 3.98 ± 0.00 ab |
| Tan δLVR | 0.61 ± 0.02 a | 0.60 ± 0.02 a | 0.60 ± 0.02 a | 0.52 ± 0.00 b |
| FPOS (Pa) | 12.75 ± 1.99 b | 14.19 ± 4.08 b | 16.88 ± 1.03 b | 53.35 ± 3.24 a |
| FPG (Pa) | 123.37 ± 7.10 b | 129.36 ± 8.27 b | 150.44 ± 17.06 b | 233.61 ± 34.69 a |
| Formulation | ||||
|---|---|---|---|---|
| Parameter | C1 | C2 | C3 | C4 |
| Baking loss (%) | 9.1 ± 0.8 a | 9.5 ± 0.5 a | 8.9 ± 0.7 a | 9.4 ± 0.8 a |
| Specific volume (cm3g−1) | 2.3 ± 0.0 ab | 2.3 ± 0.0 b | 2.3 ± 0.0 ab | 2.2 ± 0.0 a |
| Symmetry index | 2.6 ± 0.2 a | 2.5 ± 0.6 a | 2.2 ± 0.6 a | 2.5 ± 0.1 a |
| L*crust | 49.7 ± 4.0 a | 53.9 ± 3.3 a | 54.2 ± 6.0 a | 55.8 ± 4.9 a |
| a*crust | 17.5 ± 1.3 a | 16.3 ± 1.1 a | 16.3 ± 1.9 a | 16.3 ± 2.9 a |
| b*crust | 33.0 ± 3.2 a | 36.9 ± 2.4 a | 35.8 ± 3.1 a | 35.8 ± 1.8 a |
| L*crumb | 77.8 ± 3.0 ab | 77.3 ± 1.9 ab | 74.0 ± 4.3 b | 79.6 ± 1.2 a |
| a*crumb | 0.4 ± 0.4 b | 0.7 ± 0.5 b | 0.6 ± 0.3 b | 1.4 ± 0.5 a |
| b*crumb | 21.0 ± 0.6 b | 21.5 ± 1.0 b | 20.7 ± 1.0 b | 23.2 ± 1.2 a |
| Formulation | |||||
|---|---|---|---|---|---|
| Parameter | Day | C1 | C2 | C3 | C4 |
| 1 | 31.3 ± 0.9 aA | 29.7 ± 0.4 aA | 29.4 ± 0.5 aA | 29.7 ± 2.0 aA | |
| Moisture (%) | 7 | 25.6 ± 0.7 bAB | 26.7 ± 0.9 bA | 23.0 ± 1.3 cB | 23.0 ± 1.3 bB |
| 14 | 26.1 ± 0.1 bA | 25.7 ± 1.4 bA | 25.1 ± 0.4 bA | 22.9 ± 0.6 bB | |
| 1 | 851 ± 116 bB | 1164 ± 196 cA | 1107 ± 150 cA | 1127 ± 98 cA | |
| Firmness (gf) | 7 | 1586 ± 190 aB | 1758 ± 302 bAB | 1683 ± 121 bAB | 1882 ± 220 bA |
| 14 | 1896 ± 434 aB | 2214 ± 440 aAB | 2103 ± 227 aAB | 2489 ± 237 aA | |
| 1 | 0.92 ± 0.00 aA | 0.91 ± 0.00 aA | 0.91 ± 0.00 aA | 0.90 ± 0.00 aB | |
| Water activity | 7 | 0.89 ± 0.00 bA | 0.89 ± 0.01 bA | 0.89 ± 0.01 bA | 0.86 ± 0.00 bA |
| 14 | 0.88 ± 0.00 cA | 0.88 ± 0.01 bA | 0.88 ± 0.00 bAB | 0.87 ± 0.01 bB | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grossi Bovi Karatay, G.; Rebellato, A.P.; Joy Steel, C.; Dupas Hubinger, M. Chickpea Aquafaba-Based Emulsions as a Fat Replacer in Pound Cake: Impact on Cake Properties and Sensory Analysis. Foods 2022, 11, 2484. https://doi.org/10.3390/foods11162484
Grossi Bovi Karatay G, Rebellato AP, Joy Steel C, Dupas Hubinger M. Chickpea Aquafaba-Based Emulsions as a Fat Replacer in Pound Cake: Impact on Cake Properties and Sensory Analysis. Foods. 2022; 11(16):2484. https://doi.org/10.3390/foods11162484
Chicago/Turabian StyleGrossi Bovi Karatay, Graziele, Ana Paula Rebellato, Caroline Joy Steel, and Miriam Dupas Hubinger. 2022. "Chickpea Aquafaba-Based Emulsions as a Fat Replacer in Pound Cake: Impact on Cake Properties and Sensory Analysis" Foods 11, no. 16: 2484. https://doi.org/10.3390/foods11162484