Effect of Type and Concentration of Carrier Material on the Encapsulation of Pomegranate Peel Using Spray Drying Method

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemical Reagents
2.2. Plant Material and Extraction of Phenolic Compounds
2.3. Spray Drying Process
2.4. Analysis of PPs Powder
2.4.1. Moisture Content
2.4.2. Hygroscopicity
2.4.3. Rehydration
2.4.4. Bulk Density
2.4.5. Water Solubility Index and Water Absorption Index
2.5. HPLC Analysis
2.6. Statistical Analysis
3. Results
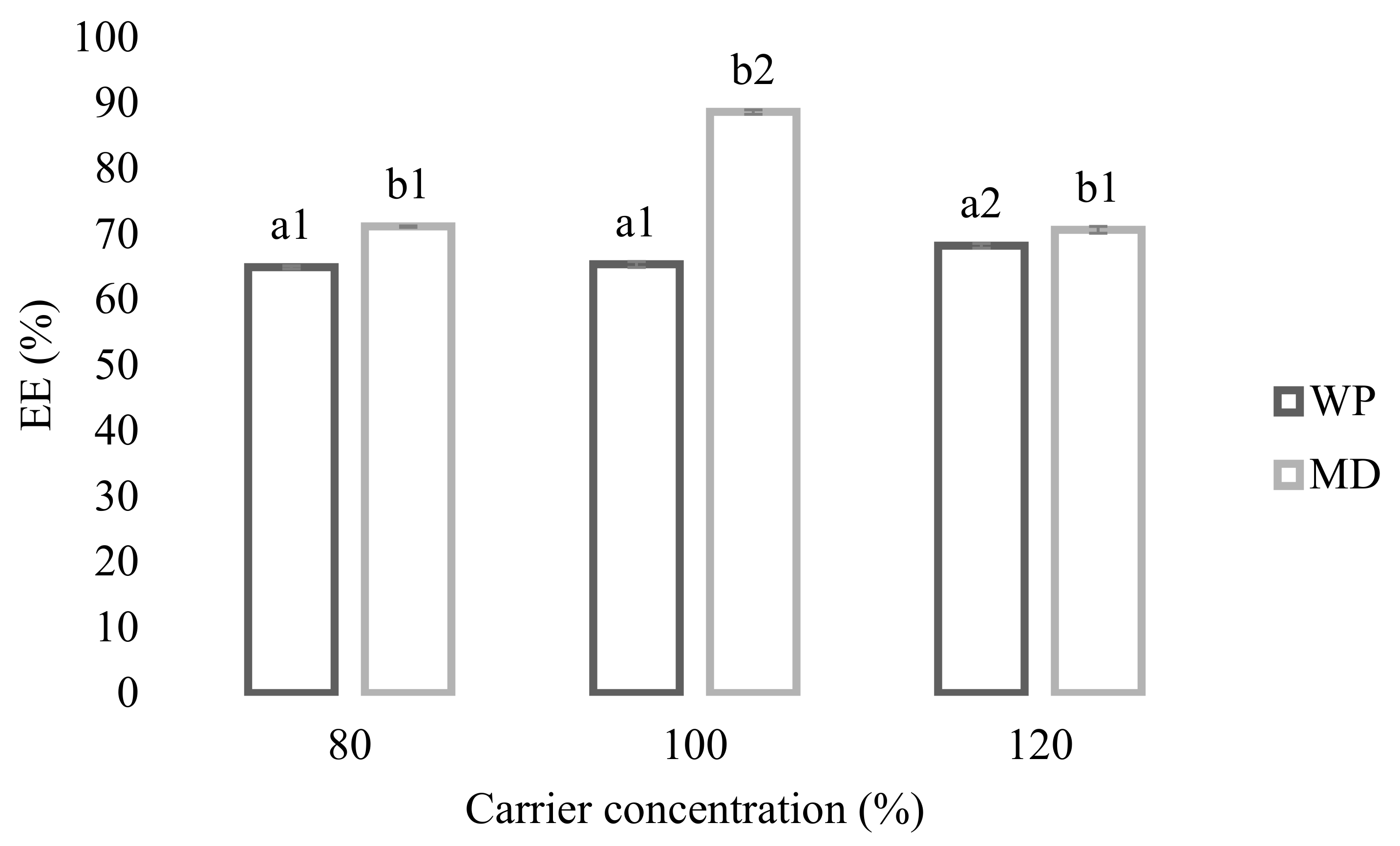
3.1. Encapsulation Efficiency
3.2. Moisture Content and Hygroscopicity
3.3. Bulk Density
3.4. Water Absorption Index, Water Solubility Index, and Rehydration
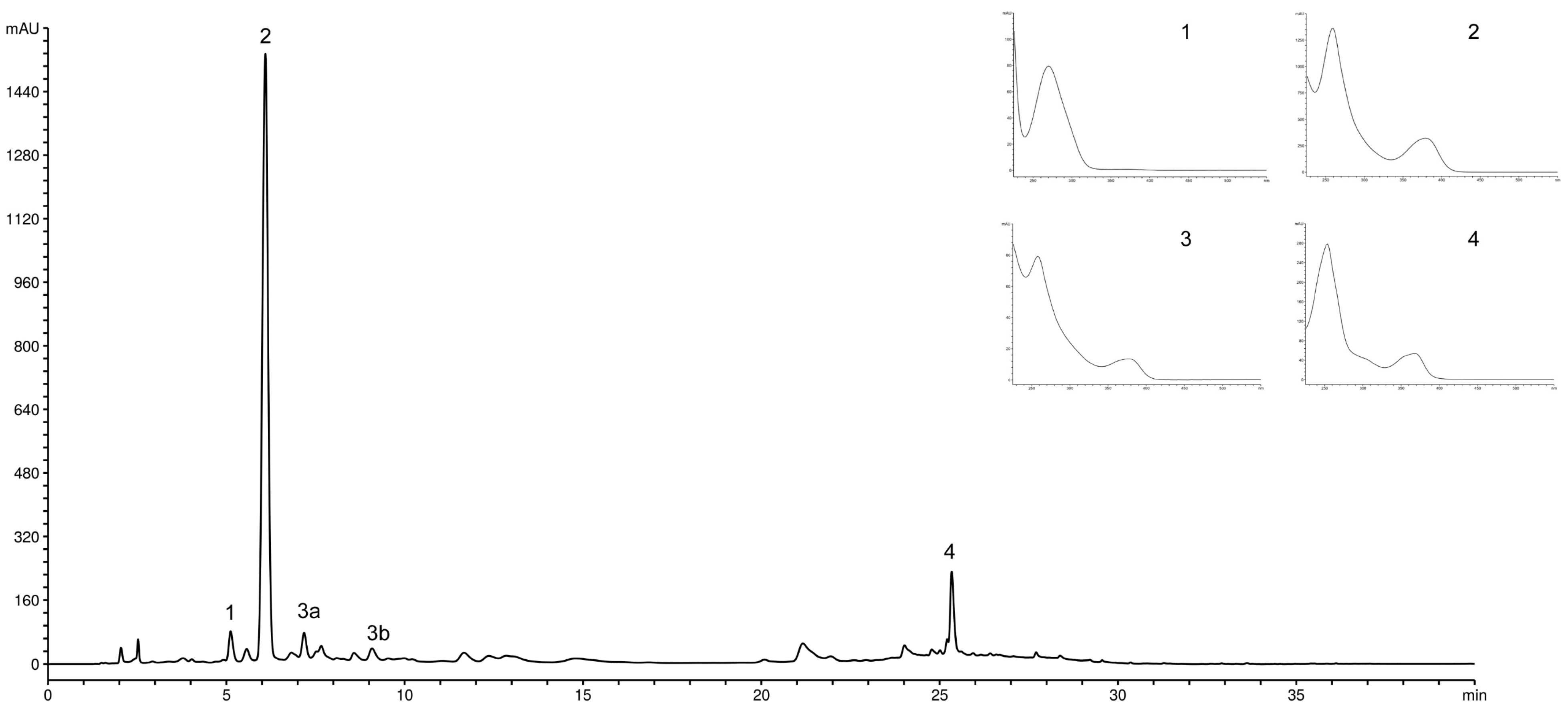
3.5. HPLC Analysis of Polyphenolic Compounds
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- FAO (2012) Statistical Database. Food and Agriculture Organization of the United Nations. Codex Alimentarius Commission, Tunis. Available online: http://www.fao.org (accessed on 23 May 2012).
- Kahramanoglu, I. Trends in pomegranate sector: Production, postharvest handling and marketing. IJAFLS 2019, 3, 239–246. [Google Scholar]
- Fawole, O.A.; Opara, U.L. Stability of total phenolic concentration and antioxidant capacity of extracts from pomegranate co-products subjected to in vitro digestion. BMC Complement. Altern. Med. 2016, 16, 358. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mo, J.; Panichayupakaranant, P.; Kaewnopparat, N.; Nitiruangjaras, A.; Reanmongkol, W. Topical anti-inflammatory and analgesic activities of standardized pomegranate rind extract in comparison with its marker compound ellagic acid in vivo. J. Ethnopharmacol. 2013, 148, 901–908. [Google Scholar] [CrossRef]
- Alexandre, E.M.; Silva, S.; Santos, S.A.; Silvestre, A.J.; Duarte, M.F.; Saraiva, J.A.; Pintado, M. Antimicrobial activity of pomegranate peel extracts performed by high pressure and enzymatic assisted extraction. Food Res. Int. 2019, 115, 167–176. [Google Scholar] [CrossRef] [Green Version]
- Endo, E.H.; Ueda-Nakamura, T.; Nakamura, C.V. Activity of spray-dried microparticles containing pomegranate peel extract against Candida albicans. Molecules 2012, 17, 10094–10107. [Google Scholar] [CrossRef] [PubMed]
- Yusefi, M.; Shameli, K.; Ali, R.R.; Pang, S.W.; Teow, S.Y. Evaluating anticancer activity of plant-mediated synthesized iron oxide nanoparticles using Punica granatum fruit peel extract. J. Mol. Struct. 2020, 1204, 127539. [Google Scholar] [CrossRef]
- Šavikin, K.; Živković, J.; Alimpić, A.; Zdunić, G.; Janković, T.; Duletić-Laušević, S.; Menković, N. Activity guided fractionation of pomegranate extract and its antioxidant, antidiabetic and antineurodegenerative properties. Ind. Crop. Prod. 2018, 113, 142–149. [Google Scholar] [CrossRef]
- Rehman, A.; Jafari, S.M.; Aadil, R.M.; Assadpour, E.; Randhawa, M.A.; Mahmood, S. Development of active food packaging via incorporation of biopolymeric nanocarriers containing essential oils. Trends Food Sci. Technol. 2020, 101, 106–121. [Google Scholar] [CrossRef]
- Korma, S.A.; Wei, W.; Ali, A.H.; Abed, S.M.; Zheng, L.; Jin, Q.; Wang, X. Spray-dried novel structured lipids enriched with medium-and long-chain triacylglycerols encapsulated with different wall materials: Characterization and stability. Food Res. Int. 2019, 116, 538–547. [Google Scholar] [CrossRef]
- Kaderides, K.; Goula, A.M.; Adamopoulos, K.G. A process for turning pomegranate peels into a valuable food ingredient using ultrasound-assisted extraction and encapsulation. Innov. Food Sci. Emerg. Technol. 2015, 31, 204–215. [Google Scholar] [CrossRef]
- Kaderides, K.; Goula, A.M. Encapsulation of pomegranate peel extract with a new carrier material from orange juice by-products. J. Food Eng. 2019, 253, 1–13. [Google Scholar] [CrossRef]
- Çam, M.; İçyer, N.C.; Erdoğan, F. Pomegranate peel phenolics: Microencapsulation, storage stability and potential ingredient for functional food development. LWT Food Sci. Technol. 2014, 55, 117–123. [Google Scholar] [CrossRef]
- Council of Europe. European Pharmacopoeia 8.0; Council of Europe: Strasbourg, France, 2013. [Google Scholar]
- Grabež, M.; Škrbić, R.; Stojiljković, M.P.; Rudić-Grujić, V.; Paunović, M.; Arsić, A.; Petrović, S.; Vučić, V.; Mirjanić-Azarić, B.; Šavikin, K.; et al. Beneficial effects of pomegranate peel extract on plasma lipid profile, fatty acids levels and blood pressure in patients with diabetes mellitus type-2: A randomized, double-blind, placebo-controlled study. J. Funct. Food. 2020, 64, 103692. [Google Scholar] [CrossRef]
- Vladić, J.; Ambrus, R.; Szabó-Révész, P.; Vasić, A.; Cvejin, A.; Pavlić, B.; Vidović, S. Recycling of filter tea industry by-products: Production of A. millefolium powder using spray drying technique. Ind. Crop. Prod. 2016, 80, 197–206. [Google Scholar] [CrossRef]
- Phoungchandang, S.; Sertwasana, A. Spray-drying of ginger juice and physicochemical properties of ginger powders. Sci. Asia 2010, 36, 40–45. [Google Scholar] [CrossRef]
- Kam, A.; Li, K.M.; Razmovski-Naumovski, V.; Nammi, S.; Shi, J.; Chan, K.; Li, G.Q. A comparative study on the inhibitory effects of different parts and chemical constituents of pomegranate on α-amylase and α-glucosidase. Phytother. Res. 2013, 27, 1614–1620. [Google Scholar] [CrossRef] [PubMed]
- Lucas, J.; Ralaivao, M.; Estevinho, B.N.; Rocha, F. A new approach for the microencapsulation of curcumin by a spray drying method, in order to value food products. Powder Technol. 2020, 362, 428–435. [Google Scholar] [CrossRef]
- Jayasundera, M.; Adhikari, B.; Howes, T.; Aldred, P. Surface protein coverage and its implications on spray-drying of model sugar-rich foods: Solubility, powder production and characterisation. Food Chem. 2011, 128, 1003–1016. [Google Scholar] [CrossRef]
- Jokić, S.; Nastić, N.; Vidović, S.; Flanjak, I.; Aladić, K.; Vladić, J. An Approach to Value Cocoa Bean By-Product Based on Subcritical Water Extraction and Spray Drying Using Different Carriers. Sustainability 2020, 12, 2174. [Google Scholar] [CrossRef] [Green Version]
- Chew, S.C.; Tan, C.P.; Nyam, K.L. Microencapsulation of refined kenaf (Hibiscus cannabinus L.) seed oil by spray drying using β-cyclodextrin/gum arabic/sodium caseinate. J. Food Eng. 2018, 237, 78–85. [Google Scholar] [CrossRef]
- Adhikari, B.; Howes, T.; Bhandari, B.R.; Langrish, T.A.G. Effect of addition of proteins on the production of amorphous sucrose powder through spray drying. J. Food Eng. 2009, 94, 144–153. [Google Scholar] [CrossRef] [Green Version]
- Selim, K.; Tsimidou, M.; Biliaderis, C.G. Kinetic studies of degradation of saffron carotenoids encapsulated amorphous polymer matrices. Food Chem. 2000, 71, 199–206. [Google Scholar] [CrossRef]
- Bustamante, A.; Hinojosa, A.; Robert, P.; Escalona, V. Extraction and microencapsulation of bioactive compounds from pomegranate (Punica granatum var. Wonderful) residues. Int. J. Food Sci. Technol. 2017, 52, 1452–1462. [Google Scholar] [CrossRef]
- GEA Niro Research Laboratory. Handbook of Milk Powder Manufacture. Available online: https://www.gea.com/en/index.jsp (accessed on 7 April 2021).
- Pérez-Alonso, C.; Beristain, C.I.; Lobato-Calleros, C.; Rodríguez-Huezo, M.E.; Vernon-Carter, E.J. Thermodynamic analysis of the sorption isotherms of pure and blended carbohydrate polymers. J. Food Eng. 2006, 77, 753–760. [Google Scholar] [CrossRef]
- Tonon, R.V.; Brabet, C.; Hubinger, M.D. Influence of process conditions on the physicochemical properties of acai (Euterpe oleraceae Mart.) powder produced by spray drying. J. Food Eng. 2008, 88, 411–418. [Google Scholar] [CrossRef]
- Ahmed, M.; Akter, M.-S.; Eun, J.-B. Impact of a-amylase and maltodextrin on physicochemical, functional and antioxidant capacity of spray-dried purple sweet potato flour. J. Sci. Food Agric. 2010, 90, 494–502. [Google Scholar] [CrossRef] [PubMed]
- Goula, A.M.; Adamopoulos, K.G. Spray drying of tomato pulp in dehumidified air: II. The effect on powder properties. J. Food Eng. 2004, 66, 35–42. [Google Scholar] [CrossRef]
- Goula, A.M.; Adamopoulos, K.G. Effect of maltodextrin addition during spray drying of tomato pulp in dehumidified air: II. Powder properties. Dry. Technol. 2008, 26, 726–737. [Google Scholar] [CrossRef]
- Pieczykolan, E.; Kurek, M.A. Use of guar gum, gum arabic, pectin, beta-glucan and inulin for microencapsulation of anthocyanins from chokeberry. Int. J. Biol. Macromol. 2019, 129, 665–671. [Google Scholar] [CrossRef]
- Shishir, M.R.I.; Taip, F.S.; Aziz, N.A.; Talib, R.A. Physical properties of spray-dried pink guava (Psidium guajava) powder. Agric. Agric. Sci. Proc. 2014, 2, 74–81. [Google Scholar] [CrossRef] [Green Version]
- Kwapińska, M.; Zbiciński, I. Prediction of final product properties after cocurrent spray drying. Dry. Technol. 2015, 23, 1653–1665. [Google Scholar] [CrossRef]
- Navarro-Flores, M.J.; Ventura-Canseco, L.M.C.; Meza-Gordillo, R.; del Rosario Ayora-Talavera, T.; Abud-Archila, M. Spray drying encapsulation of a native plant extract rich in phenolic compounds with combinations of maltodextrin and non-conventional wall materials. J. Food Sci. Technol. 2020, 57, 4111–4122. [Google Scholar] [CrossRef] [PubMed]
- Vidović, S.; Ramić, M.; Ambrus, R.; Vladić, J.; Szabó-Révész, P.; Gavarić, A. Aronia berry processing by spray drying: From byproduct to high quality functional powder. Food Technol. Biotechnol. 2019, 57, 513–524. [Google Scholar] [CrossRef] [PubMed]
- Gavarić, A.; Vladić, J.; Ambrus, R.; Jokić, S.; Szabó-Révész, P.; Tomić, M.; Blažić, M.; Vidović, S. Spray drying of a subcritical extract using Marrubium vulgare as a method of choice for obtaining high quality powder. Pharmaceutics 2019, 11, 523. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aragüez-Fortes, Y.; Robaina-Morales, L.M.; Pino, J.A. Optimization of the spray-drying parameters for developing guava powder. J. Food Process Eng. 2019, 42, e13230. [Google Scholar] [CrossRef]
- Jakobek, L. Interactions of polyphenols with carbohydrates, lipids and proteins. Food Chem. 2015, 175, 556–567. [Google Scholar] [CrossRef]
- Najafi, M.N.; Kadkhodaee, R.; Mortazavi, S.A. Effect of the drying process and wall material on the properties of encapsulated cardamom oil. Food Biophys. 2011, 6, 68–76. [Google Scholar] [CrossRef]
- Nogueira, R.I.; Santiago, M.D.A.; Paim, D.R.S.F.; Santos, L.F.; Carlos, A.L.M.; Wilberg, V.C.; Godoy, R.D.O.; de Freitas, S.C. Aqueous extract of pomegranate peels (Punica granatum) encapsulated by spray drying. In 19th International Drying Symposium; University C. Bernard Lyon: Lyon, France, 2014. [Google Scholar]



{kind=link}
{kind=link}
| Carrier Concentration (%) | Moisture Content (%) | |
|---|---|---|
| WP | MD | |
| 80 | 4.27 ± 0.08 a1 | 4.60 ± 0.09 b1 |
| 100 | 4.21 ± 0.03 a1 | 4.29 ± 0.07 a2 |
| 120 | 5.84 ± 0.11 a2 | 3.69 ± 0.04 b3 |
| Time | 24 h | 48 h | 5 Days | ||||
|---|---|---|---|---|---|---|---|
| Carrier | WP | MD | WP | MD | WP | MD | |
| Carrier concentration (%) | 80 | 10.75 ± 0.08 a1 | 12.17 ± 0.04 a1 | 11.98 ± 0.02 b1 | 13.92 ± 0.04 b1 | 12.24 ± 0.02 c1 | 14.89 ± 0.06 c1 |
| 100 | 10.72 ± 0.04 a1 | 13.02 ± 0.06 a2 | 11.14 ± 0.08 b2 | 14.52 ± 0.09 b2 | 11.62 ± 0.09 c2 | 15.17 ± 0.02 c2 | |
| 120 | 8.07 ± 0.06 a2 | 12.67 ± 0.07 a3 | 9.09 ± 0.09 b3 | 13.90 ± 0.08 b1 | 9.17 ± 0.08 b3 | 14.30 ± 0.03 c3 | |
| Carrier Concentration (%) | Bulk Density (mg/mL) | |
|---|---|---|
| WP | MD | |
| 80 | 180.06 ± 2.14 a1 | 218.72 ± 4.63 b1 |
| 100 | 198.90 ± 3.31 a1 | 175.29 ± 4.04 b2 |
| 120 | 344.51 ± 6.41 a2 | 230.87 ± 6.28 b1 |
| WAI (%) | WSI (%) | Rehydration Time (s) | |||||
|---|---|---|---|---|---|---|---|
| Carrier | WP | MD | WP | MD | WP | MD | |
| Carrier concentration (%) | 80 | 28.79 ± 0.12 a1 | 11.12 ± 0.09 b1 | 65.34 ± 0.51 a1 | 83.46 ± 0.69 b1 | 42 ± 1.3 a1 | 145 ± 3.9 b1 |
| 100 | 23.47 ± 0.2 a2 | 5.37 ± 0.11 b2 | 69.63 ± 0.63 a2 | 84.98 ± 0.83 b1 | 46 ± 2.1 a2 | 92 ± 2.6 b2 | |
| 120 | 28.44 ± 0.15 a1 | 8.69 ± 0.08 b3 | 63.34 ± 0.72 a3 | 87.04 ± 0.92 b2 | 100 ± 4.8 a3 | 90 ± 1.8 b2 | |
| Sample | Gallic Acid (mg/g Powder) | Punicalin (mg/g Powder) | Punicalagin α + β (mg/g Powder) | Ellagic Acid (mg/g Powder) |
|---|---|---|---|---|
| 80% MD | 6.33 ± 0.56 12 | 169.91 ± 1.90 1 | 8.92 ± 0.87 1 | 7.46 ± 0.28 1 |
| 100% MD | 5.55 ± 0.38 23 | 144.69 ± 2.53 2 | 7.03 ± 0.59 2 | 6.77 ± 0.15 12 |
| 120% MD | 4.79 ± 0.47 3 | 128.44 ± 2.11 3 | 6.65 ± 0.38 2 | 6.52 ± 0.44 2 |
| 80% WP | 5.76 ± 0.24 1 | 143.36 ± 3.23 1 | 6.3 ± 0.67 1 | 4.73 ± 0.21 1 |
| 100% WP | 4.32 ± 0.19 2 | 123.52 ± 1.78 2 | 5.77 ± 0.72 1 | 4.03 ± 0.62 1 |
| 120% WP | 3.78 ± 0.32 2 | 105.37 ± 2.17 3 | 5.31 ± 0.34 1 | 3.99 ± 0.33 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šavikin, K.; Nastić, N.; Janković, T.; Bigović, D.; Miličević, B.; Vidović, S.; Menković, N.; Vladić, J. Effect of Type and Concentration of Carrier Material on the Encapsulation of Pomegranate Peel Using Spray Drying Method. Foods 2021, 10, 1968. https://doi.org/10.3390/foods10091968
Šavikin K, Nastić N, Janković T, Bigović D, Miličević B, Vidović S, Menković N, Vladić J. Effect of Type and Concentration of Carrier Material on the Encapsulation of Pomegranate Peel Using Spray Drying Method. Foods. 2021; 10(9):1968. https://doi.org/10.3390/foods10091968
Chicago/Turabian StyleŠavikin, Katarina, Nataša Nastić, Teodora Janković, Dubravka Bigović, Borislav Miličević, Senka Vidović, Nebojša Menković, and Jelena Vladić. 2021. "Effect of Type and Concentration of Carrier Material on the Encapsulation of Pomegranate Peel Using Spray Drying Method" Foods 10, no. 9: 1968. https://doi.org/10.3390/foods10091968